Покрытия крепежных изделий по ГОСТ 9.306
Для обеспечения коррозионной стойкости резьбовых изделий и придания им товарного вида применяют покрытия, приведенные в таблице.
| Вид покрытия | Обозначение покрытия | |
| По ГОСТ 9.306 | цифровое | |
| Цинковое, хроматированное | Ц.хр | 01 |
| Кадмиевое, хроматированное | Кд.хр | 02 |
| Многослойное: медь-никель | М.Н | 03 |
| Многослойное: медь-никель-хром | М.Н.Х.б | 04 |
| Окисное, пропитанное маслом | Хим.Окс.прм | 05 |
| Фосфатное, пропитанное маслом | Хим.Фос.прм | 06 |
| Оловянное | О | 07 |
| Медное | М | 08 |
| Цинковое | Ц | 09 |
| Окисное, наполненное хроматами | Ан.Окс.нхр | 10 |
| Окисное из кислых растворов | Хим.пас | 11 |
| Серебряное | Ср | 12 |
| Никелевое | Н | 13 |
Технология крепления высокопрочных болтов
Одной из важных составляющих в технологии крепления является четкое фиксирование временного отрезка после подготовки и смазки резьбы до непосредственного использования крепежа. Этот срок не должен превышать 10 суток, что должно указываться в специальном журнале постановки высокопрочных болтов после их доставки от производителя. Если подготовка производилась самостоятельно, то данные также фиксируют, заполняя журнал. Пример порядка крепления болтового соединения:
- Подготавливают всю конструкцию для стыковки и монтажа.
- Подготавливают по стандартам необходимый крепеж.
- Проводят установку и монтаж конструкции.
- Затягивают болты.
- Производят герметизацию стыков всего крепежа.
- Осуществляют контроль качества сборки объекта.
Подготовка высокопрочных болтов гаек и шайб
Перед началом установки в конструкцию высокопрочные болты, гайки и шайбы подлежат подготовке. В нее входит:
- Технологическая очистка от консервирующих заводских смазок, а также от пыли и грязи. Ее совершают в разогретом щелочном растворе при температуре 80-100°С, куда входят вода, моющие средства, кальцинированная и каустическая сода, жидкое стекло и тринатрий фосфат. Соотношение соблюдают строго по ГОСТу. Крепеж в спецтаре опускают на 20 минут в раствор, после чего 3-5 раз промывают в моющем растворе.
- Сушку проводят в горячем виде в течение нескольких минут, с обдуванием сжатым воздухом.
- Выполняют прогонку на токарном станке или гайковертами, проверку и смазывание резьбы.
- Обязательную смазку резьбы крепежа проводят путем погружения его в раствор из спецбензина ГОСТ 2084 и минмасла ГОСТ 0799 в соотношении 9 к 1.
- Комплектацию и хранение очищенных метизов осуществляют в закрытой таре. При комплектации на каждый болт надевается гайка и две шайбы.
- Проводят контроль качества.
Промежуток времени от смазки резьбы до установки должен быть не более 10 суток.
Схема условного обозначения болтов, винтов, шпилек и гаек
Примеры условных обозначений крепежных изделий
Винт — по ГОСТ 17473-80 класса точности А, исполнения 2, диаметром резьбы d=12 мм с мелким шагом резьбы, с полем допуска резьбы 6e, длиной l=60 мм, класса точности 5.8, из спокойной стали с цинковым покрытием толщиной 9 мкм, хроматированным
Винт А2М12×1,25-6e×60.58.С.019 ГОСТ 17473-80
Гайка — по ГОСТ 5916-70 исполнения 2, диаметром резьбы d=12 мм, с мелким шагом резьбы, с левой резьбой, с полем допуска 6Н, класса прочности 05, из стали марки 40Х, с инковым покрытием толщиной 6 мкм, хроматированным
Гайка 2М12×1,25-Л-6Н.05.40Х.016 ГОСТ 5916-70
Примечания:
- В условном обозначении не указывают: исполнение 1, крупный шаг резьбы, правую резьбы, отсутствие покрытия, а также параметры, однозначно определяемые стандартами на продукцию; класс точности В, если стандартом на конкретное крепежное изделие предусматривают два класса точности (А и В).
- Если применяется покрытие, не предусмотренное настоящим стандартом, его обозначение указывается по ГОСТ 9.306-85.
Соседние страницы
- Резьбы цилиндрические
- Резьбы конические
- Резьба метрическая
- Сбеги, недорезы, проточки и фаски по ГОСТ 10549
- Резьба упорная
- Резьба трапецеидальная
- Механические свойства болтов, винтов, шпилек, гаек.
- Болты общего назначения с шестигранными головками
- Винты общего назначения
- Винты невыпадающие
- Винты установочные
- Болты и винты специального назначения
- Винты самонарезающие для металла и пластмасс
- Стопорение гайки относительно болта дополнительными элементами
- Стопорение гаек относительно корпуса
- Стопорение гайки относительно болта за счет дополнительного трения, сварки и пластического деформирования
- Стопорение болтов. Предохранение винтов и гаек от потери
- Стопорение винтов
- Фланцевые соединения деталей
- Фланцевые соединения труб и крышек цилиндров
- Фланцевые соединения труб металлоконструкций
- Примеры применения установочных винтов
- Клеммовые соединения
- Фрикционно-винтовые зажимы
- Стяжки и упоры
- Крепление машин к основаниям
ГОСТ 2.315-68 ЕСКД. Изображения упрощенные и условные крепежных деталей
ГОСТ 2.315-68
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЕДИНАЯ СИСТЕМА КОНСТРУКТОРСКОЙ ДОКУМЕНТАЦИИ
ИЗОБРАЖЕНИЯ УПРОЩЕННЫЕ И УСЛОВНЫЕ КРЕПЕЖНЫХ ДЕТАЛЕЙ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
Изменение № 2 принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 12 от 21.11.97)
За принятие изменения проголосовали:
| Наименование государства | Наименование национального органа стандартизации |
| Азербайджанская Республика | Азгосстандарт |
| Республика Армения | Армгосстандарт |
| Республика Казахстан | Госстандарт Республики Казахстан |
| Киргизская Республика | Киргизстандарт |
| Республика Молдова | Молдовастандарт |
| Российская Федерация | Госстандарт России |
| Республика Таджикистан | Таджикгосстандарт |
| Туркменистан | Главная государственная инспекция Туркменистана |
| Республика Узбекистан | Узгосстандарт |
| Украина | Госстандарт Украины |
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
| Единая система конструкторской документации ИЗОБРАЖЕНИЯ УПРОЩЕННЫЕ И УСЛОВНЫЕ КРЕПЕЖНЫХ ДЕТАЛЕЙ Unified system for design documentation. Simplified and symbolic designations of fasteners. | ГОСТ 2.315-68* Взамен ГОСТ |
Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от декабря 1967 г. срок введения установлен
с 01.01.71
1. Настоящий стандарт устанавливает упрощенные и условные изображения крепежных деталей на сборочных чертежах и чертежах общих видов всех отраслей промышленности и строительства. Стандарт полностью соответствует СТ СЭВ 1978-79.
2. На сборочных чертежах и чертежах общих видов изображение крепежных деталей (упрощенное или условное) выбирают в зависимости от назначения и масштаба чертежа.
Крепежные детали, у которых на чертеже диаметры стержней равны 2 мм и менее, изображают условно. Размер изображения должен давать полное представление о характере соединения.
3. Упрощенные и условные изображения крепежных деталей должны соответствовать указанным в табл. 1.
Таблица 1
| Наименование | Изображение | |
| упрощенное | условное | |
| 1. Болты и винты: с шестигранной головкой | ||
| с квадратной головкой | ||
| с молоткообразной головкой | ||
| 2. Болты: с полукруглой головкой и усом | ||
| откидные с круглой головкой | ||
| откидные с вилкой | ||
| фундаментные | ||
| 3. Винты: с полукруглой головкой | ||
| с цилиндрической головкой | ||
| с цилиндрической головкой и сферой | ||
| с полукруглой головкой и крестообразным шлицем | ||
| с цилиндрической головкой, сферой и крестообразным шлицем | ||
| с цилиндрической головкой и шестигранным углублением под ключ | ||
| с полупотайной головкой | ||
| с потайной головкой | ||
| с потайной головкой и крестообразным шлицем | ||
| с цилиндрической головкой саморежущие | ||
| с потайной головкой и крестообразным шлицем саморежущие | ||
| 4. Гайки: круглые | ||
| шестигранные | ||
| шестигранные прорезные и корончатые | ||
| гайки-барашки | ||
| 5. Шурупы: с полукруглой головкой | ||
| с потайной головкой | ||
| с полупотайной головкой | ||
| 6. Шпильки | ||
| 7. Шайбы: простые, стопорные и т. д. | ||
| стопорные с язычком | ||
| пружинные | ||
| 8. Штифты: цилиндрические | ||
| конические | ||
| 9. Гвозди | ||
| 10. Шплинты | ||
| 11. Резьбовые вставки | ||
4. Примеры упрощенных и условных изображений крепежных деталей в соединениях даны в табл. 2.
Таблица 2
| Изображение | |
| упрощенное | условное |
3, 4. (Измененная редакция, Изм. № 1, 2).
5. Если предмет, изображенный на сборочном чертеже, имеет ряд однотипных соединений, то крепежные детали, входящие в эти соединения, следует показывать условно или упрощенно в одном-двух местах каждого соединения, а в остальных — центровыми или осевыми линиями (черт. 1).
Черт. 1
6. Если на чертеже имеется несколько групп крепежных деталей, различных по типам и размерам, то вместо нанесения повторяющихся номеров позиций рекомендуется одинаковые крепежные детали обозначать условными знаками, а номер позиции наносить только один раз (черт. 2).
Черт. 2
В строительных чертежах допускается одинаковые группы крепежных деталей обводить сплошной тонкой линией с поясняющей надписью на полке линии-выноски; при этом преобладающие крепежные детали не обводят и не оговаривают в общих указаниях к чертежу.
7. Шлицы на головках крепежных деталей следует изображать одной сплошной линией, как показано на черт. 3: на одном виде — по оси крепежной детали, на другом — под углом 45 ° к рамке чертежа.
Черт. 3
Если линия шлица, проведенная под углом 45 ° к рамке чертежа, совпадает с центровой линией или близка по направлению к ней, то линия шлица проводится под углом 45 ° к центровой линии (черт. 4).
Черт. 4
Материалы крепёжных изделий
Согласно стандарту на крепёж ГОСТ 1759.4-87 «Болты, винты и шпильки. Механические свойства и методы испытания» («Bolts, screws and studs. Mechanical properties and test methods»), механические характеристики углеродистых и легированных сталей, применяемых для изготовления болтов, винтов и гаек, а также марки стали должны соответствовать указанным в таблице 1.
Таблица 1. Механические характеристики коррозионно-стойких (нержавеющих), жаропрочных, жаростойких и теплоустойчивых сталей (при нормальной температуре) для производства винтов, болтов, изготовления шпилек и гаек.
| Марка стали крепежа | предел прочности σв, МПа | предел текучести σт, МПа | относительное удлинение δ5, % | ударная вязкость, aH, Дж/см2 | |
| Болты | Гайки | не менее | |||
| 12Х18Н10Т | 12Х18Н9Т, 10Х17Н13М2Т | 520 | 200 | 40 | 40 |
| 20Х13 | — | 700 | 550 | 15 | 60 |
| 14Х17Н2 | 20Х13, 14Х17Н2 | 650 | 12 | 60 | |
| 10Х11Н23Т3МР 13Х11Н2В2МФ | — Х12Н22Т3МР | 900 | 550 | 8 | 30 |
| 25Х1МФ | 25Х2М1Ф 20Х1М1Ф1ТР | 750 | 10 | 30 | |
Применение бессемеровских сталей для изготовления крепежных деталей запрещено, так как такой стальной крепёж обладает повышенной хрупкостью вследствие высокого содержания фосфора и азота, поглощаемых из воздуха при продувке.
При жёстких требованиях к коррозионной стойкости , прочности, габаритам и массе соединения применяют крепёжные изделия из титановых и бериллиевых сплавов, высокопрочных и жаропрочных сталей и сплавов.
↑ В начало
Прочность
Прочность строго регламентируется ГОСТом, так как в некоторых случаях о этого зависит безопасность человека, сохранность оборудования или строений. Для достижения точности прочностных характеристик производят расчет высокопрочных болтов. Производство высокопрочных болтов регламентирует ГОСТ 7798-70.
Исходя из прочностных характеристик, болты делятся на 11 классов. Каждая категория имеет собственную маркировка, исходя из которой можно четко определить, к какому классу он относится и какую нагрузку выдерживает. Следует отметить, что каждый метиз имеет определенный запас прочности к показателям, указных в маркировке. Поэтому не стоит переживать, что запас прочности болта будет впрок.
Прочность болтов зависит не только от типа используемого материала, но и технологии изготовления. Исходя и прочностных характеристик крепежных элементов можно выделить классификацию болтов по прочности:
- 3,6 – крепежи из нелегированной стали, без дополнительной закалки;
- 4,6 – изделия из углеродистой стали (углерод менее 0,55%);
- 5,6 – из стали без отпуска (углерод более 0,15%);
- 6,6 и 6,8 – болты из углеродистой стали без дополнительных добавок;
- 8,8 – применяется сталь с дополнительными компонентами (хром, марганец, бор), которая после закалки отпускается при температуре более 400 градусов;
- 9,8 – практически не отличаются от класса 8,8, имея повышенный показатель прочности;
- 10,9 – используется сталь с добавками, которая отпускается в температурном диапазоне от 340 до 425 градусов.
- 12,9 – для изготовления крепежей используется легированная сталь с минимальным содержанием фосфора и серы.
16.1. Болты
Болт состоит из двух частей: головки и стержня с резьбой.
Условное обозначение болта
:
Болт 2 М 16 × 1,5. 6g × 75. 68. 09 ГОСТ 7798-70-2 – исполнение; М 16 – тип и размер резьбы; 1,5 – величина мелкого шага резьбы; 6g – поле допуска; 75 – длина болта
ι
; 68 – условная запись класса прочности, указывающего, что болт выполнен из стали с определенными механическими свойствами; 09 – цинковое покрытие; ГОСТ 7798-70 – стандарт, указывающий, что болт имеет шестигранную головку и выполнен с нормальной точностью.
Рисунок 16.1
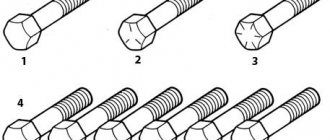
Маркировка крепёжных изделий
Рисунок 3. Маркировка болтов, шпилек, и винтов.
По ГОСТ 1759.0-87 следующие крепёжные изделия должны иметь маркировку, обозначающую класс прочности:
- винты с внутренним шестигранником и диаметром резьбы d ≥ 5 мм и
- шпильки с диаметром 12 мм и выше должны иметь маркировку, обозначающую класс прочности.
Крепёж классов прочности 3.6, 4.6, 4.8, 5.6, 5.8, 6.6, 6.8 и 6.9 маркируется так, как это согласуют между собой потребители и .
Размеры знаков маркировки устанавливаются изготовителем крепёжных изделий. Клеймо завода и маркировочные знаки должны наноситься на головку болта или винта и на торец конца шпилек (рисунок 2). По способу нанесения маркировка болтов
,
шпилек
и винтов может быть двух видов:
- выпуклой или
- углубленной.