Шихтовые материалы
Для получения стали в электропечах необходимы следующие шихтовые материалы: металлическая часть, шлакообразующие, окислители, добавочные материалы (раскислители и легирующие) и науглероживатели.
Металлическая часть
Основу шихты для электропечей составляет металлический лом: на одну тонну выплавляемой в электропечах стали в среднем расходуется около 950 кг лома. Примерно треть этого количества составляют брак, литейные отходы, обрезь слитков, отходы при прокатке и ковке, а также стружка от обдирки слитков, т. е. собственные отходы металлургических заводов. Остальная часть складывается из отходов, возвращаемых заводами-потребителями, направляемого в переплав изношенного и устаревшего оборудования и инструмента и лома, собранного отделениями Вторчермета. Кроме того, в ограниченных количествах используется специально выплавляемая шихтовая заготовка — мягкое железо, а также передельный чугун и металлизованные окатыши.
Металлический лом делится на две категории: группа нелегированных (А) и легированных (Б) отходов.
Нелегированный (углеродистый) лом не должен быть загрязнен цветными металлами (свинцом, цинком, оловом и др.), особенно никелем, медью и мышьяком, которые практически полностью переходят из шихты в металл и могут оказать существенное влияние на его свойства. Нежелательно также, чтобы в углеродистых отходах содержалось фосфора более 0,05%, так как удаление таких количеств фосфора потребует продолжительного окислительного периода.
Поэтому металлический лом должен быть освобожден от лома цветных металлов и рассортирован по происхождению. Знание происхождения лома позволяет примерно оценить его состав и более правильно использовать его.
На заводах качественных сталей в электросталеплавильных цехах выплавляют сотни различных марок легированной стали. Часть из них содержит элементы, не поддающиеся окислению и трудно удаляемые при пользовании обычными процессами. Отходы, содержащие такие элементы, могут быть использованы при выплавке стали определенного сортамента. Отходы легированных сталей должны быть рассортированы в группы, близкие по составу марок, и храниться отдельно от других отходов. Отходы некоторых наиболее сложно легированных марок следует хранить помарочно.
Металлический лом должен иметь определенные габариты. Мелкий лом, как правило, более окислен, замусорен и загрязнен маслом. Значительная окисленность лома не позволяет точно оценить долю угара металла, что чревато непопаданием в заданный химический состав готовой плавки. Разложение в зоне дуг ржавчины (гидрата окиси железа) и масла приводит к появлению в атмосфере печи атомарного водорода, интенсивно поглощаемого металлом.
Малая насыпная масса мелкого лома не позволяет завалить в печь всю шихту в один прием, вследствие чего, после расплавления первой порции шихты, приходится осуществлять подвалку. Это снижает производительность печи и увеличивает потери тепла.
Особые заботы доставляет переплав стружки. Длинная витая стружка затрудняет загрузку; как правило, она сильно загрязнена маслом и уже на месте получения смешивается с отходами стали других марок, а часто и со стружкой цветных металлов. По этим причинам стружку следует переплавлять на заводах Вторчермета и электросталеплавильным цехам поставлять изготовленные из нее паспортные болванки с известным химическим составом. Стружка, поставляемая непосредственно в электросталеплавильные цеха, должна быть спрессована и обожжена. Дополнительные затраты на подготовку стружки вполне окупаются экономией, получаемой при использовании доброкачественной шихты.
Нежелательно, чтобы в шихте были чрезмерно крупные куски — бракованные слитки, недоливки и т. п. В дуговой печи можно расплавлять крупногабаритный лом, но продолжительность плавления при этом увеличивается, длительное время приходится работать на высокой мощности, что отрицательно сказывается на стойкости футеровки. По этой причине максимальная масса отдельных кусков не должна превышать одной пятидесятой массы всей садки.
Для производства стали некоторых марок в состав шихты вводят специально выплавленную предварительно заготовку. Чаще всего она по своему составу представляет собой низкоуглеродистую сталь с ограниченным содержанием углерода, фосфора и серы, т. е. мягкое железо, полученное методом плавки на свежей шихте.
Мягкое железо должно быть в менее крупных кусках, чем легированные отходы, так как в связи с низким содержанием углерода оно плавится при более высокой температуре. Поэтому слитки мягкого железа прокатывают на заготовку, которую затем рубят на куски определенного размера.
Мягкое железо намного дороже углеродистого лома и его использование отрицательно сказывается на себестоимости стали. Использование в шихте мягкого железа может быть оправдано только серьезными технологическими затруднениями выплавки стали нужной марки.
Сталеплавильное производство
Рассмотренная ранее металлическая шихта – один из четверки компонентов прекурсора для производства стали. Также туда входят:
- флюс – шлакообразующие вещества;
- окислители;
- дополнительные составляющие – раскислители, науглероживатели и легирующие добавки.
Подобный состав шихты литья 40гмфр – высокопрочной конструкционной стали и других марок этого металла. Дополнительно, в состав входят флюсы или плавни. Это шлакообразующие вещества, под которые, выполняя расчет шихты для стали необходимо учитывать тип футеровки печи:
- Кислая. Под такую мартеновскую печь шлакообразующими веществами могут быть кварцевый песок, а также битый кирпич – шамотный или динасовый – см. лом огнеупоров.
- Основная. Тут в качестве флюса выступает, боксит, известняк или плавиковый шпат.
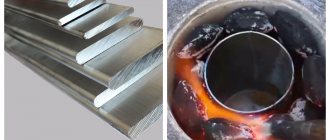
Так выглядит флюсовый известняк
Под окислители используют кислородсодержащие материалы: железная руда, специальные агломераты, а также окалина. Их задача катализировать окислительные процессы. Альтернативно, интенсифицировать окисление позволяет продувка металла кислородом в газообразном состоянии.
Соответственно, класс науглероживателей образуют углеродсодержащие материалы. Они могут использоваться как на стадии приготовления шихты, так и вводиться непосредственно в жидкий металл. Этот, преимущественно кокс, а также лом электродов. Важное качество науглероживателя – чистота по вредным примесям. Особенно это относится к содержанию серы и золы.
Металлизированная и металлическая шихта
Использование прекурсора конкретного состава сказывается на свойствах конечного продукта, как было указано ранее. Например, в сталеплавильном производстве, нередко используют метализированную шихту. Сталь, полученная на ее основе, превосходит метал из скрапа стабильностью состава и существенно пониженным содержанием примесей. В частности, удается снизить вдвое концентрацию таких вредных для стали элементов, как сера и фосфор, увеличивающих хрупкость металла. Получают металлизированную шихту восстановлением железной руды углеродом или газом при температуре меньшей точки плавления железа.
Альтернативно, в мартеновскую печь загружают металлическую шихту. Ее основу составляют:
- чугун – твердый или жидкий;
- стальной лом.
Важно чтобы марка металлолома соответствовала выплавляемому продукту. Если в производстве стали задействовано большое количество жидкого чугуна, в состав шихты требуется ввести окислители
Это может быть специальный мартеновский агломерат, например. Также в роли оксилителя выступают: железная руда или окатыши.
Железорудные окатыши
Виды и характеристика электродуговых печей
Современные дуговые печи бывают различных размеров и имеют отличительный набор функций.
Дуговые печи косвенного действия
Горение дуги в таких печах происходит между электродами, которые находятся над расплавленной массой. За счет этого осуществляется тепловой обмен между материалом и источником передачи энергии. Излучение, исходящее от дуги, а также конвекция позволяет нагреть металл до необходимой для его плавки температуры.
Дуговые печи косвенного действия оснащены таким электрооборудованием:
- электропривод механизма подач расходуемых электродов;
- трансформатор;
- регулировочное устройство.
Такие печи бывают емкостью 0,5 и 0,25 тонн. Максимальная мощность силового трансформатора может быть 600 КВ/А.
Поступление тока от трансформаторной подстанции к электродам осуществляется посредством гибких кабелей. Регулировка дистанции между электрическими проводниками производится за счет автоматизированного управления.
В электродуговых печах косвенного действия невысокий коэффициент выделения угара и испарения металла. Снижение выхода парообразных веществ достигается за счет высокого расположения эклектической дуги от материала для расплавки.
Используют дуговые косвенные печи для переплава различных цветных металлов и их сплавов. Часто такое тепловое оборудование при выплавке некоторых видов никеля и чугуна.
Косвенные дуговые печи сравнительно небольшие и в них невозможно осуществлять все процессы переплавки металлов, так как некоторые сплавы требуют большей мощности и более высокого температурного режима.
Дуговые печи прямого действия
В таких печных устройствах дуга образуется между электрическим проводником и расплавленным металлом, который благодаря этому нагревается. За чет прямого контакта между электродом и материалом происходит высокое испарение металла.
Электродуговые печи прямого действия являются достаточно мощным оборудованием, которое способно работать на трехфазном токе. Они выделяются высокой производительностью и применяются в основном для выплавки в слитки различных тугоплавких металлов, включая конструкционные и высоколегированные стали.
Электродуговая печь прямого действия
Электропечь оснащена механизмами с гидравлическим или электромеханическим приводом, которые позволяют осуществлять наклоны для слива расплавленной стали, поворачивать и поднимать свод, а также перемещать электроды. К держателям проводников ток поступает за счет охлаждаемых воздух медных труб или шин.
Процесс зажигания электродов производится посредством снижения их к расплавленному металлу. После этого во время подъема проводников образуется электрическая дуга.
Дуговые печи сопротивления
Особенностью печей сопротивления является то, что дуга образуется внутри переплавляемого материала. Шихта может быть направлено относительно электрического разряда параллельно или последовательно.
Дуговые печи сопротивления не имеют функции наклона. Расплавленная масса проходит через специальное отверстие – летку. Электроды расположены в конструкции вертикально. Они имеют сравнительно большие размеры. Благодаря этому агрегат может работать с большой мощностью и при значительной величине тока.
В печах данного вида плавка металлов происходит с высоким показателем удельного сопротивления. Такое оборудование используется для плавления и восстановления руды. С помощью дуговых печей сопротивления можно получить сплавы чугуна, карбида, абразивов, кальция, а также никелевого штейна. Тепловые установки сопротивления в отличие от других видов дуговых печей способны доводить температурный режим до запредельных показателей.
Вакуумные дуговые печи
Такие агрегаты относятся к оборудованию прямого действия. Дуга в вакуумных печах горит в парах или инертном газе переплавляемого металла. Процесс происходит при низком давлении. Различают два типа вакуумных печей:
- С расходуемым электродом. Дуга в таких устройствах горит между переплавляемым электрическим проводником и ванной жидкого металла.
- С нерасходуемым электродом. Электрический разряд возникает между графитовым электропроводником и металлом, который расплавляется.
Как в первом, так и втором варианте плавление осуществляется в вакуумной камере. Все нагревающиеся элементы такого оборудования охлаждаются с помощью воды. Благодаря этому в вакуумных печах можно осуществлять различные действия при достаточно высоких температурах.
Агрегаты с нерасходуемым электродом практически не используются в промышленности. Основным их назначением является выплавка небольшого размера слитков в лабораторных условиях. Они являются хорошим инструментом для проведения различных анализов.
Пример электродуговой печи
Дуговые вакуумные печи с расходуемым электродом обширно применяются в промышленных целях. В таких устройствах во время работы с металлом происходят такие процессы:
- плавление;
- восстановление;
- раскисление;
- кристаллизация.
При этом при высокой температуре газовые летучие примеси удаляются, и происходит распад неустойчивых соединений. Благодаря этому в вакуумных дуговых печах можно получить материал с низким содержанием неметаллических примесей и газов.
Вакуумные печи используют в промышленных целях в таких отраслях как ракетостроение и атомная энергетика. С помощью такого оборудования можно получить слитки массой более 50 тонн.
Плазменно-дуговые печи
В таких установках металл нагревается за счет проходящей вместе со струей плазмы инертного газа электрической дуги. Такой процесс обеспечивает чистоту расплавляемого материала, а также позволяет значительно увеличить производительность печного оборудования.
В плазменно-дуговых печах происходит выплавка металлов с невысоким содержанием кислорода. Процесс плавления осуществляется в нейтральной атмосфере, что позволяет создать все условия для максимального выхода газов. Выплавка металла происходит с высокой скоростью.
Пламенно–дуговые печи используют для изготовления стали и сплавов высокого качества. Их применение обходится намного дешевле выплавки металла в вакуумных печах.
Дуговая электропечь состоит из рабочего пространства с электродами и токоподводами и механизмов, обеспечивающих наклон печи, удержание и перемещение электродов и загрузку шихты (рисунок 24). Плавку стали ведут в рабочем пространстве печи, ограниченным куполообразным сводом, снизу сферическим подом и с боков стенками. Огнеупорная кладка пода и стен заключена в металлический кожух. Она может быть основной (магнезитовой, магнезитохромитовой) или кислой (динасовой). В съемном своде расположены три цилиндрических электрода из графитизированной массы, которые с помощью специальных механизмов могут перемещаться вверх или вниз, автоматически регулируя длину дуги. Печь питается трехфазным переменным током.
Шихтовые материалы загружают на под печи сверху в открываемое рабочее пространство. После их расплавления в печи образуется слой металла и шлака. Плавление и нагрев шихты осуществляется за счет тепла электрических дуг, возникающих между электродами и жидким металлом или металлической шихтой.
Индукционная печь
Оборудование предназначено для плавления любых видов металлов. Индукционные плавильные печи (цена будет минимальной у производителя) работают по законам Джоуля-Ленца и Максвелла.
Установки состоят из таких элементов:
- индуктора;
- каркаса;
- футеровки;
- механизма наклона;
- крышкой с устройством подъема и поворота;
- магнитопровода и магнитного экрана.
Промышленные индукционные печи бывают двух видов: тигельные (с сердечником) и без сердечника.
Примечание. Первый вид оборудования более популярен, поскольку имеет ряд неоспоримых преимуществ.
Индуктор представляет собой нагревательную катушку. Он отвечает за стабильную работу установки. Второй немаловажной деталью является генератор. Он подает электрическую энергию на индуктор.
Тигель – емкость, в которой непосредственно осуществляется плавка металла. Для его изготовления используют огнеупорные и жаростойкие материалы. Как правило, это может быть металл, керамика или неметаллическое сырье.
Корпус, которым оснащают индукционные печи для плавки меди или другого металла, представляет собой каркас, служащий основанием оборудования. Другое название – кожух. К нему выдвигаются особые требования. Он должен быть прочным, устойчивым к воздействию высокого температурного режима. Форма каркаса: прямоугольный параллелепипед или цилиндр. Первый тип кожуха изготавливают из немагнитного металла. Например, дюраля. С его помощью собирают установки небольших габаритов.
Цилиндрические индукционные тигельные печи от производителя более востребованы. Их каркас выполнен из цельного металлического листа методом обмотки. Они характеризуются высоким показателем прочности.
Индукционные тигельные плавильные наделены такими преимуществами:
- в агрегатах выделение энергии осуществляется в загрузке без использования вспомогательных приборов;
- в тигле происходит постоянная циркуляция расплавленного металла, что позволяет более качественно плавит мелкую шихту;
- индукционные печи литейные оснащены специальными устройствами, с помощью которых возможно создать любую атмосферу;
- оборудование обладает высоким показателем удельной мощности, что позитивно сказывается на его производительности;
- сливать металл после плавки можно полностью, поскольку в конструкции предусмотрены механизмы для поворота и наклона.
Плавка латуни в индукционных печах с тиглем осуществляется гораздо быстрее, чем в оборудовании без сердечника. Это конструктивная особенность установок.
Индукционные печи стали без сердечника представляют собой менее сложные конструкции. Их основным элементом является индуктор. Внутри него размещается шихта. Индуктор, нагреваясь, создает вихревые потоки, которые выделяют тепло. Благодаря этому происходит плавка чугуна в индукционной печи или другого материала.
Производство тигельных печей постоянно совершенствуется. Существует еще одна классификация оборудования. Индукционные печи бывают таких типов:
- ИСТ (печи средней частоты);
- ИЧТ (печи промышленной частоты);
- ИАТ (агрегаты промышленного назначения).
Плавка бронзы в индукционной печи выполняется с помощью первого вида агрегата. Оборудование широко используется в технологии точного литья. С его помощью получают чистые сплавы. Также выполняется плавка серебра в индукционной печи такого типа.
Производство сплавов цветных металлов
Шихта для выплавки цветных металлов содержит:
- первичные металлы;
- лом соответствующих сплавов;
- отходы производства;
- лигатуры.
Основной особенность выплавки цветных металлов является потребность в легировании тугоплавких металлов легкоплавкими, и наоборот.
Лидером в цветной металлургии являются бронзы, для производства которых необходимы:
- свинец;
- олово;
- медь.
Вторым по степени востребованности продуктом цветной металлургии является алюминий. Повысить показатели прочности конечного материала позволяет обогащение применяемого вторичного сырья лигатурами мелкозернистого алюминия.
Процесс выплавки
Плавка в ДСП, после осмотра печи и ремонта пострадавших участков футеровки (заправка), начинается с завалки шихты. В современные печи шихту загружают сверху при помощи загрузочной бадьи (корзины). Для предохранения подины от ударов крупными кусками шихты на дно бадьи загружают мелкий лом. Для раннего шлакообразования в завалку вводят известь 2-3 % от массы металлической шихты. После окончания завалки в печь опускают электроды, включают высоковольтный выключатель и начинают период плавления. На данном этапе возможна поломка электродов (при плохой проводимости между электродом и шихтой исчезает электрическая дуга и электрод упирается в непроводящий кусок шихты). Регулирование отдаваемой мощности осуществляется изменением положения электродов (длины электрической дуги) либо напряжения на электродах. После периода расплавления в печи образуется слой металла и шлака. Шлак скачивают через шлаковую летку (рабочее окно), постоянно присаживая шлакообразующие, в течение всего периода плавления, с целью удаления фосфора из расплава. Шлак вспенивают углеродсодержащими материалами для закрытия дуг, для лучшей его скачиваемости и уменьшения угара металла.
Выпуск готовой стали и шлака в стальковш осуществляется через сталевыпускное отверстие и жёлоб путём наклона рабочего пространства (или, если печь оборудована вместо жёлоба донным выпуском, то через него). Рабочее окно, закрываемое заслонкой, предназначено для контроля за ходом плавки (замер температуры металла и отбор пробы химического состава металла). Также рабочее окно может использоваться для подачи шлакообразующих и легирующих материалов (на малых печах). На современных сверхмощных печах подача шлакообразующих во время плавки осуществляется через специальное отверстие в своде конвейерной подачей. Углеродистые материалы для вспенивания шлака подаются в печь либо порционно через свод, либо вводятся инжекционными горелками струёй сжатого воздуха. Перед выпуском и во время выпуска в стальковш добавляются легирующие и раскислители, а при отсекании печного шлака ещё и шлакообразующие материалы.
Топливо
Топливо – горючее вещество, при сгорании которого выделяется значительное количество теплоты, используемой в качестве источника тепловой энергии.
В чугунолитейном производстве применяются три вида топлива: твердое (кокс, термоантрацит), жидкое (мазут) и газообразное (природный газ), основной составляющей которых является углерод.
Каменноугольный литейный кокс является преимущественным видом топлива при плавке чугуна в вагранках. Он должен давать не только необходимое количество теплоты, но и поддерживать столб металлической шихты и топлива в шахте вагранки, не разрушаясь. Последнее условие необходимо для того, чтобы столб шихты в течение всего периода плавки оставался проницаем для ваграночных газов. Поэтому литейный кокс должен иметь высокую прочность, сохранять ее до высоких температур и, следовательно, не рассыпаться при нагреве и горении.
Согласно ГОСТ 3340-80, литейный кокс должен удовлетворять требованиям по содержанию серы, показателям прочности, размерам кусков, зельности и другим параметрам.
В зависимости от содержания серы кокс подразделяется на три марки: КЛ-1, КЛ-2 и КЛ-3 (табл. 1.5). Влажность должна быть не более 5,0 %. Превышение этой нормы не служит браковочным признаком, так как влага удаляется в верхней зоне вагранки за счет некоторого понижения температуры отходящих газов. Зольность кокса является вредным балластом, так как уменьшает не только содержание углерода в топливе, но требует еще и некоторого расхода теплоты на шлакование золы, расплавление и перегрев шлака. Зольность твердого топлива должна быть минимальной и составлять 10-12 %. Содержание летучих в литейном коксе не должно превышать 1,2 %, а пористость — не более 30 %.
Для кокса всех марок устанавливаются классы по размеру кусков: более 80, более 60, 60-80 и 40-60 мм. Применение кокса с размерами кусков меньше 40 мм резко ухудшает прохождение дутья и образовавшихся газов через слой кокса. Для холостой колоши используют наиболее крупный кокс.
Дополнительным топливом при плавке чугуна в вагранках является литейный карбид кальция CaC2 (ТУ 6-01-793-73). Он предназначается как добавка к основному топливу (коксу) для повышения температуры чугуна.
При изготовлении тонкостенных отливок, когда вагранки работают на холодном дутье, для повышения температуры перегрева чугуна рекомендуется применять термоантрацит, являющийся продуктом обработки антрацита при 900-1000 °С без доступа воздуха. Термоантрацит – хорошее дополнительное топливо для вагранок, применяется он в сочетании с коксом.
При плавке чугуна в газовых и коксогазовых вагранках применяется природный газ. Он состоит в основном из метана CH4 и имеет теплотворную способность QHP = 33500 – 35600 кДж/м3.
Устройство
Дуговая печь с подовым электродом или другой конструкции имеют единый принцип устройства таких агрегатов:
- графитированные электроды для электродуговых печей – 3 шт. их устанавливают в специальные держатели, к которым подключены кабели подводящие электроэнергию;
- корпус печи выполняется цилиндрической формы. Нижняя часть выполнена в виде сферы, в нее укладывается шихта. В пространстве между электродами, после подачи нагрузки, возникает дуга, и плавильный материал постепенно расплавляется и доводится до жидкого состояния. Внутренняя часть пода выкладывается из огнеупорного материала, способного выдерживать длительное воздействие высоких температур;
- наружная часть закрывается при помощи стального корпуса, в плоскостях которого закреплена управляющая автоматика с множеством датчиков и термопар. Модели печей могут дополнительно оснащаться системой водяного охлаждения;
- для слива расплава изготовлен специальный желоб;
- на лицевой стороне выполнены несколько полостей с дверками для контроля над ходом плавки, забора проб для химического анализа готовности и качества стали;
- в корпусе делается несколько полостей для удаления шлаков и добавления легирующих добавок и внесения корректировки в состав стали.
Для нормальной работы потребуется оснастить конструкцию высоковольтным понижающим трансформатором, подключенным к линии ЛЭП, ковшами для слива готовой стали и кранами для загрузки шихты и других добавок. Для обеспечения работы агрегатов устанавливается предохранительная арматура и система аварийного отключения питания, а также блок автоматического управления работой печи.
Такое общее устройство имеет дуговая плавильная печь. Но конструкция может изменяться при разных вариантах печей.
На рисунке указана общая схема электродуговой печи.
Размер электродуговой печи может повлиять на выбор мощности трансформатора, габариты электродов и толщину стен, но общий принцип конструкции остается неизменным.
Размеры электродов подбираются согласно данным установочных документов.
Какие стали можно получить в дуговых печах?
На вопрос, какие стали можно получить в дуговых печах, опытный металлург, не задумываясь, ответит – всевозможные и даже чугун. Даже в сетевых играх «space engineers» и «immersive engineering» вы найдете способы постройки таких печей и производства различных сплавов и сталей. Электродуговые конструкции используются для производства в промышленных и лабораторных или домашних масштабах:
- конструкционной или легированной стали с различными уровнями содержания углерода и легирующих добавок;
- тугоплавких сплавов;
- расплава золота, серебра и других металлов в небольших количествах для ювелирной или домашней мастерской;
- изготовление всех марок чугуна и для переплавки его в легированную сталь;
- высокотемпературные стали используются для выращивания монокристаллов, плавки оптического стекла и волокон.
Подготовка и использование шихты
Схематично подготовка шихты осуществляется в несколько этапов:
- расчет необходимого количества компонентов шихты;
- их взвешивание;
- смешивание сырья;
- контроль качества производимого материала.
Зачастую сырье поступает в неподготовленном для изготовления шихты виде. Разные компоненты перед использованием нужно просеять, измельчить или просушить. Это делается для того, чтобы удалить из сырья различные вредные добавки и придать ему форму порошка.
Иногда, впрочем, материалы для сырья поддаются обработке на специальных заводах, которые устанавливаются рядом с местом добычи необходимых компонентов. Таким образом, на стекольные заводы приходит уже полностью готовый к изготовлению шихты материал, остается лишь все смешать.
На этих самых заводах существуют специальные отделения для подготовки компонентов шихты, а также для их смешивания. Каждый сырьевой материал сначала проходит обработку, потом дозируется, и только после этого смешивается со всем остальным.
Преимущества и недостатки
Применение электродуговых печей для выплавки стали широко используется в металлургической промышленности. Основными преимуществами использования такого оборудования является возможность проведения таких операций:
- расплавка шихты независимо от ее состава,
- быстрый нагрев металла в печи,
- регулировка температурного режима,
- раскисление металла и получение в результате материала с низким содержанием примесей.
При переплавке стали в печном агрегате создаются все условия для снижения угара легирующих компонентов. Это обеспечивает снизить потери металлов в результате окисления при высоких температурах.
Электродуговые агрегаты широко используются в промышленных целях для переплавки различных металлов. С их помощью можно получить качественные крепкие стальные сплавы. Эффективность работы дуговой печи во многом зависит от качества теплового прибора. Поэтому приобретать следует надежное оборудование у известных и проверенных производителей.
Расчет шихты
Металл при плавке теряется вследствие окисления и механического захвата в процессе скачивания шлаков. При плавке медных сплавов потери отдельных компонентов неодинаковы. Наибольшему окислению подвергаются: цинк, алюминий, марганец, кремний, железо. Металлы, содержащиеся в шлаках, могут быть извлечены последующей плавкой в шахтной печи.
Таблица 49 Потери металлов при выплавке медных сплавов, %
В табл. 49 приведены потери металлов при производстве сплавов, учитываемые в расчетах шихты.
Расчет шихты для производства литья из бронзы Бр.ОЦС6-6-3 плавкой в отражательной печи
В бронзе содержание олова и цинка в пределах 5—7%, содержание свинца 2—4% (см. табл. 23). Берут среднее содержание компонентов: 6% Sn; 6% Zn; 3% Pb; Cu — остальное. Расчет ведут на 1 т готового металла.
Содержание олова в шихте
Необходимое количество олова с учетом угара 3%
Всего олова в шихте нужно иметь 60 кг + 1,8 кг = 61,8 кг.
Содержание цинка в шихте с учетом угара 17%
Содержание свинца в шихте при угаре 3%
Содержание меди определяют по разности. Общий вес шихты, принимая потери металлов 5%,
тогда необходимое количество меди 1050 — (61,8 + 70,2 + 30,9) = 887,1 кг.
Количество шихты, готового металла и потерь для производства 1 т бронзы можно представить в виде баланса (табл. 50).
Таблица 50 Баланс металлов при плавке бронзы ОЦС6-6-3
Если бы бронзу изготавливали только из чистых металлов, данный баланс завершал бы расчет шихты. При плавке бронзы из вторичного сырья рассчитанные количества основных компонентов необходимо набрать из различных сплавов, исходя из имеющегося сырья. Недостающие количества компонентов в шихте восполняют первичными металлами. Содержание элементов во вторичном сырье принимают на основании химических анализов. Приблизительный состав сырья, не имеющего анализа, принимают по табл. 48. Расчет шихты из вторичного сырья с подшихтовкой первичных металлов приведен в табл. 51.
Таблица 51 Шихта для производства бронзы ОЦС6-6-3
Если в процессе плавки экспресс-анализ покажет содержание какой-либо смеси выше допустимого, необходимо сплав рафинировать с целью снижения содержания примеси до предела, допускаемого стандартом, или разбавить содержание примеси введением меди.
Расчет шихты для производства бронзы Бр.ВАЖМц в электрической печи
Расчет производится на 1 т сплава. Содержание компонентов в сплаве следующее: 9,2% Al; 1,5% Mn; 3% Fe; Cu — остальное.
Необходимое количество алюминия при угаре 3% составит
Необходимое количество марганца при угаре 10% будет
Необходимое количество железа при угаре 4% составит
Содержание меди в шихте подсчитывают по разности с учетом основных компонентов и примесей. Общее количество шихты при потере металлов 4% равно 1040 кг/т. Расчет шихты из вторичного сырья с подшихтовкой первичных металлов в качестве примера приведен в табл. 52.
Таблица 52 Шихта для производства Бр.ВАЖМц