ГОСТ 4751-73
ГОСТ 4751-73 Группа Г86
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РЫМ-БОЛТЫ Технические условия Screw rings. Specifications
Дата введения 1974-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 10.05.73 № 1169
2. Срок проверки — 1993 г., периодичность — 5 лет
3. ВЗАМЕН ГОСТ 4751-67
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 9.014-78 | 5.6 |
| ГОСТ 9.301-86 | 2.15, 3.1 |
| ГОСТ 9.302-88 | 4.6 |
| ГОСТ 515-77 | 5.3 |
| ГОСТ 1050-88 | 2.1 |
| ГОСТ 1759.0-87 | 215 |
| ГОСТ 2991-85 | 5.3 |
| ГОСТ 7505-89 | 2.3 |
| ГОСТ 9012-59 | 4.2 |
| ГОСТ 10549-80 | 2.10 |
| ГОСТ 14192-96 | 5.8 |
| ГОСТ 15150-69 | Вводная часть |
| ГОСТ 16093-81 | 2.10, приложение |
| ГОСТ 24705-81 | 2.10, приложение |
5. Проверен в 1988 г. Ограничение срока действия снято Постановлением Госстандарта СССР от 16.12.88 № 4162
6. ПЕРЕИЗДАНИЕ (июнь 1998 г.) с Изменениями N 1, 2, 3, 4, утвержденными в мае 1979 г., январе 1983 г., декабре 1988 г., августе 1990 г. (ИУС 7-79, 5-83, 3-89, 11-90)
Настоящий стандарт распространяется на рым-болты, предназначенные для подъема, опускания или удержания на весу изделий при монтажных и такелажных работах для всех условий эксплуатации по ГОСТ 15150. (Измененная редакция, Изм. № 4).
ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
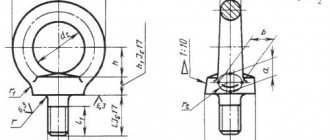
1.1. Конструкция и основные размеры рым-болтов должны соответствовать указанным на чертеже и в табл. 1.
Таблица 1
Размеры в мм
| Условное обозна- чение резьбы | При- меня- емость | , не ме- нее | Мас- са 1 шт., кг | |||||||||
| М8 | 36 | 20 | 8 | 20 | 10 | 12 | 6 | 18 | 12 | 4 | 0,05 | |
| М10 | 45 | 25 | 10 | 25 | 12 | 16 | 8 | 21 | 15 | 2 | 0,12 | |
| М12 | 54 | 30 | 12 | 30 | 14 | 18 | 10 | 25 | 19 | 6 | 0,19 | |
| М16 | 63 | 35 | 14 | 36 | 16 | 20 | 12 | 32 | 25 | 0,31 | ||
| М20 | 72 | 40 | 16 | 40 | 19 | 24 | 14 | 38 | 29 | 8 | 0,50 | |
| М24 | 90 | 50 | 20 | 50 | 24 | 29 | 16 | 45 | 35 | 3 | 12 | 0,87 |
| М30 | 108 | 60 | 24 | 63 | 28 | 37 | 18 | 55 | 44 | 15 | 1,58 | |
| М36 | 126 | 70 | 28 | 75 | 32 | 43 | 22 | 63 | 51 | 18 | 2,43 | |
| М42 | 144 | 80 | 32 | 85 | 38 | 50 | 25 | 72 | 58 | 4 | 20 | 3,72 |
| М48 | 162 | 90 | 36 | 95 | 42 | 52 | 30 | 82 | 68 | 22 | 5,54 | |
| М56 | 180 | 100 | 40 | 105 | 48 | 60 | 34 | 95 | 78 | 25 | 8,09 | |
| М64 | 198 | 110 | 44 | 115 | 52 | 65 | 40 | 110 | 93 | 10,95 | ||
| М72х6 | 234 | 130 | 52 | 135 | 62 | 75 | 45 | 115 | 98 | 5 | 35 | 18,54 |
| М80х6 | 270 | 150 | 60 | 160 | 70 | 88 | 50 | 125 | 108 | 25,40 | ||
| М100х6 | 324 | 180 | 72 | 190 | 85 | 105 | 60 | 150 | 133 | 40 | 43,82 |
Пример условного обозначения рым-болта с резьбой М8 без покрытия:
Рым-болт М8 ГОСТ 4751-73
То же, с мелкой резьбой М100х6, с покрытием 01 (цинковое с хроматированием), толщиной 9 мкм:
Рым-болт М 100 х 6.019 ГОСТ 4751-73
(Измененная редакция, Изм. № 1, 2).
1.2. Грузоподъемность рым-болтов должна соответствовать указанным в табл. 2.
Таблица 2
| Грузоподъемность на 1 рым-болт, кг, + | |||
| при направлении строп | |||
| под углом 45° от вертикальной оси рым-болта | |||
| Условное обозначение резьбы | по вертикальной оси рым-болта | в плоскости кольца | с отклонением от плоскости кольца |
| М8 | 120 | 80 | 40 |
| М10 | 200 | 125 | 65 |
| М12 | 300 | 175 | 90 |
| М16 | 550 | 250 | 125 |
| М20 | 850 | 325 | 150 |
| М24 | 1250 | 500 | 250 |
| М30 | 2000 | 700 | 350 |
| М36 | 3000 | 1000 | 500 |
| М42 | 4000 | 1300 | 650 |
| М48 | 5000 | 1650 | 800 |
| М56 | 6200 | 2000 | 1000 |
| М64 | 7500 | 2500 | 1250 |
| М72х6 | 10000 | 3500 | 1750 |
| М80х6 | 14000 | 4500 | 2250 |
| М100х6 | 20000 | 6500 | 3250 |
Примечания:
1. При подъеме груза направление строп под углом от вертикальной оси рым-болта свыше 45° не допускается.
2. Для установки в одной плоскости колец двух ввинченных до упора рым-болтов допускается применение плоских шайб толщиной:
— до 1 мм — под рым-болты с резьбой М8-М12;
— не более половины шага резьбы — под рым-болты с резьбой свыше М12.
1.3. Конструкция и размеры гнезд под рым-болты приведены в приложении.
Особенности и область применения
Отличительными качествами рым-крепления является марка стали и шаг резьбы. Так, болт, изготовленный из ст. 20 с шагом резьбовых гребней М 8 — М 64 должны иметь показатель твердости от 105 HB до 149 HB и полное отсутствие окалины и следов ржавчины.
Усилие подъема объекта зависят от угла закрепления болта по отношению к плоскости груза. Угол натяжения строп относительно вертикальной оси крепления формируется грузовой массой перемещаемого объекта и может составлять в пределах от 30 кг до 20 тонн. Наиболее безопасное поднятие тяжеловесных грузов осуществляется при создании усилия по длине оси винтового стержня.
Метизы, изготовленные по ГОСТ 4751–73 из углеродистой стали, изготавливаются в разных размерах и формах. Кроме головки в форме кольца, элемент крепления может оснащаться крюком. Для закрепления устройства на объекте резьбовой наконечник изделия вкручивается в отверстие на корпусе груза, стропа или трос фиксируется в проушине болта.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Рым-болты должны быть изготовлены из стали марки 20 или 25 (подгруппа а) по ГОСТ 1050 штамповкой. Допускается изготовление ковкой.
Соответствие материала предусмотренным маркам должно быть подтверждено сертификатом предприятия-изготовителя металла.
(Измененная редакция, Изм. № 1).
2.2. (Исключен, Изм. № 1).
2.3. Технические требования к штампованным поковкам по ГОСТ 7505, класс точности — II, степень сложности — СЗ.
Примечание. При изготовлении рым-болтов свободной ковкой в подкладных штампах допускается увеличивать плюсовые допуски в 2 раза.
(Измененная редакция, Изм. № 1).
2.4. На внутренней окружности кольца допускается лыска, получаемая после зачистки заусенцев, при условии сохранения размера в пределах допусков п. 2.3.
2.5. Заварка или заделка дефектов не допускается.
2.6. Рым-болты после штамповки или ковки должны быть нормализованы и очищены от окалины.
2.7. Твердость нормализованных рым-болтов должна соответствовать указанной в табл. 3.
Таблица 3
| Твердость НВ рым-болтов с размером резьбы | ||
| Марка стали | от М8 до М64 | от М72х6 до М100х6 |
| 20 | 105-149 | 95-121 |
| 25 | 134-187 | 105-149 |
Допускается одна повторная термообработка.
2.8. На кольце рым-болта центровые отверстия не допускаются.
2.9. Надрезы на обработанной части хвостовика не допускаются.
2.10. Резьба — по ГОСТ 24705 с полем допуска 8g по ГОСТ 16093. Размеры фасок и сбегов резьбы — по ГОСТ 10549. Величина сбега резьбы для угла заборной части инструмента — 20°.
Примечание. При применении покрытия должны быть обеспечены указанные размеры и шероховатость.
2.11. Резьба не должна иметь сорванных ниток, заусенцев и вмятин.
2.12. Допуск перпендикулярности оси резьбы на длине 100 мм относительно опорной плоскости кольца:
0,10 мм — для рым-болтов с резьбой от М8 до М16;
0,05 мм » » » » » от М20 до М100х6.
2.13. Допуск симметричности оси резьбы относительно общих плоскостей симметрии рым-болта:
Т 1 мм — для рым-болтов с резьбой от М8 до М12;
Т 2 мм » » » » » от М16 до М48;
Т 4 мм » » » » » от М56 до М100х6.
2.12-2.13. (Измененная редакция, Изм. № 2).
2.14. Рым-болты должны выдерживать испытание на прочность нагрузкой, равной удвоенной номинальной грузоподъемности.
Допускаемое отклонение этой нагрузки ±5 %.
2.15. Рым-болты могут изготовляться с покрытием. Виды и условные обозначения покрытий — по ГОСТ 1759.0.
Технические требования к покрытиям и качеству поверхности рым-болтов перед покрытием — по ГОСТ 9.301.
(Измененная редакция, Изм. № 1).
Изготовление рым болтов ГОСТ 4751 73
Как правило, производятся рым-болты методом штамповки, но возможно и изготовление методом ковки. Ни в коем случае не допускается пайка болтов.
У стальных болтов марки 25 данные значения ГОСТ определяются 134-187НВ и 105-149НВ.
- Тестирование на прочность изделий – это возможность рым-болтов удерживать двойную нагрузку (в два раза больше, заявленной в ГОСТ).
- Резьба изделия не должна иметь вмятин, заусенцев и вмятин сорванных ниток.
Завод-производитель изделия обязан вести контроль качества деталей на соответствие нормам ГОСТ. Любая партия болтов подвержена испытаниям на соответствие ГОСТ стандарту.
Все рым-болты обязаны иметь на дужке обозначения, которые включают в себя:
- обозначение резьбы (для изделий с резьбой М 8-М 16 возможно нанесение лишь товарного знака завода);
- товарный знак завода, который изготовил крепление.
Как правило, маркировку делают штамповочным способом, но также пользуются и ударным методом нанесения.
Упаковка изделий происходит на заводе, где их упаковывают в деревянные коробки, предварительно застеленные плотной бумагой для упаковки. Каждая из коробок является упаковкой болтов одной партии. Наибольший вес одной коробки не должен быть более 60 кг. Любая партия изделий, согласно ГОСТ, обязаны сопровождаться соответствующим документом с товарным знаком завода-производителя и указанием наименования изделия, количества штук в пачке, результатов проверок и тестирования на качество изделия. Таким же образом, на каждую коробку наносится эта же маркировка.
В правилах техники безопасности на кораблях указано, что перед эксплуатацией грузоподъемного оборудования его нужно проверить на наличие дефектов, в том числе, проверить рым-крепления на наличие коррозии изделия. Это доказывает, какое важное значение придается данному виду изделий на флоте. Коррозия это небольшой детали может привести к печальным последствиям. На суда для транспортировки часто нужно поднимать разные тяжелые грузы и такое изделие, как рым-болт, значительно определяет надежность всей грузоподъемной конструкции.
ПРАВИЛА ПРИЕМКИ
3.1. Предприятие-изготовитель должно проводить приемо-сдаточные испытания рым-болтов. При приемо-сдаточных испытаниях рым-болты проверяют:
до механической обработки:
— на соответствие требованиям п. 1.1 в части размеров, получаемых объемной штамповкой или ковкой и пп. 2.3, 2.4: в случае изготовления свободной ковкой в подкладных штампах — каждый рым-болт; в случае изготовления объемной штамповкой — 5 % от партии, но не менее 5 шт.;
— на соответствие требованиям пп. 2.5 и 2.6 каждый рым-болт;
— на соответствие требованиям п. 2.7 10 % от партии, но не менее 5 шт.;
после механической обработки:
— на соответствие требованиям п. 1.1 (размеры , и и ) пп. 2.8-2.14 каждый рым-болт;
— на соответствие требованиям п. 2.15 — по ГОСТ 9.301.
Примечание. Партия состоит из рым-болтов одного размера, изготовленных из стали одной марки, совместно прошедших термообработку.
(Измененная редакция, Изм. № 1).
3.2. При получении неудовлетворительных результатов испытаний рым-болтов хотя бы по одному из показателей проводят повторные испытания удвоенного числа образцов, взятых от той же партии, по полной программе. Результаты повторных испытаний являются окончательными и распространяются на всю партию.
(Введен дополнительно, Изм. № 2).
Виды стальных рым-креплений
Кроме прямого назначения крепления специальной конструкции также используются при формировании нестандартной грузоподъемной системы. Такими изделиями являются рым-болты с шарниром (вертлюгом), предотвращающим вращение груза с продольными кольцами или стержнями в момент подъема тяжелых, негабаритных и легких объектов.
Любая новаторская конструкция изготавливается по условиям государственного стандарта, обеспечивающего безопасность персонала и целостность груза. ТУ и ГОСТ в разных странах производителях отличаются, но основным показателем надежности изделия считается соответствие «Международному стандарту DIN 580», адаптированному к межгосударственному ГОСТу 4751−73. Все изделия должны иметь буквенно-цифровую маркировку и товарный знак производителя на дужке головки (М8, М16 и т. д. ).
Технические характеристики болтов формируются способом изготовления:
- Штамповка
- Ковка.
Готовое изделие подвергается обжигу при высокой температуре.
При маркировке используется метод:
- Штамповки
- Ударное нанесение.
Каждая партия изделий оснащается Сертификатом соответствия с логотипом завода изготовителя, номером партии, количеством креплений, результатом экспертизы. Упаковка продукции должна осуществляться послойно, с прокладкой промасленной бумагой между слоями.
МЕТОДЫ ИСПЫТАНИЙ
4.1. На соответствие требованиям п. 2.3 проверяют внешним осмотром без применения увеличительных приборов.
Допускается применение луп до трехкратного увеличения.
(Измененная редакция, Изм. № 2).
4.2. Твердость (п. 2.7) определяют по ГОСТ 9012 на образующей опорной части кольца.
4.3. Резьбу (п. 2.10) проверяют предельными калибрами.
4.4. Отклонение от перпендикулярности оси резьбового хвостовика к опорной поверхности кольца (п. 2.12) проверяют угловым шаблоном или щупом по просвету между опорной поверхностью кольца и торцевой поверхностью контрольного калибра.
4.5. Соответствие рым-болтов требованиям п. 2.4 проверяют испытанием на растяжение с выдержкой под нагрузкой в течение 10 мин.
Нагрузка должна быть приложена по оси стержня рым-болта.
Приложение нагрузки должно быть плавным, без рывков.
После снятия нагрузки в рым-болтах не должно быть остаточных деформаций, трещин и надрывов.
Отсутствие остаточных деформаций определяют контролем размеров по оси рым-болтов до и после испытания.
Отсутствие трещин и надрывов проверяют внешним осмотром с помощью лупы, имеющей не менее чем четырехкратное увеличение.
4.6. Толщину слоя покрытия (п. 2.15) проверяют на кольце рым-болта. Методы проверки качества и толщины покрытия — по ГОСТ 9.302.
4.7. (Исключен, Изм. № 2).
Конструкция и технология изготовления
Рым-болт DIN 580 – это кольцо из металла с цилиндрическим стержнем, на который нанесена метрическая резьба. Часть стержня с витками резьбы вкручивается в закладные компоненты конструкций. Изготовление рым-болтов осуществляется по двум технологиям: штамповкой или литьем. Такие элементы крепления из низкоуглеродистой стали подвергаются процедуре оцинкования, благодаря которой на их поверхности не появляются признаки коррозии. Наносится защитный слой цинка одним из следующих методов:
- горячий. Является наиболее экономичным и надежным. Изделия погружаются на определенное время в расплавленный цинк;
- гальванический. Крепежи помещаются в емкость с раствором солей цинка. После пропускания тока частицы этого металла оседают на болтах;
- холодный. На заготовку наносится специальный раствор, содержащий цинковый порошок. Степень устойчивости к появлению ржавчины здесь заметно выше, чем при гальванообработке, но ниже по сравнению с горячим оцинкованием;
- диффузный. Заготовки обрабатываются парами элемента Zn с температурой в диапазоне от 800 до 900°C, либо мелкодисперсным порошком этого металла при 290 – 450°C. Результат данного метода сопоставим с горячей оцинковкой, если не принимать во внимание худший внешний вид конечного продукта.
Повышение прочности обеспечивается дополнительной термообработкой. В результате грузоподъемность рым-болтов достигает отметки 20 тонн.
Сферы применения
Специфика конструкции и способов изготовления обусловили использование рым-болтов в следующих сферах:
- такелажные работы: разнообразные виды перемещения тяжелых объектов – поднятие, загрузка, выгрузка, перестановка и т.д.
- производство автотранспортных средств – применяются для буксировки;
- строительство: используются при выполнении работ на высоте, во время монтажа технологического оборудования, для погрузки/выгрузки, для перемещения строительных конструкций и т.д.
Кроме того, крепеж данного вида нашел применение в работах, требующих выполнения в кратчайшие сроки: установка шатров для проведения различных мероприятий, куполов передвижных цирков, туристических палаток Плавсредства с помощью рым-болтов швартуются к причалу.