Почему необходимо выполнять снятие фаски?
Обработка торцов листа или стенок труб нужна для:
- Хорошего провара и надежного соединения сварочных швов
- Уменьшения времени выполнения сварочных работ
- Предотвращения травматизма сотрудников об острые углы изделия
- Упрощения предстоящего монтажа возводимой металлической конструкции
- Того, чтобы не проводить ручную шлифовку краев кромки листа или трубы
Если не выполнить снятие фаски, то в изделиях, толщина которых превышает 5 мм, со временем может разойтись сварочный шов и конструкция утратит прочность.
Краткая инструкция по самостоятельной укладке ламината
Если вы будете самостоятельно монтировать ламинат, а опыта в этой работе у вас нет, то остановитесь на прямой укладке. Выполняя работу, следуйте следующим правилам:
Начинайте укладку ламината от дальнего и светлого угла комнаты.
Между краем ламината и стеной должен остаться зазор в 1 см. Для его устройства, удобнее всего применять кусочки фанеры, толщиной 10 мм. Они вставляются во время монтажа, и удаляются по окончании работ.
Для улучшения герметизации, гребень замка можно смазывать латексным герметиком.
Подробная инструкция: Как класть ламинат своими руками.
Обрезки панелей можно использовать только в том случае, если их длина более 30 см.
Финальный ряд планок почти всегда требует подгонки. Отпиливайте планку с той стороны, которая будет прилегать к стене. Впоследствии, это место будет укрыто плинтусом. Он же будет скрывать и технологический зазор.
Полезная статья? Добавьте к себе в закладки!
Советуем изучить — Какие радиаторы отопления лучше выбрать для квартиры с центральной системой отопления
Угол снятия фаски
Угол снятия фаски
с кромки листа или трубы выбирается исходя из конструктивных особенностей изделия или поставленной задачи по сварке. Как правило, стандартный угол фаски для металлического листового профиля составляет 45°, для труб – 37,5°.
Срезать кромку с металлического проката можно тремя способами:
- Y-образным способом;
- Х-образным;
- J-образным (другое название – «рюмочная» фаска);
- Также, в технической литературе можно встретить другое буквенное обозначение: V, K и U-образная фаска
.
Особенности разных видов фасок
- Наиболее распространенным способом снятия кромки на производстве является Y-образный метод и Х-образный.
- Для высокоточного сварочного шва (например, на изделиях сложной конструкции) используют фаску с криволинейной поверхностью.
- J-образная фаска выполняется с помощью специальных автоматических фаскоснимателей. Данный способ создает сварочную ванну большего объема, чем другие способы.
Другие виды разделки кромки
(стыковой тип соединения со сломанным краем) на производствах используют не так часто.
Фаска как конструктивный элемент детали
Часто в процессе изготовления деталей возникает необходимость провести дополнительную обработку внутренних и внешних краёв. Она проводится под заданным углом. Поверхность, которая получается в результате такой обработки, называется фаска.
Снятие фаски используется для решения следующих задач:
- технологических (обеспечение наилучшего соединения двух деталей);
- технических (придание изделию требуемой формы);
- эргономических (обеспечение наиболее удобного и безопасного использования изделия);
- улучшение декоративных и эстетических свойств готового изделия.
Такая обработка применяется во многих областях: машиностроении, при подготовке к сварочным работам, при изготовлении мебели и декоративных изделий интерьера. Выбор методов зависит от поставленных задач и всегда соответствует конструкторской документации.
Почему необходимо выполнять снятие фаски
Финишная обработка торцов деталей, края отверстий, внешней стороны втулок, болтов необходимо для решения задач определяемых в отдельных видах обработки индивидуально.
При изготовлении изделий из металла:
- устраняются с помощью фаски сбеги недорезы;
- уменьшение времени на монтаж конструкции;
- увеличение надёжности элементов крепления (объясняется необходимость снятия фаски болтового соединения);
- снижает травмоопасность при проведении сборочных работ;
- повышается скорость и точность сборки отдельных элементов конструкции узлов и механизмов.
Перед проведением сварочных работ:
- получения надёжного сварного соединения (происходит лучший прогрев швов и прилегания припоя);
- соблюдение правил техники безопасности и снижение травматизма;
- снижается время на проведение сварочной операции.
Снятие фаски в мебельном производстве позволяет:
- устранить последствия распила элементов мебельных изделий при проведении деревообработки;
- придать необходимый эстетический внешний вид каждому элементу мебели (изделию из дерева);
- подготовить поверхность и края детали для декоративной обработки;
- создать отверстия для потайного крепления отдельных мебельных элементов с последующим применением декоративных заглушек и вставок.
Для выбора необходимых параметров разработана специальная таблица, которая позволяет производить необходимую обработку.
Угол снятия фаски
Этот параметр определяется особенностями конструкции изготавливаемой детали, узла или агрегата в целом. Угол снятия фаски определяется принятыми стандартами и техническими условиями. Значения этого показателя зависит от выбранного материала и назначения конкретного элемента конструкции. Для изделий из металла государственным стандартом установлены следующие значения:
- металлических листов — 45°;
- труб и цилиндрических изделий 37,5°.
В соответствии с требованиями ГОСТ определяется возможное значение размера катета фаски. Величина того параметра изменяется от 0,1 мм до 250 мм в зависимости от формы и размеров детали.
Для конструкций из дерева или синтетических материалов значения угла определяется требованиями, предъявляемыми к конкретному изделию. Они прописаны в конструкторской документации, где устанавливается минимальное и максимальное значение угла и размер катета.
Виды фасок
Под видом такой обработки понимают получаемую форму поверхности. Её срезают несколькими способами. Эти способы обозначаются латинскими буквами «Y», « X» и «J». В некоторой литературе и справочниках по металлообработке можно встретить другое обозначение «V», «K», и «U». Эти обозначения указывают на метод получения необходимого среза.
Наиболее распространённым является первые два метода. Такие виды фасок получают с помощью стандартного металлорежущего инструмента на различных обрабатывающих станках: токарных, фрезерных, комбинированных, станках с ЧПУ.
Так же получают фаски под резьбу по ГОСТ. В настоящее время разработанные методы и оборудование позволяют получать стандартные размеры фасок.
В большинстве случаев порядок и правила получения фасок, геометрические размеры, правила нанесения на чертежах определяется установленным ГОСТ 10549-80.
Он устанавливает допустимые значения следующих параметров:
- параметры сбега резьбы;
- допустимые размеры недореза;
- величину разрешённых проточек на выходе применяемого инструмента для нарезания резьбы;
- размеры фасок в зависимости от диаметра и вида наносимой резьбы (метрической или дюймовой, трубной, конической, трапециевидной);
- для наружной резьбы установлены величины размеров сбега и недореза.
Для получения более сложного вида фаски «J» применяются специальные фаскосниматели. Этот вид чаще используется при подготовительных работах перед проведением сварки. Благодаря такой форме получается сварочная ванна большего объёма, что способствует получению более крепкого и качественного шва.
В некоторых случаях применяются другие индивидуальные формы разделки кромок. В этом случае порядок их выполнения приводится в других стандартах или технических условиях. Например, в стандарте №5264 от 1980 года приведены правила для изготовления стыка со сломанным скосом кромки.
Способы изготовления
Методы, применяемые для изготовления кромок, зависят от следующих условий:
- назначения подготавливаемой фаски;
- материала, из которого изготовлен элемент конструкции;
- применяемого оборудования.
По применяемому методу различают следующие виды подготовки кромок:
- механическая нарезка;
- газокислородная;
- воздушно-плазменная.
Для нарезания скоса на металлических изделиях применяют различное металлообрабатывающее оборудование, оснащённое специальным инструментом. С его помощью можно получить требуемый размер фаски под резьбу. Применение специальных резцов, фрезерного инструмента позволяет провести снятие фасок в отверстиях.
Особое внимание уделяется подготовке кромок перехода от одного диаметра вала к другому. Этот переход называется галтелем. Он достаточно распространён в машиностроении. Оформление галтелей валами производится различными способами с соблюдением установленных стандартов.
Как уже отмечалось, для более точного снятия кромки применяются специальные фаскосниматели. Они позволяют получить заданный угол и длину катета.
Обозначение на чертежах
Графическое изображение будущей конструкции, узла или агрегата изображается на чертежах в соответствие с Единой Системой Конструкторской Документации. Она определяет порядок и правила нанесения графических изображений, символов и обозначений для каждого элемента. Именно грамотный чертёж позволяет изготовителю понять, как и каким инструментом должна производиться обработка.
Для фасок на чертеже обозначают:
- ширину скоса;
- значение угла скоса (его величина измеряется относительно главной оси детали или всего агрегата)
Обозначение этих параметров производится в метрической системе измерений. Все линейные размеры обозначаются в миллиметрах, а угловые значения в градусах. В соответствии с требованиями ЕСКД нанесение размеров наносится в определённых местах с указанием, к какому элементу детали или механизма он относится.
Если для указания параметров внутренней фаски не достаточно места внутри детали, значения выносятся вне изделия, с отметкой, к какой поверхности относится размер. Такая отметка выполняется стрелкой, направленной на требуемую сторону детали.
На полке, которая графически соединена со стрелкой обозначается значение угла снимаемой фаски (например, 45°).
При изображении симметричной выборки (под одинаковым углом или одинаковым катетом) допускается указание одного значения. Часто на чертежах указываются два линейных размера, которые характеризуют параметры снимаемой фаски.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Особенности процесса снятия фаски
Для нарезки кромки на металлическом изделии используют специальные агрегаты – фаскосниматели
, различающиеся по методу нарезки на три вида (воздушно-пламенное, механическое и газокислородное оборудование).
Процесс нарезки кромки происходит следующим образом:
- При помощи зажимов фаскосниматель крепится к кромке листа или внутренней стороне металлической трубы.
- Далее выставляется необходимый угол заточки.
- При включении машины резцовая головка подводится к изделию и происходит процесс резания фаски.
- После окончания работы резец возвращается в исходное положение.
- После проведения нарезки фаски, рабочая поверхность изделия считается подготовленной к дальнейшим сварочным работам.
При нарезке фаски образуется сварочная емкость (ванна), где собирается горячий сварочный состав. Кромка с фаской имеет определенное притупление около 3-5 мм. Когда емкость заполняется сварочным составом, участок притупления проплавляется сам. Благодаря этому, достигается нужная герметичность шва и создается дополнительная надежность.
Какой ламинат лучше, с фаской или без
Описание вида фасок, их сильных и слабых сторон не дает ответа на простой вопрос: какой ламинат лучше, с фаской или без? Попробуем сравнить основные критерии выбора:
- цена. Преимущество естественно у ламината без фаски. Ведь для формирования скоса нужны дополнительные технологические операции. Если сравнивать конкретные цифры, то ламинат среднего ценового сегмента дороже на 50-150 руб./м2, премиум-класса — на 500-600 руб./м2;
- влагостойкость однозначно выше у ламелей со скошенными кромками — замковые соединения и срезы в обязательном порядке обрабатываются защитными составами. У ламината без фаски такая обработка проводится только в отношении влагостойкого напольного покрытия;
- дизайн, без обсуждения, лучше у планок со скошенными уголками;
- срок эксплуатации — примерно одинаковый, но есть нюанс: к концу срока службы ламинат без фаски имеет потрепанный вид, с фаской — сохраняет первоначальный;
- роль в интерьере. Ламинат без фаски выполняет пассивные функции при разработке дизайна каждой комнаты — подбирается под мебель, стены и стиль оформления. С фаской — сам диктует стилевое направление. При этом с помощью разнообразной раскладки может визуально изменять размеры помещения.
Как видим из краткого анализа, только цена привлекает в ламинате без фаски. В остальном он проигрывает по всем параметрам панелям с фаской.
Способы нарезки кромки
В настоящее время на производстве используют два метода снятия кромки: термический и механический
.
Механическая фаска
считается самой качественной, так как данный метод выполняется на специальном оборудовании – фаскоснимательных машинах (кромкорезах), фрезерных станках, кромкоскалывателях и других приспособлениях. Преимущества данного способа состоят в следующем:
- После снятия фаски изделие сохраняет свою структуру и не теряет физико-химических свойств
- Механический способ обеспечивает высокую герметичность и надежность будущих сварочных швов
- Экономия времени.
Термический способ
– фаска воздушно-плазменная и фаска газопламенная. Воздушно-плазменная нарезка кромок позволяет получить внешний вид фаски близкий к заводской (или механической фаске). Однако он требует идеально гладкой поверхности листа или труб под определенным углом. На многих производствах этот вид нарезки фаски является основным из-за экономичности и большой скорости обработки изделий. Выполняется на специальном плазморезательном оборудовании.
Газо-плазменная нарезка фаски
не требует особых условий выполнения и характеризуется невысокой стоимостью. Но качество среза ниже, чем при механическом способе или воздушно-пламенном. Часто такая нарезка фаски требует дополнительной механической обработки. Такой способ применяют для кустарной обработки труб бывших в употреблении. Применяя термический способ нарезки фаски (газо-плазменную и воздушно-плазменную нарезку фаски), в металлическом изделии из-за перегрева появляется участок с измененными физическими и химическими свойствами (зона термовлияния). Это негативно сказывается на герметичности и надежности будущих сварочных швов и на прочности самой конструкции.
Механическое снятие фаски сохраняет свойства изделия и не влияет на качество будущих сварочных работ. Механический способ снятия фаски
является своего рода гарантом качества обработки металлических изделий перед сварочными работами. Единственным «минусом» данного метода является высокая стоимость агрегатов и трудоемкость работ.
Узнать стоимость механических фаскоснимателей можно по телефонам ☎
Привет всем самодельщикам!
При строгании деревянных брусков и нешироких досок, практически всегда бывает необходимо снимать небольшие фаски с ребер, чтобы притупить их в той или иной степени. Однако для этого приходится держать рубанок наклонно, примерно под углом 45 градусов, что не всегда удобно, особенно при работе электрорубанками.
Из этого положения можно выйти, если сделать специальное приспособление в виде длинного продольного уголка, в которое закладывался бы обрабатываемый брусок и таким образом ребро, с которого нужно снять фаску находилось бы сверху.
Помимо этого, такое приспособление можно было бы использовать и для строгания граненых и круглых деревянных заготовок (например, рукоятки для садовых инструментов: лопат, вил, грабель и т.п.), которые очень неудобно строгать на ровной поверхности.
Я задумался об изготовлении такого приспособления, как раз когда строгал заготовки для рукояток лопат (смотри мою статью « »), поскольку с подобным приспособлением работа у меня пошла бы значительно легче и быстрее.
В результате я решил сделать это приспособление, для чего мне понадобились следующие принадлежности:
Материалы и крепежные элементы:
Две деревянные планки толщиной 2 см, шириной 4 см, и 6 см, и длиной 2 м. Деревянная планка толщиной 2 см, шириной 5 см, и длиной 50 см. Шурупы по дереву 4х50 мм.
Инструменты:
Чертежный и мерительный инструмент (карандаш, рулетка и угольник). Шило. Электролобзик с пилкой для фигурного реза. Электродрель-шуруповерт. Сверло по металлу диаметром 4 мм. Сферическая фреза по дереву. Отверточная бита РН2, для заворачивания шурупов. Наждачная бумага.
Городское планирование [ править ]
Многие городские кварталы в Барселоне , Валенсии и различных других городов в Испании и углах улиц ( бордюры ) в Понсе, Пуэрто — Рико , скошены. Фаска была задумана как украшение и модернизация городского пространства в районе Эшампле середины XIX века в Барселоне.или Район расширения, где здания следуют за скосом тротуаров и улиц. Эта новаторская конструкция открывает более широкие перспективы, обеспечивает приятные пешеходные зоны и обеспечивает лучшую видимость при поворотах. Кроме того , можно было бы рассмотреть , чтобы обеспечить поворот несколько более комфортным, предположительно, водители не должны были бы замедлить столько, делая поворот , как они бы , если угол был квадрат на 90 градусов, [ править
] , хотя В Барселоне большинство скошенных углов используются в качестве парковочных мест или зон погрузки-разгрузки, оставляя движение транспорта, как на обычных углах улиц под углом 90 градусов.
- Скошенный тротуарной угол улицы в историческом Понсе , Пуэрто — Рико
- Великие ворота (Дарваза-и рауза) — ворота в Тадж-Махал , со скошенными углами башни.
- Скошенное здание и угол улицы в Барселоне «s Пасео де Грасиа . Здесь здание скошено, но тротуар / улица приобрели обычную планировку под углом 90 градусов, что исключает зону погрузки или парковочные места.
- Оригинальный дизайн квартала Барселоны, Эшампле , с углами зданий и улиц со скошенными углами, а также с садами, которые так и не появились.
Порядок работы
Сначала размечаем планку шириной 6 см, и сверлим по всей ее длине, с одной из сторон 5 или 6 отверстий под шурупы.
С противоположной стороны планки, раззенковываем эти отверстия под головки шурупов с помощью сферической фрезы по дереву.
Затем вставляем в эти отверстия шурупы и приворачиваем нашу планку к торцу другой планки шириной 4 см.
В результате, у нас получается вот такой деревянный уголок длиной 2 м.
После этого при помощи электролобзика, выпиливаем из короткой планки вот такую заготовку.
Она будет служить стопором для строгаемых заготовок, а заодно, опорой нашему приспособлению. Эту заготовку мы также размечаем и сверлим в ней три отверстия под шурупы.
А затем шурупами, прикручиваем эту заготовку к торцу нашего приспособления-уголка.
Из оставшегося куска планки выпиливаем электролобзиком еще две вот такие заготовки.
Их мы привернем к задней части нашего приспособления, где они будут служить дополнительными опорами.
В самой же задней части приспособления, мы сверлим с каждой стороны по два отверстия под шурупы.
Верхние части этих отверстий, также раззенковываем сферической фрезой по дереву для того, чтобы утопить головки шурупов.
Теперь шурупами приворачиваем наши заготовки.
Все элементы приспособления и особенно торцы, обрабатываем наждачной бумагой.
И вот наше приспособление готово! Так выглядит его задняя часть.
А так передняя часть.
Теперь на этом приспособлении можно будет обрабатывать бруски. Вот, например, я заложил в данное приспособление брусок-заготовку для рукоятки лопаты – вид сзади.
А это вид спереди.
А вот брусок не квадратный, а прямоугольный в сечении. Теперь и с таких брусков будет достаточно легко снимать фаску.
А вот я положил в приспособление, круглую в сечении покупную рукоятку для лопаты.
Такие круглые заготовки, теперь также будет очень удобно обрабатывать в данном приспособлении. Причем их можно будет не только строгать, но и проводить другие виды обработки, например, сверлить в них отверстия или распиливать.
Ну и на этом, пожалуй, все! Всем пока и удобных в работе приспособлений!
Обычно при строгании деревянных брусков или нешироких досок часто необходимо снимать фаски небольшого размера с ребер заготовки, с целью уменьшить остроту углов, а также сделать более красивыми. Чтобы это сделать в обычных условиях, то приходится держать заготовку с рубанком под углов около 45 градусов, что не особо удобно, особенно когда вы работаете с электрорубанком, который в разы тяжелее ручного. Решить данную проблему можно с помощью своего специального приспособления , которое будет иметь вид продольного уголка, куда и будет укладываться брусок, который в дальнейшем и будет обрабатываться, а его ребро будет как раз находится наверху, что удобно для обработки.
Данное расположение заготовки в самодельном приспособлении также поможет для строгания граненых и круглых брусков, а также рукоятей из дерева, которые неудобны в обработке на ровной поверхности. Автор самоделки задумался об изготовлении такого приспособления, так как появился в ней необходимость когда когда строгал заготовки для рукояток лопат, потому что с подобным приспособлением работа завершилась быстрее, а также работать так куда удобнее.
Для того, чтобы сделать данное приспособление, необходимо:
Две деревянные планки толщиной 2 см, шириной 4 см, и 6 см, и длиной 2 м. Деревянная планка толщиной 2 см, шириной 5 см, и длиной 50 см. Шурупы по дереву 4х50 мм. Чертежный и мерительный инструмент (карандаш, рулетка и угольник). Шило. Электролобзик с пилкой для фигурного реза. Электродрель-шуруповерт. Сверло по металлу диаметром 4 мм. Сферическая фреза по дереву. Крестовая (фигурная) бита РН2, для заворачивания шурупов. Наждачная бумага.
Когда все материалы, а также инструменты имеются в наличии, то можно приступать к самому интересному, этому процессу сборки.
Шаг первый.
Первым делом необходимо определиться с размерами, можно использовать те размеры, что приведены тут, но если вашего заготовка имеет большие размеры, то просто увеличиваем и размер вех составных частей до необходимого. При помощи карандаша размечаем планку шириной 6 см, затем при помощи шуруповерта и сверла сверлим отверстия по всей ее длине, с одной из сторон 5 или 6 отверстий под шурупы, как правило, чем больше, тем лучше, да и надежнее.
Шаг второй.
Расположив планку противоположной стороной с помощью зенкера, установленного в патрон шуруповерта увеличиваем размеры под головки шурупов, используя при этом сферическую фрезу по дереву. После того, как увеличили отверстия для шляпок, вставляем в эти отверстия шурупы и приворачиваем нашу планку к торцу другой планки шириной 4 см. Что должно получится на данном этапе можно видеть на фото, это так называемый деревянный уголок, его длина 2 м, сделана для того, чтобы был запас по длине используемый в обработке заготовок, тем самым увеличив диапазон применения, так как не придется комбинировать размеры, то маленьких, то больших приспособлений, да и проще и практичнее сделать одну, но подлиннее.
Шаг третий.
Используя электролобзик, выпиливаем из дощечки поменьше заготовку, которая будет опорной частью, при помощи которой будет держаться приспособление на ровной поверхности, данный процесс требует достаточной точности и аккуратности, для лучшей точности используйте на лобзике специальную угловую подставку, которая поможет в создании ровных отпилов. При работе с электролобзиком будьте крайне осторожны и не забывайте одевать защитные очки и перчатки, защитив себя от случайного попадания в глаза опилок и древесной пыли, а также обезопасив от выскальзывания из рук инструмента.
Шаг четвертый.
Предыдущую заготовку, роль которой держать нашу угловую часть, необходимо расчертить, линии должны соответствовать углу 45 градусов, как и на основной части, для лучшего совпадения приложите будущую опору и обведите карандашом. Для закрепления нужно просверлить отверстия для шурупов, в данном случае их будет три, что вполне достаточно, сверло подбираем по диаметру шурупов, чтобы резьба проходила без затруднений.
Шаг пятый.
После чего шуруповертом закручиваем шурупы, то есть прикручиваем эту заготовку к торцу нашего приспособления-уголка, старайтесь не переусердствовать с силой закручивания, чтобы не повредить опору и не образовать в ней трещину. Оставшаяся часть планки также пойдет на пользу, из нее делаем такие же заготовки при помощи электролобзика, понадобится таких две штуки. Дополняем уголок еще двумя опорами, что сделает его куда устойчивее, а также он приобретет большую рабочую нагрузку, что тоже немаловажно при обработке. Прикручиваем их тем же способом, что и первую опору.
Шаг шестой.
Заднюю часть приспособления необходимо просверлить с каждой стороны, при этом используем шуруповерт с сверлом, диаметр которого равен толщине шурупа, для прочности делаем с каждой из сторон по два отверстия, чтобы исключить проворачивание. Место отверстий, как и в прошлых этапах нужно обработать сферической фрезой по дереву, для того, чтобы утопить головки шурупов и тем самым исключить случайные зацепления.
Шаг седьмой.
Вооружившись шуруповертом и насадкой-битой для заворачивая шурупов закручиваем шурупы в заготовки. Далее переходим к более точной обработке, для этого воспользуемся наждачной бумагой, как обычно начинаем с более крупной, постепенно уменьшаем размеры зернистости по мере подхода к финишу шлифовки. На этом наше самодельное приспособление готово, теперь рассмотрим его со всех сторон для полной оценки. Так выглядит его задняя часть. А так передняя часть. После того, как вы сделаете такое приспособление у вас появится возможность без каких-либо сложностей и неудобств обрабатывать бруски, будь то деревянная рукоятка, то заготовка с квадратными гранями.
Фаской называется поверхность изделия, которая образована при обработке проката или трубы скосом торцевой кромки материала . Фаска необходима для подготовки кромки листов, балок и труб под сварку.
Основными видами фаски являются:
- «Газовая»
. Это самый дешевый вид фаски для трубы из-за своего низкого качества. Однако этот вид один из наиболее распространенных. Данная фаска снимается при помощи . Фаска «Газовая» может быть выполнена и в полевых условиях. Ее поверхность обычно с характерными желобками, которые образуются от струи газа (пропан либо ацетилен). - «Плазма»
. Внешне этот вид фаски практически ничем не отличается от «механики». Его также можно отнести к « это воздушно плазменный резак, компрессор и , заставляющая резак двигаться строго по кругу, при выставлении определенно заданного угла фаски. - «Механика»
. Это заводская фаска, самого лучшего качества. Для нарезки фаски «механики» используются и . На рынке труб в основном используется именно эта фаска из-за высокого качества фаски.
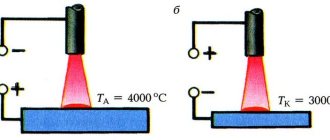
С какой целью снимают фаску? При сварке заготовок происходит проплавление металла, что в последствие обеспечивает соединение краев друг с другом. Если же толщина металла больше 3-5 мм, получение полного и качественного соединения становится затруднительным. Для получения качественного провара и проводится этот вид обработки: он позволяет создать так называемую сварочную ванну, которая заполняется сварочным составом в процессе сварки. Важно помнить, что подготовленная под сварку кромка — это кромка с фаской и притуплением (см. рисунок и обозначения к нему ниже).
Виды фаски (способы разделки кромок).
Существуют три основных способа разделки кромок под сварку: Y-образный, Х-образный, и J-образный. Иногда в некоторых источниках они обозначаются буквами: V, K и U, соответственно. Здесь и далее вышеобозначенные способы будут обозначаться буквами: Y, X. J. Чаще всего проводится Y-образная разделка кромок, но также существует Х-образный способ. В особых случаях, когда существует повышенное требование к качеству сварного шва, применяется J-образная фаска, то есть фаска с криволинейной поверхностью (не путать с криволинейностью кромки!).
Помимо основных способов обработки кромок Y, X. J существует еще ряд разделок кромок. Они встречаются не так редко, и не везде можно найти их описание. Например, в ГОСТе 5264-80 описывается стыковой тип соединения со сломанным косом кромки; условное обозначение – С14.
На схемах сверху изображены несколько примеров способов обработки:
1: пример Y-образного способа снятия фаски;
2, 3, 4: примеры Х-образного способа снятия фаски;
5: Y-образная обработка торцов двух труб с последующим их соединением;
Способы снятия фаски.
Снять фаску можно двумя способами: механическим и термическим (таблица 1). Механическое снятие фаски выполняется с помощью фрезерных, кромкоскалывающих и кромкострогальных станков. Для термического снятия фаски применяются газорезательные машины (стационарные или портативные), которые выполняют плазменную или газокислородную резку. Однако более предпочтительным способом является механический, так как он позволяет исключить изменения физических и химических свойств материала в результате перегрева. Как известно, в ходе термической обработки образуется так называемая зона термовлияния. Зона термовлияния – это науглероживание кромки вследствие перегрева материала, которое ухудшает свариваемость и повышает хрупкость и ломкость кромки. Но, несмотря на эти недостатки, термический способ достаточно распространен из-за своей простоты и скорости применения, и относительно низкой стоимости оборудования.
Таблица 1
. Преимущества и недостатки термического и механического способов снятия фаски.
В таблице 1 сказано, что термическим способом можно снять фаску быстро и дешево. Из описанных выше способов обработки все-таки предпочтительнее механический, поскольку он позволяет сохранить металл от перегрева и от последующих за этим изменений физических и химических свойств. На Западе, кстати, этот способ называется cold-cutting (холодная обработка), то есть вид обработки, в котором нет термического воздействия на металл, а значит и нет изменений в химических и физических свойствах металла.
Видеоматериал:
1.
Резка трубы машиной газовой резки CG2-11G, одновременное снятие фаски с трубы осуществляется наклоном резака под необходимым углом.
2.
Снятие фаски с трубы 76х6мм машиной Мангуст-2МТ
3.
Снятие фаски с трубы с помощью фаскоснимателя серии ТТ, а также резка трубы со снятием фаски разъемным труборезом P3-SD
Группа предлагает к поставке оборудование для снятия фаски с труб и металла с применением всех вышеуказанных способов обработки (газовый, плазменный, механический).
В технологических, эргономических, а чаще в эстетических целях для обработки кромок изделий используют фаску. Любой человек в своей жизни не раз слышал это короткое слово, зачастую не зная его значения. Итак, фаска — что это и где ее можно встретить? Насколько важна эта деталь?
Обозначение фаски на чертеже
Размеры фасок на чертеже, под углом 45° наносят размерными линиями или на полке линии-выноски, в случае если её размер в масштабе чертежа 1 мм и менее, фаску отображают, как показано на изображении снизу в правой части.
Обозначение фаски на чертеже под углом 45°
Фаски с углом не равным 45° указывают линейными и угловыми размерами или двумя линейными размерами.
Обозначение фаски c углом не равным сорока пяти градусам
Фаска – это, не что иное, как элемент детали. Своим происхождением слово фаска обязано французскому слову «faccete», что означает скошенные части углов, рёбер и пр. Основная часть фасок предназначена для притупления острых углов с целью обеспечения безопасности проведения последующих технологических операций или эксплуатации изделий и механизмов.
На технических чертежах фаски и их геометрические параметры указываются в тех случаях, когда нужно явно указать её наличие, обусловленное техническим решением. В остальных случаях фаски, или какие другие формы кромок не указываются, но в процессе изготовления должны быть притуплены.
Преимущественно, как упоминалось выше, фаски предназначены для обеспечения безопасности при дальнейшем взаимодействии человека и продуктов его производственной деятельности, но в некоторых случаях они нужны как декоративные элементы, вносимые дизайнерами в состав изделия.
Фаски очень часто используются в деревообрабатывающей отрасли. Наличие здесь фасок в сочетании с закруглениями, переходящими в галтели и обратно очень хорошо сочетаются с плоскими поверхностями и придают изделию законченный внешний вид. Даже наличие простой фаски, на какой либо детали, зрительно придаёт ей объём, не говоря уже о фигурных фасках с изменяющимися траекториями врезания и углами наклона.
При отделке зеркал по краям изготавливаются декоративные фаски, в виде небольших скосов краёв кромок. Такого рода грани получаются в результате шлифовки специальным алмазным инструментом, на станках, предназначенных для проведения подобных видов работ, с подачей обильного охлаждения. Кромки обработанные данным способом, называют – «фацет». При изготовлении дверей, или каких либо других частей интерьера, используются элементы остекления, в виде небольших плиток заданного размера с фацетом. В сочетании с деревом благородных пород, из них набирается композиция, которая придает особый торжественный вид и атмосферу комфорта.
Встречаются фаски с довольно пологим скосом, которые позволяют деталям выполнять функции, обеспечивающие гарантированный заход или зацепление с ответными компонентами узлов и механизмов.
В двигателях внутреннего сгорания, газораспределение является важной определяющей частью работы системы в целом. Для реализации условий газообмена впускные и выпускные отверстия должны открываться и закрываться строго в определённом порядке и обеспечивать эффективный газообмен. Своевременная подача горючей смеси, и выпуск отработанных газов осуществляется клапанами, которые приводятся в движение кинематическими элементами механизмов. Одной из составных частей клапана является уплотнительная фаска, на неё возложена не маловажная функция гарантированного перекрытия и обеспечения беспрепятственного выхода газов.
Для качественной сварки металла при соединении стальных листов превышающих размер в своём сечении шесть, восемь миллиметров, обычно снимают технологические фаски. Существует два способа подготовки кромок под сварку – термическая обработка, либо механическая. В последнее время чаще всего используется подготовка кромок методом скалывания, при котором происходит смещение металла под воздействием касательных напряжений. Выполняют такие операции специальными машинами с системой направляющих роликов и захватывающего круглого инструмента приводимого в движение через редуктор от электродвигателя. Применение таких механизмов позволяет значительно ускорить подготовительные работы. Машина для обработки кромок, «СНР – 12» испанской , является эффективным инструментом подобного типа.
Фаска — что это?
Прежде всего, это скос кромки угла материала. Применяют ее в технологических целях в машиностроении и металлообработке для улучшения качества сварного шва. В этой же области можно встретить фаску крепежного отверстия, которая служит для уменьшения вероятности ранения острыми кромками. Этот же способ подготовки отверстий можно видеть при производстве мебели, только в данном случае он служит для крепления деталей впотай (когда шляпки болтов и шурупов не видны).
Для эстетических целей применяют фаску и при настилке полов. Благодаря этому методу обработки кромок щели, образующиеся при перепадах температуры и влажности, не заметны.
Популярные производители ламината с фаской
Ламинат высокого качества на строительные рынки стран СНГ поставляют многие производители. Среди них выделяются:
«Quiсk Step». Бельгийская компания известна собственной разработкой замкового соединения Uniclick и широким ассортиментом качественной продукции под любые запросы потребителя;
«Balterio». Фаска и фактура ламели, благодаря уникальной технологии, наиболее реалистично имитируют натуральную древесину.
«Tarkett». Международная компания (головной офис находится во Франции) имеет свои производства на территории многих стран. Есть производственные мощности и в России. Выпускаемый здесь ламинат имеет большой ассортимент, два типа замка (T-lock и 2-lock) и большой гарантийный срок — до 25 лет.
Встречается продукция этой торговой марки и из Китая. Характеризуется доступной ценой и не всегда качественными фасками (разная глубина фрезерования);
«Pergo». Шведская компания долгое время работает на рынке напольных покрытий. Фишка продукта — уникальное антисептическое покрытие. Поэтому используется в основном в местах с требованием стерильной чистоты: здравоохранении, детских комнатах в квартирах и домах;
«Egger». Немецкая запатентовала защелку LocTec и уникальную смоляную пропитку, позволяющую сохранять влагозащитные свойства скосов кромки весь период эксплуатации. Знаменит белым и светло сырым цветом ламината, который преобладает в модельном ряду;
«Kronostar». По отзывам потребителей и специалистов у продукции компании лучшее соотношение цена/качество, в связи с чем спрос в России постоянно растет;
«Kronotex». Немецкое качество с большим гарантийным сроком (30 лет) говорят сами за себя;
«Kronospan». Фирма производит продукцию премиум-класса. Поэтому не каждому по карману. Высокая стоимость оправдана соответствующими качественными характеристиками;
«Classen». Продукт разрабатывался для самых жестких условий эксплуатации. Поэтому легко выдерживает воздействие неблагоприятных факторов, имеющихся в местах укладки;
«Kronoflooring». У продукции компании стильный дизайн, позволяющий выбрать фактуру под многие виды напольного покрытия: паркет, массив доски, кафель, керамогранит. Ламели обладают повышенной прочностью, меламиновая пленка имеет антибактериальные добавки.
Как видно из приведенного перечня, выбрать ламинат можно на любой вкус и «карман».
Деревянные полы
При настилке полов деревянными досками нужно учесть много нюансов. Это и качество материала, и степень его просушки, и условия, при которых будет эксплуатироваться поверхность. Если с двумя первыми вопросами можно легко определиться заранее, то условия эксплуатации пола не всегда можно спрогнозировать достоверно. В этом случае применяется фаска. Что это такое — пояснялось выше. Она не только позволит выглядеть полу более аккуратно и красиво, но и поможет избежать видимых щелей между досками, которые обязательно появятся со временем.
При работе с массивом дерева может возникнуть вопрос: «Как сделать фаску?» Тем более что деревообрабатывающий станок для этого не совсем подходит. Прежде всего, материал шлифуют начисто (сделать это потом будет невозможно). Для снятия фаски используют с кромочной фрезой на подшипнике. Это позволяет добиться идеального качества обработанной поверхности даже при небольшой кривизне досок.
Сварные швы
Опытные специалисты скажут, что при выполнении сварных швов необходима фаска. Что это не только обеспечит высокое качество соединения, но и многократно облегчит их труд.
При соединении двух листов стали фаска применяется для того, чтобы обойти ограничение по глубине проварки шва. Конструктивно этот элемент может быть выполнен двумя способами: с прямой и криволинейной поверхностью. При этом чаще применяется второй метод, так как подобное углубление имеет больший объем.
Ламинат
Сегодня не каждый может себе позволить полы из массива дерева и паркетной доски ввиду больших трудозатрат и потери времени на проведение ремонтных работ. На полах в квартирах все чаще можно встретить ламинат. Он не только просто и быстро настилается, но и обладает отличными эксплуатационными и эстетическими качествами, во многом не уступая натуральным поверхностям.
В настоящее время на рынке чаще покупают ламинат, на кромке которого есть фаска. Что это и как влияет на конечный результат? Прежде всего, выглядит более представительно, полностью повторяя внешний вид натурального дерева. Во-вторых, этот незначительный нюанс маскирует изменения в зазорах между досками, которые появляются во время эксплуатации пола.
Многие потребители все же скептически относятся к подобному напольному покрытию. Аргументируют это тем, что неприемлема фаска в ламинате, что это позволит пыли и грязи скапливаться в углублениях и проникать внутрь швов. Это не так, потому что современные технологии производства материалов позволяют сделать ламинат водо- и грязезащищенным по всей поверхности. А качественно выполненный замок предотвратит проникновение мусора в швы.
Плюсы и минусы фаски
У ламелей со скошенной лицевой кромкой появляются дополнительные плюсы по отношению к ламинату без фаски. Среди них:
- более респектабельный вид — красивый дизайн и сходство с дорогим паркетом;
- возможность с помощью различных схем укладки ламината с фаской изменять визуально размеры помещения;
- умение гармонично вписываться в любой интерьер квартиры или дома. Особенно в такой, как неоклассика, лофт, прованс, кантри;
- лучшая защита замковых соединений от прямого контакта с водой, но только в первые годы эксплуатации. В дальнейшем нужны работы по восстановлению защитного слоя;
Десяток минут ламинат с фаской выдержит такую лужу без последствий.
Последствия кратковременного контакта с водой ламината без фаски.
- снижение нагрузки на кромочную грань в процессе горизонтальной вибрации, в результате чего она сохраняет первоначальный вид длительное время;
Потрепанный вид обычного ламината.
- отсутствие выступающих уголков (они срезаны) при деформации отдельных планок (обычное явление для напольного покрытия из ламинированных панелей), а, следовательно, и поврежденных ламелей.
Поврежденные уголки ламелей.
- способность визуально скрадывать чуть разошедшиеся стыки из-за ослабшего замка.
Недостатки также есть. Как же без них, родимых:
- истончение защитного слоя фаски, что требует регулярного ухода за полом;
- более сложная уборка — мусор из углублений простым веником не хочет удаляться. Нужен пылесос;
- фаска противопоказана для таких помещений, как ванная комната, кухня, санузел. Особенно кухня, где попавшие в углубление брызги жира доставят много неприятных минут хозяйке.
Как выбрать ламинат по определенным параметрам
При выборе следует руководствоваться сразу несколькими параметрами, которые помогут подобрать изделие, соответствующее необходимым критериям.
Среди важнейших характеристик материала, следует отметить:
- класс;
- толщину;
- тип соединения панелей, а также подложки.
Для того чтобы выяснить, ламинат с фаской или без — какой лучше, нужно ознакомиться с разновидностями таких элементов, их эксплуатационными особенностями.
Класс материала
Класс ламината представляет собой индикатор, с помощью которого можно определить износостойкость изделия
Он во многом определяет свойства материала, в связи с чем, необходимо уделять ему должное внимание при выборе
Цифра соответствует числу оборотов при шлифовке, которая продолжается до полного истирания покрытия. Изучая, какой класс ламината лучше, следует помнить, что материал, выдерживающий до 11 тысяч оборотов, маркируется как 21-22 класс. Более устойчивые разновидности, способные выдержать 11-15 тысяч относятся к 23 и 31 классу.
Наиболее долговечными и прочными считаются изделия классов 32 и 33, поскольку они способно выдержать свыше 15 тысяч оборотов.
По теме:
Каждый из классов имеет свои особенности, а также рекомендованную сферу применения:
- 21 — подойдет для небольших нагрузок, может использоваться для спальни, кладовки;
- 22 — отличное решение для детской или гостиной, а также других жилых помещений;
- 23 — другой тип ламината для жилых помещений, который используется в комнатах с большой нагрузкой, например в прихожей или кухне;
- 31 — коммерческая разновидность, подойдет для учреждений с умеренной нагрузкой;
- 32 — используется в приемных, офисах и других объектах с высокой проходимостью;
- 33 — особо прочная разновидность, способная прослужить более 6 лет. Применяется в ресторанах, барах, магазинах и других заведениях.
Толщина, тип подложки и соединения
Другим важным параметром, который следует учесть при выборе хорошего покрытия, является толщина ламината. Какая лучше определить довольно просто, поскольку чем больше этот параметр, тем долговечнее и прочнее выбранный материал. Для большинства задач оптимальным решением станет покрытие с толщиной 8-12 мм.
Профессионалами повсеместно используется клеевая разновидность, которая отличается доступной стоимостью, но довольно сложна в установке. Отличается отсутствием зазоров между панелями, что позволяет избежать взбухания покрытия из-за влаги.
Выясняя, как выбрать ламинат для самостоятельной установки, следует присмотреться к изделиям с замковой разновидностью монтажа. Панели не скрепляются между собой клеем, что делает их пригодными для ремонта, а также более простыми в установке. При этом, они довольно сильно подвержены воздействию влаги, в связи с чем настоятельно рекомендуется промазывать стыки панелей клеем для большей герметичности.