Сфера применения
Простое устройство рым-болта и надежность получаемого соединения позволяет использовать метиз во многих областях промышленности, хотя изначально его предназначением считалось морское судоходство. Теперь его применяют еще:
- при погрузке и выгрузке тяжеловесного оборудования – промышленных станков, электродвигателей, паровых котлов, производственных аппаратов;
- в машино- и станкостроении;
- строительной отрасли;
- сельскохозяйственной и других сферах.
Стержень метиза вкручивают в резьбовое отверстие под рым-болт. Получается надежное крепление, способное выдерживать огромные нагрузки. В металлическую проушину вставляются тросы, крюки, цепи или канат. С их помощью можно поднимать такелаж либо другие тяжести, передвигать и манипулировать ими в нужном направлении.
Конструктивные особенности соответственно государственному стандарту
Подробная документация по ГОСТ 4751-13
В предназначенном для регламентирования производства рым-болтов ГОСТе четко прописаны все условия, которым должны соответствовать изготовленные метизы. Они классифицируются по разным критериям:
- размеру проушины;
- диаметру резьбового стержня;
- виду крепления.
К производству болтов с проушиной предъявляются особо жесткие требования. Они должны изготавливаться в строгом соответствии с размерами, прописанными в государственном стандарте:
| Номинальный диаметр резьбы | Диаметр буртика, мм | Внешний диаметр кольца, мм | Внутренний диаметр кольца, мм | Высота буртика, мм | Масса 1 шт., кг |
| М8 | 8 | 36 | 20 | 6 | 0,05 |
| М10 | 10 | 45 | 25 | 8 | 0,12 |
| М12 | 12 | 54 | 30 | 10 | 0,19 |
| М16 | 14 | 63 | 35 | 12 | 0,31 |
| М20 | 16 | 72 | 40 | 14 | 0,5 |
| М24 | 20 | 90 | 50 | 16 | 0,87 |
| М30 | 24 | 108 | 60 | 18 | 1,58 |
| М36 | 28 | 126 | 70 | 22 | 2,43 |
| М42 | 32 | 144 | 80 | 25 | 3,72 |
| М48 | 36 | 162 | 90 | 30 | 5,54 |
| М56 | 40 | 180 | 100 | 34 | 8,09 |
| М64 | 44 | 198 | 110 | 40 | 10,95 |
| М72 х 6 | 52 | 234 | 130 | 45 | 18,54 |
| М80 х 6 | 60 | 270 | 150 | 50 | 25,4 |
| М100 х6 | 72 | 324 | 180 | 60 | 43,82 |
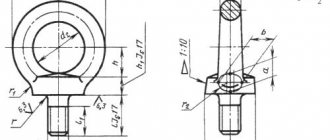
Конструкция должна не только соответствовать критериям, но и изготавливаться строго по чертежам, прорисованным в стандарте. Любое отклонение от нормы недопустимо, так же как наличие на изделиях сколов, лопин, надрезов резьбы стержня, заусенцев. Посадочное отверстие тоже должно быть без повреждений, а размер совпадать. Дополнительно обязательно контролируется твердость и надежность крепежа.
ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Конструкция и основные размеры рым-болтов должны соответствовать указанным на чертеже и в табл. 1.
Таблица 1
Размеры в мм
| Условное обозна- чение резьбы | При- меня- емость | , не ме- нее | Мас- са 1 шт., кг | |||||||||
| М8 | 36 | 20 | 8 | 20 | 10 | 12 | 6 | 18 | 12 | 4 | 0,05 | |
| М10 | 45 | 25 | 10 | 25 | 12 | 16 | 8 | 21 | 15 | 2 | 0,12 | |
| М12 | 54 | 30 | 12 | 30 | 14 | 18 | 10 | 25 | 19 | 6 | 0,19 | |
| М16 | 63 | 35 | 14 | 36 | 16 | 20 | 12 | 32 | 25 | 0,31 | ||
| М20 | 72 | 40 | 16 | 40 | 19 | 24 | 14 | 38 | 29 | 8 | 0,50 | |
| М24 | 90 | 50 | 20 | 50 | 24 | 29 | 16 | 45 | 35 | 3 | 12 | 0,87 |
| М30 | 108 | 60 | 24 | 63 | 28 | 37 | 18 | 55 | 44 | 15 | 1,58 | |
| М36 | 126 | 70 | 28 | 75 | 32 | 43 | 22 | 63 | 51 | 18 | 2,43 | |
| М42 | 144 | 80 | 32 | 85 | 38 | 50 | 25 | 72 | 58 | 4 | 20 | 3,72 |
| М48 | 162 | 90 | 36 | 95 | 42 | 52 | 30 | 82 | 68 | 22 | 5,54 | |
| М56 | 180 | 100 | 40 | 105 | 48 | 60 | 34 | 95 | 78 | 25 | 8,09 | |
| М64 | 198 | 110 | 44 | 115 | 52 | 65 | 40 | 110 | 93 | 10,95 | ||
| М72х6 | 234 | 130 | 52 | 135 | 62 | 75 | 45 | 115 | 98 | 5 | 35 | 18,54 |
| М80х6 | 270 | 150 | 60 | 160 | 70 | 88 | 50 | 125 | 108 | 25,40 | ||
| М100х6 | 324 | 180 | 72 | 190 | 85 | 105 | 60 | 150 | 133 | 40 | 43,82 |
Пример условного обозначения рым-болта с резьбой М8 без покрытия:
Рым-болт М8 ГОСТ 4751-73
То же, с мелкой резьбой М100х6, с покрытием 01 (цинковое с хроматированием), толщиной 9 мкм:
Рым-болт М 100 х 6.019 ГОСТ 4751-73
(Измененная редакция, Изм. № 1, 2).
1.2. Грузоподъемность рым-болтов должна соответствовать указанным в табл. 2.
Таблица 2
| Грузоподъемность на 1 рым-болт, кг, + | |||
| при направлении строп | |||
| под углом 45° от вертикальной оси рым-болта | |||
| Условное обозначение резьбы | по вертикальной оси рым-болта | в плоскости кольца | с отклонением от плоскости кольца |
| М8 | 120 | 80 | 40 |
| М10 | 200 | 125 | 65 |
| М12 | 300 | 175 | 90 |
| М16 | 550 | 250 | 125 |
| М20 | 850 | 325 | 150 |
| М24 | 1250 | 500 | 250 |
| М30 | 2000 | 700 | 350 |
| М36 | 3000 | 1000 | 500 |
| М42 | 4000 | 1300 | 650 |
| М48 | 5000 | 1650 | 800 |
| М56 | 6200 | 2000 | 1000 |
| М64 | 7500 | 2500 | 1250 |
| М72х6 | 10000 | 3500 | 1750 |
| М80х6 | 14000 | 4500 | 2250 |
| М100х6 | 20000 | 6500 | 3250 |
Примечания:
1. При подъеме груза направление строп под углом от вертикальной оси рым-болта свыше 45° не допускается.
2. Для установки в одной плоскости колец двух ввинченных до упора рым-болтов допускается применение плоских шайб толщиной:
— до 1 мм — под рым-болты с резьбой М8-М12;
— не более половины шага резьбы — под рым-болты с резьбой свыше М12.
1.3. Конструкция и размеры гнезд под рым-болты приведены в приложении.
Технические требования
Болты с кольцом производят из углеродистой стали одной из двух марок – 20 либо 25. Это прочные материалы, которые отвечают самым высоким требованиям. Обязательно должен присутствовать сертификат компании-изготовителя, подтверждающий соответствие стали к необходимым маркам.
Производятся метизы методом штамповки или ковкой. Дополнительно изделия могут цинковать, чтобы защитить от коррозии.
Другие технические условия:
- уровень сложности – C3;
- класс точности – 2;
- заваривать или заделывать каким-то другим образом имеющиеся повреждения нельзя;
- разрешается оставлять лыску, которая образуется в результате устранения заусенцев на кольце, если размер изделия сохраняется в пределах допустимых норм;
- после изготовления с крепежей удаляются следы окалины;
- возможна всего 1 вторичная термообработка;
- на обработанной площади стержня не должно оставаться надрезов и сколов.
В дополнение готовые рым-болты проверяются на твердость. Показатели должны соответствовать определенным критериям, прописанным в ГОСТ.
Грузоподъемность
С учетом разных условий грузоподъемность рым-болтов меняется. Наибольшего уровня она достигается, когда стропы расположены строго по вертикальной осевой линии крепежа. При отклонении от нее грузоподъемность снижается, а смещение больше чем на угол 45° недопустимо, так как в таком случае может случиться авария, если головка-петля сорвется.
Допустимые значения грузоподъемности рым-болтов ГОСТ 4751-73:
| Резьба М | Грузоподъемность одного болта при расположении строп: | ||
| Вдоль вертикальной осевой линии, кг | Со смещением на 45° от поверхности петли, кг | Со смещением на 45° в области кольца, кг | |
| 8 | 120 | 40 | 80 |
| 10 | 200 | 65 | 125 |
| 12 | 300 | 90 | 175 |
| 16 | 550 | 125 | 250 |
| 20 | 850 | 150 | 325 |
| 24 | 1 250 | 250 | 500 |
| 30 | 2 000 | 350 | 700 |
| 36 | 3 000 | 500 | 1 000 |
| 42 | 4 000 | 650 | 1 300 |
| 48 | 5 000 | 800 | 1 650 |
| 56 | 6 200 | 1 000 | 2 000 |
| 64 | 7 500 | 1 250 | 2 500 |
| 72 х 6 | 10 000 | 1 750 | 3 500 |
| 80 х 6 | 14 000 | 2 250 | 4 500 |
| 100 х 6 | 20 000 | 3 250 | 6 500 |
Испытывая рым-болты, их нагружают вдвое больше, чем они должны выдерживать. Только при успешных пробах метизы допускаются к эксплуатации.
Основные характеристики: рым болты ГОСТ 4751 73
Рым-болты – это изделия, изготовленные в виде кольца, соединенного с металлическим основанием, которое имеет форму стержня с нарезанной резьбой. Резьба – для крепежа к другим деталям или конструкциям.
Такое изделия, не понаслышке знают люди, которые занимаются такелажными работами, оно обеспечивает очень надежное крепление соединяемых элементов. Изготавливают рым болты гост 4751 73 из стали с небольшим количеством углерода (процентное количество углерода не больше 0,40 %) из легированной стали (повышают прочность изделия). Для эксплуатации в условиях высокой влажности – на кораблях, к примеру – они подвержены оцинковке.
Оцинковка – это покрытие основания металла слоем цинка. Цинк, который имеет уникальную возможность образовывать прочные оксиды, защищает металлическое основание от окисления, так как цинковая оксидная пленка на стали не пропускает к металлу кислород, довольно прочная и, соответственно, защищает от коррозии.
За счет простейшей конструкции этот болт – довольно распространенное изделие, так как это крепление универсально, и может использоваться для растяжки и крепления разных грузов.
Это интересно: Советы по выбору болта с внутренним шестигранником (видео)
Правила приемки
До допущения к продаже компания-изготовитель в обязательном порядке проводит испытательные работы для исследования рым-болтов на совпадение с нужными критериями, прописанными в ГОСТ. Образцы изделий проверяются из партии одинакового размера, выполненных из стали одной марки, – до проведения механической обработки и после.
Если по какому-либо параметру получены результаты недостаточного качества, количество экспериментальных образцов увеличивают вдвое и проводят еще одно испытание. Конечный итог вторых проб уже считается верным и действительным для всей партии.
3. ПРАВИЛА ПРИЕМКИ
3.1. Предприятие-изготовитель должно проводить приемо-сдаточные испытания рым-болтов. При приемо-сдаточных испытаниях рым-болты проверяют: до механической обработки: — на соответствие требованиям п.1.1 в части размеров, получаемых объемной штамповкой или ковкой и пп.2.3, 2.4: в случае изготовления свободной ковкой в подкладных штампах — каждый рым-болт; в случае изготовления объемной штамповкой — 5% от партии, но не менее 5 шт.; — на соответствие требованиям пп.2.5 и 2.6 каждый рым-болт; — на соответствие требованиям п.2.7 10% от партии, но не менее 5 шт.; после механической обработки: — на соответствие требованиям п.1.1 (размеры , и и ) пп.2.8-2.14 каждый рым-болт; — на соответствие требованиям п.2.15 — по ГОСТ 9.301. Примечание. Партия состоит из рым-болтов одного размера, изготовленных из стали одной марки, совместно прошедших термообработку. (Измененная редакция, Изм. N 1).
3.2. При получении неудовлетворительных результатов испытаний рым-болтов хотя бы по одному из показателей проводят повторные испытания удвоенного числа образцов, взятых от той же партии, по полной программе. Результаты повторных испытаний являются окончательными и распространяются на всю партию. (Введен дополнительно, Изм. N 2).
Методы проведения испытаний
Контроль качества рым-болтов ГОСТ 4751-73 начинается с внешнего исследования на наличие явных повреждений, иногда с применением лупы, увеличивающей видимость в 3 раза. Далее исследуют крепежи на соответствие требующимся характеристикам:
- Твердость опорной плоскости кольца – определяется по соответствующим стандартам.
- Отклонение от перпендикулярного угла оси резьбового стержня по отношению к проушине – анализируют с помощью специальных измерительных инструментов.
- Резьбовая нарезка – проверяется предельными калибрами.
- Растяжение – в течение 10 минут испытывают рым-болты с грузом. После его снятия крепеж должен оставаться целым, без трещин и надрывов. Для их поиска используют увеличительное стекло. Замеряют и анализируют параметры метиза перед и после проверки.
- Толщина слоя покрытия кольца – проверяется в соответствии с ГОСТ 9.302.
При выявлении малейшего несоответствия изделия не получают допуск к продаже и эксплуатации.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. На соответствие требованиям п.2.3 проверяют внешним осмотром без применения увеличительных приборов.
Допускается применение луп до трехкратного увеличения.
(Измененная редакция, Изм. N 2).
4.2. Твердость (п.2.7) определяют по ГОСТ 9012 на образующей опорной части кольца.
4.3. Резьбу (п.2.10) проверяют предельными калибрами.
4.4. Отклонение от перпендикулярности оси резьбового хвостовика к опорной поверхности кольца (п.2.12) проверяют угловым шаблоном или щупом по просвету между опорной поверхностью кольца и торцевой поверхностью контрольного калибра.
4.5. Соответствие рым-болтов требованиям п.2.4 проверяют испытанием на растяжение с выдержкой под нагрузкой в течение 10 мин.
Нагрузка должна быть приложена по оси стержня рым-болта.
Приложение нагрузки должно быть плавным, без рывков.
После снятия нагрузки в рым-болтах не должно быть остаточных деформаций, трещин и надрывов.
Отсутствие остаточных деформаций определяют контролем размеров по оси рым-болтов до и после испытания.
Отсутствие трещин и надрывов проверяют внешним осмотром с помощью лупы, имеющей не менее чем четырехкратное увеличение.
4.6. Толщину слоя покрытия (п.2.15) проверяют на кольце рым-болта. Методы проверки качества и толщины покрытия — по ГОСТ 9.302.
4.7. (Исключен, Изм. N 2).
Фасовка, хранение, транспортировка
Стандарт предусматривает также правила фасовки крепежных изделий этого вида. Они послойно укладываются в деревянные ящики, дно и стены которых застилаются промасленной упаковочной бумагой. Масса брутто ящика с метизами не должна превышать 60 кг.
У каждой партии должны быть сопроводительные документы, включающие:
- маркировку завода-изготовителя;
- количество изделий в партии;
- условное обозначение;
- итоги тестовых проверок.
Логотип компании-изготовителя, масса в кг также наносится на каждую упаковку с метизами.