Чтобы просверлить круглое отверстие, понадобится воспользоваться дрелью и сверлом. Как это сделать — известно практически всем. Однако часто в домашнем хозяйстве возникает необходимость сверления квадратных отверстий. Для реализации этой задачи понадобится воспользоваться специальным квадратным или долбежным сверлом. Его еще называют долото или фрезой, позволяющей получать проемы соответствующей формы. Что собой представляет фреза, и как ею пользоваться, знают далеко не многие.
Конструктивные особенности и принцип работы квадратных сверл
Для сверления квадратных отверстий применяется специальная насадка для дрели. Эта насадка называется сверлом Уаттса, которая имеет форму треугольника. Главная особенность этой насадки в том, что наконечник в виде треугольника Рёло (назван в честь основателя) имеет область пересечения трех равных кругов.
Именно за счет специальной треугольной формы наконечника фрезы получается квадратная форма проема в поверхности обрабатываемого материала. Принцип получения такой формы отверстия посредством применения треугольного сверла заключается в следующем:
- Центр треугольника движется по своей траектории, повторяя при этом движения
- Получить такую траекторию удается за счет эллипсоидных дуг в центральной части сверла
- Грани треугольника будут перемещаться по аналогичной траектории, повторяя форму квадрата со скругленными гранями
На основании треугольника Рёло была изготовлена специальная насадка, посредством которой можно просверлить круглое отверстие с закругленными углами. Центральные эллипсоидные дуги треугольника — это есть ось, которая не остается на месте, как в случае с обычным круглым сверлом, а перемещается по соответствующей траектории. Главный недостаток применения таких насадок заключается в том, что получаемое отверстие в виде квадрата имеет закругленные углы. Конструкция сверла Уаттса, в основе которого лежит треугольник Рёло, представлена на фото ниже.
Высверливание проема осуществляется посредством трех боковых частей, которые имеют заточку. Когда сверло начинает двигаться, центральная часть осуществляет вращательное действие, а боковые грани повторяют качательные движения.
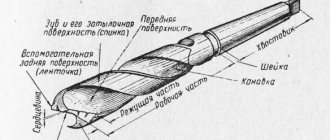
Насадка состоит из хвостовой и рабочей части.
Хвостовик предназначен для закрепления насадки в патроне инструмента, а рабочая часть осуществляет основную работу — высверливает квадратный проем. Рабочая часть состоит из головки (она же называется долотом) и спирали, как на обычном сверле.
Конструктивным элементом сверла также является держатель, который представляет собой оправку.
В этой оправке перемещается сверло, тем самым исключая его хаотичное движение. Оправка имеет отверстие, через которое происходит удаление стружки.
Рабочая часть имеет специальные канавки, предназначенные для отвода стружки из зоны реза. Эти канавки также снижают нагрузку на патрон, тем самым повышая эффективность реза, и уменьшая величину инерции. Принцип работы квадратного сверла показан на видео.
Это интересно!
В отличие от обычных сверл, квадратные насадки испытывают большие нагрузки, поэтому они имеют меньший срок службы. Для увеличения эксплуатационного ресурса рекомендуется при сверлении пользоваться специальными жидкостями. Эти жидкости не только обеспечивают охлаждение, но еще и снижают величину трения, тем самым исключая быстрое притупление граней сверла Уаттса.
Принципы действия и конструкция
Для того чтобы просверлить квадратное отверстие, обычно используют сверло Уаттса, в основу конструкции которого положена такая геометрическая фигура, как треугольник Рёло. Одна из важнейших особенностей такой фигуры, представляющей собой область пересечения трех равных кругов, состоит в следующем: если к такому треугольнику провести пару параллельных опорных прямых, то расстояние между ними будет всегда постоянным. Таким образом, если двигать центр треугольника Рёло по траектории, описываемой четырьмя эллипсоидными дугами, его вершины будут вычерчивать практически идеальный квадрат, у которого будут лишь несколько скруглены вершины.
Свойство треугольника Рёло
Уникальные свойства треугольника Рёло позволили создать сверла для квадратных отверстий. Особенностью использования такого инструмента является то, что ось его вращения должна не оставаться на месте, а перемещаться по вышеописанной траектории. Естественно, этому перемещению не должен препятствовать патрон оборудования. При использовании такого сверла и соответствующей оснастки квадратное отверстие получается с идеально ровными и параллельными сторонами, но с немного скругленными углами. Площадь таких необработанных инструментом уголков составляет лишь 2% от площади всего квадрата.
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>
Классификация сверл для квадратных проемов
Название «квадратное сверло» происходит от того, какую форму отверстия насадка способна просверлить. Внешне такие сверла имеют вид треугольника (наконечник), но с их помощью удается получать проемы квадратной формы. Классифицируются рассматриваемые насадки по ряду следующих признаков:
- Тип рабочего материала — это может быть древесина, металл или пластик
- Материал, из которого изготовлена насадка. В зависимости от того, в каком материале необходимо получить квадратный проем, насадки изготавливаются из легированной, углеродистой или быстрорежущей стали
- Тип производства насадок — они бывают двух видов: цельные и составного типа. Составные насадки имеют шарнирный (карданный) хвостовик, посредством которого снижается нагрузка на патрон инструмента. Сегодня карданные насадки встречаются крайне редко
- Форма хвостовика — в зависимости от этого параметра можно использовать насадки на дрелях, сверлильных станках и прочих видах оборудования. Сверла Уаттса выпускаются с цилиндрическим, коническим и шестигранным хвостовиком. Фрезы с коническими хвостовиками устанавливаются напрямую в патрон сверлильного станка, а цилиндрические и шестигранные насадки требуют применения специального патрона для закрепления
- Длина сверла — они бывают длинные, средние и укороченные
- Класс точности — нормальный и повышенный
- Диаметр — зависит от того, какой размер квадрата необходимо получить в итоге
- Длина рабочей части — еще один важный параметр, который отвечает за возможность сверления соответствующих отверстий с разной степенью углубленности
- Конструкция — фрезы для квадратных отверстий бывают с накладной рамкой, а также переходником или без него
Квадратные сверла отечественного производства выпускаются с соблюдением стандартов ГОСТ 886-77, ГОСТ 4010-77 и ГОСТ 10902-77. Однако большой популярностью пользуются сверла зарубежного производства, которые изготавливаются с соблюдением соответствующих стандартов. Маркировка указывается на хвостовой части фрезы, где представлена такая информация, как диаметр, материал изготовления и наименование компании.
Фрезерование пазов
Выемку металла в детали, ограниченную фасонными или плоскими поверхностями, называют пазом. Пазы бывают прямоугольными, Т-образными, типа «ласточкин хвост», фасонными, сквозными, открытыми, закрытыми и др. Обработка пазов является распространенной операцией на фрезерных станках различных типов и осуществляется дисковыми, концевыми и фасонными фрезами (рис. 5.23).
Сквозные прямоугольные пазы чаще всего фрезеруют дисковыми трехсторонними фрезами (рис. 5.23, а), дисковыми пазовыми или концевыми фрезами (рис. 5.23, б). При фрезеровании точных пазов ширина дисковой фрезы (диаметр концевой фрезы) должна быть меньше ширины паза, а фрезерование на заданный размер производят за несколько проходов. Обработка пазов концевыми фрезами требует правильного выбора направления вращения шпинделя станка относительно винтовых канавок фрез. Оно должно быть взаимно противоположным.
Фрезерование замкнутых пазов производят на вертикально-фрезерных станках концевыми фрезами (рис. 5.23, г). Диаметр фрез следует принимать на 1. 2 мм меньше ширины паза. Врезание на заданную глубину резания осуществляют перемещением стола с заготовкой в продольном и вертикальном направлениях, затем включают продольное движение подачи стола и фрезеруют паз на необходимую длину с последующими чистовыми проходами по боковым сторонам паза.
Читать также: Cjx2 2508 контактор схема подключения
Криволинейные пазы фрезеруют за один рабочий ход на полную их глубину. Соответственно этому условию назначают результирующее движение подачи, равное сумме векторов поперечного и продольного движения подач. Для уменьшения врезания в местах изменений направлений пазов необходимо вести обработку фрезами с минимальными вылетами и уменьшать скорости подачи.
Фрезерование пазов специальных профилей — Т-образных, типа «ласточкин хвост» — осуществляют на вертикально- или продольно-фрезерных станках за три (Т-образные пазы) или два (пазы типа «ласточкин хвост») перехода. Учитывая неблагоприятные условия работы Т-образных и одноугловых фрез, используемых при выполнении указанных операций, подача на зуб S, не должна превышать 0,03 мм/зуб; скорость резания — 20. 25 м/мин.
Выбор фрезы под сверление квадратных проемов
Какие трудности могут возникнуть при выборе сверла под квадратное отверстие? Казалось бы, что никаких трудностей вовсе не возникнет. Нужно только прийти в магазин, и сообщить продавцу размер и форму проема, который необходимо получить в итоге. При покупке долбежной фрезы понадобится уделить внимание следующим техническим параметрам:
- Производитель — рассматриваемые устройства изготавливают все современные фирмы, причем не только отечественные, но и зарубежные. Цены таких сверл отличаются в зависимости от того, кто является производителем. Не всегда высокая стоимость товара говорит о его качестве, поэтому выбирать необходимо в зависимости от того, как часто планируете пользоваться насадкой. Если часто, то лучше отдать предпочтение изделиям производителя Rapid. Китайские насадки стоят дешевле, поэтому для продолжительного применения они не рассчитаны
- Длина сверла — зависит от того, какой глубины проем необходимо получить в итоге. Наиболее распространенные варианты фрез по длине от 160 до 225 мм
- Размер квадратного отверстия — все зависит от поставленной задачи. Насадки в зависимости от размера оправки имеют соответствующие параметры. Надо понимать, что это один из главных параметров. Долото насадки всегда имеет меньший диаметр, чем размер оправки
- Тип хвостовика — на этот параметр важно обратить внимание, так как закрепить сверло с конусным хвостовиком в патроне дрели не получится
- Предназначение — в зависимости от того, какой материал планируется обрабатывать — сталь или древесину. Для стальных заготовок применяются изделия из высоколегированной и быстрорежущей стали, а для древесины выпускаются насадки из углеродистой стали
| Размер сверла | d, мм | B, мм | L, мм | C, мм | D, мм | E, мм |
| 6х6 | 4 | 45 | 160 | 115 | 6 | 19 |
| 8х8 | 5,7 | 50 | 205 | 135 | 8 | 19 |
| 10х10 | 6,8 | 50 | 205 | 140 | 10 | 19 |
| 12х12 | 9,5 | 70 | 210 | 140 | 12 | 19 |
На основании вышеуказанных параметров следует выбирать сверла под квадратные проемы. Для начала определитесь с размером необходимого отверстия, а также его шириной.
Это интересно!
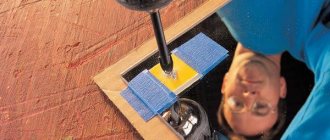
Для сверления квадратных отверстий в металлических заготовках рекомендуется использовать специализированное оборудование. Дрелью можно просверлить проем в деревянной детали, но с обязательным применением держателя.
Фрезерование уступов
Две взаимно-перпендикулярные плоскости образуют уступ. На заготовках может быть один или несколько уступов. Обработка уступов — это распространенная операция, которую и осуществляют дисковыми или концевыми фрезами, или набором дисковых фрез (рис. 5.27, а — в) на горизонтально- и вертикально-фрезерных станках так же, как и обработку пазов. Уступы, имеющие большие размеры, фрезеруют торцовыми фрезами (рис. 5.27, г).
Торцовые фрезы используют при фрезеровании заготовок с широкими уступами на горизонтально- и вертикально-фрезерных станках. Деталь с симметрично расположенными уступами обрабатывают на двухпозиционных поворотных столах. После фрезерования первого уступа деталь в приспособлении поворачивают на 180°.
Для легкообрабатываемых материалов и материалов средней трудности обработки с большой глубиной фрезерования применяют дисковые фрезы с нормальными и крупными зубьями. Фрезерование труднообрабатываемых материалов следует вести фрезами с нормальными и мелкими зубьями. При фрезеровании уступа следует брать дисковую фрезу, ширина которой на 5. 6 мм больше ширины уступа. В этом случае точность размера уступа по ширине не зависит от ширины фрезы.
Читать также: Каким цветом обозначается плюсовой провод
Как просверлить квадратное отверстие дрелью или инструкция по изготовлению держателя
Сверла для квадратных отверстий отличаются от обычных насадок. Причем отличие заключается не только в конструкции, но и особенностях применения фрез. Если надо проделать квадратный проем в деревянной или металлической заготовке, то для этого понадобится воспользоваться специальной долбежной фрезой. Она предназначена для работы совместно со специальными инструментами — сверлильные станки. Для реализации задачи также можно воспользоваться обычной дрелью.
Перед тем, как сверлить квадратные отверстия дрелью, понадобится изготовить специальное приспособление — держатель, посредством которого осуществляется фиксация оправки к инструменту. Если пришлось купить сверло для квадратных отверстий такого типа, как показано на фото ниже, то просверлить проем с его помощью дрелью без специального приспособлений невозможно.
Связано это с тем, что оправка должна упираться непосредственно в сам патрон. Хвостовик насадки имеет удлиненную конструкцию, поэтому обеспечить эффективное сверление отверстия не удастся, если оправка не будет зафиксирована в просверливаемой поверхности. Чтобы просверлить дрелью квадратный проем, необходимо изготовить держатель для дрели своими руками. Внешний вид самодельного держателя показан на фото ниже.
За счет этого приспособления можно просверлить квадратное отверстие, используя обычную дрель или перфоратор с цанговым трехкулачковым патроном. Чтобы самостоятельно изготовить держатель, понадобится воспользоваться подручными средствами, а именно:
- Металлические трубки, внутренние диаметры которых зависят от размера используемого инструмента и насадки
- Стальные пластинки толщиной не менее 4 мм
- Болты, гайки и рукоятка от дрели или болгарки
Принцип изготовления держателя на дрель для сверления квадратных отверстий имеет следующий вид:
- Первоначально изготавливается кронштейн для насадки. Используя две трубки разных диаметров, необходимо их соединить, получив тем самым деталь, как показано на фото ниже
- Трубку меньшего диаметра следует разрезать пополам, и получаем стальной хомут
- С одной стороны к трубке меньшего диаметра приваривается гайка, за счет которой будет осуществляться закручивание рукоятки
- Привариваем болт к рукоятке и полученному креплению, предварительно закрутив на резьбу гайку
- Получается готовое крепление для оправки квадратного сверла. После этого приступаем к изготовлению крепления для дрели. Для этого подготавливается аналогичный по конструкции стальной хомут, только уже большего диаметра
- Соединяем полученные хомуты между собой, для чего понадобятся две стальные пластины. Свариваем хомуты этими стальными пластинами, получая готовое крепление для дрели под квадратное сверло
- В пластинах предварительно необходимо сделать пазы, по которым будет осуществляться перемещение оправки. Оправка смещается в зависимости от глубины утапливания сверла при сверлении квадратного проема
- В завершении остается покрасить полученную деталь, и прибегнуть к ее испытанию в действии
Подробный процесс описания по изготовлению приспособления под квадратные фрезы представлен в видео материале.
Такое приспособление исключает необходимость применения специальных дрелей, и позволяет просверлить квадратное отверстие необходимого размера. Недостаток такого приспособления в том, что крепежный хомут для оправки необходимо менять в зависимости от используемого диаметра сверла.
Как пользоваться?
При использовании сверл Уаттса нет необходимости в специальных станках с насадками. Достаточно обычного станка, если вы планируете работать с металлом. Что касается древесины, взятой в качестве обрабатываемого материала, то для сверления отверстий в ней достаточно обычной дрели, правда, немного усовершенствованной при помощи дополнительных приспособлений.
Для изготовления такого устройства нужно выполнить ряд шагов.
- В первую очередь нужно обзавестись фанерным листом или деревянной доской, но не очень толстой. Разумеется, понадобится и непосредственно треугольник Рёло с геометрическими параметрами, соответствующими диаметру используемого сверла Уаттса.
- Произвести жесткую фиксацию сверла на получившемся треугольнике.
- Для перемещения треугольника с закрепленным сверлом в соответствии с нужной траекторией потребуется деревянная направляющая рамка. Внутри нее вырезается квадратное отверстие, параметры которого такие же, как у того отверстия, что планируется к высверливанию. То, какую толщину имеет рамка, очень важно – она определяет, какой глубины отверстие можно высверлить.
- Рамку нужно четко зафиксировать в патроне дрели таким образом, чтобы было полное совпадение центра треугольника и оси, по которой вращается патрон электродрели.
- Вращение сверла должно быть правильным. Для этого оно должно свободно перемещаться вдоль и поперек. Чтобы это обеспечить, необходим передаточный механизм, который и соединит патрон электродрели с хвостовиком насадки. Принцип работы передаточного механизма такой же, какой имеет карданный вал в любом грузовике.
- Закрепление деревянной заготовки также должно быть тщательным. Располагают ее таким образом, чтобы ось вращения насадки четко совпала с центром планируемого квадратного отверстия.
Конструкция переходника (передаточного механизма) несложная. В ней есть корпус, плавающий хвостовик, специальное качающееся кольцо, крепежные винты и опорные шарики. Особенностью является сменная втулка – она нужна для того, чтобы можно было закрепить патроны различных станков для обработки металла. Сменить насадку можно довольно быстро.
Как только сборка устройства окончена, а каждый элемент зафиксирован, электрическая дрель готова к тому, чтобы начать высверливание. Да, углы отверстия не будут равны 90 градусов, а будут скруглены, но это решаемая проблема. Округлости дорабатываются самым обычным надфилем. Нужно помнить, что подобное устройство применимо для работы по дереву, причем на не слишком толстых его листах. Это связано с тем, что и сама конструкция не очень жесткая.
Сверло Уаттса имеет недостаток – обрабатывать с его помощью материалы, имеющие большую толщину, не получится.
Здесь на помощь мастерам приходит сварочный аппарат или метод штамповки.
Пробойники для отверстий в форме квадрата продаются комплектами различных размеров и толщины. В комплекте есть (помимо самого пробойника) матрица, держатель в форме кольца, ограничивающий элемент, и втулка, с помощью которой направляется пробойник.
Чтобы усилить воздействие на штамп, эффективно использование гидравлического домкрата. Отверстия получаются чистыми, ровными, без зазубрин. Особенно качественными считаются инструменты канадской марки Veritas.
Если вы являетесь обладателем инвертора для сварки, можно просто выжечь отверстие любой формы, в том числе и квадратной, конечно, если речь идет о металле как обрабатываемом материале. Чтобы получить отверстие в виде квадрата, необходимо сначала обзавестись заготовкой. Ею является графитовый квадрат того же размера, какой планируется высверлить. Оптимально использовать графит марки ЭЭГ или МПГ.
Работа начинается с формирования круглого отверстия такого размера, чтобы туда вошла графитовая заготовка. После того как заготовка вставлена и закреплена, ее обваривают по периметру. Далее нужно лишь извлечь графитовый квадрат, после чего произвести зачистку и шлифовку получившегося отверстия.
О том, как правильно просверлить квадратное отверстие, вы можете узнать из видео ниже.
Это интересно: Бормашины (граверы) для резьбы по дереву: разновидности, особенности, правила выбора
Как просверлить квадратное отверстие без специального сверла
Чтобы просверлить проем квадратной формы в материале, вовсе не обязательно для этого использовать специальное сверло. До того, как появились специальные насадки, мастера пользовались простым проверенным способом. Этот способ заключается в использовании обычных сверл по металлу или по дереву (в зависимости от того, какой материал необходимо обрабатывать). Если возникла потребность сверления квадратного отверстия, но при этом отсутствует специальное сверло, то реализовать процесс можно следующим способом:
- Первоначально нужно нанести разметку будущего квадрата на поверхности материала
- После этого на углах разметки керном наметить точки, по которым осуществляется сверление круглых отверстий
- После высверливания сквозных отверстий по периметру разметки необходимо воспользоваться сверлом такого диаметра, чтобы удалить внутреннюю часть путем высверливания
- Далее остается только поработать напильником, чтобы выровнять углы получившегося квадрата
Эта процедура вовсе не трудная, но занимает много времени. Однако она является отличной альтернативой квадратным сверлам, после применения которых также не избежать применения напильника, чтобы выровнять углы. Этот метод получения квадратных проемов очень популярен, и применяется даже сегодня. Если нужно быстро сделать в заготовке квадратное отверстие, то надо просверлить первоначально круглое отверстие, а затем воспользоваться напильником, обточив грани, и получив при этом нужную форму.
Это интересно!
Достоинство этого метода в том, что таким способом можно получить квадратные проемы разных размеров. Чтобы просверлить квадратные проемы разных размеров специальными сверлами, понадобится иметь в распоряжении насадки соответствующих параметров.
Бытовые сверла для сверления квадратных отверстий
Для сверления квадратных отверстия в домашнем хозяйстве можно приобрести специальное сверло с накладной рамкой. Сверла с такими рамками называют бытовыми, так как они предназначены непосредственно для сверления проемов дрелью или перфоратором, то есть, бытовых электроинструментов.
Рамка представляет собой оправку, которая исключает хаотичное движение сверла. С патроном сверло соединяется при помощи карданной передачи, что исключает увеличение нагрузки, приходящейся на патрон инструмента. Размер рамки говорит о глубине получаемого отверстия, поэтому чем больше внутреннее отверстие оправки, тем большего размера получается квадратная форма. Рамка соединяется с корпусом дрели или перфоратора посредством специального стального хомута.
Это интересно!
Для изготовления рассматриваемых фрез применяется сталь марки У8, которая подвергается закалке до показателя твердости 52-56HRC. Для работы с высокопрочными материалами применяется легированная сталь Х12, которая проходит термическую обработку, и закаливается до 56-60HRC.
В завершении стоит отметить, что если возникла необходимость получить квадратное отверстие в заготовке, то сделать это можно без применения специальных фрез. В этом вопросе помогут обычные сверла и напильник. Однако если стоит вопрос о необходимости частого сверления квадратных отверстий в большом количестве, то здесь поможет только специальная насадка, закрепленная в патроне инструмента.
Сверло или фреза?
Большинство технической общественности считает, что всё-таки фреза. Тем не менее, производители упорно продолжают называть данный инструмент сверлом для квадратных отверстий, сверлом Уаттса или сверлом, профиль которого соответствует треугольнику Рело.
Что правильнее? Если обратиться к кинематике перемещения такого режущего инструмента (для наглядности можно воспользоваться схемой, приведённой на рис. 1, то можно обнаружить, что съём металла будет производиться только боковой поверхностью, причём плоскостей резания будет не одна, как у обычного сверла, а четыре, что более свойственно фрезам.
Однако одного вращающего движения для получения квадратного отверстия будет недостаточно. Простые математические вычисления (в данной статье не приводятся) показывают: для того, чтобы «сверло» для квадратного отверстия выполняло свою функцию, оно должно при работе описывать не только основное движение вращения режущей кромки, но и качательное движение сверла/фрезы вокруг некоторой оси. Оба движения должны производиться во взаимно противоположных направлениях.
Рисунок 1 – Треугольник Рело: а) – построение; б) последовательность вращения для получения отверстия квадратной формы.
Угловая скорость обоих вращений определяется довольно просто. Если за параметр f принять частоту оборотов вала дрели (либо перфоратора), то для колебательных вращений шпинделя вокруг собственной оси достаточна скорость в 0,625f. В этом случае ось шпинделя как бы зажимается между рабочим валом и приводным колесом, заставляя сверло/фрезу колебаться в зажимном приспособлении с остаточной скоростью
(1 – 0,625)f = 0,375f.
Более точно результирующую скорость вращения фрезы можно установить, пользуясь техническими характеристиками дрели/перфоратора, но ясно, что она будет намного ниже той, на которую изначально рассчитан инструмент. Поэтому получение квадратного отверстия будет происходить с меньшей производительностью.