Как нарезается резьба на трубке своими руками
Чтобы произвести резьбовое нарезание на трубе своими руками, первоначально требуется выполнить ряд подготовительных мероприятий:
- Тщательно зачистить трубку в области, где планируется получить резьбу.
- Зачистить торцевую часть изделия при помощи напильника.
- Смазать рабочую зону для уменьшения сопротивления.
Чтобы процесс нарезки резьбы был удобным, а конечный результат удовлетворял требованиям, перед проведением действий нужно закрепить изделий в тисках. Это позволит зафиксировать деталь, чтобы можно было совершать необходимые действия двумя руками. После этого проводятся следующие действия:
- Используется вороток с плашкой необходимого диаметра, при помощи которой осуществляется черновой проход. При этом важно держать плашку строго перпендикулярно по отношению к трубе.
- Черновой проход является основой нарезки резьбы, поэтому не стоит торопиться, и выполнять действия медленно, но качественно.
- Черновой рез позволяет получить 2-3 нитки резьбы. Именно столько ниток резьбы нужно для того, чтобы инструмент занял надежное положение.
- На следующем шаге следует скрутить черновую плашку, и воспользоваться чистовой. С её помощью нарезается необходимое количество нитей на трубе, которую планируется устанавливать в систему водоснабжения или отопления.
- После каждого прохода нужно делать 0,5 оборота назад, чтобы очистить место реза от стружки.
- На завершающем этапе следует воспользоваться третьей плашкой, которой осуществляется контрольный проход.
При резьбовом нарезании важно, чтобы все действия выполнялись медленно, и с каждым последующим витком осуществлялась очистка места реза от металлической стружки.
Инструкция
Для того чтобы нарезать резьбу на трубе возле стены не требуется специальных знаний. Вся работа проводится по стандартной схеме. В некоторых случаях требуется слегка выдолбить стену, чтобы можно было без значительных усилий нарезать резьбу.
Перед началом работы следует перекрыть стояк. Затем отрезается конструкция с оставлением зоны для выполнения резьбы. Обрезать трубу следует с осторожностью. Следует следить, чтобы срез был гладким. Так вы сможете быстрее и проще зафиксировать плашку. Если срез получился не очень гладким, для придания ему необходимой фактуры можно использовать шлифовальный круг.
Для того чтобы нарезать резьбу на конструкции возле стены, требуется воспользоваться плашкой. Сделать проще первый оборот поможет фаска на срезе. Перед работой рекомендуется покрыть плашку и трубу возле стены смазкой. Затем плашка надевается на конструкцию. Для того чтобы нарезать изделие выполняются осторожные вращательные движения: 2 оборота вперед и 1,5 в обратном направлении. Старайтесь выполнять работу предельно аккуратно.
Для надежной фиксации требуется выполнить 7 витков, что, в общем, составляет 10 миллиметров. Следите за тем, чтобы плашка продвигалась правильно. Ее движение должно быть ровным, медленным и выверенным. Не допускаете рывков.
Выполняя работу важно тщательно закрепить конструкцию. Хорошо, если делать это вы будете не в одиночку. Если на конструкции имеется два сгона, для выполнения витков рекомендуется приобрести лерку или специальный инструмент для выполнения витков вручную.
Перед работой с краном витки рекомендуется покрыть смазкой. В качестве ее можно использовать сало. Если уплотнительной смазки нет, можно применить фум-ленту. Для крана же потребуется силиконовая прокладка.
Итак, работа выполнена. Однако это еще не все. Требуется проверить конструкцию на надежность и качество, провести осмотр. После визуального осмотра рекомендуется открыть воду и посмотреть, не протекает ли конструкция. Если все хорошо, можно считать работу выполненной.
Нарезка трубы
Приемы нарезки и состав инструмента
В зависимости от типа и параметров резьбы, нарезать её в домашних условиях можно несколькими способами:
- использовать специальные резцы и резьбовые гребенки;
- с помощью плашек и специальных метчиков;
- применение плоских или круглых плашек;
- нарезать с помощью фрез.
Если требуется нарезать внешнюю резьбу, то лучшим советом будет обзавестись набором «клупп». Это специальный резьбонарезной комплект, в который входит набор цилиндрических плашек и рычаг-ручка.
Дополнительными инструментами и материалами, которые понадобятся вам, будут – тиски, шлифовальная и смазка.
Внимание! Тиски должны быть закреплены на столе или специальной столешнице и расстояние между губками в раскрытом состоянии должно позволять закрепить необходимую для нарезки трубу.
Влияние материала болта и гайки на прочность витков резьбы
Рис. 2. Зависимость несущей способности от относительной длины свинчивания H/d при различной прочности материала резьбовых деталей. 1 — σв = 1660 МПа; 2 — σв = 1210 МПа; 3 — σв = 930 МПа; 4 — σв = 740 МПа; 5 — σв = 680 МПа.
Соотношение механических характеристик материалов болта и гайки существенно влияет на процесс деформирования и характер разрушения витков резьбы, поэтому несущая способность соединений при разных отношениях σв, б/σв, г значительно различается, даже для материалов болта и гайки с одинаковыми модулями упругости.
На рис. 2 показаны кривые изменения нагрузки, разрушающей резьбу М24х1соединений, в зависимости от отношения H/d при различной прочности шпилек из сталей 30ХГСА (линии 1 и 2) и 45 (линии 3, 4, и 5). Материал гаек — сталь 45 (σв = 680 МПа). Видно, что, увеличивая предел прочности шпилек от 740 до 1660 МПа (высокопрочные шпильки), можно более чем в 2 раза повысить несущую способность резьбы соединения. Это обстоятельство, объясняемое улучшением условий деформирования витков гайки (смещением нагрузки к основанию витков гайки), следует учитывать при проектировании и изготовлении соединений литых, кованых или штампованных корпусов из пластичных и, как правило, малопрочных низкоуглеродистых сталей (например, соединения корпусов сосудов и аппаратов высокого давления фланцами и др.).
Рис. 3. Схема деформации витков и кривые деформирования при увеличении нагрузки на соединения стальных болтов и гаек.
Срез витков шпильки или болта
Отметим, что при σв, б≈σв, г наблюдается срез витков шпильки; прочность соединения в этом случае невелика (кривая 4 на рис. 2).
Смятие витков резьбы
При σв,б≈(1,3 … 1,8)σв,г соединение разрушается вследствие пластического изгиба витков (смятия); при этом нередко происходит выламывание витков одной из деталей. Несущая способность соединения в таком случае значительно выше, чем при разрушении от среза витков шпильки. Отсюда следует важный практический вывод: для более полного использования механических характеристик гаек (корпусных деталей) необходимо применять болты (шпильки) из материала с σв,б≥1,3σв,г. При больших диаметрах резьбы (d>24 мм) наблюдается одновременное выламывание витков болта и гайки в результате пластического изгиба.
Срез витков гайки: наибольшая прочность
При σв,б>2σв,г соединения разрушаются, как правило, в результате среза витков гайки; прочность при этом наибольшая (кривая 1 на рис. 2). На рис. 3 показаны схемы деформации витков (рисунки шлифов) соединений стальных болтов М16 (σв,б = 880 МПа) с гайками из стали (σв,г = 435 МПа) при ступенчатом нагружении до разрушения. Согласно зависимостям, показывающим изменение относительной деформации соединения (по резьбовой части), небольшие пластические деформации в резьбе появляются уже при напряжениях, составляющих 40% разрушающих. Интенсивный рост пластических деформаций начинается при напряжениях σ = (0,7…0,9) σт; разрушение носит очень резкий характер и сопровождается повышением температуры в соединении до 60°С.
Если стальные шпильки свинчены с корпусами из легких материалов, например из алюминиевых и магниевых сплавов, то несущая способность резьбы таких соединений также возрастает при увеличении прочности материала шпилек.
↑ В начало
Нарезаем резьбу на трубе
Старую краску можно не снимать. Смазываем место, где будет резьба твердой или жидкой смазкой: солидол, литол, моторное масло.
Также промазываем резцы на клуппе.
Ни там ни там не нужно наносить сильно много твердой смазки, так как стружки после нарезки будут к ней прилипать и не будут падать вниз, а значит удаляться. Надеваем клупп направляющей на трубу.
По идее клупп вращается специализированным инструментом — трещоткой, но так как у нас разовая работа, приобретать дорогой инструмент будет не выгодно. Берем разводной ключ, и подгоняем его размер под заднюю юбку клуппа. Вращаем инструмент, делая несколько оборотов вокруг трубы. Теперь резцы вошли в зацепление.
Если труба хлипкая и неустойчивая, ее нужно удерживать другим разводным ключом вот так:
А другим разводным ключом вращать насадку. Последовательность нарезки такая: 2-3 оборота клуппа вперед, 1 назад. Это нужно сделать обязательно, чтобы стружка сломалась, отвалилась и не мешала дальнейшей нарезке. Если этим пренебречь, стружки могут замять витки резьбы.
Всего нужно нарезать 4-5 полных витков резьбы.
В итоге резьба на трубе нарезана.
Так же учтите, что резцы в клуппе имеют небольшой конус. Это нужно для того, чтобы можно было с легкостью начинать и нарезать резьбу. В итоге я веду к тому, что конечные витки могут быть не полными и недорезанными по глубине. Поэтому, чтобы получить 3-4 полноценных витка резьбы на трубе, визуально лучше нарезать 6-7 витков. После всех работ резьбу можно проверить навинтив на нее любой переходник или штуцер.
Чем толще труба, тем большее усилие приходится прилагать для проворачивания насадки. Способ не хитрый, должных навыков почти не требуется, справиться даже новичок. Перекосить резьбу невозможно, так что бояться не стоит.
Влияние конструктивных параметров резьбы на ее прочность
Рис. 1. Зависимость минимальной разрывающей силы от относительной длины свинчивания гайки
Результаты испытаний резьбовых соединений при осевых растягивающих нагрузках показывают, что при недостаточной высоте гайки происходит поломка соединения вследствие разрушения резьбы. Для повышения несущей способности резьбы увеличивают высоту гайки (длину свинчивания соединения). На рис. 1 приведена типичная зависимость силы, разрушающей соединение, от длины свинчивания. Светлыми точками на кривых обозначено разрушение резьбы, темными — обрыв стержня по резьбовой части вне корпуса. Материал гаек — сталь 45 нормализованная (σв = 680 МПа), болтов — сталь 45 термоулучшенная (σв = 950 МПа). Кривые 1 получены при испытании соединений с диаметром резьбы d = 32 мм, кривые 2 — d = 24 мм, кривые 3 — d = 18 мм, кривые 4 — d = 12 мм, кривая 5 — d = 6 мм.
Влияние диаметра резьбы
Установлено, что с увеличением диаметра резьбы (при неизменных шаге и высоте гайки) несущая способность соединения, оцениваемая по нагрузке, разрушающей резьбу, возрастает либо пропорционально диаметру (для соединений стальных шпилек с корпусными деталями из алюминиевых и магниевых сплавов, либо нелинейно (для стальных соединений). В последнем случае интенсивность повышения несущей способности резьбы снижается при больших диаметрах, однако несущественно, и в практических расчётах можно считать, что прочность резьбы увеличивается пропорционально ее диаметру.
Влияние шага резьбы
Уменьшение шага резьбы (см. рис. 1) при неизменных наружном диаметре и высоте гайки снижает прочность соединения, так как для мелкой резьбы труднее в пределах одного класса точности обеспечить перекрытие витков, одинаковое с крупной резьбой. Кроме того, радиальные деформации тела гайки при нагружении также сильнее сказываются на несущей способности соединений с мелкой резьбой. Снижение прочности соединения при уменьшении шага резьбы было обнаружено позднее.
Соотношение прочности материала гайки и болта
Степень влияния шага резьбы на прочность соединения в значительной мере зависит от материалов резьбовых деталей трубопроводов. При существенном различии пределов прочности материалов болта и гайки (σв, б/σв, г> 1,4) и одинаковых модулях упругости (Еб = Ег) прочность резьбы с увеличением шага изменяется пропорционально отношению σв, б/σв, г.
Это можно объяснить улучшением условий деформирования и разрушения витков резьбы гайки вследствие смещения наибольшего давления в зоне контакта к основанию витков гайки. Отметим, что при σв, б>>σв, г пластические деформации витков резьбы болта ничтожно малы.
Для соединения с гайками из материала с меньшим модулем упругости (например, из магниевого сплава с Е = 40 ГПа) влияние шага сказывается не в меньшей степени, чем для стальных соединений.
Необходимая высота гайки (длина свинчивания)
Из анализа кривых на рис. 1 следует, что при σв, б/σв, г < 3 в определенном диапазоне значений d/P (до d/P< 12) можно найти необходимую относительную высоту гайки Hн/d, при которой обеспечивается равнопрочность стержня болта на разрыв и витков на срез (смятие).
Необходимая высота гайки зависит от диаметра и шага резьбы, соотношения механических свойств материалов резьбовых деталей, а также типа соединения, влияющего на характер распределения нагрузки между витками. Увеличение высоты гайки сверх необходимой неэффективно, так как прочность соединений, ограниченная несущей способностью стержня болта, при этом не повышается. На рис. 1 показаны кривые изменения необходимой высоты гайки (длины свинчивания) в зависимости от отношения d/Pдля соединений болтов из стали 38ХА (σв = 1150 МПа) с гайками из сплава МЛ7 (σв= 160 МПа, кривая 1), сплава АЛ5 (σв = 220 МПа, кривая 2), стали 20 (σв = 450 МПа, кривая 3), стали 35 (σв= 550 МПа, кривая 4). Увеличение необходимой высоты гайки с ростом отношения d/P связано с влиянием диаметра и шага на прочность резьбы соединения и стержня болта (или шпильки для фланцевых соединений). Рекомендации по выбору необходимой высоты гайки даны в таблице. 1.
Таблица 1.
Минимальная длина свинчивания (высота гайки) для стальных шпилек
| Материал гайки | σв, МПа | lmin/d (Hmin/d) при σm, МПа | ||
| 400…700 | 850…1200 | 1300…1700 | ||
| Сталь (сплав титана) | 400…700 | 0,6…0,8 | 0,9…1,1 | 1,2…1,6 |
| 850…1200 | 0,9…1,1 | 0,6…0,8 | 0,9…1,1 | |
| 1300…1700 | — | 0,9…1,1 | 0,6…0,8 | |
| Чугун | 180…250 | 1,3…1,5 | — | — |
| Дуралюмин | 360…440 | 0,8…0,9 | 1,3…1,8 | — |
| Силумин (литой) | 150…200 | 1,3…1,5 | — | — |
| Бронза | 200…250 | 1,3…1,5 | — | — |
| Сплав бериллия | 400…650 | 0,6…0,8 | 1,1…1,3 | — |
Примечание. Символом «—» обозначено, что равнопрочность стержня шпильки (болта) на разрыв витков резьбы на срез обеспечить невозможно.
↑ В начало
Существующие варианты резьбовой нарезки
Трубная резьба подразделяется на пять видов, однако наиболее популярными вариантами является коническая и цилиндрическая. С такими вариантами трубной резьбы сталкиваются зачастую домочадцы. Для резьбовой нарезки на водопроводной трубе имеется два способа:
- Автоматический, предусматривающий нарезание резьбы на трубах водоснабжения при помощи специальных станков и электроинструментов.
- Ручной. Для этого применяются специальные ручные инструменты.
Если по долгу службы человеку необходимо нарезать резьбу на большом количестве труб, то уместно приобрести специальный электроинструмент, что позволит облегчить ручной труд.
Когда необходимость в получении резьбового соединения является единичным случаем, то для таких целей подходит ручная технология. На водопроводных трубопроводах, а также трубах систем отопления нарезка резьбы выполняется при помощи плашки.
Плашка (другое название лерка) – это простейшее устройство, предназначающееся для нарезки наружного резьбового соединения на трубах.
Плашка представляет собой стальной диск, а его внутренний диаметр имеет осевые отверстия в разном количестве, что зависит от размера изделия. Кромки этих отверстий формируют резцы, при помощи которых и выполняется резьбовая нарезка. Для обеспечения надёжности такого инструмента, его изготавливают из легированных видов стали или твёрдых сплавов.
Плашки могут иметь разную форму (круглую, квадратную, шестигранную или призматическую), но чаще все применяются дисковые варианты. Именно дисковые плашки предназначаются для получения резьбового соединения на водопроводных трубах. Чтобы плашкой было удобно работать, они оснащаются дополнительно воротками, а также фиксаторами в виде винтов. Плашки также бывают цельными, разрезными и раздвижными.
Цельные плашки для нарезания резьбы на трубах имеют один существенный недостаток – это быстрый износ резцов. Это обусловлено жёсткостью собственной конструкции изделия. Разрезные или подпружиненные плашки имеют менее жёсткую конструкцию, что существенно повышает срок эксплуатации изделия. За счёт подпружиненного механизма такой инструмент для нарезания резьбы на трубах позволяет варьировать диаметром получаемых резьбовых соединений в диапазоне от 0,1 до 0,3 мм. Устройство такого типа имеют высокую стойкость к износу резцов, однако не способно при этом обеспечить высокую точность.
Раздвижные плашки представляют собой 2 рабочих части, предназначающиеся для установки в крепёжный модуль. Плашка со специальным крепёжным модулем образует инструмент, называемый трубным клуппом. Плашка в клуппе фиксируется при помощи сухаря и регулировочного винта. Именно при помощи регулировочного винта осуществляется регулировка диаметра резьбы.
Обычно трубные клуппы поставляются в комплекте с плашками различных диаметров. Имея такой набор, можно всегда нарезать резьбу на трубе любого диаметра.
Комплектующие для радиаторов отопления. Монтаж и особенности
Принцип подключение различных по типу батарей отопления практически одинаковый, но отличаются применяемым для этого оборудованием. Комплектующие для радиаторов предлагаются в продаже по отдельности, а также наборами, в которых представлены все изделия, требуемые для подсоединения одной батареи.
Популярные виды радиаторов отопления
В подавляющем большинстве квартир и домов можно встретить 4 типа батарей отопления:
- Чугунные.
- Алюминиевые.
- Биметаллические.
- Стальные.
Также существуют пластиковые и медные радиаторы, но они практически не применяются. Каждая разновидность популярных типов батарей имеет свою специфику по эксплуатационным характеристикам и способу подключения. Исключением являются только алюминиевые и биметаллические радиаторы, принцип соединения которых идентичен, как и используемые для этого комплектующие.
Чугунные батареи
Радиаторы отопления данного типа широко применялись раньше, благодаря высокой устойчивости к коррозии и окислению. Несмотря на их массивность и дороговизну, они актуальны и сейчас. Дело в том, что в системах центрального теплоснабжение циркулирующий теплоноситель слишком загрязнен, поэтому батареи из прочих материалов изнашиваются буквально за пару лет.
Алюминиевые радиаторы
Такие батареи имеют привлекательный внешний вид. Алюминий обладает высокой теплопроводностью, благодаря чему быстрее разогревает воздух в помещении. Огромным недостатком таких батарей является их высокая чувствительность к химическому составу теплоносителя. В связи с этим они совершенно непригодны в случае подключения к центральному водоснабжению. Их выбирают только в том случае, когда осуществляется монтаж автономного теплоснабжения, поскольку можно контролировать качество жидкости циркулирующей в системе.
Биметаллические радиаторы
Батареи данного типа имеют высокую теплоотдачу, поскольку в их составе имеется алюминий. Они очень прочные и имеют продолжительный ресурс эксплуатации. У них более высокая стоимость, что существенно снижает популярность такого варианта радиаторов.
Стальные радиаторы
Батарея из стали в отличие от всех предыдущих разновидностей являются не разборными. Они не состоят из секции, которые можно снимать и добавлять по желанию. Обычно такие радиаторы имеют панельный тип устройства. Внешне они похожи на прямоугольный бокс. Их часто можно встретить в офисных помещениях, а также в жилых домах и квартирах. Поскольку панельные системы являются не разборными, то зачастую производители ставят на них все необходимые комплектующие для радиаторов из завода.
Комплектующие для соединения секций радиаторов
Чугунные, алюминиевые и биметаллические батареи состоят из секций, ребра которых можно демонтировать или добавлять, регулируя таким образом эффективность нагрева помещения.
Чтобы нарастить батарею применяются следующие изделия:
- Ниппель.
- Прокладка.
Бочкообразный ниппель может иметь различный диаметр, что зависит от того для какого типа батареи он будет применяться. Самый крупный соединитель используется при монтаже чугунных радиаторов старого образца. Ниппель представляет собой короткую металлическую трубку, на противоположных концах которой нарезается разнонаправленная внешняя резьба, доходящая до центра. Внутри ниппеля имеется специальная бороздка, предназначенная для фиксации ключа для сборки батарей.
Принципы работы с ниппелем очень простой. Секции радиаторов, которые нужно соединить, прижимаются плотно друг другу, в то время как между ними устанавливается ниппель. После этого через боковое монтажное отверстие батареи вставляется ключ и заворачивается. Поскольку резьбы противоположные, то во время вращения ниппель вкручивается в соединяемые ребра.
Для герметизации стыка между ребрами устанавливается прокладка. Она продевается на ниппель изначально перед монтажом. Обычно в продаже можно встретить силиконовые и паронитовые прокладки. При работе с чугунными радиаторами они обычно не используются, а вместо них применяется пакля и термостойкий силиконовый герметик.
Какие комплектующие для радиаторов потребуются при монтаже системы отопления
Каждый вид батарей отопления имеет свои особенности, поэтому оборудование, применяемое при сборке, отличается. Также нужно отметить, что отдельные производители радиаторов делают свою продукцию в особом формате, поэтому для нее может применяться только фирменные комплектующие.
Кронштейны для фиксации батареи
В первую очередь при проведении монтажа радиатора отопления требуется позаботиться о его фиксации. Для этого применяются специальные кронштейны.
Такие комплектующие для радиаторов бывают двух типов:
- Настенные.
- Напольные.
Настенные кронштейны фиксируются в стене, после чего на них навешивается батарея. Напольные выполняют роль подставки, которую делают в виде стойки. Кронштейн прикручивается к полу саморезами, а сверху устанавливается непосредственно сам радиатор. Напольные типы используются в том случае, если стены недостаточно крепкие чтобы выдержать тяжелые элементы системы отопления.
Как нарезается резьба на трубке своими руками
Чтобы произвести резьбовое нарезание на трубе своими руками, первоначально требуется выполнить ряд подготовительных мероприятий:
- Тщательно зачистить трубку в области, где планируется получить резьбу.
- Зачистить торцевую часть изделия при помощи напильника.
- Смазать рабочую зону для уменьшения сопротивления.
Чтобы процесс нарезки резьбы был удобным, а конечный результат удовлетворял требованиям, перед проведением действий нужно закрепить изделий в тисках. Это позволит зафиксировать деталь, чтобы можно было совершать необходимые действия двумя руками. После этого проводятся следующие действия:
- Используется вороток с плашкой необходимого диаметра, при помощи которой осуществляется черновой проход. При этом важно держать плашку строго перпендикулярно по отношению к трубе.
- Черновой проход является основой нарезки резьбы, поэтому не стоит торопиться, и выполнять действия медленно, но качественно.
- Черновой рез позволяет получить 2-3 нитки резьбы. Именно столько ниток резьбы нужно для того, чтобы инструмент занял надежное положение.
- На следующем шаге следует скрутить черновую плашку, и воспользоваться чистовой. С её помощью нарезается необходимое количество нитей на трубе, которую планируется устанавливать в систему водоснабжения или отопления.
- После каждого прохода нужно делать 0,5 оборота назад, чтобы очистить место реза от стружки.
- На завершающем этапе следует воспользоваться третьей плашкой, которой осуществляется контрольный проход.
При резьбовом нарезании важно, чтобы все действия выполнялись медленно, и с каждым последующим витком осуществлялась очистка места реза от металлической стружки.
С помощью метчика-болта
Вариант, когда размер нового болта не имеет принципиального значения, позволяет воспользоваться самым простым способом восстановления резьбового соединения.
Все, что понадобится сделать в случае обнаружения проблемы, – это:
- Взять болт подходящего размера и отшлифовать его. Шлифовка чрезвычайно важна, так как даже самый маленький кусочек ржавчины станет проблемой при нарезании новой резьбы.
- Установив будущий метчик в тиски, обточите его наподобие конуса, как на фото. Это позволит легко ввести импровизированный метчик в отверстие меньшего диаметра и раздать его до нужных размеров.
- После этого нарежьте 3 канавки, по которым будет выходить стружка. Важно нарезать их под одинаковым углом к продольному стержню.
Все, что останется сделать для получения новой резьбы, – это зажать головку болта пассатижами, гаечным или накидным рожковым ключом и осторожно, но с некоторым нажимом, ввернуть самодельный метчик в отверстие.
Все движения должны быть плавными. Стружку, которая будет вытесняться при изготовлении внутренних колец, нужно удалять при помощи мягкой кисти.
Смотрите также:
Самые полезные предметы ухода за машиной: тестируем покупки
Как нарезать резьбу на трубке возле стены
Часто нарезку резьбы нужно осуществлять на месте, когда трубопровод одной частью закреплён в системе водоснабжения или отопления. В труднодоступных местах выполнить нарезку резьбы на установленном возле стены трубопроводе плашкой с воротком невозможно. Для таких целей понадобится воспользоваться такой резьбонарезной прибор, как клупп с трещоткой. С его помощью процесс резьбовой нарезки упрощается в несколько раз.
Процедура резьбовой нарезки ручным клуппом осуществляется следующим образом:
- В креплении клуппа фиксируется насадка соответствующего диаметра, после чего можно приступать к самой процедуре.
- Очищается поверхность трубы — рабочей области.
- Область получения реза нужно зачистить до возникновения металлического блеска.
- Делается фаска под углом 45-60 градусов.
- Смазывается материал Литолом или Солидолом.
- Насаживается на рабочую область трубы ключ.
- Выполняются умеренные возвратно-поступательные вращения инструментом.
Как и с плашкой, так и при работе с клуппом нужно после каждой новой нитки резьбы делать половину оборота назад для удаления металлической кромки. Для облегчения процесса резьбового нарезания можно воспользоваться электрическим клуппом, однако приобретать такой инструмент рационально только в том случае, если ежедневно понадобится его эксплуатация.
На трубах можно нарезать не только наружную, но и внутреннюю резьбу, для чего применяются метчики. Однако необходимость получения резьбы на внутренней части трубопровода возникает исключительно в редких случаях. Зная, особенности самостоятельной нарезки резьбы, никогда не возникнет проблем с монтажом водоснабжения и систем отопления.
Как нарезать резьбу на трубе.
Почти ежедневно, монтажникам трубопроводов, приходится использовать инструмент: лерка в леркодержателе (плашка),
Лерка в леркодержателе (плашка)
либо альтернатива ей: клупп.
При помощи этих нехитрых приспособлений нарезается резьба, вручную, и лишь в случае невозможности их использования прибегают к помощи сварщика. Отнюдь не из-за того, что это проще и легче, нет. Просто сварщика на объект снарядить и доставить сложнее. Эти габаритные газовый и ацетиленовый баллоны, шланги, открытый огонь опять же. Не буду здесь вдаваться в подробности, сегодня статья не об этом.
Имеем следующую ситуацию: необходимо вырезать стальную трубу, и смонтировать, скажем, разводку водопровода по квартире, из современного материала (неважно полипропилен это, металлопласт, или медь). Для герметичности применяем резьбовое соединение, посредством соответствующего фитинга. В принципе, нарезать резьбу на трубе задача, как уже сказал почитай повседневная, но хочу довести до вашего внимания десяток не маловажных моментов. Не соблюдая которые, уже без сварки не обойтись.
Перед нарезкой обработайте трубу и режущий инструмент смазочным материалом
Используйте для этого моторное масло, спецсмазку, либо кусочек сала. Будет легче нарезать, и меньше износ резьбонарезного инструмента.
При необходимости удерживайте трубу газовым ключом
Дабы избежать слома, сминания. Актуально для «рыхлой» трубы, или «рыхлого»-же места врезки.
Срез произвести под прямым углом оси трубы
Иначе резьбонарезным не осуществишь надлежащего зацепа по всей плоскости. Инструмент будет срываться.
Как правильно нарезать резьбу на трубе плашкой
Если Вы занимаетесь ремонтом сантехники, меняете водопровод, то надо знать, как правильно нарезать резьбу на трубе плашкой, чтобы накрутить кран, муфту, и от правильной нарезки резьбы зависит безопасность ремонта Вашей квартиры, а так же соседей снизу.
Я уже описывал сам процесс нарезки резьбы в статье «Как подключить радиатор отопления», но по поступающим от читателей моего блога вопросам на почту, решил более подробно описать, как это надо делать.
Для того чтобы нарезать резьбу, понадобится такой инструмент:
- плашкодержатель, лерка
- плашка для нарезания черновой резьбы
- плашка для нарезания чистовой резьбы
- солидол, машинное масло или кусочек сала
- болгарка или напильник
READ Как нарезать резьбу повышенной точности
Также еще плашки называют. первая проходная и чистовая.
Для чего я советую применять две плашки:
Во-первых, легче нарезать, а во-вторых износ инструмента уменьшается, а при нынешнем качестве, это очень актуально, так как сейчас нарежешь 3-4 резьбы, и плашку можно выкинуть.
Если Вы нарезаете резьбу на стояке воды или отопления, или врезке на квартиру, обязательно убедитесь в ее хорошем состоянии, иначе рискуете трубу сломать.
Как использовать фильтр на сайте для выбора сверла под резьбу ?
В разделе Сверла по металлу реализован фильтр с параметром “Под резьбу”, благодаря которому можно найти нужное сверло буквально в 2 клика мышки:
- Выбираем резьбу.
- Жмем “Применить”.
- Получаем подходящие сверла.
Для каких материалов указаны значения в таблице ?
Указанные диаметры отверстий обеспечивают нарезание метрической резьбы в:
- сером чугуне
- сталях углеродистых обыкновенного качества
- сталях конструкционных качественных
- сталях конструкционных легированных
- сталях высоколегированных
- сплавах корозионностойких, жаростойких и жаропрочных
- сталях теплоустойчивых
- алюминиевых литейных сплавах
- меди
Полный список резьб и диаметров можно посмотреть в ГОСТ 19257-73 – официальном техническом документе со всеми нюансами и подробностями.
Перед тем, как приступить к работе рекомендуем озакомиться с практическими советами в статье Как правильно нарезать резьбу метчиком. А еще там можно найти подходящую СОЖ для разных материалов.
Как нарезать резьбу на трубе
Когда отрезали трубу по размеру, с той стороны где будете нарезать резьбу, обязательно снимите фаску, также можете немного зачистить само место где будет резьба, если на трубе есть краска, то лучше очистите ее, легче будет нарезаться резьба.
Смажьте смазкой или салом место резьбы, и зубья плашки.
Возьмите плашкодержатель с 1-й проходной плашкой, или резьбонарезной инструмент для черновой резьбы.лерка (на фото) и прижимая его рукой с усилием (чтобы плашка зацепилась за трубу и начала нарезать), начинайте по часовой стрелке нарезать, приблизительно 5 оборотов. Примерно после 2-го оборота, когда пойдет туго, прокрутите на пол оборота назад, этим Вы отломаете стружку, и будет легче нарезать, и опять крутите по часовой стрелке.
Когда нарезали черновой, берем 2-ю плашку,опять промажьте смазкой резьбу, плашку для чистовой резьбы, и повторите те же действия.
А теперь некоторые советы и нюансы.
Не покупайте краны, в которых внутренней резьбы 3,5 витка, даже если они толстостенные, такие вентиля можно накручивать на фитинги с латунной резьбой, для водопроводной, железной трубы, они не годятся.
Первую проходную резьбу обязательно нарезайте с направляющей, для того чтобы резьба не пошла на перекос.
Если чистовую резьбу нарезаете без направляющей, внимательно смотрите, чтобы плашка накрутилась 1-1,5 витка ровно, без перекоса.
Совет: нарезайте не менее 5 витков, и обязательно на голую резьбу накрутите кран, и посчитайте количество оборотов, должно быть 5, при установке шарового крана на железную трубу со льном надо накручивать не менее 4,5 оборота. Так что не ленитесь, если кран накручивается меньшее количество оборотов, обязательно дорежьте резьбу. Если накрутите на 2-3, то через недолгое время 1-2 витка отгниет, и кран отвалится, и будет потоп. Как правильно наматывать лен на резьбу, читайте здесь.
Вот такой процесс и советы, как правильно нарезать резьбу на трубе плашкой своими руками, можете посмотреть видео.
Сборка радиаторов отопления
Сборка радиаторов отопления требует большей внимательности и лучшей подготовки, чем разборка. Сборка радиаторов отопления может производиться в любом удобном месте или по месту, не отсоединяя батареи от системы отопления (без демонтажа), но сподручнее все таки снять.
Выбор места будущей работы не отличается от места разборки радиатора (лестничная площадка, деревянный щит, пол). Хочется добавить, что в случае не возможности такого подбора, можно положить параллельно два деревянных бруса, с расстоянием между ними 450 — 500 мм. Для выравнивания по плоскости, надо подложить что — нибудь под край бруса. От ровности площадки, на которой производится работа, будет зависеть эффективность сборки (ремонта) радиаторов отопления.
Инструмент для сборки радиаторов
Какой инструмент нужен для сборки или замены секций радиатора? Надо предварительно подобрать хорошие футорки, ниппеля, соответствующего диаметра 1″ (один дюйм) или 1 1/4″ (5/4″ — дюйм с четвертью) с прокладками (См. Фото), радиаторный ниппельный ключ для сборки с рычагом и при необходимости метчики для прогона старой резьбы.
Способы
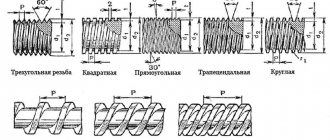
Резьба – это вид соединения, для осуществления которого учитываются элементы и угол профиля (поперечного сечения витка), а также диаметр по наружному, среднему и внутреннему краю. По профилю резьба делится на треугольную, трапециевидную, прямоугольную и другие виды.
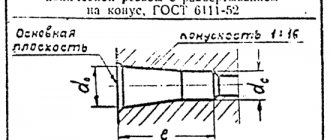
Для нарезки газовых и водопроводных труб применяют трубную цилиндрическую резьбу. Последние два витка производятся не полностью. Это является сбегом, необходимым для герметичного соединения труб. Сбег выполняется специальными видами плашек. Диаметр трубы измеряется в миллиметрах, а резьбы – в дюймах.
Нарезка делится на внутреннюю и наружную, лево- и правостороннюю. В левостороннем варианте закручивание гаек производится в левую сторону, а в правосторонней – в правую. Типы резьбы определяются способами эксплуатации и бывают крепежными, ходовыми и крепежно-уплотнительными. Последний вариант используется для нарезки резьбы на трубах в домашних условиях.
Существует так называемый шаг нарезки – это расстояние между витками, а также размер глубины резьбы. Их конфигурации различны, но все они действуют по одному правилу: чем глубже – тем крепче.
Существует множество способов произвести нарезку резьбы: с помощью клуппа, автоматического электроклуппа, а также резьбонарезного станка. Наружная резьба вручную осуществляется плашками, установленными в рамку клуппа. Используют цельные и раздвижные конструкции плашек. С помощью разрезных (разъемных) конструкций корректируется диаметр нарезки.
Раздвижные плашки ставят согласно номерным значениям, круглые – устанавливают специальными винтами на вороток. Затем плашки фиксируются. В раздвижных плашках между ними и винтом устанавливается прокладка – сухарь.
Внутренняя резьба осуществляется с помощью метчиков. С помощью их устройства просверливают отверстия в металлической трубе, строго придерживаясь специальных расчетов. Для качественной нарезки приходится сделать как минимум три оборота.
Внутреннюю резьбу наносят так же, как и наружную, – возвратно-поступательными движениями: два шага вперед – один назад. Первый подход осуществляют черновым метчиком. Он имеет лишь одну риску. Затем процедура повторяется средним метчиком с двумя рисками. Завершается нарезка чистовым инструментом с тремя рисками на конце.
При осуществлении резьбы глубоких поверхностей инструмент необходимо периодически вынимать и вычищать. В глухих отверстиях используют длинные метчики с обязательным использованием смазочной эмульсии.
Автоматические электрические клуппы значительно упрощают нарезку резьбы на трубах. Они состоят из модифицированных редукторов и комплекта плашек различного калибра. Отличаются высокой производительностью, работают от электросети. При всех плюсах, инструмент имеет свои отрицательные черты. Например, у электрического клуппа при всей его мощности в 1кВт весьма значительная отдача, поэтому для закрепления электроклуппа используют струбцину.
Резьбонарезной станок, как правило, используется в промышленных масштабах и крупных мастерских. Станок имеет свои преимущества перед ручным и электрическим инструментом, в число которых входит высокая производительность, точность при нанесении резьбы, а также минимальное участие человеческого фактора.
Резьбонарезные станки для труб подразделяются на ручные, электрические и автоматические варианты. Ручной используют в домашних условиях – он компактен, транспортабелен, весит не более 50 кг, но не годится для труб больших диаметров. Электрические станки хороши для небольших мастерских, автоматические варианты из-за больших габаритов и высокой производительности широко используются в производственных масштабах.
Некоторые виды труб возможно нарезать только в промышленных условиях. Например, на углеродистой трубе диаметром 32 мм можно произвести нарезку только после обрабатывания ее поверхности специальным составом.
После проведения работ осуществляется выбраковка материала. Если изделие имеет дефекты в резьбе, то его нельзя использовать, поэтому нарезку нужно проводить, имея элементарные навыки и знания в этом вопросе.
Как резать?
Когда все инструменты готовы, можно производить нарезку резьбы на трубе, например, системы отопления. Следует отметить, что каких-то особых навыков для выполнения этого вида работ иметь необязательно – все можно сделать своими руками.
Прежде всего, нужно изучить сам процесс, руководствуясь следующим правилом: нарезка резьбы на трубах должна осуществляться в определенной последовательности, иначе не избежать расхода исходников и поломки оборудования.
Трубу перед нарезкой необходимо обследовать на предмет старой краски, наличие коррозии и налета, а затем обработать, тщательно очистив поверхность с помощью специальных средств и инструментов, например, шлифовальной машинкой. С торца трубу нужно предварительно обработать, сняв фаску, для лучшего захода резьбы. Если срез выполняется с помощью трубореза, тогда края среза будут ровными, без засечек. Если это делать с помощью ножовки или угловой шлифовальной машины, то необходимо зачистить их до металла напильником – это значительно улучшит стыковку. До и после нарезки резьбы необходимо смазывать резцы и поверхность трубы специальной жидкостью.
Плашки нужного калибра вставляются в рамку клуппа с помощью зажимных винтов. Затем клупп надевается на подготовленную поверхность трубы и производится пара стартовых витков по направлению нарезки. Резьбу производят только после такого закрепления.
После этого регулируется переключатель трещотки, и начинается вращение по часовой стрелке вправо (по направлению резьбы). Особых усилий применять не нужно. Чтобы стружки хорошо удалялись, нужно работать, применяя следующий диапазон вращения: два оборота вперед, пол-оборота – назад. Во избежание перекоса нужно строго соблюдать правильное положение плашки относительно трубы.
Проверить качественность резьбы можно при помощи гайки, навинчивая ее на трубу.
Завершив работу, следует подготовить резьбу перед монтажом герметиком, фум-лентой или льняной нитью.
Нарезание внутренней резьбы
После подготовительных работ заготовку закрепляют в тисках и в ее отверстие вставляют вертикально метчик по угольнику.
Прижимая левой рукой вороток к метчику, правой поворачивают его вправо до тех пор, пока метчик не врежется на несколько ниток в металл и не займет устойчивое положение, после чего вороток берут за рукоятки двумя руками и вращают с перехватом рук через каждые пол-оборота
В целях облегчения работы вороток с метчиком вращают не все время по направлению часовой стрелки, а один-два оборота вправо и пол-оборота влево и т. д. Благодаря такому возвратно-вращательному движению метчика стружка ломается, получается короткой (дробленой), а процесс резания значительно облегчается.
Закончив нарезание, вращением воротка в обратную сторону вывертывают метчик из отверстия, затем прогоняют его насквозь.
Смазочно-охлаждающие жидкости для нарезания резьбы
| Обрабатываемый материал | Смазочная жидкость | ||
| Сталь углеродистая | Эмульсия. Осерненное масло | ||
| Сталь конструкционная | Осерненное масло с керосином | ||
| Сталь инструментальная | Смешанные масла | ||
| Чугун ковкий | 3-5% эмульсия | ||
| Чугунное литье | Б/о. 3-5% эмульсия. Керосин | ||
| Бронза | Б/о. Смешанные масла | ||
| Цинк | Эмульсия | ||
| Латунь | Б/о. 3-5% эмульсия | ||
| Медь | Эмульсия. Смешанные масла | ||
| Никель | Эмульсия | ||
| Алюминий и его сплавы | Б/о. Эмульсия. Смешанные масла. Керосин. | ||
| Нержавеющие, жаропрочные сплавы | 50% осерненного масла, 30% керосина, 20% олеиновой кислоты (80% сульфофрезол, 20% олеиновой кислоты) | ||
| Волокнит, винипласт, оргстекло | 3-5% эмульсия | ||
| Текстолит, гетинакс | Обдувка сжатым воздухом | ||
Инструменты
Для осуществления работ нужно приготовить все необходимые инструменты и приспособления для нарезки. В каждом конкретном случае трубный резьбовой набор будет различаться по составу, но для ручного использования он состоит из плашек, клуппа и держателя с трещоткой. Состав набора также дополнительно комплектуется труборезом, газовым ключом, напильником, ножовкой, болгаркой, смазочными материалами и прочими инструментами. Для тех, кто не хочет работать по старинке классическим методом, существует альтернатива – электроинструмент.
READ Как Нарезать Зубья На Дисковой Пиле
Главные требования предъявляются к качеству используемого инструмента и подготовке к работе.
Сама нарезка осуществляется с помощью плашек. Одни нарезаны только с одной стороны, другие – с обеих.
Для осуществления внутренней резьбы в состав комплекта также могут входить несколько метчиков с разными показателями глубины прорези. Одни предназначены для черновой обработки внутренней поверхности трубы, другие – для чистовой. Это оборудование представлено в виде винта со стружечными канавками. Крепится оно в воротках при помощи хвостовой части.
С помощью метчика производится внутренняя нарезка в несколько подходов. Их количество зависит от материала, с которым работают. Например, для осуществления резьбы в титановых сплавах предназначены специальные наборы из нескольких метчиков.
Плашка, прогонка или лерка используется для осуществления резьбы различных форм на трубах. Она представляет собой стальную гайку с режущей основой внутри, в которой находятся специальные отверстия – канавки для отходов. Плашки бывают трубчатые, шестигранные, круглые и квадратные. Модификация их корпуса бывает цельной, разрезной и раздвижной.
Раздвижные (призматические) модели еще называют полуплашками, они крепятся в клупп при помощи винтов и специальной прокладки – сухаря. Это необходимо для равномерного распределения давления на винт. С помощью плашек осуществляют нарезку цилиндрической, конической, круглой или метрической резьбы. Комплектующие детали плашки – специальные воротки и патроны, с помощью которых она крепится с корпусом рамки.
Клупп состоит из рамки, в которой закрепляются режущие элементы – плашки. Каждая оправка снабжена четырьмя стальными плашками. Клупп также оснащен специальной ручкой с трещоткой. В плашкодержатель можно вставить лишь одну плашку, в клупп – несколько. Режущий механизм прогонок способен осуществлять нарезку двух видов резьбы: 0,5 – 1 ¼, 1 ½ – 2 дюйма.
Ручной клупп, как правило, осуществляет нарезку труб небольшого диаметра. Они комплектуются специальной ручкой – держателем. Их также можно использовать с помощью подходящего трубного ключа. Он небольшого размера, прост и удобен в использовании.
Клупп с держателем и трещоткой – это модификация конструкции с зубчатым механизмом, предназначенным для осуществления резьбы диаметром более одного дюйма. Трещотка – незаменимый механизм. С помощью лево- и правосторонних трещоток удобно работать в труднодоступных местах, например, возле стен. При помощи рычага трещотки клупп быстро снимается с резьбы прокручиванием в обратную сторону, обеспечивая возвратно-поступательный способ нарезки резьбы.
В практике применяют обычные, косые и клуппы Маевского.
Косым клупп называется потому, что в нем регулируется расстояние между раздвижными плашками. Это сообщает диаметр нарезки. Конструкции такого вида являются самыми простыми в использовании.
Клуппы Маевского более сложной конструкции, используются для осуществления трубной резьбы. Они содержат три комплекта сменных плашек, специализируются на диаметрах резьбы до 2 дюймов. Конструкции этого вида используются для резьбы на трубах с небольшим диаметром.
Нарезку на трубах большого диаметра осуществляют в промышленных масштабах. Например, чтобы нарезать бесшовную трубу диаметром 219 мм, необходим специальный автостанок. Обсадные трубы (колонны) нарезают только на специальных станках в особых условиях при соблюдении всех мер безопасности.
Особенности
Резьбу придумали два века назад: тогда в Британии впервые появился токарно-винтовой станок. Изобретатель Г. Модсли открыл способ нанесения точной резьбы и изобрел прибор для ее измерения (микрометр) с точностью до 0.0001 дюйма.
Примерно тогда же инженер-механик Д. Витворт создал первый профиль винтовой резьбы и предложил систему ее стандартов. С тех пор изобретение носит его имя – резьба Витворта. Она легла в основу для всевозможных национальных стандартов.
Точной даты появления резьбы никто не помнит, однако дату ее применения вполне можно считать началом промышленного производства.
Главной особенностью нанесения резьбы является то, что инструмент для ее осуществления должен быть выполнен из материала большей твердости, чем нарезаемый элемент, а для изготовления этого инструмента, в свою очередь, должны применяться конструкции с еще более твердыми элементами по составу.
В наши дни вариантов нарезания резьбы на трубе несчетное множество. Важно лишь выбрать тот, что необходим. Хороший результат гарантирован, если при осуществлении работ используются качественные материалы и инструменты, соблюдается инструкция, а также технология нарезки. Нарезая резьбу, лучше всего использовать качественный инструмент, так как дешевый вариант вряд ли будет долго работать.
Сейчас большинство систем трубопроводов изготавливаются из пластика. Приходится часто скреплять конструкции с использованием соединительных элементов из пластика и металла. В бытовой сфере такие крепления – довольно частое решение, их называют комбинированными. В современных системах коммуникаций традиционно используют один из видов пластиковых либо металлических труб. Однако в некоторых случаях целесообразно использовать именно комбинированные конструкции.
Для установки систем при совмещении элементов ПНД и металла используются несколько способов соединения, в число которых входит резьбовая и фланцевая резьба.
Трубы с диаметром до 40 мм состыковываются резьбовым способом. Фланцевые соединения используются для труб большего диаметра, где невозможно затягивать нарезку.
Соединение полипропиленовой трубы с трубой из металла осуществляется с помощью фитингов, которые специально для этого созданы. Они представляют собой соединения, одна сторона которых имеет резьбу под металл, а другая – муфту под пластик. Множественные комбинированные соединения выполняются специальными сложными фитингами.
Советы
Нелишним будет знать некоторые тонкости эксплуатации и выбора инструментов, а также способы их использования.
В этом вопросе помогут некоторые советы.
- Перед покупкой клуппа нужно убедиться в качестве материалов его корпуса и комплектующих, для чего следует изучить аннотацию и ознакомиться с техническими условиями эксплуатации прибора. Выбирать лучше лицензированные модели надежных производителей.
- Клупп со сменными резцами будет работать дольше и лучше, чем обычная плашка. Резцы лучше всего выбирать из легированной стали.
- Перед нарезкой резьбы на водопроводных трубах следует убедиться в целостности системы, иначе при осуществлении работ может произойти поломка труб.
- Если в трубе обнаружены элементы ржавчины, то лучше удалить их, воспользовавшись труборезом. Для этого подойдет электрическая модель. Она может справиться с элементами крупного диаметра. Ручной клупп предназначен только для тонких трубных стальных поверхностей.
- Чтобы резать было проще и лучше, нужно при работе использовать специальную жидкость для резцов, которая будет одновременно охлаждать и смазывать режущую поверхность – это уменьшит силу трения, что защитит резцы от нагревания и деформации. Рабочие поверхности, инструменты и исходники обычно смазывают специальными смазочными материалами: машинным маслом или солидолом. Если их нет под рукой, то можно воспользоваться проверенным средством – куском сала.
- Для ручной нарезки с внутренней стороны лучше использовать труборез и ключ. С помощью газового ключа фиксируют трубу и производят нарезку. За счет длины своих ручек он легок и прост в использовании. Тиски могут не понадобиться, однако этот страховочный материал порой необходим, как надежный фиксатор конструкции трубы.
- Производить нарезку лучше таким образом, чтобы диаметр наружных витков был немного больше диаметра трубы – это гарантирует качественное соединение.
- Для надежности соединения в срезе лучше сделать большее число витков, например, пять. Завершая резьбу, нужно еще раз пройтись по поверхности для гарантированного качества нарезки.
- Чтобы установить прогонки правильно, нужно следовать номерным значениям на рисках.
- Для хорошей многолетней работы клуппа необходимо вовремя осуществлять замену вышедших из строя комплектующих. Новые зубцы взамен стершихся лучше приобретать у того же производителя.
- Совмещать элементы конструкции инструмента необходимо строго по параметрам – несоблюдение значений размеров плашек и клуппа приведет к поломке резцов.
Посмотреть, как нарезать резьбу на трубе, можно в этом видео.
Sources:
https://gidpotrubam.ru/montazh-i-remont/narezat-rezbu-na-trube https://santehskript.ru/kak-narezat-rezbu/ https://roma100471.ru/remont-santehniki/kak-pravilno-narezat-rezbu-na-trube-plashkoy.html https://stroy-podskazka.ru/vodosnabzhenie/truby/kak-narezat-rezbu/
Этапы нарезания ручным способом
- Подготовка металла (его очистка, сверление отверстия).
- Выбор инструмента. Очень важно, каким метчиком нарезать резьбу, от этого зависит чистота результата.
- Подбор остальных приспособлений в одном месте (электродрель, сверло, резец для устранения фаски, вороток, тиски, машинное масло или солидол для смазки).
- Вращение.
- Финишная шлифовка – по необходимости.