Charge materials
To produce steel in electric furnaces, the following charge materials are required: metal part, slag-forming agents, oxidizing agents, additional materials (deoxidizing agents and alloying agents) and carburizing agents.
Metal part
The basis of the charge for electric furnaces is scrap metal: on average, about 950 kg of scrap is consumed per ton of steel smelted in electric furnaces. About a third of this amount consists of scrap, foundry waste, scraps of ingots, waste from rolling and forging, as well as chips from stripping ingots, i.e., the own waste of metallurgical plants. The rest consists of waste returned by consumer plants, worn-out and obsolete equipment and tools sent for remelting, and scrap collected by Vtorchermet departments. In addition, specially smelted charge billets—soft iron—as well as pig iron and metallized pellets are used in limited quantities.
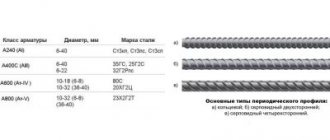
Metal scrap is divided into two categories: the group of unalloyed (A) and alloyed (B) waste.
Unalloyed (carbonaceous) scrap should not be contaminated with non-ferrous metals (lead, zinc, tin, etc.), especially nickel, copper and arsenic, which are almost completely transferred from the charge into the metal and can have a significant impact on its properties. It is also undesirable for carbonaceous waste to contain more than 0.05% phosphorus, since the removal of such amounts of phosphorus will require a long oxidation period.
Therefore, metal scrap must be freed from non-ferrous metal scrap and sorted by origin. Knowing the origin of scrap allows you to roughly estimate its composition and use it more correctly.
At high-quality steel plants, hundreds of different grades of alloy steel are smelted in electric furnace shops. Some of them contain elements that cannot be oxidized and are difficult to remove using conventional processes. Waste containing such elements can be used in the smelting of steel of a certain range. Alloy steel waste should be sorted into groups similar in grade composition and stored separately from other waste. Waste of some of the most complexly alloyed brands should be stored in batches.
Scrap metal must have certain dimensions. Small scrap tends to be more oxidized, littered, and contaminated with oil. Significant oxidation of scrap does not allow us to accurately estimate the share of metal waste, which can lead to the finished melt not being included in the specified chemical composition. Decomposition of rust (iron oxide hydrate) and oil in the arc zone leads to the appearance of atomic hydrogen in the furnace atmosphere, which is intensively absorbed by the metal.
The small bulk mass of small scrap does not allow the entire charge to be poured into the furnace in one go, as a result of which, after melting the first portion of the charge, it is necessary to dump it. This reduces furnace performance and increases heat loss.
Remelting the chips is a special concern. Long twisted chips make loading difficult; as a rule, it is heavily contaminated with oil and, at the point of receipt, is mixed with waste steel of other grades, and often with non-ferrous metal shavings. For these reasons, the chips should be remelted at Vtorchermet plants and the electric furnace melting shops should be supplied with certified ingots made from them with a known chemical composition. Chips supplied directly to electric furnace melting shops must be pressed and fired. The additional costs for preparing chips are fully compensated by the savings obtained when using a high-quality charge.
It is undesirable for the charge to contain excessively large pieces - defective ingots, underfills, etc. Large-sized scrap can be melted in an arc furnace, but the melting time increases; you have to work at high power for a long time, which negatively affects the durability of the lining. For this reason, the maximum mass of individual pieces should not exceed one fiftieth of the mass of the entire cage.
To produce some grades of steel, a specially pre-melted billet is added to the charge. Most often, its composition is low-carbon steel with a limited content of carbon, phosphorus and sulfur, i.e. soft iron obtained by smelting on fresh charge.
Soft iron should be in smaller pieces than alloyed waste because, due to its low carbon content, it melts at a higher temperature. Therefore, soft iron ingots are rolled into a billet, which is then cut into pieces of a certain size.
Soft iron is much more expensive than carbon scrap and its use has a negative impact on the cost of steel. The use of soft iron in the charge can only be justified by serious technological difficulties in smelting steel of the required grade.
Steelmaking
The metal charge discussed earlier is one of the four components of the precursor for steel production. It also includes:
- flux – slag-forming substances;
- oxidizing agents;
- additional components - deoxidizers, carburizers and alloying additives.
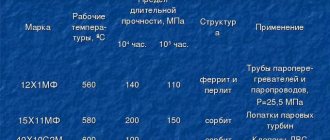
A similar composition of the casting charge is 40gmfr - high-strength structural steel and other grades of this metal. Additionally, the composition includes fluxes or fluxes. These are slag-forming substances for which, when calculating the charge for steel, it is necessary to take into account the type of furnace lining:
- Sour. For such an open-hearth furnace, the slag-forming substances can be quartz sand, as well as broken bricks - fireclay or silica - see refractory scrap.
- Main. Here the flux is bauxite, limestone or fluorspar.
This is what flux limestone looks like
Oxygen-containing materials are used as oxidizers: iron ore, special agglomerates, and scale. Their task is to catalyze oxidative processes. Alternatively, oxidation can be intensified by blowing the metal with oxygen in a gaseous state.
Accordingly, the class of carburizers is formed by carbon-containing materials. They can be used both at the charge preparation and introduced directly into the liquid metal.
This is mainly coke, as well as scrap electrodes. An important quality of a carburizing agent is purity of harmful impurities. This especially applies to the sulfur and ash content.
Metallized and metallic charge
The use of a precursor of a specific composition affects the properties of the final product, as stated earlier. For example, in steelmaking, metallized charge is often used. The steel obtained on its basis is superior to metal from scrap in terms of stability of composition and a significantly reduced content of impurities. In particular, it is possible to halve the concentration of elements harmful to steel, such as sulfur and phosphorus, which increase the fragility of the metal. A metallized charge is obtained by reducing iron ore with carbon or gas at a temperature below the melting point of iron.
Alternatively, a metal charge is charged into the open hearth furnace. Its basis is:
- cast iron - solid or liquid;
- scrap steel
It is important that the grade of scrap metal matches the product being smelted. If a large amount of liquid cast iron is involved in steel production, oxidizing agents must be added to the charge composition
This could be a special open-hearth agglomerate, for example. Also acting as an oxidizer are iron ore or pellets.
Iron ore pellets
Types and characteristics of electric arc furnaces
Modern arc furnaces come in a variety of sizes and have a distinctive set of features.
Indirect arc furnaces
Arc combustion in such furnaces occurs between electrodes that are located above the molten mass. Due to this, heat exchange occurs between the material and the source of energy transfer. The radiation emanating from the arc, as well as convection, allows the metal to be heated to the temperature necessary for its melting.
Indirect arc furnaces are equipped with the following electrical equipment:
- electric drive of the feed mechanism for consumable electrodes;
- transformer;
- adjusting device.
Such ovens come in capacities of 0.5 and 0.25 tons. The maximum power of the power transformer can be 600 KV/A.
Current flow from the transformer substation to the electrodes is carried out through flexible cables. Adjustment of the distance between electrical conductors is carried out through automated control.
Indirect electric arc furnaces have a low coefficient of waste emission and metal evaporation. A reduction in the yield of vaporous substances is achieved due to the high location of the eclectic arc from the material to be melted.
Indirect arc furnaces are used for remelting various non-ferrous metals and their alloys. Often such thermal equipment is used in the smelting of certain types of nickel and cast iron.
Indirect arc furnaces are relatively small and it is impossible to carry out all metal remelting processes in them, since some alloys require more power and higher temperatures.
Direct arc furnaces
In such furnace devices, an arc is formed between an electrical conductor and molten metal, which thereby heats up. Due to direct contact between the electrode and the material, high evaporation of the metal occurs.
Direct electric arc furnaces are quite powerful equipment that can operate on three-phase current. They are distinguished by their high productivity and are mainly used for smelting various refractory metals into ingots, including structural and high-alloy steels.
Direct electric arc furnace
The electric furnace is equipped with hydraulic or electromechanical drive mechanisms that allow tilting to drain molten steel, turning and lifting the roof, and moving the electrodes. Current is supplied to the conductor holders by air-cooled copper pipes or busbars.
The process of igniting the electrodes is carried out by lowering them to the molten metal. After this, an electric arc is formed during the lifting of the conductors.
Resistance arc furnaces
A special feature of resistance furnaces is that the arc is formed inside the material being melted. The charge can be directed relative to the electrical discharge in parallel or in series.
Resistance arc furnaces do not have a tilt function. The molten mass passes through a special hole - a tap hole. The electrodes are located vertically in the structure. They are relatively large in size. Thanks to this, the unit can operate with high power and at a significant current.
In furnaces of this type, metals are melted with a high resistivity. Such equipment is used for smelting and reducing ore. Using resistance arc furnaces, it is possible to produce alloys of cast iron, carbide, abrasives, calcium, and nickel matte. Resistance thermal installations, unlike other types of arc furnaces, are capable of raising the temperature to extreme levels.
Vacuum arc furnaces
Such units belong to direct-acting equipment. The arc in vacuum furnaces burns in vapor or inert gas of the metal being melted. The process occurs at low pressure. There are two types of vacuum furnaces:
- With consumable electrode. The arc in such devices burns between the electrical conductor being melted and a bath of liquid metal.
- With non-consumable electrode. An electrical discharge occurs between the graphite electrical conductor and the metal, which is melted.
In both the first and second variants, melting is carried out in a vacuum chamber. All heating elements of such equipment are cooled with water. Thanks to this, various operations can be carried out in vacuum furnaces at fairly high temperatures.
Units with non-consumable electrodes are practically not used in industry. Their main purpose is to smelt small-sized ingots in laboratory conditions. They are a good tool for performing various analyses.
Example of an electric arc furnace
Vacuum arc furnaces with a consumable electrode are widely used for industrial purposes. In such devices, when working with metal, the following processes occur:
- melting;
- recovery;
- deoxidation;
- crystallization.
At the same time, at high temperatures, volatile gas impurities are removed, and unstable compounds decompose. Thanks to this, in vacuum arc furnaces it is possible to obtain material with a low content of non-metallic impurities and gases.
Vacuum furnaces are used for industrial purposes in industries such as rocketry and nuclear energy. Using such equipment it is possible to obtain ingots weighing more than 50 tons.
Plasma arc furnaces
In such installations, the metal is heated by an electric arc passing along with a jet of inert gas plasma. This process ensures the purity of the melted material, and also allows you to significantly increase the productivity of furnace equipment.
In plasma-arc furnaces, metals with a low oxygen content are smelted. The melting process is carried out in a neutral atmosphere, which allows creating all the conditions for maximum gas release. Metal smelting occurs at high speed.
Flame-arc furnaces are used to produce high-quality steel and alloys. Their use is much cheaper than metal smelting in vacuum furnaces.
An electric arc furnace consists of a working space with electrodes and current leads and mechanisms that ensure tilting of the furnace, holding and moving the electrodes and loading the charge (Figure 24). Steel melting is carried out in the working space of the furnace, limited by a dome-shaped arch, a spherical hearth from below and walls from the sides. The fireproof masonry of the hearth and walls is enclosed in a metal casing. It can be basic (magnesite, magnesite-chromite) or acidic (dinas). The removable arch contains three cylindrical electrodes made of graphitized mass, which, using special mechanisms, can move up or down, automatically adjusting the length of the arc. The oven is powered by three-phase alternating current.
Charge materials are loaded onto the furnace from above into the openable working space. After they are melted in the furnace, a layer of metal and slag is formed. Melting and heating of the charge is carried out due to the heat of electric arcs arising between the electrodes and the liquid metal or metal charge.
Induction oven
The equipment is designed for melting all types of metals. Induction melting furnaces (the price will be minimal from the manufacturer) operate according to the Joule-Lenz and Maxwell laws.
The installations consist of the following elements:
- inductor;
- frame;
- linings;
- tilt mechanism;
- cover with lifting and turning device;
- magnetic circuit and magnetic shield.
Industrial induction furnaces come in two types: crucible (with a core) and without a core.
Note. The first type of equipment is more popular because it has a number of undeniable advantages.
The inductor is a heating coil. He is responsible for the stable operation of the installation. The second important part is the generator. It supplies electrical energy to the inductor.
A crucible is a container in which metal is directly melted. For its manufacture, fire-resistant and heat-resistant materials are used. Typically, this can be metal, ceramic or non-metallic raw materials.
The housing that is equipped with induction furnaces for melting copper or other metal is a frame that serves as the base of the equipment. Another name is casing. Special requirements are put forward for him. It must be durable and resistant to high temperatures. Frame shape: rectangular parallelepiped or cylinder. The first type of casing is made of non-magnetic metal. For example, duralumin. With its help, installations of small dimensions are assembled.
Cylindrical induction crucible furnaces from the manufacturer are more in demand. Their frame is made of a solid metal sheet using the winding method. They are characterized by a high strength index.
Induction crucible melting machines have the following advantages:
- in units, energy is released in load without the use of auxiliary devices;
- There is a constant circulation of molten metal in the crucible, which allows for better melting of fine charge;
- induction foundry furnaces are equipped with special devices with which it is possible to create any atmosphere;
- the equipment has a high power density, which has a positive effect on its productivity;
- It is possible to completely drain the metal after melting, since the design provides mechanisms for turning and tilting.
Melting of brass in induction furnaces with a crucible is much faster than in equipment without a core. This is a design feature of the installations.
Coreless steel induction furnaces are less complex designs. Their main element is the inductor. The charge is placed inside it. The inductor, when heated, creates vortex flows that release heat. Thanks to this, cast iron or other material is melted in an induction furnace.
The production of crucible furnaces is constantly being improved. There is another classification of equipment. Induction furnaces are of the following types:
- IST (medium frequency furnaces);
- IFC (industrial frequency furnaces);
- IAT (industrial units).
Melting bronze in an induction furnace is performed using the first type of unit. The equipment is widely used in precision casting technology. With its help, pure alloys are obtained. Silver smelting is also performed in this type of induction furnace.
Production of non-ferrous metal alloys
The charge for smelting non-ferrous metals contains:
- primary metals;
- scrap of relevant alloys;
- waste production;
- ligatures.
The main feature of the smelting of non-ferrous metals is the need to alloy refractory metals with fusible metals, and vice versa.
The leader in non-ferrous metallurgy is bronze, the production of which requires:
- lead;
- tin;
- copper.
The second most popular non-ferrous metallurgy product is aluminum. The strength of the final material can be increased by enriching the used secondary raw materials with fine-grained aluminum alloys.
Smelting process
After inspecting the furnace and repairing the affected areas of the lining (refilling), smelting in the chipboard begins with filling the charge. In modern furnaces, the charge is loaded from above using a loading tub (basket). To protect the hearth from impacts with large pieces of charge, small scrap is loaded into the bottom of the tub. For early slag formation, lime is introduced into the charge at 2-3% by weight of the metal charge. After filling is completed, the electrodes are lowered into the furnace, the high-voltage switch is turned on, and the melting period begins. At this stage, breakdown of the electrodes is possible (if the conductivity between the electrode and the charge is poor, the electric arc disappears and the electrode rests on a non-conducting piece of the charge). The power output is regulated by changing the position of the electrodes (the length of the electric arc) or the voltage on the electrodes. After a period of melting in the furnace, a layer of metal and slag is formed. The slag is downloaded through a slag taphole (working window), constantly adding slag-forming agents throughout the entire melting period in order to remove phosphorus from the melt. The slag is foamed with carbon-containing materials to close the arcs, for better downloadability and to reduce metal waste.
The release of finished steel and slag into the steel ladle is carried out through the steel outlet and chute by tilting the working space (or, if the furnace is equipped with a bottom outlet instead of a chute, then through it). The working window, closed with a damper, is designed to monitor the progress of the smelting (measuring the temperature of the metal and taking a sample of the chemical composition of the metal). Also, the working window can be used to supply slag-forming and alloying materials (on small furnaces). On modern heavy-duty furnaces, slag-forming materials are supplied during melting through a special hole in the roof using a conveyor feed. Carbonaceous materials for foaming the slag are fed into the furnace either in portions through the roof, or are introduced by injection burners with a stream of compressed air. Before tapping and during tapping, alloying and deoxidizing agents are added to the steel ladle, and when cutting off furnace slag, slag-forming materials are also added.
Fuel
Fuel is a flammable substance, the combustion of which releases a significant amount of heat, which is used as a source of thermal energy.
In iron foundries, three types of fuel are used: solid (coke, thermoanthracite), liquid (fuel oil) and gaseous (natural gas), the main component of which is carbon.
Coal foundry coke is the preferred fuel for smelting iron in cupola furnaces. It must provide not only the required amount of heat, but also maintain a column of metal charge and fuel in the cupola shaft without collapsing. The last condition is necessary so that the charge column remains permeable to cupola gases throughout the entire melting period. Therefore, foundry coke must have high strength, maintain it at high temperatures and, therefore, not crumble when heated and burned.
According to GOST 3340-80, foundry coke must meet the requirements for sulfur content, strength indicators, lump sizes, greenness and other parameters.
Depending on the sulfur content, coke is divided into three grades: KL-1, KL-2 and KL-3 (Table 1.5). Humidity should be no more than 5.0%. Exceeding this norm does not serve as a rejection sign, since moisture is removed in the upper zone of the cupola due to a slight decrease in the temperature of the exhaust gases. The ash content of coke is a harmful ballast, as it reduces not only the carbon content in the fuel, but also requires some heat consumption for slag slagging, melting and overheating of the slag. The ash content of solid fuel should be minimal and amount to 10-12%. The volatile content in foundry coke should not exceed 1.2%, and porosity should not exceed 30%.
For coke of all brands, classes are established according to the size of the pieces: more than 80, more than 60, 60-80 and 40-60 mm. The use of coke with piece sizes less than 40 mm sharply impairs the passage of blast and resulting gases through the coke layer. For idle ears, the coarsest coke is used.
An additional fuel when melting cast iron in cupola furnaces is foundry calcium carbide CaC2 (TU 6-01-793-73). It is intended as an additive to the main fuel (coke) to increase the temperature of cast iron.
When producing thin-walled castings, when cupola furnaces operate on cold blast, to increase the overheating temperature of cast iron, it is recommended to use thermoanthracite, which is a product of anthracite processing at 900-1000 °C without air access. Thermoanthracite is a good additional fuel for cupola furnaces; it is used in combination with coke.
When melting cast iron in gas and coke ovens, natural gas is used. It consists mainly of methane CH4 and has a calorific value QHP = 33500 – 35600 kJ/m3.
Device
An arc furnace with a bottom electrode or another design has a single design principle for such units:
- graphite electrodes for electric arc furnaces – 3 pcs. they are installed in special holders to which cables supplying electricity are connected;
- The furnace body is cylindrical in shape. The lower part is made in the form of a sphere; the charge is placed into it. In the space between the electrodes, after applying a load, an arc occurs, and the melting material is gradually melted and brought to a liquid state. The interior of the hearth is lined with refractory material that can withstand prolonged exposure to high temperatures;
- the outer part is closed using a steel case, in the planes of which an automatic control system with many sensors and thermocouples is fixed. Furnace models can be additionally equipped with a water cooling system;
- a special chute is made to drain the melt;
- on the front side there are several cavities with doors for monitoring the progress of melting and taking samples for chemical analysis of the readiness and quality of steel;
- Several cavities are made in the body to remove slag and add alloying additives and adjust the composition of the steel.
For normal operation, it will be necessary to equip the structure with a high-voltage step-down transformer connected to the power line, buckets for draining finished steel and taps for loading charge and other additives. To ensure the operation of the units, safety valves and an emergency power shutdown system are installed, as well as an automatic control unit for the operation of the furnace.
An arc melting furnace has such a general device. But the design may change with different furnace options.
The figure shows the general diagram of an electric arc furnace.
The size of the electric arc furnace may affect the choice of transformer power, electrode dimensions and wall thickness, but the general design principle remains the same.
The dimensions of the electrodes are selected according to the data in the installation documents.
What steels can be produced in arc furnaces?
When asked what kind of steel can be produced in arc furnaces, an experienced metallurgist will answer without hesitation - all kinds and even cast iron. Even in the online games “space engineers” and “immersive engineering” you will find ways to build such furnaces and produce various alloys and steels. Electric arc structures are used for production on an industrial, laboratory or home scale:
- structural or alloy steel with varying levels of carbon and alloying additives;
- refractory alloys;
- melt gold, silver and other metals in small quantities for a jewelry or home workshop;
- production of all grades of cast iron and for its remelting into alloy steel;
- high-temperature steels are used for growing single crystals and melting optical glass and fibers.
Preparation and use of the charge
Schematically, the preparation of the charge is carried out in several stages:
- calculation of the required number of charge components;
- weighing them;
- mixing of raw materials;
- quality control of the produced material.
Often, raw materials are supplied unprepared for batch production. Various components must be sifted, crushed or dried before use. This is done in order to remove various harmful additives from the raw material and give it the form of a powder.
Sometimes, however, raw materials can be processed in special plants that are installed near the place where the necessary components are extracted. Thus, the glass factories receive the material completely ready for batch production; all that remains is to mix everything.
At these same factories there are special departments for preparing the components of the charge, as well as for mixing them. Each raw material is first processed, then dosed, and only then mixed with everything else.
Advantages and disadvantages
The use of electric arc furnaces for steel smelting is widely used in the metallurgical industry. The main advantages of using such equipment are the ability to carry out the following operations:
- melting the charge regardless of its composition,
- rapid heating of metal in a furnace,
- temperature control,
- deoxidation of the metal and resulting in a material with a low content of impurities.
When remelting steel in a furnace unit, all conditions are created to reduce the waste of alloying components. This ensures that metal losses due to oxidation at high temperatures are reduced.
Electric arc units are widely used for industrial purposes for melting various metals. With their help you can obtain high-quality strong steel alloys. The efficiency of an arc furnace largely depends on the quality of the heating device. Therefore, you should purchase reliable equipment from well-known and trusted manufacturers.
Charge calculation
Metal is lost during melting due to oxidation and mechanical capture during the process of slag removal. When melting copper alloys, the losses of individual components are not the same. The following are subject to the greatest oxidation: zinc, aluminum, manganese, silicon, iron. The metals contained in the slag can be recovered by subsequent smelting in a shaft furnace.
Table 49 Metal losses during smelting of copper alloys, %
In table 49 shows the losses of metals during the production of alloys, taken into account in the calculations of the charge.
Calculation of the charge for the production of bronze casting Br.OTsS6-6-3 by melting in a reverberatory furnace
In bronze, the tin and zinc content is in the range of 5-7%, the lead content is 2-4% (see Table 23). Take the average content of components: 6% Sn; 6% Zn; 3% Pb; Cu - the rest. The calculation is carried out per 1 ton of finished metal.
Tin content in the charge
Required amount of tin taking into account waste 3%
In total, you need to have 60 kg of tin in the charge + 1.8 kg = 61.8 kg.
The zinc content in the charge, taking into account waste, is 17%
The lead content in the charge at waste is 3%
The copper content is determined by the difference. The total weight of the charge, assuming metal losses of 5%,
then the required amount of copper is 1050 - (61.8 + 70.2 + 30.9) = 887.1 kg.
The amount of charge, finished metal and losses for the production of 1 ton of bronze can be presented in the form of a balance (Table 50).
Table 50 Balance of metals when melting bronze OTSS6-6-3
If bronze were made only from pure metals, this balance would complete the calculation of the charge. When melting bronze from recycled materials, the calculated quantities of the main components must be collected from various alloys, based on the available raw materials. The missing quantities of components in the charge are filled with primary metals. The content of elements in secondary raw materials is determined on the basis of chemical analyses. The approximate composition of raw materials that do not have analysis is taken according to table. 48. The calculation of the charge from secondary raw materials with the addition of primary metals is given in table. 51.
Table 51 Charge for bronze production OTSS6-6-3
If, during the smelting process, express analysis shows the content of any mixture is higher than permissible, it is necessary to refine the alloy in order to reduce the impurity content to the limit allowed by the standard, or dilute the impurity content by introducing copper.
Calculation of the charge for the production of bronze Br.VAZhMts in an electric furnace
The calculation is made for 1 ton of alloy. The content of components in the alloy is as follows: 9.2% Al; 1.5% Mn; 3% Fe; Cu - the rest.
The required amount of aluminum with a waste of 3% will be
The required amount of manganese for a waste of 10% will be
The required amount of iron for a waste of 4% will be
The copper content in the charge is calculated by the difference, taking into account the main components and impurities. The total amount of charge with a loss of metals of 4% is 1040 kg/t. The calculation of a charge from secondary raw materials with the addition of primary metals is given in Table 1 as an example. 52.
Table 52 Charge for the production of Br.VAZhMts