Гидроструйная очистка поверхности
Гидроструйная очистка, или очистка водой, а иногда и специальными жидкостями под определенным давлением и с необходимой скоростью подачи, – вид подготовки поверхностей различного назначения под дальнейшую обработку. Гидроструйный способ снимает загрязнения разного происхождения. Это может быть ржавчина, окалина, шелушащаяся краска, устаревшая штукатурка, смолы, битум и т. д. Способ применяется в строительстве при подготовке фасадов зданий, включая удаление граффити и межплитных швов, в машино- и судостроении, при строительстве корпусов и технологического оборудования, в авиации для удаления следов резины со взлетно-посадочных полос и т. д. Чистят от накипи, наслоений и загрязнений таким способом резервуары, теплообменники и трубные конструкции как внутри, так и снаружи.
Сущность способа: струя воды под давлением воздействует на поверхность, отрывает и уносит с поверхности частицы ненужных материалов. Таким образом она очищает от загрязнений и наслоений, а с применением особых составов еще и обезжиривает. Особенно популярна гидроструйная очистка металлоконструкций, т. к. позволяет экологическим чистым способом подготовить их к окрашиванию.
От чего зависит стоимость гидроабразивной резки металла
Гидроабразивная резка это процесс обработки материалов струей воды с частицами мелкого песка. Для начала работы необходима тщательная подготовка. Требуется просеять песок с особой тщательностью, в противном случае возможна неверная резка металла. Важно, чтобы работа мастера, проводящего резку, была отточена до мелочей. Именно поэтому такие работники особо ценятся и получают немалую заработную плату.
Стоимость гидроабразивной резки во многом зависит от трех факторов, а именно от:
- вида разреза;
- качества, с которым необходимо выполнить заказ;
- параметров используемого оборудования.
По виду разреза раскрой делят на прямой и криволинейный. Качество исполнения определяет заказчик. Это может быть грубый разрез или высокого качества, обработка которого в последующем не производится. Под параметрами станка имеется в виду мощность и время, которое требуется оборудованию на выполнение работы.
Достаточно большую часть себестоимости работ составляют затраты на гранатовый песок. В настоящее время на нашем рынке его стоимость составляет 20–35 тысяч рублей за тонну. Разброс цен зависит от производителя. Оборудование расходует абразив со скоростью, которая может достигать 25 кг/час, что зависит от интенсивности процесса. Экономия материала достигается вычислением количества абразива, необходимого на резку определенного металла. В некоторых случаях сэкономить можно применением чистой воды для обработки конкретных материалов.
Итак, гидроабразивная резка с успехом используется промышленными предприятиями для эффективной обработки практически любых материалов. Не сработает метод лишь с закаленным стеклом и алмазом.
Как работает гидроабразивная очистка металлических поверхностей
В отличие от сухой очистки, где частицы абразива при малой массе имеют большой кинетический момент за счет высокой скорости, при гидроабразивной очистке они инкапсулированы (заключены) в водяные капли. Это увеличивает интенсивность воздействия на обрабатываемую поверхность за счет росту веса частиц. В отличие от сухой чистки, абразив не разрушается, образуя мелкодисперсную пыль, а дополнительно воздействует на обрабатываемую деталь.
За счет наличия воды удается смыть водорастворимые соединения. Чтобы предотвратить вторичную коррозию, специалисты ООО «ЛКМ» используют специальные составы с ингибиторами. Это гарантирует, что поверхность не покроется ржавчиной из-за воздействия влаги и воздуха кислорода сразу после очистки.
Мокрые частицы не заряжаются статическим электричеством и не вызывают сухие искры, что делает процесс пожаробезопасным.
Благодаря наличию воды, работающей в качестве смазки, увеличивается срок службы и качество работы шланга и рабочего сопла. Они служат в 5 раз дольше, чем в детали «сухих» аппаратах.
Во время очистки частицы проходят четыре стадии:
- Инкапсуляция водой. Наполнитель или абразив заключается в водную оболочку, которая удерживается поверхностным натяжением. Это увеличивает вес частиц и, соответственно, импульс.
- Столкновение воды и абразива с металлом. При этом водная оболочка разрывается и вода улавливает пыль, возникающую от разрушения частицы, ржавчину или кусочки материала поверхности.
- Гидравлический эффект. Капли продолжают двигаться в начальном направлении и воздействуют на материал, усиливаясь благодаря гидравлическому эффекту — несжимаемая вода не вырывается из зоны соприкосновения и срывает покрытие, подлежащее удалению.
- Изменение зоны столкновения. Гидравлический эффект скашивает кромки в месте соприкосновения с абразивом, что увеличивает эффективность воздействия струи и улучшает качество подготовки поверхности под покраску или цинкование.
Важные параметры процесса
Производительность этого вида обработки и ее качество зависят от свойств обрабатываемого материала (сорта стали, проведенной термообработки, полученной чистоты поверхности). Кроме того, эффективность абразивного воздействия зависит от определенных параметров, основными из которых являются:
- — Вид применяемого абразива.
- — Величина зерна абразивного материала.
- — Скорость подачи рабочей жидкости.
- — Угол падения жидкости на поверхность.
- — Расстояние между форсункой и поверхностью.
- — Предусмотренное время процесса.
Чем каждый из этих показателей важен, стоит рассмотреть немного подробнее.
Вид абразивного материала
В качестве абразива в этом технологическом процессе могут применяться как естественные, так и искусственные материалы.
- — Естественные абразивы – наждак, корунд, кварц.
- — Наиболее востребованные искусственные абразивы представлены оксидом алюминия, карбидом бора, карбидом кремния, крокусом (безводным оксидом железа), электрокорундом.
Каждый из упомянутых материалов имеет свои особенности и рекомендуется специалистами в том или ином случае для достижения оптимального результата.
Величина абразивных зерен
Этот показатель выбирается с учетом требований, которые предъявляются к чистоте обрабатываемой поверхности после завершения процесса. Увеличение зернистости способствует росту производительности абразивной обработки металла, одновременно приводя к ухудшению чистоты поверхности.
Технология производства может предусматривать последовательное использование нескольких рабочих жидкостей и зернами разной величины: от больших к малым. В этом случае в процессе воздействия будет вначале снят значительный слой металла, а затем поверхность будет доведена до требуемой чистоты более мелкими фракциями абразива.
Скорость рабочей жидкости
Давление воздуха – вот чем определяется скорость жидкости, воздействующей на обрабатываемый материал. Давление стандартно может изменяться от 4 ати до 6 ати, при этом значение скорости пропорционально повышается с 50 м/сек до 70 м/сек.
Угол наклона форсунки
Наклон форсунки предусмотрен для того, чтобы обработка проводилась с максимально возможным результатом.
Несмотря на то, что угол может изменяться как угодно благодаря перемещению механизма форсунки и его вращению, оптимальными по производительности считаются значения от 40 до 60 градусов между направлением рабочей струи и плоскостью поверхности. Если же требуется отдать предпочтение чистоте поверхности, добиться некоторого ее повышения можно, предусмотрев угол менее сорока градусов.
Расстояние от форсунки до обрабатываемого участка
Выбирая это расстояние, принимают во внимание такие параметры, как толщина слоя, который должен быть удален, и площадь обрабатываемой поверхности.
Чтобы получить высокую производительность на небольшом участке, расстояние между орудием обработки и металлом должно быть небольшим. Оптимальными показателями, наиболее широко распространенными в технологии гидроабразивной обработки, считается 50–150 мм. Нижний предел этого промежутка значений предполагает грубую обработку, а верхний – чистовую.
Продолжительность
Этот показатель имеет широкие рамки, поскольку зависит от многих требуемых характеристик, в частности чистоты поверхности, качества материала, поступающего в обработку, предусмотренного технологического режима.
Минимальное время, затрачиваемое на обработку одного квадратного дециметра поверхности, составляет примерно одну минуту, максимальное – в том случае, если деталь характеризуется сложной формой, – до десяти минут.
Преимущества и недостатки
Гидроструйный способ подготовки поверхности с помощью воды, подаваемой под разным давлением и с разной скоростью, имеет такие преимущества:
- выполнение операции возможно на материалах разного происхождения;
- отсутствует термическое воздействие;
- взрыво- и пожаробезопасность проведения работ;
- высокая степень очистки;
- высокая скорость выполнения операции;
- проводить чистку можно в труднодоступных местах;
- отсутствие газовыделения, т. е. процесс является экологически чистым.
Кроме того, гидроструйный способ очистки может применяться с использованием жидкостей с поверхностно-активными веществами, что расширяет возможности метода.
Недостатков у метода всего два. Во-первых, она может выполняться только при плюсовой температуре, во-вторых, поверхности после полива водой нуждаются в доработке, т. к. таким способом не придается необходимый профиль и нужная степень чистоты. В отличие от гидроабразивного метода, где вместе с жидкостью подается материал определенной твердости, невозможно получить чистоту поверхности и реза. С ее помощью можно только избавиться от загрязнений разного рода и происхождения, подготовить металлическую, оштукатуренную поверхность к проведению необходимых технологических операций.
Сравнение эффективности различных методов упрочения упругих деталей
Способов повышения прочности пружин (проще говоря – упрочения) существует несколько, наиболее известными из которых являются дробеструйный наклеп, гидроабразивная и пескоструйная обработка.
Дробеметный наклеп характеризуется высокой эффективностью упрочняющего воздействия и может применяться для сложных по профилю и геометрии пружин. Производится такая обработка дробью из стали или чугуна на специальных дробеметных машинах. Отличительная особенность – высокая однородность потока дроби.
Пескоструйная аналогична по действию гидроабразивной, однако существенным недостатком ее является необходимость решать проблему пылеулавливания.
Как показала практика и многочисленные исследования, наиболее эффективно проводится обработка поверхности пружин в том случае, если используется комбинация дробеметного наклепа и ГАО. При этом гидроабразивное воздействие должно применяться в качестве завершающей операции.
В зависимости от варьирования обоих видов обработки для изделий в напряженном и свободном состоянии можно добиться различных эксплуатационных характеристик, что позволяет выбрать оптимальный вариант с учетом требований к упругому элементу и условиям его применения.
Гидроабразивная/водопескоструйная очистка
Гидроабразивная очистка — струйная технология промышленной очистки, при которой несущими средами, обеспечивающими воздействие на поверхность, являются вода и абразив. Гидроабразивная очистка также может являться пневмогидроабразивной (аэрогидродинамической, аэрогидроабразивной) очисткой, так как гидроабразивная смесь подается на поверхность с помощью сжатого воздуха.
Гидроабразивная очистка используется в широком спектре деятельности в целях удаления загрязнений, подготовки стальных конструкций под окрашивание: придание необходимой шероховатости, удаление окалины, ржавчины, старых лакокрасочных и других покрытий.
В процессе формирования гидроабразивной смеси частицы абразива обволакиваются водой, что увеличивает вес гранулы и соответственно усиливает столкновение абразива с очищаемой поверхностью, обеспечивая мощный эффект отделения загрязнения от поверхности без повреждения самой поверхности за счет того, что при ударе первой контактирует водная оболочка абразива. После того, как абразивная частица при столкновении создала трещину в загрязнении, водная составляющая смеси проникает под слой загрязнения, удаляя его изнутри. Такая физика процесса не только позволяет эффективно очистить поверхность, но и предотвратить износ элементов комплекса: сопел и шлангов.
Гидроабразивная очистка используется для:
- Подготовки поверхности металлов под нанесение лакокрасочных и других покрытий во всех областях промышленности;
- Подготовки поверхности бетонных и железобетонных конструкций для окрашивания, торкретирования, гидроизоляционных работ, оштукатуривания.
- Удаления старых покрытий и подготовка поверхностей конструкций для проведения работ по ремонту фасадов зданий, кровель, фундаментов.
- Удаления сложных загрязнений и отложений с энергетического и нефтехимического оборудования.
- Дефектоскопии металлических конструкций и изделий.
Технологические схемы комплексов гидроабразивной очистки
1. Гидропневмоабразиная (аэрогидроабразивная, аэрогидродинамическая) очистка, предусматривающая наличие источника сжатого воздуха.
2. Гидроабразивная очистка инжекционным способом
В случае если Вы заинтересованы в проведении работ с помощью технологии гидроабразивной очистки, заполните заявку на производство работ или свяжитесь с нами по контактным телефонам.
Гидроабразивная очистка
В настоящее время существует несколько способов очистки металлических поверхностей. Каждый из них имеет ряд преимуществ, а также недостатков. При использовании некоторых из них возникает вопрос об экологичности процесса и о том, как утилизировать оставшиеся отходы. Многие применяют абразивоструйную, дробеструйную, ультразвуковую обработку, чистку водой под высоким давлением, кислотное травление, но, ни один из вышеперечисленных методов не объединяет три главных требования – производительность, экология, качество. Как правило, преимущество отдается производительности, а не экологичности процесса.
Метод гидроабразивной очистки известен довольно давно. Впервые он был применен в 60-е годы, но долгое время не получал должной поддержки так, как его было трудно реализовать в металле. Широкое распространение метода гидроабразивной обработки началось несколько лет назад. В последнее время он активно используется в европейских странах, США, а также и в России. Его применяют там, где необходима скорость, качество, экологичность и безопасность.
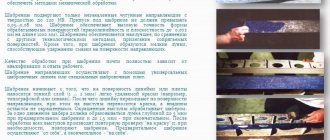
Гидроабразивная обработка применяется для очистки поверхностей лопаток беспилотных аппаратов, турбин, авиадвигателей от ржавчины, краски и окалины. Метод гидроабразивной очистки позволяет добиться наивысшей степени Sa3. Согласно нормам Шведской ассоциации стандартов – это обработка до чистой поверхности. В результате чего металл не должен содержать любых видов загрязнений и иметь характерный серо-белый оттенок, небольшую рельефность.
Оборудование для гидроабразивной резки металла
Станки для гидроабразивной резки являются достаточно сложными и отличающимися повышенной энергоемкостью. Машина состоит из таких элементов, как:
- Головка инструментальная, которая может поворачивать резак на определенный угол. Это дает возможность работать с поверхностями, имеющими сложную конфигурацию.
- Насос, с помощью которого происходит прокачка и фильтрация воды.
- Компрессор, подающий абразивные частицы под давлением.
- Рабочее место, снабженное аппаратурой трехкоординатного позиционирования. При работе с оборудованием небольшого размера мастер проводит данные действия сам.
- Гасящая остатки энергии ванная, наполненная водой. Она жестко связана с остовом аппаратуры.
- Специальные емкости, в которые помещается абразивное вещество и вода.
- Устройство ЧПУ либо пульт, используемый оператором для позиционирования изделия.
Самой популярной является аппаратура для гидроабразивной резки компании WaterJet Cоrp. Inc. (Италия). Фирма производит оборудование портативного и консольного типа. Последнее используется для обработки изделий небольшого размера. Портативное же, имея большую жесткость и точность, предназначено для резки толстых изделий.
Компания изготавливает силовые установки для оборудования и насосы. На ходовой портал устанавливается система автопозиционирования, которая дает возможность проводить одновременную резку различных по составу и толщине материалов. Это качество отличает его от аппаратуры термической резки.
Главные правила проведения процедуры
Обрабатываемую деталь следует установить в удобном для работы положении и закрепить. Большая часть обрабатываемой поверхности должна располагаться в вертикальной плоскости.
Проверить готовность аппарата:
- Засыпать в емкость абразив.
- Подключить компрессор.
- Проверить его работу на холостом ходу.
- Направить сопло в сторону детали и включить подачу песка.
Струю абразива перемещают по обрабатываемой поверхности вертикально или горизонтально. Каждая последующая полоса должна на 30% перекрывать предыдущую.
Управление станком для гидроабразивной резки металла
Оборудованием можно управлять посредством его интерфейса или файлов-заданий, загруженных в систему. Они представлены как чертежи и технические параметры. Файлы должны иметь параметры, соответствующие программному обеспечению оборудования. Это может быть CAD, COREL DRAW и пр.
С помощью интерфейса мастер указывает координаты движения (его начала и конца), изменяет скорость и направление резки. После ввода задание поступает в автоматизированную систему управления (АСУ) с целью его выполнения.
На следующем этапе режущая головка ставится в начало и станок начинает работать. Программное обеспечение оборудования переводит содержащиеся в файле данные в команды, которые управляют дозатором для абразива, насосом, двигателем, управляющим головкой.
Гидроструйная очистка металлоконструкций
Данный способ очистки поверхностей применяют в тех особых случаях, когда стандартная сухая очистка будет неэффективна. Также его можно использовать при недопустимости пылевой составляющей. В подобных условиях на поверхность подают не только воду, но и абразив.
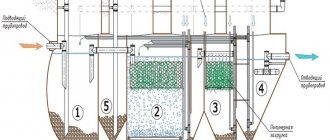
По своему принципу работы различают 2 типа гидроабразивных установок:
- инжекторные, где абразив за счет разряжения попадает в сопло;
- напорные, где в сопло подают воду, создавая водную оболочку или соединение с воздушно-абразивной смесью.
Гидроструйная очистка металлоконструкций отличается высокой эффективностью при работе на фермах и иных механических конструкциях. Обычно так удаляют старую краску и ржавчину. Инжекторные установки – разумный выбор, позволяющий полностью исключить образование пыли.
Использование гидроструйной очистки металлоконструкций нередко необходимо для объектов нефтяной и газовой промышленности. Как правило, производится очистка резервуаров, газо- и нефтепроводов. Этот метод позволяет исключить появление искр, отвечая требованиям пожарной и взрывобезопасности.
Дополнительные узлы для станка гидроабразивной резки
В процессе выбора оборудования для гидроабразивной резки следует обращать внимание не только на основные узлы и агрегаты, но и на вспомогательные опции. Это дает возможность мастеру в случае необходимости проводить фигурный раскрой материала.
Гидроабразивная резка металла значительно упрощается, если оснастить станок лазерной либо ультразвуковой системой, проводящей сканирование реза для распознавания любых шероховатостей и неровностей, а также для стабилизации зазора. В том числе она помогает повысить точность резки.
Оборудование для гидроабразивной резки металла, цена которого немного выше среднерыночной, снабжено прибором, помогающим убирать отработанный абразив. Существует несколько особенностей этой аппаратуры:
- она обязательно включает насос и бак-отстойник;
- тип насоса – мембранный, поскольку он может быть использован в агрессивной среде;
- бак-отстойник должен иметь разъемы для крепления шлангов, которые можно быстро снять, а также должна быть возможность перемещать его погрузчиком или кран-балкой.