24.02.2020 Автор: VT-METALL
Вопросы, рассмотренные в материале:
- О подготовительном этапе дуговой сварки труб
- Как выбрать электроды для дуговой сварки труб
- Методы дуговой сварки труб
- Особенности дуговой сварки труб при низких температурах
- Как проверить качество дуговой сварки труб
Дуговая сварка труб имеет свои особенности, которые выражаются не только в типе соединений, но и в проведении определенных манипуляций в зависимости от температуры окружающей среды. Под вид трубы и погодные условия подбираются соответствующие электроды и проводятся подготовительные операции.
Помимо правильного выбора электродов и прочих приспособлений, необходимо определиться и с методикой сварки. Существует несколько подходов, которые используются современными мастерами. Обо всем этом подробнее расскажем в нашей статье.
Подготовительный этап дуговой сварки труб
Начнем с оборудования, необходимого для работ, помимо сварочного аппарата. Рабочее место сварщика называется сварочным постом, который оборудуется такими инструментами, как:
- ящик для хранения электродов;
- электродержатель;
- комплект щупов;
- молоток;
- зубило;
- наждак;
- жестяной поддон для огарков;
- металлическая щетка;
- силовой кабель для дуговой сварки;
- комплект шаблонов;
- средства защиты (шлем, щитки).
Сварочный кабель должен быть гибким и иметь для данного сечения достаточную длину, не сковывающую работу сварщика.
Шлем и щитки призваны защищать лицо и в особенности глаза в процессе работ. Они необходимы, так как возникающее во время дуговой сварки излучение негативно влияет на кожные покровы. Шлем выполняется обычно из фибры либо специально подготовленной фанеры и весит в готовом виде до 600 г. Сварщики-любители иногда пренебрегают такой защитой, поскольку по их мнению она мешает работе. Но это оправдание ошибочно, ведь правильно используемый шлем или щиток не должны доставлять каких-либо неудобств.
На лицевой стороне шлема делается вырез 6х12 см, чего вполне достаточно для полноценного наблюдения за процессом. В случае самостоятельного изготовления защитного щитка следует иметь в виду, что смотровое стекло должно быть специальным, не пропускающим излучение в инфракрасном и ультрафиолетовом диапазонах. Снаружи этот фильтр можно дополнительно оснастить обыкновенным стеклом для защиты от брызг.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Другим важным приспособлением сварщика является электродержатель. Этот инструмент должен крепиться под любым углом для защиты от перегрева, а также иметь массу не более 500 г. Кроме того, необходимо обеспечить надежную изоляцию держателя от воздействия электрического тока. Если рассматривать предлагаемые на рынке три вида электродержателей (щипцовый, вилочный, с пружинящим кольцом), выбор лучше сделать в пользу первого.
От грамотной подготовки зависит в целом качество сварки. Поэтому перед началом сварочных работ следует выполнить ряд шагов, которые приведем ниже:
- Проверка деталей.
Все элементы, из которых собирается сварочная система, нужно тщательно осмотреть. Проверьте размеры каждой детали (длину, толщину, диаметр), состав, а также убедитесь в отсутствии брака, повреждений и деформаций.
- Подготовка кромок.
Края свариваемых частей предварительно очищаются от следов коррозии, загрязнений, следов масла и влаги. Для этого используется иглофреза или обычная щетка. Рекомендуется также обезжирить кромки. Чтобы дуговая сварка выполнялась максимально качественно, края труб выправляются с обязательным контролем зазора. Если доступ к кромкам затруднен, используют газовую горелку для их прокаливания либо обрабатывают зазор сжатым воздухом.
- Проверка скоса.
Проверьте угол скоса и величину притупления – они должны находиться в диапазонах соответственно 60–70 мм и 2-–2,5 мм. Если после механической резки на кромках образовался наклеп, а также имеется литейная корка, эти дефекты следует удалить наждачным камнем.
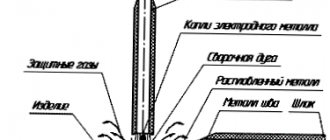
5.Сварка труб электросваркой в защитных газах: аргонодуговая сварка.
Режимы:
- Сварочный ток зависит при сварке за один проход от толщины стенки детали, а при многопроходной – от высоты валика. На каждый мм диаметра электрода назначается 30-35 А.
- Напряжение на дуге держат минимальным, что соответствует сварке короткой дугой.
- Скорость сварки регулируется так, чтобы гарантировалось проплавление кромок и формирование размеров шва.
- Расход аргона зависит от марки стали, режима сварочного тока и находится в диапазоне от 8 до 14 л/мин.
- Варить сплошной шов надо сразу после установки прихваток, которые при выполнении первого слоя следует переплавлять.
- Подача аргона прекращается только через 5-8 секунд после обрыва дуги.
Выбор электродов для дуговой сварки труб
- Для газопроводов.
Для соединения труб, которые будут использоваться для транспортировки магистрального газа, а также трубопроводов НКТ, желательно применять электроды ОК-46, ЛБ-52 либо УОНИ-13/55. В составе этих марок могут содержаться марганец, фосфор, кремний и сера, что вполне подходит для указанных целей. Среди этих электродов наиболее универсальны ОК-46, поскольку их поверхность покрыта рутиловым слоем. Этот вариант особенно удобен в случае дуговой сварки больших зазоров.
Но отдельно стоит остановиться на другой марке – LB 52U с основным покрытием. В составе таких электродов присутствует относительно малая доля водорода, что обеспечивает высокое качество шва. Дуга быстро разжигается и стабильно держится, полноценно проваривая соединяемые металлические части.
В случае дуговой сварки ответственных элементов труб (к примеру, поворотных), выполненных из углеродистой или низколегированной стали, специалисты советуют использовать специальные электроды МТГ-01К. Последние обеспечивают стабильную дугу с быстрым удалением шлака и образованием малого количества брызг.
- Для труб отопления.
Для данного случая наиболее подходящими считаются электроды Э42А и УОНИ 13/45 диаметром 3 мм. Они оснащены толстым покрытием, позволяющим работать с углеродистой сталью. Трубы отопления допускается варить также электродами марок Э-09Х1МФ и ЦЛ-20. Эти стержни дают прочный шов на трубопроводах из термоустойчивой стали. Как и в случае с Э42А и УОНИ 13/45, покрытие данных электродов достаточно толстое. Марку ЦЛ-9 с основным покрытием рекомендуют использовать при дуговой сварке труб из легированной, углеродистой стали, а также нержавейки. Благодаря малому содержанию водорода эти электроды дают превосходное качество шва.
При дуговой сварке отопительных трубопроводов, рассчитанных на повышенное давление непрерывно подаваемой воды, а также труб НКТ следует применять электроды марки МР-3. Данные стержни имеют диаметр 3–5 мм, выполнены из специальной проволоки и покрыты рутиловым слоем. Чтобы обеспечить максимальную герметичность шва, варить нужно короткой дугой, наклоняя электрод в сторону наплавления.
Важное значение имеет предварительная настройка тока. Напряжение должно быть не слишком малым, чтобы проварить металл, и не чересчур высоким, дабы избежать деформирования соединяемых частей. В связи с этим следует учитывать как толщину металлической стенки, так и размеры электрода.
- Для водопровода.
В данном случае выбор марки электрода зависит от металла. Для медных трубопроводов используют МН-5, МНЖ5, для труб из нержавейки – НЖ-13, для чугунных – МНЧ-2. Если дуговая сварка выполняется в домашних условиях с использованием инвертора, причем варятся трубы из черного металла, допускается применение электродов марки МР-3с. Такие стержни способны соединять стенки толщиной 2,8 мм у трубопровода диаметром 32 мм, для чего достаточно малого тока.
Электродами марки МНЧ-2 варятся вертикальные швы, а ЦЧ-4 используются как при холодной, так и при горячей сварке, но при условии нижнего расположения стержня. Независимо от марки, каждый электрод должен обладать защитным покрытием (обмазкой), защищающим сварочную зону от окисления. Для соединения труб по возможности выбирайте стержни с толстым покрытием.
Технология
Электроды выбираются для корневого шва 2 – 3 мм, последующие толще. При толщине стенки более 12 мм возможно использование на последнем слое прутка толщиной 6 мм марки АНО и УОНИ.
Сварка производится инвертором на постоянном токе или трансформатором. Для работы в полевых условиях с деталями больших диаметров используют выпрямители.
На постоянном токе варят обратной полярностью, подавая минус на деталь. Переменный ток используют для алюминия, цветных сплавов и высоколегированных сталей.
Дугу необходимо держать короткой, она не должна касаться свариваемых деталей, только направлять ванну в нужное место. Следует следить, чтобы шлак успевал расплавиться и всплыть.
Детали должны быть очищены от грязи и окислов. Разделка кромок производится не предприятии при прокатке изделий или на станке в последнюю очередь.
Методы дуговой сварки труб
Вручную трубы варят обычно в 2-3 слоя даже при небольшой толщине соединяемых краев. Многослойная дуговая сварка дает высокую плотность шва, который быстрее проваривается. Далее разберем основные методы соединения трубопроводов ручной дуговой сваркой: с поворотом стыков и без такового.
- Сварка вертикального стыка без поворота.
Шов здесь формируется в два этапа. Первоначально свариваемый стык по периметру разделяют на два участка вертикальной осевой линией. Каждый отрезок занимает в определенные моменты три положения:
- потолочное (1–3);
- вертикальное (4–8);
- нижнее (9–11).
Сварка участка в потолочном положении выполняется исключительно короткой дугой при соблюдении условия:
lmin=0,5 × d (мм),
где d – диаметр электрода.
Завершают шов при его нахождении в нижней позиции.
Начинать варить нужно, смещаясь от вертикальной осевой линии на 10–20 мм. Перекрывающиеся швы образуют так называемое замковое соединение. Его длина варьируется от 20 до 40 мм в зависимости от диаметра трубопровода. Соответственно, чем крупнее труба, тем длиннее должен быть «замок».
В потолочной позиции шов варится «углом назад», а при переходе в вертикальное положение – «углом вперед». Как только дуговая сварка достигает точки 8, электрод располагают перпендикулярно. В нижней позиции варят снова «углом назад».
После окончания обработки первого участка следует подготовить второй, зачистив его начальную и конечную точку и плавно перейдя к зазору или к предыдущему шву. Последовательность действий при сварке такая же.
Корневой шов формируют электродом диаметром 3 мм. Силу тока рекомендуется варьировать в зависимости от положения: для потолочного – 80–95 А, для вертикального – 75–90 А, для нижнего – 85–100 А.
Хорошее качество шва без подварки достигается благодаря постоянному нахождению стержня в зазоре. Проплавленный внутри трубы шов проявляется выпуклой поверхностью, требующей механической зачистки в потолочной позиции.
Если толщина трубы превышает 8 мм, разделка заполняется неравномерно, обычно с отставанием в нижнем положении. Чтобы выровнять заполнение, следует в верхней позиции дополнительно наплавить валик. В предпоследних сварных слоях разделка должна быть не заполнена на глубину до 2 мм. Формирование облицовочного шва выполняется в один или несколько этапов.
По завершении предпоследнего валика разделку следует оставлять незаполненной на глубину от 0,5 до 2 мм. При этом по кромкам разделки металл должен быть переплавлен на ширину половины диаметра электрода.
Работа с газопроводами и трубами для транспортировки агрессивных жидкостей
Для формирования корневого шва применяются керамические прокладки. Они крепятся с обратной стороны и формируют расплавленный металл, не давая ему вытечь. Керамические прокладки предотвращают появление пористости, подрезов и наплывов.
Сварщик 6 разряда, бригадир бригады сварщиков оборудования для пищевой и химической промышленности Бородай Н. С.: «При сварке ответственных труб и емкостей из нержавеющей стали с внутренней стороны не допускается образование валиков. При прокладке корневого шва следует обеспечить, поддув аргона на место сваривания. Если невозможно местно использовать аргон, его закачивают в емкость или трубу, обеспечив поддув на протяжении всей сварки корневого шва с интенсивностью 3 – 4 л/мин. При доступе внутрь свариваемой конструкции, на обратную сторону шва наносится флюс паста, разбавленная спиртом до консистенции зубной пасты. Она поможет сформировать ровный шов и не допустит образование аграта – ежиков».
Дуговая сварка труб при низких температурах
Большая часть металлов с понижением их температуры испытывает повышение пределов твердости, прочности и текучести. С одной стороны, изменившиеся свойства можно было бы использовать, повысив для материала допустимые напряжения с целью облегчения конструкций. Но, с другой стороны, концентрация напряжений так или иначе присутствует почти во всех конструкциях. А с понижением температуры металлы становятся гораздо более чувствительны к повреждениям.
Изменяться свойства металлов при этом могут по-разному, в зависимости от нескольких параметров: кристаллической решетки, зернистости, химического состава, характера термообработки. Также влияют оказываемая на материал нагрузка и его напряженное состояние. Если с падением температуры металла или сплава предел текучести растет незначительно относительно предела прочности, такой материал считают хладостойким. Почти неизменными у него остаются ударная вязкость и пластичность. Если же разница между изменениями предела текучести и предела прочности гораздо более существенная, а пластичность резко падает, металл относят к хладноломким.
Дуговая сварка труб при низкой окружающей температуре приводит к тому, что металл в сварочной ванне очень быстро охлаждается и кристаллизуется. В результате часть газов и оксидов не успевает покинуть поверхность шва, что увеличивает в нем содержание кислорода, азота, водорода и неметаллических соединений. Это служит причиной возникновения многочисленных пор, трещин горячего и холодного происхождения. Вероятность появления «горячих» трещин тем больше, чем быстрее происходит упругопластическая деформация при температурах нахождения металла в хрупком состоянии.
Сварочные материалы при отрицательных температурах также теряют свои полезные свойства. Из-за попадания влаги наплавленный металл получается слишком пористым. Чтобы обезопасить электроды, флюсы и проволоку от воды, нужно их не только должным образом хранить и своевременно просушивать. Важен правильный подбор материалов для работы в зимнее время с тем расчетом, чтобы увеличить раскислительную способность шлаков и обеспечить полноценный выход газов.
Проверка качества дуговой сварки труб
Формируемый сварной шов неизбежно приводит к образованию различных дефектов в металле трубы. Как правило, это происходит в процессе охлаждения или нагрева. Другие повреждения возникают по причине несоблюдения требований во время сварочных работ.
Появляющиеся изъяны в итоге ухудшают качество всей трубы, поэтому выявлять и предотвращать их нужно заранее. Перечислим эти дефекты ниже:
- Нарушение структуры металла. В результате данного изъяна образуется крупнозернистость материала, причем зерна по краям окисляются из-за повышения содержания оксидов.
- Повышение содержание газов, увеличение пористости. Поры могут формироваться группами, по отдельности или образовывать своеобразные мостики. Выходящие на поверхность металла пористые структуры называются свищами.
- Загрязнение шва шлаками. Данные примеси заметно уменьшают изначальную прочность.
- Образование трещин. Как правило, формируются около шва, могут быть различными по типу и размерам.
- Непровары. Под этим словом понимаются локальные участки сварного шва, в которых отсутствует сцепление с основным металлом.
- Прожигание отверстий в швах. Происходит в результате вытекания из сварных швов расплавленной массы.
- Образование подрезов. Так называют канавки, образующиеся вдоль швов вблизи границ с основным металлом.
- Деформирование сварных швов.
Выявлять и впоследствии устранять нужно каждый из перечисленных дефектов. Только тогда можно будет говорить о максимально качественной дуговой сварке трубы. При этом оценивается влияние каждого изъяна на работоспособность всего трубопровода. В противном случае устранить полностью неисправность до эксплуатации не получится.
Анализ качества трубы начинается с ее внешнего осмотра, как визуального, так и с использованием различных измерительных средств. На данном этапе выявляется внешнее негативное влияние, определяется удовлетворение требованиям и нормам действующих законов.