Современные сварочные работы проводятся при применении специальных инверторов. Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью. Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку.
Сварис 200 Схема Электрическая Принципиальная
Его используют при сварке: Цветного металла.
Также, можно проверить, не замкнут ли один из двух датчиков перегрева на радиаторе выходного выпрямителя и на дросселе. Кроме того, в нем дополнительно предусмотрена выходная обмотка, обеспечивающая питание схемы управления.
Некоторые модели современных сварочных инверторов имеют функцию программирования, что позволяет точно и оперативно настраивать их режимы при выполнении работ определенного типа. Сварка «Сварис 200»
Но подсчитать его не составит никакого труда.
Если это так, переходим к другому транзистору, в противном случае перепроверяем и выкусываем неисправный транзистор, поскольку так легче подготовить место для монтажа исправного транзистора. В каждом плече в параллель стоят по два или по три мощных полевика.
Если импульсы есть, следует проверить их прохождение до каждого затвора. Оценка статьи: голосов: 9, средняя оценка: 4,00 из 5 Загрузка
Рассмотрим конкретный пример. Не забудьте поделиться с друзьями Это тоже полезно посмотреть:.
Поскольку самой катушке не требуется повышать частоту, за счет этого она сохраняет свои миниатюрные размеры. В сумме это ампер постоянного тока.
Ремонт сварочного инвертора. Вода внутри. The welding inverter goes into protection.
Причины поломок сварочных инверторов
Подобные устройства эксплуатируются в условиях, которые далеки от идеальных. Пыль, влажность, вибрации. Неопытность операторов (сварщиков), экономия на расходных материалах (читай – применение некачественных дешевых электродов), нестабильное входное напряжение.
Именно эти факторы, а вовсе не сложность конструкции, приводят поломкам.
Вот типичные причины возникновения сбоев в работе и неисправностей. Перечень составлен, по отзывам приемщиков сервисных центров.
- Попадание влаги внутрь корпуса, и соответственно на монтажную схему. При работе на открытом воздухе, часто игнорируются атмосферные осадки.
- Возможно попадание брызг воды при работе смежных бригад – замешивание раствора строительных смесей, заполнение емкостей, прорывы сантехнических сетей.
- Корпус инвертора не может быть герметичным. Требуется множество вентиляционных отверстий, поэтому брызгозащита отсутствует.
Нарушение режима охлаждения.
Тут несколько причин:
Скопление большого количества пыли. Забиваются вентиляционные отверстия, ухудшается рассеивание тепла радиаторами охлаждения.
Поломка вентилятора при попадании постороннего предмета или заклинивания подшипника от той же пыли.
Несоблюдение правил пользования. Часто можно увидеть инвертор, стоящий вплотную к стене (закрыты вентиляционные отверстия). Или брошенную на корпус ветошь.
Нарушение режима эксплуатации
В технических характеристиках всегда указывается продолжительность нагрузки, в процентном отношении ко времени охлаждения между «подходами».
Стремясь как можно быстрее выполнить работу (погоня за «трудоднями»), сварщики просто загоняют инверторы, как лошадей.
Даже при правильно организованном охлаждении, непрерывная работа приводит к перегреву и поломке силовых элементов: ключевых транзисторов, выпрямительных диодов.
Попадание металлических предметов
Стружка, крепеж, капли расплавленного металла при сварке в отверстия для вентиляции. Итог – короткое замыкание, выход из строя целых модулей.
Любые неисправности сварочных инверторов возникают по вышеперечисленным причинам.
Исключение – бракованные электронные элементы или некачественный монтаж (непропай, заниженное сечение проводов, ослабленный крепеж механических контактов).
Признаки неисправностей (за исключением явных, таких как дым из корпуса, запах гари или посторонние шумы внутри).
- Нестабильная дуга или интенсивное разбрызгивание продуктов сварки (является неисправностью только в случае правильно установленной величины тока)
- Затруднен отрыв электрода от заготовки. Проблема встречается часто, в первую очередь необходимо проверить все механические контакты внутри корпуса на предмет окисления или ослабления крепежа
- Инвертор готов к работе (по индикаторам), а сварка не происходит. При этом причин для срабатывания защиты по перегреву нет.
Когда неисправность выявлена, переходим к восстановлению работоспособности.
Конструктивные особенности сварочных аппаратов и принцип работы инвертора – видео
Элементы электрической схемы сварочных инверторов
Показатель напряжения холостого хода 62 В. Но подсчитать его не составит никакого труда.
Видео До недавних пор все сварочные работы выполнялись при помощи мощных понижающих трансформаторов, обладавших большими размерами и весом. Да и наличие электронной схемы управления позволяет плавно регулировать сварочный ток и осуществлять эффективную защиту от перегрузок.
Наиболее важные функции в схеме инвертора принадлежат понижающему трансформатору.
Такой показатель достигается за счет снижения затрат на нагрев деталей и компонентов. Сопротивление должно упасть почти до нуля и это означает, что транзистор открылся.
Комментарий: В начале лета, когда у меня самый разгар «калымов», я уже заработал некоторую сумму денег и решил потратиться на свой личный инструмент не всегда же пользоваться папиным. Низкое энергопотребление, примерно с 2 раза меньше, чем у обычных сварочных трансформаторов.
Поэтому его вес десятки килограмм, что не совсем удобно.
При этом измерялось напряжение на клеммах: Все работает нормально. Ремонт дежурки инвертора РЕСАНТА САИ 220
Взаимодействие основных узлов и деталей инвертора
Такая схема сварочного аппарата состоит из следующих элементов: низкочастотный понижающий выпрямительный блок с конденсаторным фильтром; регулируемый инвертор, преобразующий постоянный ток в высокочастотный переменный; трансформатор высокой частоты, выдающий на выходе высокочастотный или постоянный сварочный ток большой мощности; сдвигающий фазу дроссель, стабилизирующий характеристики выходного напряжения; схема обратной связи, управляющая выходными параметрами и блок управления, который меняет параметры тока и напряжения сварки.
Как известно, на транзисторы подается только постоянный ток, для чего и необходим выпрямитель на входе аппарата.
Материал статьи продублирован на видео:.
Также сигнал обратной связи с выходного каскада через токовый трансформатор Т1 подается на схему защиты от перегрузок, выполненную на тиристоре Q3 и транзисторах Q4 и Q5. Два плеча, то есть четыре полевика, вышли из строя, их выводы накоротко соединены между собой.
Сварочный инвертор «MMA 200», устройство, ремонт.
Основным элементом простейшего сварочного аппарата является трансформатор, работающий на частоте 50 Гц и имеющий мощность несколько кВт. Поэтому его вес десятки килограмм, что не совсем удобно.
С появлением мощных высоковольтных транзисторов и диодов широкое распространение получили сварочные инверторы. Основные их достоинства: малые габариты, плавная регулировка сварочного тока, защита от перегрузки. Вес сварочного инвертора с током до 250 Ампер всего несколько килограмм.
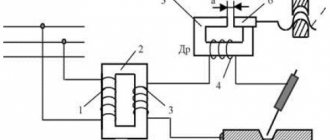
Принцип работы сварочного инвертора понятен из ниже приведенной структурной схемы:
Переменное сетевое напряжение 220 В поступает на без трансформаторный выпрямитель и фильтр (1), который формирует постоянное напряжение 310 В. Это напряжение питает мощный выходной каскад (2). На вход этого мощного выходного каскада подаются импульсы частотой 40-70 кГц от генератора (3). Усиленные импульсы подаются на импульсный трансформатор (4) и далее на мощный выпрямитель (5) к которому подключены сварочные клеммы. Блок управления и защиты от перегрузки (6) осуществляет регулировку сварочного тока и защиту.
Так как инвертор работает на частотах 40-70 кГц и выше, а не на частоте 50 Гц, как обычный сварочник, габариты и вес его импульсного трансформатора в десятки раз меньше чем обычного сварочного трансформатора на 50 Гц. Да и наличие электронной схемы управления позволяет плавно регулировать сварочный ток и осуществлять эффективную защиту от перегрузок.
Рассмотрим конкретный пример.
Инвертор перестал варить. Вентилятор работает, индикатор светится, а дуга не появляется.
Такой тип инверторов довольно распространен. Эта модель называется «Gerrard MMA 200»
Удалось найти схему инвертора «ММА 250», которая оказалась очень похожа и существенно помогла в ремонте. Основное ее отличие от нужной схемы ММА 200:
- В выходном каскаде по 3 полевых транзистора , включенных параллельно, а у ММА 200 — по 2.
- Выходных импульсных трансформатора 3, а у ММА 200 — всего 2.
В остальном схема идентична.
Коротко о самой схеме.
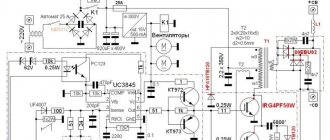
В начале статьи приводится описание структурной схемы сварочного инвертора. Из этого описания понятно, что сварочный инвертор, это мощный импульсный блок питания с напряжением холостого хода около 55 В, что необходимо для возникновения сварочной дуги, а также, регулируемым током сварки, в данном случае, до 200 А. Генератор импульсов выполнен на микросхеме U2 типа SG3525AN, которая имеет два выхода для управления последующими усилителями. Сам генератор U2 управляется через операционный усилитель U1 типа СА 3140. По этой цепи осуществляется регулировка скважности импульсов генератора и таким образом величина выходного тока, устанавливаемая резистором регулировки тока, выведенным на переднюю панель.
С выхода генератора импульсы поступают на предварительный усилитель выполненный на биполярных транзисторах Q6 — Q9 и полевиках Q22 – Q24 работающих на трансформатор Т3. Этот трансформатор имеет 4 выходные обмотки которые через формирователи подают импульсы на 4 плеча выходного каскада собранного по мостовой схеме. В каждом плече в параллель стоят по два или по три мощных полевика. В схеме ММА 200 – по два, в схеме ММА – 250 – по три. В моем случае ММА – 200 стоят по два полевых транзистора типа K2837 (2SK2837).
C выходного каскада через трансформаторы Т5, Т6 мощные импульсы поступают на выпрямитель. Выпрямитель состоит из двух (ММА 200) или трех (ММА 250) схем двухполупериодных выпрямителей со средней точкой. Их выходы соединены параллельно.
С выхода выпрямителя через разъемы Х35 и Х26 подается сигнал обратной связи.
Также сигнал обратной связи с выходного каскада через токовый трансформатор Т1 подается на схему защиты от перегрузок, выполненную на тиристоре Q3 и транзисторах Q4 и Q5.
Выходной каскад питается от выпрямителя сетевого напряжения, собранного на диодном мосте VD70, конденсаторах С77-С79 и формирующего напряжение 310 В.
Для питания низковольтных цепей используется отдельный импульсный блок питания, выполненный на транзисторах Q25, Q26 и трансформаторе Т2. Этот блок питания формирует напряжение +25 В, из которого дополнительно через U10 формируется +12 В.
Вернемся к ремонту. После открывания корпуса визуальным осмотром был обнаружен подгоревший конденсатор 4,7 мкФ на 250 В.
Это один из конденсаторов, через которые подключаются выходные трансформаторы к выходному каскаду на полевиках.
Конденсатор был заменен, инвертор заработал. Все напряжения в норме. Через несколько дней инвертор снова перестал работать.
При детальном осмотре были обнаружены два разорванных резистора в цепи затворов выходных транзисторов. Их номинал 6,8 Ом, фактически они в обрыве.
Были проверены все восемь выходных полевых транзистора. Как упоминалось выше, они включены по два в каждом плече. Два плеча, т.е. четыре полевика, вышли из строя, их выводы накоротко соединены между собой. При таком дефекте высокое напряжение от цепей стока попадает в цепи затворов. Поэтому были проверены входные цепи. Там также обнаружены неисправные элементы. Это стабилитрон и диод в цепи формирования импульсов на входах выходных транзисторов.
Принципиальная схема сварочного инвертора
Современные сварочные работы проводятся при применении специальных инверторов. Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью. Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку.
Рассмотрим устройство и принцип работы инвертора
Внутри инвертора происходит преобразование (инвертирование) электрического сигнала.
Процесс разбит на несколько этапов:
- Входной блок питания формирует первичное питающее напряжение – стандартным способом выпрямляет переменный ток
- Затем вступает в дело собственно блок инвертора – с помощью задающего генератора постоянный ток вновь становится переменным, причем высокочастотным. Именно это качество позволяет уменьшить габариты трансформатора и потребление энергии.
- Силовой блок с помощью высокочастотного трансформатора понижает напряжение до сварочного значения
- Выходной переменный ток снова выпрямляется, поскольку сварка с помощью таких аппаратов происходит постоянным током.
Несмотря на целостность конструкции – плотная компоновка инвертора хорошо видна на иллюстрации, электрическая схема состоит из нескольких модулей.
Они могут быть выполнены на нескольких платах, или собраны вместе, это не меняет сути. Каждый модуль является отдельным устройством (с точки зрения схемотехники), имеет собственные входные и выходные параметры.
Важно! Взаимное расположение блоков, расстояние между ними, и даже прокладка соединительных проводов, тщательно рассчитываются на стадии проектирования.
Имеет значение любая мелочь: взаимные наводки, собственная индуктивность радиокомпонентов и проводов, экранирование сигнала корпусом… Внесение изменений в конструкцию приводит к рассогласованию схемы.
Это следует учитывать, если вы производите ремонт сварочного инвертора своими руками.
Основные модули схемы инвертора:
- Входной выпрямитель. Его задача обеспечить максимальное сглаживание синусоиды переменного тока на входе в инвертор. От качества его работы зависит помехоустойчивость остальных модулей
- Инвертор. Собственно это и есть сердце аппарата – с его помощью формируется ток высокой частоты. Работает на основе так называемого драйвера – задающей микросхемы
- Модуль управления. Отдельная схема, на которую возложена командная задача. Благодаря этому элементу конструкции, все остальные компоненты работают согласовано. Силовой элемент – транзисторные ключи
- Выходной выпрямитель. Часть схемы, которая держит на своих элементах (силовых диодах) всю нагрузку сварочного аппарата. Модуль работает фактически в режиме короткого замыкания – после него только сварочная дуга
- Элементы защиты. Как минимум присутствует датчик перегрева и защита от короткого замыкания. Последний пункт может быть реализован как простым предохранителем или автоматом, так и умной схемой, восстанавливающей работоспособность инвертора при устранении причин срабатывания защиты.
В разных инверторах эти блоки могут размещаться как угодно, но конструкция у них единая. Различия лишь в элементной базе.
Типовое расположение компонентов на иллюстрации:
Важный элемент конструкции – активное охлаждение. Каждый силовой элемент (транзисторы-ключи, диоды выходного выпрямителя) обязательно располагаются на радиаторах.
Кроме того, в корпусе устанавливается вентилятор, и должна обеспечиваться проточная циркуляция воздуха. Во время ремонта проверяйте исправность системы охлаждения и наличие качественного теплового контакта между радиоэлементами и радиаторами. Обязательно используйте свежую термопасту при замене деталей.
Элементы электрической схемы сварочных инверторов
Принципиальная электрическая схема инверторного сварочного аппарата предусматривает сочетание нескольких элементов, которые связаны между собой. Основными можно назвать:
- Блок, отвечающий за подачу энергии к силовой части. Этот элемент представлен сочетанием нескольких устройств, которые способны изменять параметры тока до требуемых значений. Как правило, включается емкостный фильтр и выпрямитель.
- В устройство входит силовой трансформатор. Также в блок питания сварочного инвертора входит транзистор 4n90.
- Отдельный элемент отвечает за питание слаботочной части конструкции.
- Для контроля основных параметров устанавливается ШИМ контроллер. Он представлен сочетанием датчика тока нагрузки и трансформатора.
- Отдельный блок отвечает за защиту конструкции от воздействия тепла. При прохождении электрического тока некоторые элементы могут серьезно нагреваться. Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.
- Блоки управления, которые позволяют устанавливать основные параметры, а также элементы индикации.
Пример принципиальной схемы для тока 250А
Оборудование диодного моста для сварочного аппарата производится и устанавливается с учетом мощности устройства и некоторых других моментов. Каждый аппарат имеет свои особенности, которые рассмотрим далее подробно.
Power Electronics
Далее, сигналы от него поступают на:. Вырабатывает аналогичные сигналы операционный усилитель, потому что на вход подается сформированный в изделии постоянный ток с высокими показателями силы. Кроме этого, устройство принимает сигналы от контуров защиты, установленных в цепи. Такие предосторожности необходимы, чтобы быстро отключить подачу электрического питания во время критической ситуации.
За счет чего уменьшается вес сварочного аппарата
Инвертор — сложное электронное устройство, но простое в использовании, его подключают к электрической цепи с напряжением V и без опасения проводить сварочные работы. Такие изделия пользуются повышенным спросом у домашних мастеров, потому что для надежного соединения металлических конструкций не требуется специальных навыков сварщика, а нужны только осторожность и аккуратность.
Оставить комментарий X. Содержание 1 Виды источников тока 1.
Конденсаторы, установленные в фильтре, после активации зарядки способны выдавать большой силы ток, который сжигает, поэтому инвертор обеспечивается плавным пуском. Какую максимальную температуру может выдавать газовая горелка? Устройства забирают на себя всю мощность, что снижает выделение тепла в несколько раз. Лучшими признаны модели СВВ и К Для охлаждения и защиты от перегрева хорошо подходят радиаторы от компьютеров системных блоков типа Pentium 4 и Athlon Корпус понадобится для компактного размещения всех компонентов.
По ширине в нем должен свободно разместиться трансформатор.
Основные сведения про инверторные аппараты
Для установки плат должны быть перемычки. Верхний защитный кожух можно согнуть из листа 0,5—1 мм, сварить или сделать составным из нескольких пластин. В листах, закрывающих боковые стенки, выполнить вентиляционные отверстия. На корпусе должна быть ручка для транспортировки.
Конструкция должна легко разбираться. На фронтальной панели делают пазы под установку кнопки включения, переключателей тока, ШИМ-контроллера, световых индикаторов и разъемов. В качестве декоративного покрытия подойдет обычная или молотковая краска красного, синего и оранжевого цветов. Блок питания сварочного инвертора вполне можно сделать из бесперебойника. Потребуются только трансформатор и корпус ИБП с удаленной остальной начинкой.
После подачи напряжения В нужно найти пару с разностью потенциалов 15 В.
Эти провода станут выходом из БП. Здесь потребуется еще поставить диодный мост, к которому будут подключаться потребители. На выходе получится напряжение около 15 В, которое просядет под нагрузкой.
Тогда вольтаж придется подбирать опытным путем. Импульсный блок питания позволяет снизить габариты и вес трансформатора, сэкономить материалы. Мощные транзисторы постоянного напряжения, установленные в инверторной схеме, обеспечивают переключение с 50 до 80 кГц.
Схемы аппаратов Сварис
Сварочный аппарат Сварис 200 характеризуется простотой в применении и невысокой стоимостью. Уже моделям Сварис 160 были присущи высокие эксплуатационные характеристики, а новый вариант исполнения был усовершенствован. Схема инверторного сварочного аппарата определяет следующие эксплуатационные характеристики:
- Максимальный показатель потребления составляет 5 кВт.
- Сварочный ток может варьировать в пределе от 20-200 А.
- Показатель напряжения холостого хода 62 В.
- Показатель КПД 85%.
- Рекомендуемые электроды 1,6-5,0.
В целом можно сказать, что инвертор выполнен по классической схеме, которая была рассмотрена выше.
Схема инверторного сварочного аппарата Микроша 200 и 220
Описание работы схемы электрической принципиальной сварочных инверторных аппаратов
_ «МИКРОША»
Высокое разрешение изображения
При включении в сеть замыкаются 2 группы контактов выключателя S1. При этом S1.1 подключает напряжение питания к диодному мосту сетевого выпрямителя через конденсатор С7. На частоте 50 Гц конденсатор имеет реактивное сопротивление несколько сотен Ом, что позволяет обеспечить плавную зарядку электролитических конденсаторов сетевого фильтра. Цепь S1.2 включает цепь питания реле. По мере зарядки конденсаторов цепи +300В, заряжается и конденсатор временной задержки С13 через резисторы R44, R45, R50. При достижении напряжения на нем уровня +2,5В управляемый стабилитрон VD15 открывается, реле К1 срабатывает, шунтируя своими контактами С7.
При неисправности в высоковольтной цепи +300В ( транзисторы, либо эл. конденсаторы- утечка ), VD15 не откроется, напряжение +15В будет присутствовать на его катоде и резисторе R25, транзистор VT1 откроется, шунтируя терморезистор R4, что вызовет срабатывание компаратора на ОУ2 «ПЕРЕГРЕВ, АВАРИЯ» и блокировку ШИМ контроллера.
Блок питания +15В построен на ТОР258GN. Представляет собой DC-DC преобразователь без гальванической развязки. Сумма напряжений стабилитронов VD5 и внутреннего стабилитрона микросхемы 5,6В задает величину выходного напряжения ( 5,6+9,1=14,7В ). Параллельно внутреннему установлен защитный стабилитрон VD6. Кроме того VD16 защищает цепь питания от непредвиденных ситуаций и при превышении уровня напряжения вызывает срабатывание защиты микросхемы по току.
КОМПАРАТОРЫ ЗАЩИТ
М/сх IC2 — LM224D : ОУ2 выв.5,6,7 – на вывод 5 подается опорное напряжение 2,3В с делителя R5, R6. На инвертирующий вход 6 – с делителя R3, R4. При нагреве радиатора диодов сопротивление терморезистора уменьшается с ростом температуры. Когда величина напряжения этого делителя уменьшается до уровня опорного, на выводе 7 появляется высокий уровень напряжения, которое через резистор R39 поступает на светодиод «ПЕРЕГРЕВ» и на аналоговый вход PIC контроллера (1). Через R37 это же напряжение поступает на сумматор аварийных сигналов –ОУ3 (выв.8,9,10), с выхода 10 блокируя работу ШИМ контроллера через транзистор VT6. Так же к ОУ2 (выв.5,6,7) подключены транзисторы VT1, VT2. Первый открывается при аварии в цепи +300В, второй открывается сигналом PIC контроллера при низком/высоком напряжении питания, что вызывает ту же реакцию, что и нагрев терморезистора. Компаратор ОУ2(5,6,7) обладает гистерезисом, смещая температурный порог обратного включения через R24, VD7.
ОУ1 выв. 1,2,3 – мониторит напряжение +15В. Опорное — R22, VD8, измеряемое – R20, R21. При включении аппарата, при достижении уровня питания +13,5В на выв.1 появляется лог.0. При снижении напряжения менее 11,5В – лог.1, поступающая на сумматор ОУ3 (5,6,7), запрещая подачу питания на ШИМ контроллер IC4. Гистерезис обеспечивается цепью R34, VD17. Данная защита необходима транзисторам инвертора. При снижении амплитуды импульсов управления менее 10В возможен переход силовых транзисторов в линейный режим с большими потерями и как следствие – выход из строя с разрушением кристалла.
ОУ3 выв. 5,6,7 – компаратор-сумматор. При появлении на входе 10 хотя бы одного сигнала: а) с термодатчика №1 через R37, б) с компаратора питания через R35, в) с термодатчика №2 через R40, вызывает появление напряжения высокого уровня на выводе 8, которое запирает транзистор VT6, блокируя подачу питания ШИМ контроллера.
Работа термодатчика №2 на IC3 ничем не отличается от описанного ранее №1. Он устанавливается на аппараты с ферритовыми сердечниками и настроен на температуру срабатывания по перегреву феррита 95-100 С. На модификациях с нанокристаллическими сердечниками он отсутствует.
ОУ4 выв. 12,13,14 – усилитель ошибки. Сигнал с трансформатора тока TV1 выпрямляется диодным мостом VD11-VD14, интегрируется цепью R23, C12 и через резистор R38 подается на инвертирующий вход 13 ОУ. На его неинвертирующий вход приходит напряжение задания величиной от 0В до +5В с резистора регулировки тока сварки R88. Величина проинтегрированного напряжения с ТТ имеет аналогичный порядок. Напряжение управления с вывода 14 IC2 через делитель/интегратор R54, R63, C24 поступает на вывод 2 IC4 ШИМ контроллера для регулировки тока по среднему значению. R32, C14 – цепь коррекции.
IC4 – SG2525AP – двухтактный ШИМ контроллер. Рабочая частота для ферритовых сердечников в моделях 160, 180 – 60 кГц. Для нанокристаллических – 42 кГц. Для моделей 200 и 220 – 42 кГц для любых сердечников. Стандартное включение. Цепи коррекции. Выходные сигналы усиливаются транзисторными сборками IC5, IC6 для раскачки трансформатора гальванической развязки ( ТГР ). На выходах ТГР – предусилители-корректоры (драйвера) выполнены по схеме с отрицательным смещением в паузе. На затворы силовых транзисторов подается сигнал, имеющий в импульсе амплитуду +15В, в паузе -2,7В. Отрицательное смещение необходимо для защиты от приоткрывания транзистора противоположного плеча от случайных наводок и флюктуаций.
Силовая часть – полумостовой квазирезонансный преобразователь. Частота коммутации выше резонансной частоты, образованной контуром С44, 45, 46, 47, 50, 51 совместно с индуктивностью рассеяния трансформатора, в связи с чем форма вершины импульса тока имеет несколько колоколообразный, закругленный вид и ток выключения транзистора не превышает его тока включения, не взирая на отсутствие выходного дросселя. Силовой трансформатор имеет соотношение витков 14/6=2,33 что позволяет работать при низком напряжении в электросети. Для 200-220 модификаций с ферритовыми сердечниками 16/7=2,28, с нанокристаллическими – 11/5=2,2.
Защита от приваривания электрода. При наличии дуги на выходе – напряжение на С49 всегда будет более 18В. Оптрон ОС3 открыт. Напряжение задания с R88 поступает на усилитель ошибки IC2 (выв.12). При КЗ на выходе С49 разряжается через R114,115,116 в течении 0,5-0,8 сек. Далее оптрон закрывается и напряжение задания падает до минимально возможного значения.
Регулировка тока и форсажа производится переменными резисторами R88, R91. При горящей дуге выходное напряжение составляет не менее 18В. При дуговой сварке покрытым электродом дуга при меньшем значении напряжения существует кратковременно и стремится потухнуть. Выходное напряжение интегрируется цепью R96, R97, R111, C65. При его штатном значении стабилитрон VD34 открыт, транзистор оптрона ОС2 так же открыт, шунтируя переменный резистор «форсаж». При значениях выходного напряжения, стремящихся к КЗ, т.е. менее 18В, стабилитрон закрывается, транзистор оптрона так же закрывается и резистор R91 подключается в цепь задания тока, увеличивая его на заданную величину. Это же значение поступает на второй аналоговый вход процессора – выв. 3 платы индикации. Контроллер индицирует изменяющиеся значения тока уставки.
Ограничение выходной мощности осуществляется оптроном ОС1. Вызвано необходимостью снижения выходной и потребляемой мощности при значительном, нештатном растягивании дуги, либо при тестировании оборудования с помощью балластного реостата на большом, не соответствующем ГОСТ значении сопротивления нагрузки. Т.к. аппараты имеют большой запас по Ктр силового трансформатора и соответственно по возможности ШИМ регулирования, то могут тянуть дугу, например модели 200 и 220 до 40В при 200А. Это вызывает перегрузку диодных мостов, эл. конденсаторов и т.д. Делитель R87, R89 подобран таким образом, что для моделей 160, 180 ограничение начинается при превышении напряжением значения 27,5В, для 200, 220 – 30В. При достижении этих значений, открывается управляемый стабилитрон VD26, транзистор оптрона ОС1 открывается, подключая делитель R66, R67 к напряжению задания. Ток уменьшается.
Измерение напряжения электросети . По цепи делителя VD39, C37, R95, R101, R102, через LC фильтр L2, C55 измеряемое напряжение подается на выв.2 платы индикации и поступает на первый аналоговый вход контроллера PIC18F14K22. Процессор периодически выводит значение напряжения на индикатор, сменяя значение тока уставки.
Плата индикации. Программа прошивается и проверяется до установки в основную плату. Задействованы оба АЦП и один цифровой вход процессора. При поступлении сигнала «ПЕРЕГРЕВ», либо значения напряжения сети менее 85 и более 255 вольт, выдается сигнал блокировки работы с вывода 7 платы, который поступает через резистор R49 на базу транзистора VT2, вызывая по цепям ОУ блокировку ШИМ контроллера. Возможна только калибровка по напряжению сети. Для этого необходимо при выключенном аппарате замкнуть «джампером»(перемычкой) двухштыревой разъем на плате индикации. Установить с ЛАТРа сетевое напряжение 220 вольт. Включить аппарат. При этом на индикатор будет выводиться мигающее значение 220. Контроллер измеряет, усредняет и запоминает это напряжение, как эталонное, в течение некоторого времени. Для ранних моделей – 30 сек, для более поздних – 10 сек. Затем значение цифр сменяется на мигающие 100. Необходимо уменьшить напряжение питания с ЛАТРа до величины 100 вольт, затем снять «джампер». После этого процессор начнет запоминать эталонный уровень 100 вольт. По окончании «мигания» необходимо выключить аппарат. После повторного включения снизить напряжение сети до 85 вольт. Должна сработать блокировка, засветится светодиод «перегрев» и на более поздних моделях на семисегментном цифровом индикаторе бегущей строкой появится сообщение «НАПР. СЛАБОЕ» и мигающие цифры 85. Проверить обратное включение при напряжении 90 вольт. Аналогично протестировать аппарат при напряжении 255В – блокировка и появление надписи «НАПР. ОГО-ГО», «255». При 250В – снятие блокировки. Далее замкнуть любой терморезистор проволочной перемычкой. Блокировка и появление надписи «ПЕРЕГРЕВ 100 С». Лексическая бедность сообщений вызвана невозможностью отображения на цифровом индикаторе большинства букв русского алфавита.
РЕМОНТ
При проверке работы схемы управления от блока питания, без подачи высокого напряжения, подать +15В в схему, подпаявшись, например к VD16. Предварительно необходимо заблокировать защиту от пониженного напряжения электросети, для чего замкнуть проволочной перемычкой резистор R26.
При проверке моделей 200, 220 необходимо подать напряжение +27В, подпаявшись к местам пайки выводов вентиляторов.
Проверить осциллографом наличие импульсов +15, -3В на затворах транзисторов FGH40N60SMD.
ВНИМАНИЕ ! Нельзя менять местами провода, идущие с сетевого выключателя S1.1, S1.2. Одна группа контактов коммутирует напряжение сети. Другая, напряжение питания реле. При попадании напряжения сети в цепь питания реле, как минимум придется заменить VD15, VD16. На ранних моделях применялся выключатель большего размера для коммутации полного тока, потребляемого от сети. Данные выключатели показали свою крайнюю ненадежность, в связи с чем и была произведена модернизация с изменением цепей коммутации.
НЕИСПРАВНОСТИ
1. Ток не регулируется. На индикаторе значение 00. Поломка переменного резистора регулировки в результате фронтального удара. Заменить резистор 10 кОм .
В моделях выпуска с февраля 2015 г. резисторы заменены на другие, с дополнительным креплением к плате. Печатная плата изменена. Крышка корпуса удлинена на 5 мм для дополнительной защиты регуляторов.
2. Вращение регулятора «ФОРСАЖ» изменяет значение тока. Ток при попытке сварки минимален, сварка невозможна. Повышенное напряжение холостого хода +95_+115В. Причина — отсутствует контакт выхода + с диодом VD37. Осуществляется через заклепку на радиатор крепления диодов VD35, VD36. Устранение неисправности — припаять провод к диоду VD37, другой конец к выходной клемме +. На последних моделях провод добавлен штатно, дублируя контакт через заклепку.
Аналогично проверить контакт минусового провода на оптроны ОС2, ОС3.
3. Блок питания делает попытки запуска и уходит в защиту. Либо при напряжении от ЛАТР 80 – 230 В запускается штатно, а при подаче напряжения сети 230-250В начинает «икать» или запускается, а через некоторое время снова уходит в защиту. Причина – повышенное потребление тока схемой управления. Разрядив сетевые электролиты, подать напряжение от лабораторного блока питания, зашунтировав R26. Проверить осциллограммы на затворах. Проверить потребление тока от лабораторного БП. Оно не должно превышать величину 1 ампер. При повышенном потреблении тока отпаять выводы вентиляторов. Проверить потребление тока каждым вентилятором в отдельности. В аппарат устанавливались вентиляторы с током потребления 0,2 и 0,3 ампера. Либо оба 0,2А, либо задний 0,3 а передний вентилятор 0,2А. Если обнаружено, что в результате ошибки и пересортицы производителя установлены оба вентилятора с током 0,3А, то необходимо последовательно со вторым припаять резистор мощностью 1-2Вт сопротивлением 24-27 Ом. Мощность и потребление тока вентилятором снизится и м/сх TOP258GN перестанет уходить в защиту. Изменить порог защиты по току в данной м/сх невозможно.
4. Выход из строя силовых транзисторов в результате попадания влаги, грязи и т.д. пояснений для опытных мастеров не требует. Замена сложности не представляет. Необходимо зачистить от лака радиатор по краю места посадки транзисторов. Проверить исправность стабилитронов в драйверах, затворных резисторов. Подать питание от БП, как описано ранее и проверить осциллограммы.
5. Выход из строя диодного моста GBPC3508W. Аппарат молчит. Все напряжение сети приложено к конденсатору С7. Его реактивное сопротивление позволяет аппарату находиться в таком положении сколь угодно долго. Прозвонить мост. Заменить. Если перегрев произошел по причине повреждения заднего вентилятора – заменить вентилятор.
6. Постоянно светится «ПЕРЕГРЕВ». Пробой конденсатора С5 из-за наводок. Прозвонить Заменить на 0,1 мкфх100В размер СМД 1206, либо выводной.
7. Индикатор мигает, отображаемые цифры «999» — Сбой памяти контроллера. Необходимо перекалибровать по напряжению сети, как описано выше, в описании платы индикации.
Принцип работы схемы аппаратов 200 и 220 ампер аналогичен. Нумерация компонентов сохранена.
С уважением, инженер-конструктор
Малик Э. В.
Схемы моделей ММА-200 и ММА-250
Большое распространение получили модели ММА-200 и ММА-250. Эти инверторы практически идентичны, разница заключается лишь в нижеприведенных моментах:
- Схема сварочного инвертора ММА 250 предусматривает наличие в выходном каскаде по 3 резистора полевого типа. Все ни подключены параллельно. Схема сварочного инвертора ММА 200 указывает лишь на наличие двух резисторов.
- У новой версии три импульсных трансформатора, в то время как у старой только два.
Основная схема обеих моделей практически полностью идентична.
Схема инвертора ММА-200
Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.
- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.
При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Схемы других моделей
Как ранее было отмечено, практически все инверторы работают по схожему принципу, и создаваемые схемы могут отличаться несущественно. Все сварочные аппараты делятся на несколько основных групп:
- Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Подобная схема характеризуется высокой эффективность, а конструкция имеет небольшой вес.
- Для применения тугоплавких электродов применяется сварочное оборудование типа ММА+TIG. Они могут работать в среде инертных газов.
- На производственных линиях встречаются агрегаты с полуавтоматической подачей прутка. В этом случае работа, как правило, проводится в среде инертных газов или в специальных ванночках.
- При кузнечном или прочем ремонте используется точечная сварка.
Ремонт сварочных инверторов. Часть вторая.
Слава богу. Все вернулось на прошлое место на форуме. А то я утром не понял, куда я попал вообще. Вопрос к админу: может и не надо что то менять? Пусть уже останется так как есть. Очень неудобная новая версия. Ну это на мой взгляд. На сегодняшнее утро, в новой версии форума было всего 1225 человек (может это те, кто тестировал эту версию?). А ведь посетителей и участников форума значительно больше. Форум ведь очень большой. Потом около 4 часов спустя, наверное были устранения проблемм на движке, и вот только сейчас все вернулось на свои места. На прежнюю версию. Хороший форум, «да» необходима какая то систематизация по темам и подтемам. Но не так круто. С ув. к администрации форума. Сергей.
[email protected] , Denis.F , Там достаточно надежное реле. Там три контактные пары. Такие релюхи стояли даже в стабилизаторах напряжения 220В, причем достаточно мощных, около 5-7 кВт. А они щелкают там значительно чаще чем в сварочном аппарате. В стабилизаторе эти релюхи коммутировали БОЛЬШУЩУЮ индуктивную нагрузку на автотрансформаторе, и это в то время, когда нагрузка от стабилизатора НЕ отключается. А здесь его функция значительно проще: один раз включиться и пропускать ток, эти самые около 5 кВт, до момента выключения аппарата. А перед этим емкости по сети, которые были только что до момента включения аппарата разряженными, т.е. практически почти коротким замыканием (ESR) их нужно как то «плавненько» зарядить. Для этого и существует сначала резистор, или термистор, это без разницы. Через него (них) емкости зарядились, а потом срабатывает реле, и подает всю сеть 220В напрямую. Они (резистор, или термистор) для этого там и нужны. Ограничить бросок тока в момент включения аппарата. Поэтому проблемка думаю дальше. Их может быть две: сетевой (сетевые) диодный мост и ключи. Наверное так. Была бы очень полезна фотка не только самой платы, где все погорело, а и то, что стоит вообще рядом.