Литье пластмасс под давлением в домашних условиях
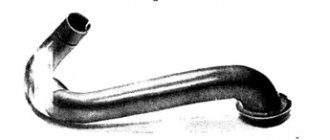
Этот видео урок канала очумелецТВ о том, как осуществлять литье пластмассы в домашних условиях. Расплавленная пластмасса не бывает полностью в жидком состоянии. Это густая масса, поэтому её льют под давлением. Чтобы создать его, мастер сделал металлический шприц. Использовал сантехнический сгон. Поршень. Направляющая.
Твердая пресс-форма. Из эпоксидной смолы. Изготавливать винтовой барашек. В качестве сырья использовал полипропилен. От старого ящика. В домашних условиях лучше лить полипропилен и полиэтилен, так как эти пластмассы нетоксичные.
При нагревании они не выделяют вредных продуктов. Мелкие кусочки заполняем в шприц. Ставим в духовку она 220-240 градусов. Деталь простая, поэтому пластик не стоит сильно перегревать. Пока греется пластик будем собирать пресс-форму.
Сначала закрепим болт на нужное расстояние. Достаточно потянуть руками, здесь не нужен гаечный ключ. Давление не столь высоко. Чтобы болты не ходил туда сюда, используем крышечку. Материал дсп. Устанавливаем крышку и стягиваем гайками. В отверстие будем заливать пластик.
Прошло 30 минут. Одеваем специальные перчатки, достаем шприц. Быстренько накручиваем. Надавим, чтобы выдавить пластмассу. Устанавливаемых поверх пресс-формы. Давим. Выдерживаем определенное время. Необходимо держать под давлением, чтобы усадка была минимальная. Разберем форму и посмотрим, какое получилось изделие.
Видно, что всё пролилось. Извлекаем. Деталь получилась. Болт хорошо залился, сидит прочно. Выступы можно обрезать. Так можно делать литье полипропилена и др. в домашних условиях. Это самый примитивный кустарный способ. Чтобы можно было быстро и легко отлить изделие.
Литье из пластмасс в домашних условиях
Мелкие детали моделей изготавливают обычно из пластмассы или металла механической обработкой. Однако когда их требуется много, детали лучше отливать из пластмассы в гипсовые формы.
Приготовить пластмассу можно из акрилатного порошка АКР-7, замешенного на растворителе до тестообразного состояния. Оба необходимых компонента имеются в зубопротезных наборах.
Если деталь симметрична и имеет несложную конфигурацию, например якорь, колесо или спасательный круг, то форму удобнее сделать разборную, из двух половин, которые можно будет использовать многократно.
Формуя, металлические или пластмассовые литейные модели вдавливают в еще не застывший гипс до плоскости симметрии (разъема) и дают застыть. Вторую половину формы заливают, предварительно смочив нижнюю часть слабым мыльным раствором, чтобы облегчить разделение половин. Верхняя часть формы должна иметь сквозное отверстие: диаметр 3-4 мм для заполнения пластмассой и выхода излишков её при полимеризации. Вынув литейную модель и сложив обе половины, стягивают их между собой шпагатом или резиной — и форма готова.
Рис. 1. Разборная форма для литья: 1 — основание формы; 2 — верхняя половина; 3 — установочный стержень (дерево); 4 — пластмассовая модель; 5 — картонная коробка. Для изготовления детали сложной конфигурации необходима форма, состоящая из трех и более частей. Здесь лучше использовать метод, применяемый в точном литье, — по выплавляемой модели.
Рис. 2. Не разборная форма для литья: 1 — гипсовая заливка; 2 — парафиновая модель; 3 — установочный стержень (дерево); 4 — картонная коробка.
Форма при этом будет неразъемной, то есть одноразового пользования. Модель для ее получения делают из парафина, заливают раствором гипса, предусмотрев в самой верхней части цилиндрическое или коническое, расширяющееся кверху отверстие диаметром 3-5 мм — литник. Через 30-40 мин застывшую гипсовую форму погружают в сосуд с холодной водой литником кверху и кипятят до полного расплавления литейной модели. Парафин, как более легкий, вытесняется из формы водой и всплывает на поверхность. Затем, не вынимая форму, воду охлаждают и с ее поверхности снимают слой застывшего парафина. Для удаления из формы его остатков прогревание следует повторить.
Благодаря этому способу получаем в гипсе полость, точно воспроизводящую форму детали, Если внутри будущей детали желательны крепежные элементы, то следует вставлять их в парафиновую литейную модель, чтобы при выплавлении они не сместились. Например, если требуется иметь в детали металлическую гайку, то ее ставят с выступающим болтиком и все заливают гипсом. Тогда свободный конец болтика окажется в толще гипса и после выплавки парафина удержит гайку в нужном месте. При неразборной форме пластмассу приготавливают в стеклянной посуде, доводя до консистенции жидкой сметаны. Перемешав массу стеклянной палочкой, вливают через литниковое отверстие в форму. Приготовление полимера и заполнение формы производят без задержки, так как масса быстро густеет. В момент заливки форма изнутри обязательно должна быть увлажненной, иначе поверхность готовой детали получится шероховатой и пористой.
Заполненную форму выдерживают при комнатной температуре 15-30 мин до резиноподобного загустения массы. После чего ее уплотняют через литниковое отверстие стеклянной или деревянной палочкой. Уплотнённая поверхность массы не должна доходить до верхнего края формы на 3-5 мм, так как при полимеризации акрилат расширяется.
Литниковое отверстие прикрывают увлажненным целлофаном и обрезком фанеры и затягивают струбциной. Затем форму вместе со струбциной погружают в кастрюлю с водой комнатной температуры и постепенным нагревом в течение 30-40 мин доводят до кипения. Оно не должно быть бурным и продолжается не менее 45 мин. После этого нагрев прекращается, и форма выдерживается в кастрюле еще 15-20 мин. Для получения более качественной отливки необходимо медленное полное охлаждение формы до комнатной температуры.
А. Партин
Изготовление пресс-формы
Далее смотрите видео о том, как сделать пресс-форму, чтобы лить пластмассу.
Станок для литья полипропилена
Автор канала ОумелецТВ показал изготовленный своими руками станок для домашнего литья пластмассы. Он электрический. Поршень ручной. Термостат для точного контроля температуры. На видео показана его испытания. Для этих целей он будет лить нейлон или полиамид. Есть еще одно название – капрон. Из нейлона обычно делают крестовины для стульев. Как раз такая нашлась у мастера, он её раскрошил. Перед применением кружку нужно просушить при температуре до 100 градусов. Это нужно делать в течение 2-4 часов.
Загрузим гранулы в станок. Установим 250 градусов. Это оптимальная температура для литья полиамида. Подождем, когда наберется необходимое градусы. Потом установим поршень. Станок вышел на оптимальный режим, индикаторная лампочка горит. Теперь нужно подождать 5 минут, чтобы пластик полностью прогрелся изнутри.
Полиамид нагрелся. Ставим его на пресс-форму. Вдавливаем. Делаем выдержку под давлением. Видно, что он залился. Дадим ему немного остыть. Теперь разбираем пресс-форму. Училась пластмассовое изделие. Как видите, усадки нет.
Выбираем материалы
Для литья можно использовать жидкую пластмассу, полиэфирную смолу, гипс вперемешку с клеем ПВА и т. д. Выбирая тот или иной вариант, следует учитывать следующие его характеристики:
- вязкость;
- рабочий срок.
Второй параметр обозначает время, на протяжении которого можно манипулировать еще не застывшим материалом. Это как минимум 5 минут. Если подходящего материала не удалось найти, то примените обычную эпоксидную смолу, которая продается во всех автомобильных магазинах.
Станок для литья пластмассы дома
Далее видеоматериал, объясняющий, как изготовить станок для литья пластмассы. Что для этого потребуется в домашних кустарных условиях? Шток с поршнем. Труба на три четверти в качестве цилиндра. Полдюймовой переходник на 3/4 трубу. Штуцер, срезанный для удобства. Металлическая прокладка со слюдой для изоляции. Термостат. Он регулирует температуру до 350 градусов. Тен на 600 ватт. Две гайки и коробка для крепления термостата. Одеваем переходник. Закручиваем шайбу. Для того, чтобы нихром не сползал вниз.
Начинаем собирать блок управления. Потом прикрепим термопару от термостата к корпусу цилиндра. Автор не стал показывать, как он будет все это собирать, но представил схему. На фото устройства показано в сборе.
Крепим блок управления к шприцу. Затягиваем гайками. Термопары по длине достаточно. Теперь нужно закрепить. Слюда для предотвращения проскакивания термопары через керамические изоляторы. Для перематывания используется не просто нить, а кремнеземная. Она жаростойкая, то есть не горит, не плавится. Можно использовать асбестовый шнур. Но поскольку его не было в наличии у мастера, пришлось покупать кремнеземную.
Обматываем ТЭНом. Далее можно использовать минеральную вату или асбестовую ткань. Необходимо для избежания теплопотерь. Мастер использовал минвату от старой духовки. Алюминиевым проводом зафиксировал. Сборка закончена. Можно проводить испытания под давлением.
Выставляем термостат на 100 градусов. Посмотрим, как в этом режиме дома будет работать станок.
Как сделать форму
Для МиниТПА не требуется полноценная пресс-форма для литья деталей из пластмасс.
Достаточно сделать формообразующую деталь, являющуюся частью любой пресс-формы.
Форма может состоять из одной-двух-трех и так далее деталей. Главное: они должны плотно соединяться и удерживаться в собранном состоянии в момент впрыска пластмассы. Затем после впрыска форма должна легко разбираться на составляющие, а сама деталь без проблем извлекаться после отливки.
Изготовление формы будет показано на примере выполнения задания литья клипсы для шнура. Этот пример для станка с автоматическим узлом смыкания, модификации для ручного станка также описаны ниже.
1. Отрисовываем изделие.
2. Поскольку деталь небольшая, то таких деталей можно отливать по нескольку штук за раз. Принято решение лить 2 штуки за раз, поскольку требуется небольшое количество изделий.
Рисуется компьютерная модель половины формы, содержащей 2 детали. Впрыск планируется в середине между изделиями. Поскольку требование к изделию не являются высоким, то литьевые каналы принято сделать широкими для более легкого литья.
По углам предусматриваются отверстия с резьбой.
Вы можете скачать zip-архив с файлами этой пластины в формате stp и iges по этой ссылке.
3. Передняя пластина (вторая половина формы) представляет собой гладкую поверхность с отверстием посередине для сопла МиниТПА и также четырьмя отверстиями с резьбой для крепления.
4. Для себя мы разработали набор рамок для крепления разногабаритных форм со множеством сквозных отверстий и с большими отверстиями по углам для посадки на направляющие.
Впоследствии, мы отказались от рамок в исходном виде, оставив от них лишь вертикальные части с бронзовыми втулками.
К отверстиям крепятся формы, размеры отверстия для нашего случая указаны на странице «Чертежи». Вы же вправе выбирать их и располагать так, как требует Ваша деталь.
5. Собираем все конструкцию на станке, делаем пробную отливку. Все готово.
6. В нашем случае, мы доработали форму, оснастив ее толкателями для работы в автоматическом режиме.
Пример работы ниже на видео:
Форма для литья в ручном режиме на рабочем столе
Форма для литья в ручном режиме будет иметь минимум отличий: отверстие в ровной пластине делать не нужно — впрыск будет происходить по линии смыкания двух пластин (полуформ).
Форму нужно будет закрепить на рабочем столе. Верхний рычаг будет удерживать форму от раскрытия, второй — двигать весь рабочий стол к соплу для впрыска.
Надеемся, эта информация будет полезной для Вас при проектировании и изготовлении формы.
Изготовление двойного дюбеля для монтажа теплого пола
Согласно приведенному выше алгоритму была спроектирована и испытана форма для литья
двойного дюбеля для монтажа теплого пола.
Форма
Форму делали из алюминия по двум причинам. Первая — проверить одну гипотезу (техническое решение), вторая — минимизировать риски в случае неудачи и заодно сэкономить в случае удачи. Все получилось.
Изготовление пластиковых изделий и форм своими руками
Бизнес идея для организации мелкосерийного производства изделий из различных литьевых материалов в домашних условиях. Благодаря инновационным технологиям сегодня при изготовлении пластиковых изделий можно обойтись без дорогих станков термопласт автоматов. Более того, наладить мелкосерийное мини-производство можно прямо на своем рабочем столе. Данную бизнес идею можно рассматривать в двух направлениях:
- Как основной бизнес по изготовлению готовых изделий и форм путем литья из:жидкого:
- пластика;
- силикона;
- полиуретана;
- прозрачных смол и прочих материалов.
- Изготовление форм как эффективное дополнение к другим видам бизнеса в области:
- строительства;
- пищевой промышленности;
- мыловарения.
В первом и во втором случаи литье в домашних условиях не требует больших вложений финансовых средств. Начать литьевой бизнес можно просто сейчас.
Как сделан пластик?
В этом разделе статьи мы дадим пошаговый процесс, который используется для изготовления пластика на промышленном уровне.
Извлечение сырья
Для изготовления пластика первым требованием является закупка сырья. Эти сырьевые материалы включают уголь, сырую нефть и природный газ. Обеспечение это только первый шаг.
Очистка, чтобы избавиться от нежелательных частиц
После того, как сырье было закуплено, его нельзя сразу использовать. Он смешан с большим количеством примесей, которые необходимо отфильтровать. Этот процесс фильтрации и очистки происходит на нефтеперерабатывающих заводах. Проще говоря, добытая сырая нефть поступает на нефтеперерабатывающий завод, где она разлагается на различные нефтепродукты. Из этого процесса рафинирования мы можем получить мономеры, которые помогают нам в производстве пластмасс.
Эти мономеры также являются строительными блоками пластиковых полимеров. Вам может быть интересно, как происходит процесс очистки — вся сырая нефть помещается в печь и нагревается. После этого он отправляется в установку для перегонки. В этой перегонной установке вся сырая нефть разбивается на более мелкие и легкие соединения, называемые фракциями. Из всех получаемых фракций наиболее важной для процесса изготовления пластика является нафта.
Полимеризация
Это, наверное, самая сложная часть производственного процесса. В этой части процесса такие соединения, как этилен, пропилен, бутилен и т. Д. Превращаются в полимеры с более высокой молекулярной массой. Это также означает, что первоначально мономеры превращались в полимеры. Вот почему этот шаг называется полимеризация. При производстве пластмасс происходит два типа полимеризации:
1. Дополнительная полимеризация — В этом типе полимеризации мономер соединяется со следующим (димером), и цепочка продолжается. В основном вы продолжаете добавлять больше мономеров к исходному. Для облегчения такого типа полимеризации используется катализатор. Наиболее часто используемый катализатор — это разновидность перекиси. Примерами пластиков, использующих аддитивную полимеризацию, являются полиэтилен, полистирол и поливинилхлорид. 2. Конденсационная полимеризация — Этот тип полимеризации включает соединение 2 или более разных мономеров. Процесс конденсации происходит из-за удаления более мелких молекул, таких как вода. Этому процессу также способствуют катализаторы. Примерами пластмасс, полученных конденсационной полимеризацией, являются полиэстер и нейлон.
Составление и обработка
Процесс рецептура включает в себя плавление и смешивание различных материалов с образованием единого материала, в данном случае пластика. Затем смесь превращается в гранулы, которые могут быть отлиты в различные предметы в соответствии с потребностями производителя. Эти гранулы могут быть разных цветов, непрозрачности и формы. Все это делается на машине.
Изготовление с помощью жидких пластиков
Процесс изготовления осуществляется с помощью жидких пластиков и силиконовых форм. Теперь появилась возможность в домашних условиях производить пластиковые изделия мелкими сериями:
- сувенирную продукцию;
- игрушки;
- бижутерию;
- запчасти для автотюнинга;
- запчасти для разных механических устройств;
- обувь;
- посуду.
Существуют компоненты для изготовления деталей из тонкостенного пластика, которыми можно существенно расширить ассортимент продукции и производить детали любой сложности. Например, смешивание двух компонентов марки Axson FASTCAST F32 от французского производителя позволяет получить супер-жидкий пластик, который оттекает мельчайшие складки рельефа формы модели. К тому же он безвредный для детей и не имеет запаха.
Подготовка к производству
Для организации производства потребуется в первую очередь модель-образец. По ней сначала нужно сделать форму из специальных силиконовых или полиуретановых компонентов. С опытом и качеством материалов можно научиться снимать формы с моделей на таком высоком уровне, что будут даже видны отпечатки пальцев на изделиях (при необходимости). То есть копия получиться на уровне идентичности, которую нельзя отличить не вооруженным глазом. Пластиковым изделиям можно придать сложные компаунды с любым рельефом. Если нет готовой модели для образца, а нужно сделать уникальные изделия, ее можно заказать у владельцев 3D принтера. Кстати литье существенно превышает по показателям производительности 3D печати из пластика.
Когда ваше изделие готово его можно оформить с помощью сопутствующей продукции, которая прилагается к жидким пластикам:
- краски для художественных эффектов;
- грунтовки;
- клея.
Естественно в некоторых случаях без творчества не обойтись, и придется вручную разрисовать изделия, что может отразиться на производительности. Но создания каждого бизнеса это бесспорно творческий процесс. Ведь управление финансами – это искусство.
Приступаем к процессу литья
Этап первый. Прежде всего, берем разрезную форму и тщательно чистим ее, чтобы в итоге получились сухие и чистые поверхности. А все остатки, которые остались после завершения процедуры, удаляем.
Этап второй. По необходимости мы сможем несколько изменить оттенок нашего рабочего состава. Вполне достаточно добавить для этого одну каплю краски нужного цвета (но только не водной, так как у пластика на нее особая «аллергия»).
Этап третий. Что же касается дегазации рабочей смеси, то в этом вообще нет никакой необходимости. Объясняется все достаточно просто: производство пластмассы на дому априори предусматривает непродолжительный эксплуатационный срок готового изделия. А вот для того, чтобы удалить воздушные пузырьки из маленьких деталей, мы можем воспользоваться любым подходящим предметом и сделать все вручную.
Этап четвертый. Далее необходимо тщательно перемешать все компоненты, после чего мы заливаем готовую смесь в разрезную форму (но обязательно тоненькой струйкой). Заливаем до тех пор, пока весь внутренний объем формочки не заполнится, а вместе с ним и незначительная часть канала для литья. После этого, когда будет закончен процесс дегазации, материал несколько уменьшится в объеме и получится как раз таким, как нам нужно!
Обратите внимание! В заключение – последний совет. Дабы добиться максимального качества деталей, матрицу следует охлаждать постепенно, не торопясь. Если будете следовать всем инструкциям, то у вас обязательно все получится! Удачи в работе.
Изготавливаем изделие из жидкого пластика
Технология создания идеального мелкого рельефа при изготовлении в силиконовой форме своими руками. Для начала необходимо подготовить все компоненты и материалы. Нам потребуются:
- Селикон Platinum.
- Жидкий пластик Axson FASTCAST F18 (цвет белый, имеет консистенцию воды, без запаха!).
- Краситель для силикона алого цвета.
- Полиуретановый лак.
- Весы.
- Шприц.
- Пилка-баф.
Надежно закрепляем модель-образец на дне опалубки для формирования формы, с помощью нейтрального воскового пластилина (чтобы избежать подтекания силикона). Красим силикон, из которого получиться готовая форма в алый цвет, чтобы на форме четко было видно качество вымешивания компонентов жидкого, белого на цвет пластика. Полезный совет: чтобы форма была идеальна, следует предварительно модель-образец обмазать силиконом с помощью широкой кисточки. Таким образом, аккуратно заполнить все углубления рельефа компаунды. Только после этого, заливаем форму полностью. Силиконом заполняем всю опалубку. Оставляем на закрепления структуры формы 7-8 часов. Самое трудное позади.
Поздравляем. Теперь у вас есть готовая форма для неоднократного производства изделий-копий модели-образца. Перед началом литья убедитесь в том, что форма полностью высушена, дабы избежать образования пузырьков. Потом очень тщательно смешиваем компоненты пластика 1:1 по весу (для этого лучше использовать аптечные или лабораторные электронные весы). Время схватывания 7 минут, но для полного закрепления потребуется еще 20 минут. Этот пластик нейтрален к силикону и не прилипает к нему. Но после многократного использования компаунды со временем, возможно, понадобится смазка-разделитель с защитными свойствами EaseRelease. После истечения необходимого времени достаем готовое изделие, которое скопировано точно по образцу.
Делаем форму
Для отливки в домашних условиях нескольких деталей из пластика вам понадобится мастер-модель. Сделать ее можно из чего угодно. Вам подходят: — пластилин; — гипс; — дерево; — бумага и многие другие материалы.
Сделайте модель детали, которую будете отливать. Обмажьте ее литолом или другой смазкой. После этого сделайте форму. Все большую популярность приобретают формы из силикона. Это и понятно, работать с этим материалом легко и удобно, но нужно учитывать несколько обстоятельств. Во-первых, силикон бывает двух видов, заливочный и обмазочный. Во-вторых, у каждого вида – свой коэффициент удлинения и своя вязкость. Что касается первого параметра, то для литья пластмасс годится силикон с коэффициентом от 200%.
Обратите внимание на коэффициент вязкости. Чем она меньше, тем более точной получится форма. Это особенно важно, если вы собираетесь работать с заливочным силиконом. Учтите также время полимеризации. Если у вас заливочный силикон, мастер-модель поместите в опоку (она может быть из стали или, например, бронзы) и залейте силиконом. Обмазочный материал аккуратно нанесите кисточкой, учитывая все неровности. Дайте силикону застыть, после чего извлеките мастер-модель.
Опока представляет собой металлическую емкость. Она должна быть чуть больше мастер-модели.
Полиуретановые формы для строительства
Вместе с пластиковыми изделиями можно производить формы для литья. Применение литьевых форм в строительстве сейчас очень популярно. Можно производить компаунды для производства строительных материалов. Они долговечны и не требуют обработки специальными разделяющими смазками при изготовлении. Ведь бетон абсолютно нейтрален к полиуретану. Например, жидкие полиуретановые компаунды позволять изготавливать формы для заливки:
- бетонных декоративных изделий (плитки, заборы и др.);
- гипсовых элементов декорации интерьера (балясины, лепины и др.);
- жидкого пластика при создании самых разных изделий (сувениры, игрушки, статуэтки и др.).
Силиконовые формы для кондитера и мыловарения
Применение технологии литья в формах в пищевой промышленности вполне очевидно. Новые инновационные решения в области химии сегодня предлагают жидкие: пластики, силиконы, силиконовые массы, которые соответствуют всем нормам здравоохранения и имеют соответствующие сертификаты. Такими безопасными компонентами можно изготавливать формы для пищевой промышленности. Например, для производства:
Также компаунды пользуются большим спросом у мыловаров. Они всегда нуждаются в новых оригинальных формах, для создания продаваемых сувениров сделанных из мыла. Совершенно не сложно найти заказчика желающего изготавливать свою продукцию с уникальной формой.
Возможности небольшой бизнес-идеи
Данная бизнес-идея позволяет легко создавать востребованную продукцию своими руками. Готовые работы можно продавать через интернет-магазин. Также можно предоставлять услуги или продавать готовые компаунды для других производителей в других отраслях. Самое главное, что при всех этих широких возможностях домашнего бизнеса стоимость компонентов более чем доступна. Ассортимент компонентов широк и позволяет выбрать необходимые материалы для создания форм или их заливки. Все что потребуется это модель-образец, с которой будет снята форма. Такая бизнес-идея весьма привлекательна для домашнего бизнеса. Она не требует много затрат, позволяет производить полезные товары и увлекает творческим процессом производства.
Все о пресс-формах для литья пластмассовых изделий
Мы знаем о литьевых формах и их модификациях – всё, так как основное направление компании МетроПласт Инжиниринг – это литье пресс форм, а также производство пластиковых изделий (Москва и Московская область). В этой статье мы собрали данные, которые позволят получить представление обо всех доступных технологических возможностях создания пресс-форм.
Эта информация поможет сориентироваться в типах пресс-форм, а также на что влияет их отличие при производстве изделий из пластика (кроме цены пресс форм для литья).
Как устроены пресс формы для литья под давлением
Для понимания отличий в вариациях пресс-форм для литья – предлагаем ознакомиться с их назначением и стандартным устройством.
С помощью пресс форм для литья осуществляется многотиражное производство пластиковых изделий на заказ. Использование возможностей литья под давлением позволяет получить изделия с допусками до 0,01мм (на конструкционных пластмассах), что говорит об их высоком уровне исполнения и детализации.
Технологический процесс разработки пресс-форм для литья основан на фрезеровке и/или электроэрозии металлических заготовок. Главные конструкционные составляющие пресс форм для литья – это пуансон и матрица (их поверхность повторяет форму изготавливаемой детали). После смыкания обеих частей пресс-формы между ними впрыскивается разогретый до определённой температуры полимер (пластмасса).
Домашние ручные станки для литья
Для мелкосерийного литья пластмассовых деталей могут использоваться настольные аппараты. Это компактное оборудование, которое поместится в любой частной мастерской или гараже. Лить пластмассу на них можно в единичные либо многоместные формы, в зависимости от размера и серийности производства. Агрегаты отличаются от промышленного оборудования лишь небольшими размерами. Настольный пресс подходит для работы со всеми полимерами и легко управляется.
Этапы литья дома на станке:
- Монтаж аппарата и литьевой насадки.
- Установка формы и ее смазка силиконом;
- Загрузка полимера в бункер;
- Нагрев и размешивание материала при помощи шнека;
- Заливка сырья в пресс-формы;
- Выжидание охлаждения;
- Извлечение пластиковой детали.
Также в быту могут использоваться сварочные экструдеры, скрепляющие пластиковые детали для производства более сложной продукции.
Изготавливать пластиковые изделия своими руками возможно единично, в качестве развлечения, или при разовой необходимости. А также массово, на продажу или для последующего производства. Для этого подойдут самодельные формы и подручные средства либо специализированное, домашнее оборудование. Массовое литье выгодней доверить специалистам, так как для этого требуется дорогое, габаритное оборудование и работа опытного персонала.