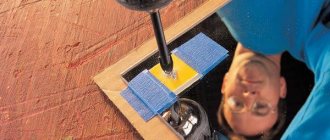
To drill a round hole, you will need to use a drill and a drill bit. Almost everyone knows how to do this. However, often in the household there is a need to drill square holes. To accomplish this task, you will need to use a special square or slotting drill. It is also called a chisel or a cutter, which allows you to obtain openings of the appropriate shape. Not many people know what a cutter is and how to use it.
Design features and operating principle of square drills
To drill square holes, use a special drill attachment. This attachment is called a Watts drill, which is shaped like a triangle. The main feature of this nozzle is that the tip in the form of a Reuleaux triangle (named after the founder) has an area of intersection of three equal circles.
It is due to the special triangular shape of the cutter tip that a square-shaped opening is obtained in the surface of the material being processed. The principle of obtaining this hole shape using a triangular drill is as follows:
- The center of the triangle moves along its trajectory, repeating the movements
- It is possible to obtain such a trajectory due to ellipsoidal arcs in the central part of the drill
- The edges of the triangle will move along a similar trajectory, repeating the shape of a square with rounded edges
Based on the Reuleaux triangle, a special nozzle was made, with which you can drill a round hole with rounded corners. The central ellipsoidal arcs of the triangle are an axis that does not remain in place, as is the case with a conventional round drill, but moves along the appropriate trajectory. The main disadvantage of using such nozzles is that the resulting square-shaped hole has rounded corners. The design of the Watts drill, which is based on the Reuleaux triangle, is shown in the photo below.
The opening is drilled using three side parts that are sharpened. When the drill starts to move, the central part performs a rotational action, and the side faces repeat the rocking motion.
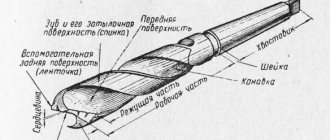
The nozzle consists of a tail and a working part.
The shank is designed to secure the nozzle in the tool chuck, and the working part carries out the main work - drilling a square opening.
The working part consists of a head (also called a chisel) and a spiral, like a regular drill. A structural element of the drill is also a holder, which is a mandrel.
The drill moves in this mandrel, thereby eliminating its chaotic movement. The mandrel has a hole through which chips are removed.
The working part has special grooves designed to remove chips from the cutting area. These grooves also reduce the load on the chuck, thereby increasing cutting efficiency and reducing inertia. The operating principle of a square drill is shown in the video.
This is interesting!
Unlike conventional drills, square bits are subject to greater stress and therefore have a shorter service life. To increase the service life, it is recommended to use special fluids when drilling. These fluids not only provide cooling, but also reduce the amount of friction, thereby eliminating the rapid dulling of the edges of the Watts drill.
Operating principles and design
In order to drill a square hole, a Watts drill is usually used, the design of which is based on a geometric figure such as the Reuleaux triangle. One of the most important features of such a figure, which represents the area of intersection of three equal circles, is the following: if a pair of parallel reference lines are drawn to such a triangle, then the distance between them will always be constant. Thus, if you move the center of the Reuleaux triangle along a trajectory described by four ellipsoidal arcs, its vertices will draw an almost perfect square, with only slightly rounded vertices.
Property of the Reuleaux triangle
The unique properties of the Reuleaux triangle made it possible to create drills for square holes. The peculiarity of using such a tool is that the axis of its rotation should not remain in place, but move along the trajectory described above. Naturally, this movement should not be hindered by the equipment cartridge. When using such a drill and the appropriate equipment, a square hole is obtained with perfectly straight and parallel sides, but with slightly rounded corners. The area of such corners not processed with tools is only 2% of the area of the entire square.
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>
Classification of drills for square openings
The name "square drill" comes from the shape of the hole the bit is capable of drilling. Externally, such drills have the shape of a triangle (tip), but with their help it is possible to obtain square-shaped openings. The nozzles in question are classified according to a number of the following characteristics:
- Type of working material - it can be wood, metal or plastic
- The material from which the nozzle is made. Depending on the material in which it is necessary to obtain a square opening, the nozzles are made of alloy, carbon or high-speed steel
- Type of production of nozzles - they come in two types: solid and composite type. Composite attachments have a hinged (cardan) shank, through which the load on the tool chuck is reduced. Today, cardan attachments are extremely rare
- Shape of the shank - depending on this parameter, you can use attachments on drills, drilling machines and other types of equipment. Watts drills are available with cylindrical, conical and hex shanks. Mills with tapered shanks are installed directly into the drill chuck, while cylindrical and hexagonal bits require the use of a special chuck for fastening
- Drill length - they come in long, medium and short
- Accuracy class - normal and increased
- Diameter - depends on what size square you need to get in the end
- The length of the working part is another important parameter, which is responsible for the ability to drill corresponding holes with different degrees of depth
- Design - cutters for square holes come with an overlay frame, as well as an adapter or without it
Domestic-made square drills are produced in compliance with the standards GOST 886-77, GOST 4010-77 and GOST 10902-77. However, foreign-made drills, which are manufactured in compliance with relevant standards, are very popular. The marking is indicated on the tail of the cutter, where information such as diameter, material of manufacture and company name is presented.
Slot milling
A recess of metal in a part, limited by shaped or flat surfaces, is called a groove. Grooves can be rectangular, T-shaped, dovetail, shaped, through, open, closed, etc. Processing grooves is a common operation on milling machines of various types and is carried out with disk, end and shaped cutters (Fig. 5.23).
Through rectangular grooves are most often milled with three-sided disk cutters (Fig. 5.23, a), disk groove or end mills (Fig. 5.23, b). When milling precise slots, the width of the disk cutter (diameter of the end mill) must be less than the width of the slot, and milling to a given size is carried out in several passes. Machining grooves with end mills requires the correct choice of the direction of rotation of the machine spindle relative to the helical grooves of the cutters. It should be mutually opposite.
Milling of closed grooves is carried out on vertical milling machines using end mills (Fig. 5.23, d). The diameter of the cutters should be taken 1.2 mm less than the width of the groove. Plunging to a given cutting depth is carried out by moving the table with the workpiece in the longitudinal and vertical directions, then the longitudinal movement of the table feed is turned on and the groove is milled to the required length, followed by finishing passes along the sides of the groove.
Read also: Cjx2 2508 contactor wiring diagram
Curvilinear grooves are milled to their full depth in one working stroke. According to this condition, the resulting feed motion is assigned, equal to the sum of the vectors of the transverse and longitudinal feed motion. To reduce infeeding in places where the directions of the grooves change, it is necessary to process with cutters with minimal overhangs and reduce feed rates.
Milling of grooves of special profiles - T-shaped, dovetail-type - is carried out on vertical or longitudinal milling machines in three (T-shaped grooves) or two (dovetail-type grooves) transitions. Taking into account the unfavorable operating conditions of T-shaped and single-angle cutters used in these operations, the feed per tooth S should not exceed 0.03 mm/tooth; cutting speed - 20.25 m/min.
Choosing a cutter for drilling square openings
What difficulties may arise when choosing a drill for a square hole? It would seem that no difficulties would arise at all. You just need to come to the store and tell the seller the size and shape of the opening that you want to get in the end. When purchasing a slotting cutter, you will need to pay attention to the following technical parameters:
- Manufacturer - the devices in question are manufactured by all modern companies, not only domestic, but also foreign. The prices of such drills differ depending on who the manufacturer is. The high cost of a product does not always indicate its quality, so you need to choose depending on how often you plan to use the nozzle. If often, then it is better to give preference to products from the manufacturer Rapid. Chinese nozzles are cheaper, so they are not designed for long-term use
- The length of the drill depends on how deep the opening needs to be in the end. The most common options for cutters in length from 160 to 225 mm
- The size of the square hole - it all depends on the task at hand. Depending on the size of the mandrel, the nozzles have corresponding parameters. You need to understand that this is one of the main parameters. The nozzle bit always has a smaller diameter than the mandrel size
- Shank type - it is important to pay attention to this parameter, since it will not be possible to secure a drill with a tapered shank in a drill chuck
- Purpose - depending on what material is planned to be processed - steel or wood. For steel workpieces, products made of high-alloy and high-speed steel are used, and for wood, nozzles made of carbon steel are produced
| Drill size | d, mm | B, mm | L, mm | C, mm | D, mm | E, mm |
| 6x6 | 4 | 45 | 160 | 115 | 6 | 19 |
| 8x8 | 5,7 | 50 | 205 | 135 | 8 | 19 |
| 10x10 | 6,8 | 50 | 205 | 140 | 10 | 19 |
| 12x12 | 9,5 | 70 | 210 | 140 | 12 | 19 |
Based on the above parameters, you should select drills for square openings. First, decide on the size of the required hole, as well as its width.
This is interesting!
To drill square holes in metal workpieces, it is recommended to use specialized equipment. You can drill a hole in a wooden part with a drill, but you must use a holder.
Shoulder milling
Two mutually perpendicular planes form a ledge. The workpieces may have one or more ledges. Processing of shoulders is a common operation, which is carried out with disk or end mills, or a set of disk cutters (Fig. 5.27, a - c) on horizontal and vertical milling machines in the same way as processing grooves. Large ledges are milled with end mills (Fig. 5.27, d).
Face milling cutters are used when milling workpieces with wide shoulders on horizontal and vertical milling machines. A part with symmetrically located ledges is processed on two-position rotary tables. After milling the first shoulder, the part in the fixture is rotated 180°.
For easily processed materials and materials of average processing difficulty with a large milling depth, disc cutters with normal and large teeth are used. Milling of difficult-to-cut materials should be done with cutters with normal and fine teeth. When milling a shoulder, you should use a disk cutter whose width is 5.6 mm larger than the width of the shoulder. In this case, the accuracy of the width of the shoulder does not depend on the width of the cutter.
Read also: What color is the positive wire?
How to drill a square hole with a drill or instructions for making a holder
Square hole drill bits are different from regular bits. Moreover, the difference lies not only in the design, but also in the features of the use of cutters. If you need to make a square opening in a wooden or metal piece, then you will need to use a special slotting cutter. It is designed to work in conjunction with special tools - drilling machines. You can also use a conventional drill to complete the task.
Before drilling square holes with a drill, you will need to make a special device - a holder, through which the mandrel is secured to the tool. If you had to buy a drill for square holes of this type, as shown in the photo below, then it is impossible to drill an opening with a drill without special tools.
This is due to the fact that the mandrel must rest directly on the cartridge itself. The shank of the nozzle has an elongated design, so it will not be possible to ensure effective drilling of a hole if the mandrel is not fixed in the surface to be drilled. To drill a square opening with a drill, you need to make a drill holder with your own hands. The appearance of a homemade holder is shown in the photo below.
Thanks to this device, you can drill a square hole using a conventional drill or hammer drill with a three-jaw collet chuck. To make a holder yourself, you will need to use available tools, namely:
- Metal tubes, the internal diameters of which depend on the size of the tool and attachment used
- Steel plates with a thickness of at least 4 mm
- Bolts, nuts and handle from a drill or grinder
The principle of manufacturing a holder for a drill for drilling square holes is as follows:
- Initially, a bracket for the nozzle is made. Using two tubes of different diameters, you need to connect them, thereby obtaining a part, as shown in the photo below
- A tube of smaller diameter should be cut in half, and we get a steel clamp
- On one side, a nut is welded to a tube of smaller diameter, due to which the handle will be tightened
- We weld the bolt to the handle and the resulting mount, having first screwed the nut onto the thread
- This results in a ready-made mount for mandreling a square drill. After this, we proceed to making the mount for the drill. For this, a steel clamp similar in design is prepared, only with a larger diameter.
- We connect the resulting clamps together, for which we will need two steel plates. We weld the clamps with these steel plates, getting a ready-made mount for a drill for a square drill
- It is first necessary to make grooves in the plates along which the mandrel will move. The mandrel moves depending on the depth of the drill when drilling a square opening
- At the end, all that remains is to paint the resulting part and test it in action.
A detailed description of the process for making a device for square cutters is presented in the video material.
This device eliminates the need to use special drills and allows you to drill a square hole of the required size. The disadvantage of this device is that the mounting clamp for the mandrel must be changed depending on the drill diameter used.
How to use?
When using Watts drills, there is no need for special machines with attachments. A regular machine is sufficient if you plan to work with metal. As for the wood taken as the material to be processed, an ordinary drill is enough to drill holes in it, albeit slightly improved with the help of additional devices.
To make such a device, you need to follow a number of steps.
- First of all, you need to get a sheet of plywood or a wooden board , but not very thick. Of course, you will also need the Reuleaux triangle itself with geometric parameters corresponding to the diameter of the Watts drill used.
- Firmly fix the drill on the resulting triangle.
- To move the triangle with the drill attached in accordance with the desired trajectory, you will need a wooden guide frame. A square hole is cut inside it, the parameters of which are the same as those of the hole that is planned to be drilled. The thickness of the frame is very important - it determines how deep the hole can be drilled.
- The frame must be clearly fixed in the drill chuck so that there is complete coincidence of the center of the triangle and the axis along which the electric drill chuck rotates.
- The rotation of the drill must be correct. To do this, it must move freely along and across. To ensure this, a transmission mechanism is needed, which will connect the electric drill chuck with the shank of the nozzle. The operating principle of the transmission mechanism is the same as the driveshaft in any truck.
- Fastening the wooden workpiece must also be careful . Position it in such a way that the axis of rotation of the nozzle clearly coincides with the center of the planned square hole.
The design of the adapter (transmission mechanism) is simple. It has a body, a floating shank, a special oscillating ring, mounting screws and support balls. A special feature is the replaceable bushing - it is needed so that you can secure the chucks of various metal processing machines . You can change the nozzle quite quickly.
Once the assembly of the device is completed and each element is fixed, the electric drill is ready to start drilling. Yes, the corners of the hole will not be equal to 90 degrees, but will be rounded, but this is a solvable problem. The roundness is finished with the most common needle file. It must be remembered that such a device is applicable for working on wood, and on sheets that are not too thick. This is due to the fact that the structure itself is not very rigid.
The Watts drill has a drawback - it cannot be used to process thick materials.
This is where a welding machine or stamping method comes to the aid of craftsmen.
Square hole punches are sold in sets of various sizes and thicknesses. The kit contains (in addition to the punch itself) a matrix, a ring-shaped holder, a limiting element, and a sleeve with which to guide the punch.
To increase the impact on the die, using a hydraulic jack is effective. The holes are clean, smooth, and without nicks. The instruments of the Canadian brand Veritas are considered to be especially high quality .
If you own an inverter for welding, you can simply burn out a hole of any shape, including square, of course, if we are talking about metal as the material being processed. To get a square-shaped hole, you must first acquire a blank. This is a graphite square of the same size as the one you plan to drill. It is optimal to use graphite of the EEG or MPG grade.
The work begins with the formation of a round hole of such a size that the graphite blank will fit into it. After the workpiece is inserted and secured, it is scalded around the perimeter. Next, you just need to remove the graphite square, and then clean and grind the resulting hole.
You can learn how to properly drill a square hole from the video below.
This is interesting: Drills (engravers) for wood carving: varieties, features, selection rules
How to drill a square hole without a special drill
To drill a square-shaped opening in the material, it is not at all necessary to use a special drill for this. Before special attachments appeared, craftsmen used a simple, proven method. This method involves using regular drills for metal or wood (depending on what material needs to be processed). If there is a need to drill a square hole, but there is no special drill, then the process can be implemented in the following way:
- Initially, you need to mark the future square on the surface of the material
- After this, at the corners of the marking with a core, mark the points along which round holes are drilled
- After drilling through holes around the perimeter of the marking, it is necessary to use a drill of such a diameter to remove the inner part by drilling
- Next, all that remains is to work with a file to align the corners of the resulting square
This procedure is not at all difficult, but it takes a lot of time. However, it is an excellent alternative to square drills, after which you also need to use a file to straighten the corners. This method of creating square openings is very popular and is used even today. If you need to quickly make a square hole in a workpiece, then you need to drill an initially round hole, and then use a file to sharpen the edges and obtain the desired shape.
This is interesting!
The advantage of this method is that in this way you can get square openings of different sizes. To drill square openings of different sizes with special drills, you will need to have attachments of the appropriate parameters at your disposal.
Household drill bits for drilling square holes
To drill square holes at home, you can purchase a special drill with an overhead frame. Drills with such frames are called household drills, since they are intended directly for drilling openings with a drill or hammer drill, that is, household power tools.
The frame is a mandrel that prevents random movement of the drill. The drill is connected to the chuck using a cardan transmission, which eliminates the increase in the load on the tool chuck. The size of the frame indicates the depth of the resulting hole, so the larger the internal hole of the mandrel, the larger the square shape. The frame is connected to the body of the drill or hammer drill using a special steel clamp.
This is interesting!
For the manufacture of the cutters in question, U8 grade steel is used, which is hardened to a hardness of 52-56 HRC. To work with high-strength materials, X12 alloy steel is used, which undergoes heat treatment and is hardened to 56-60 HRC.
In conclusion, it is worth noting that if there is a need to obtain a square hole in the workpiece, then this can be done without the use of special cutters. Ordinary drills and a file will help in this matter. However, if the question arises about the need for frequent drilling of large quantities of square holes, then only a special attachment fixed in the tool chuck will help.
Drill or cutter?
The majority of the technical community believes that it is still a milling cutter. However, manufacturers stubbornly continue to call this tool a drill for square holes, a Watts drill, or a drill whose profile corresponds to the Reuleaux triangle.
Which is more correct? If we turn to the kinematics of movement of such a cutting tool (for clarity, you can use the diagram shown in Fig. 1), you will find that metal removal will be carried out only by the side surface, and there will be not one cutting plane, like a conventional drill, but four, which more typical for cutters.
However, a single rotating motion will not be enough to obtain a square hole. Simple mathematical calculations (not given in this article) show: in order for a “drill” for a square hole to perform its function, during operation it must describe not only the basic rotational movement of the cutting edge, but also the rocking movement of the drill/cutter around a certain axis. Both movements must be made in mutually opposite directions.
Figure 1 – Reuleaux Triangle: a) – construction; b) rotation sequence to obtain a square-shaped hole.
The angular velocity of both rotations is determined quite simply. If we take the rotation frequency of the drill shaft (or hammer drill) as the parameter f, then a speed of 0.625f is sufficient for oscillatory rotations of the spindle around its own axis. In this case, the spindle axis is, as it were, clamped between the working shaft and the drive wheel, causing the drill/cutter to oscillate in the clamping device with a residual speed
(1 – 0.625)f = 0.375f.
The resulting rotation speed of the cutter can be more accurately determined using the technical characteristics of the drill/hammer, but it is clear that it will be much lower than that for which the tool was originally designed. Therefore, obtaining a square hole will occur with less productivity.