05.02
2020
Качественная сварка невозможна без точного и правильного расчета силы тока – важнейшего параметра в технологии сварочных работ. Если этот показатель слишком низкий, стержень будет залипать, и поджига дуги не произойдет. Напротив, если выбраны слишком высокие токи, электродуга зажжется хорошо, но возможно прожигание металла детали. Кроме того, и сам стержень сгорит быстрее, чем положено, особенно, если он небольшого диаметра.
Как же рассчитать необходимую мощность? Каким током варить электродом того или иного диаметра? Давайте посмотрим деально.
Ключевые параметры расчета режима сварки
Правильно выбранный режим работы сварочного оборудования обеспечивает хороший и быстрый поджиг и стабильную электродугу. Помимо силы тока параметрами, которые влияют на настройку режима, являются:
- род тока (постоянный, переменный) и полярность постоянного;
- диаметр электродного стержня;
- марка электродного проводника;
- пространственное положение шва при выполнении работ.
Чем больше перечисленных показателей учитывается в расчетах, тем качественнее будет результат. Рассмотрим, какой ток на какой электрод подается в зависимости от толщины последнего.
Практическое руководство по подбору сварочного тока
Рассмотрим на конкретном примере, как правильно подобрать значения тока для сварки начинающим сварщикам. Итак, сначала выставляем рекомендуемое значение сварочного тока из таблицы выше. При этом учитываем толщину свариваемого металла и диаметр используемых электродов.
Зажигаем сварочную дугу и пробуем варить, контролируя толщину шва. Если толщина сварочного шва получается гораздо больше толщины электрода, то уменьшаем ток на инверторе, поскольку его слишком много. Пробуем варить дальше.
В идеале, при правильно подобранном сварочном токе, ширина шва должна быть больше, но не более чем в два раза. При этом следует знать, что многое здесь зависит и от положения сварки. Наиболее всего тока необходимо для сварки угловых соединений.
Источник
Диаметр электрода и сила тока
Толщина электрода напрямую зависит от толщины свариваемых деталей и размера сварного шва. Если ширина последнего не превышает 3–5 мм, то опытный сварщик, как правило, выберет расходник диаметром от 3 до 4 мм. При больших размерах сварочной ванны (5–8 мм) толщина стержня обычно составляет не более 5 мм.
Что же касается величины тока, то работают такие показатели.
- При d 3 мм – от 65 до 100 Ампер. Диапазон значений широк, они зависят от пространственного положения шва и химического состава свариваемого металла (соответственно и металла сердечника). Сварщики-новички и любители не ошибутся, если выберут усредненное значение – 80–85 Ампер.
- При d 4 мм – от 120 до 200 А. Зависимость та же – состав металла, расположение шва в пространстве. Это самый распространенный диаметр стержня, характерный для промышленных работ. Позволяет варить и тонкие, и широкие швы.
- При d 5 мм значение варьируется в диапазоне 169–250 А. Это уже достаточно большой диаметр. Роль играют не только состав сплава и положение шва, но и глубина проварки: чем она больше, тем больше должна быть и сила тока. Если глубина сварочной ванны не менее 5 мм, в режиме должен быть выставлен максимальный показатель – 250 А.
- При d 6–8 мм минимальный показатель мощности те же 250 Ампер. В условиях тяжелых работ с использованием трансформаторов он увеличивается до 300–350 А.
Ниже в таблице приведены рекомендуемые значения, которые известны любому профессиональному сварщику, но которые могут быть полезны для любителей и новичков.
| Диаметр электрода, мм | Толщина металла, мм | Сила тока, А |
| 1,6 | 1… 2 | 25… 50 |
| 2 | 2… 3 | 40… 80 |
| 2,5 | 2… 3 | 60… 100 |
| 3 | 3… 4 | 80… 160 |
| 4 | 4… 6 | 120… 200 |
| 5 | 6… 8 | 180… 250 |
| 5… 6 | 10… 24 | 220… 320 |
| 6… 8 | 30… 60 | 300… 400 |
Как настроить сварочный ток начинающему сварщику, чтобы варить металл от 1 до 5 мм
Правильные настройки сварочного тока не только улучшат качество сварки, но и заметно облегчат работы по свариванию металла. Однако добиться правильных значений тока начинающим сварщикам сложно, поскольку у них нет соответствующего опыта.
Для этих целей можно воспользоваться уже готовой таблицей со значениями сварочного тока или же прислушаться к нижеприведённым советам.
Ток сварки должен быть подобран с учётом толщины свариваемого металла и диаметра используемых электродов. Если при этом инвертор все равно отказывается варить, то значит проблемы с напряжением в сети, оно низкое, и сварочный ток нужно подкорректировать.
При выборе оптимального тока для сварки рекомендуется ориентироваться на следующие показатели:
- Электродом 2 мм можно сваривать металл толщиной от 1 до 2 мм. Сварочный ток при этом должен быть от 20 до 50 ампер;
- Электродом 2,5 мм сваривается металл толщиной от 2-3 мм. Значения тока на инверторе выставляются в пределах от 40 до 80 ампер;
- Электродом 3 мм рекомендуется варить металл, толщина которого составляет 3-5 мм. Значения тока при этом должно быть около 100-120 ампер.
Важно знать, что тонкий металл, толщиной до 3 мм, нужно сваривать на обратной полярности, когда держатель электрода подсоединяется к плюсу инвертора, а зажим массы к минусу. В таком случае сварочный шов получается неглубоким и широким, исключаются прожоги металла.
Положение шва
Пространственное положение шва также играет большую роль при расчете мощности. Какой ток для сварки электродом выбрать с учетом этого критерия? Здесь важно знать, что наибольшие значения выбираются при заваривании швов в горизонтальном (нижнем) положении. Если шов накладывается вертикально, то сила тока в среднем будет на 10–15% меньше.
Самый низкий показатель – при наложении потолочных швов: ток должен быть ниже в среднем на 20%, чем при работе на горизонтальных поверхностях. Для наглядности укажем значения в таблице (на примере электродов с обмазкой основного типа).
| d электрода, мм | Пространственное положение | ||
| Нижнее | Вертикальное | Потолочное и полупотолочное | |
| 3 | 100… 130 А | 100… 130 А | 90… 110 А |
| 4 | 170… 220 А | 160… 180 А | 150… 180 А |
| 5 | 210… 250 А | 180… 200 А | Сварка не выполняется |
Полярность
Сварка современными аппаратами производится только постоянным током прямой или обратной полярности. Электроды постоянного тока обеспечивают гораздо большую (на 15-20%) глубину провара, чем при использовании переменного тока от трансформатора.
- На прямой полярности варят чугун, низколегированные, низко- и среднеуглеродистые стали и добиваются глубокого проплавления металла деталей.
- На обратной варят более широкий спектр сталей (низколегированные, низкоуглеродистые, средне- и высоколегированные), сваривают тонкостенные конструкции, также ее используют при высокой скорости плавления электродов.
И глубокий провар, и высокая скорость сварки требуют больших величин тока. Таким образом, и при обратной, и при прямой полярности сила тока может быть увеличена в обоих указанных случаях.
Формула расчета
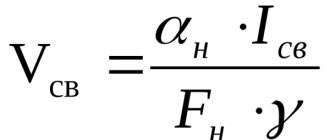
Опытные сварщики обычно настраивают электродугу экспериментальным путем, не делая сложных предварительных расчетов. А новичкам пригодятся не только размещенные в статье таблицы, но и формула, по которой рассчитывается, каким электродам какой нужен ток. Она действует в отношении электродов самых востребованных диаметров (3–6 мм).
- I = (20+6d)d, где
- I – сила тока, d – диаметр электрода.
Если толщина стержня менее 3 мм, расчет осуществляется по формуле: I = 30d.
Однако и этими формулами следует пользоваться с учетом пространственного положения сварки: при потолочной варке отнимаем 10–15% от результата, который получаем по формуле.
Все важнейшие параметры режима сварки производитель, как правило, дает на упаковке. Не исключение – продукция Магнитогорского электродного завода. При корректной настройке необходимых показателей режима сварочных работ электроды МЭЗ обеспечат отличный поджиг электродуги, ее устойчивое горение и образцовый результат – ровный сварной шов с необходимыми характеристиками.
Возможно, вас заинтересует
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (2.5 кг) Ø 3 (1 кг) Ø 3 (2.5 кг) Ø 4 (1 кг) Ø 4 (2.5 кг)
Электроды для сварки АНО-21 СТАНДАРТ Ток — переменный или постоянный любой полярности
199,44 руб. ?
Цена с НДС за 1 кг.
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6.5 кг) Ø 5 (1 кг) Ø 5 (6.5 кг)
Электроды для сварки МР-3 ЛЮКС (НАКС) Ток — постоянный обратной полярности, переменный
176,88 руб. ?
Цена с НДС за 1 кг.
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6.5 кг) Ø 5 (1 кг) Ø 5 (6.5 кг)
Электроды для сварки МР-3 (НАКС, РРР) Ток — переменный или постоянный обратной полярности
168,60 руб. ?
Цена с НДС за 1 кг.
Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6.5 кг) Ø 5 (1 кг) Ø 5 (6.5 кг)
Электроды для сварки ОЗС-4 (НАКС) Ток — переменный или постоянный прямой полярности (на электроде плюс)
170,88 руб. ?
Цена с НДС за 1 кг.
Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6.5 кг) Ø 5 (1 кг) Ø 5 (6.5 кг)
Электроды для сварки АНО-4 (НАКС) Ток — переменный или постоянный любой полярности
170,64 руб. ?
Цена с НДС за 1 кг.
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 5 (6.5 кг) Ø 4 (6.5 кг) Ø 5 (1 кг)
Электроды для сварки АНО-21 (НАКС) Ток — переменный или постоянный любой полярности
180,36 руб. ?
Цена с НДС за 1 кг.
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6.5 кг) Ø 5 (1 кг) Ø 5 (6.5 кг)
Электроды для сварки МК-46.00 (НАКС) Ток — постоянный обратной полярности, переменный
230,88 руб. ?
Цена с НДС за 1 кг.
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Электроды для сварки ОЗС-12 (НАКС, РРР) Ток — переменный или постоянный прямой полярности
183,84 руб. ?
Цена с НДС за 1 кг.
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (4.5 кг) Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (6 кг) Ø 5 (1 кг)
Электроды для сварки УОНИ-13/55 (НАКС, РРР, РС) Ток — постоянный обратной полярности
170,16 руб. ?
Цена с НДС за 1 кг.
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (4.5 кг) Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 5 (6 кг) Ø 4 (6 кг) Ø 5 (1 кг)
Электроды для сварки УОНИИ-13/55 (НАКС, КСМ, РС) Ток — постоянный обратной полярности
179,16 руб. ?
Цена с НДС за 1 кг.
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (4.5 кг) Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Электроды для сварки УОНИ-13/45 (НАКС, РРР, РС) Ток — постоянный обратной полярности
170,28 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Электроды для сварки УОНИ-13/45 А (НАКС) Ток — постоянный обратной полярности
182,16 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Электроды для сварки УОНИ-13/65 Ток — постоянный обратной полярности (на электроде плюс)
183,12 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Электроды для сварки ТМУ-21У (НАКС) Ток — постоянный обратной полярности
157,44 руб. ?
Цена с НДС за 1 кг.
Ø 2.6 (1 кг) Ø 2.6 (4.5 кг) Ø 3.2 (1 кг) Ø 3.2 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг)
Электроды для сварки МЭЗЛБ-52У (НАКС) Ток — постоянный обратной полярности; постоянный прямой полярности для корневых швов
231,96 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Электроды для сварки УОНИ-13/55 А Ток — постоянный обратной полярности (на электроде плюс)
171,60 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Электроды для сварки УОНИ-13/55 У Ток — постоянный обратной полярности (на электроде плюс)
179,28 руб. ?
Цена с НДС за 1 кг.
Ø 2.5 (1 кг) Ø 2.5 (4.5 кг)
Электроды для сварки ЦУ-5 Ток — постоянный обратной полярности (на электроде плюс)
188,76 руб. ?
Цена с НДС за 1 кг.
Показать еще 10 товаров
Сварка постоянным током
Сварка постоянным током, как и сварка переменным током, имеет свои преимущества, и используется в случаях, когда сварка переменным током не может обеспечить должного результата, например, вертикальная сварка, пайка одним припоем или TIG-сварка нержавеющей стали.
Сварка на постоянном токе имеет более высокую скорость осаждения, она лучше всего подходит для сварщиков, которым требуются большие размеры наплавленного слоя. Несмотря на то, что сварка переменным током обеспечивает лучшее проплавление, она имеет более низкую скорость осаждения, что может быть непригодно.
При сварке постоянным током образуется также меньше брызг, чем при сварке переменным током, что делает сварочный шов более равномерным и гладким. Постоянный ток также является более надежным, и поэтому с ним легче работать, так как электрическая дуга остается стабильной.
Сварка постоянным током часто используется для сварки тонких металлов. Оборудование, работающее с этим типом тока, также дешевле, что помогает сократить расходы.
Однако, несмотря на то, что само оборудование имеет более низкую стоимость, процесс фактического использования постоянного тока немного дороже.
Это происходит из-за того, что необходимо специальное оборудование для преобразования переменного тока на постоянный, потому что это не предусмотрено электрической сетью. Однако, поскольку постоянный ток лучше подходит для большинства видов сварочных процессов, эти затраты считаются необходимыми.
Хотя сварка постоянным током лучше для многих металлов, она не рекомендуется при работе с алюминием, так как для этого требуется выделение тепла высокой интенсивности, что невозможно при использовании постоянного тока. Кроме того, если при работе с постоянным током будет создаваться магнитное поле, то возрастет риск дугового разряда, что может быть опасно.
- Электроды для сварки переменным током уступают по качеству соединения;
- В них наблюдается высокое разбрызгивание металла и неравномерное формирование шва;
- Обладают относительно невысокой ударной вязкостью.
Физико-химический состав
Электроды постоянного и переменного тока могут иметь значительные отличия в своем составе, если они предназначаются для различных типов металла, но для одинаковых они могут быть весьма схожи. Зачастую наблюдаются небольшие отличия, касающиеся десятых долей процента.
Содержание в составе, %
Технические характеристики
Эти характеристики являются основными, которыми руководствуются специалисты при выборе. Они определяются составом, обмазкой и другими параметрами, которыми обладает наплавочный материал. Ведь для правильного выбора нужно знать какое имеют электроды временное сопротивление разрыву и так далее. На примере технических характеристик электрода ОК-46 можно узнать основные данные, которыми обладает данный тип.
Ударная вязкость, Джсм в квадрате
Температура испытаний, градусы Цельсия
Сопротивление на разрыв, Нмм в квадрате
Угол максимального сгиба сварного шва, градусы
Относительный выход наплавленного металла, %
Масса электродов для 1 кг шва, кг
Марки
Многие из марок, которые рассчитаны на переменный ток, хорошо подходят и для работы с постоянным, причем как с прямой, так и с обратной полярностью. Именно по этой причине их выбор может показаться более широким, а также будут заметны некоторые повторения с материалами для другого рода тока. Весьма распространены следующие марки:
- АНО-4;
- АНО-6;
- АНО-21;
- МР-3;
- ОЗС-4;
- ОЗС-6;
- ОЗС-12.
Обозначение и маркировка
В маркировке род электричества указывается последней цифрой. Но с учетом того, что здесь идет подбор не только в вариантах с переменным или постоянным, а многие марки электродов для сварки переменным током могут использоваться и при постоянном, то цифр может быть несколько:
- 1 – для любой полярности постоянного тока и при переменном частотой 50 В;
- 2 – прямая полярность постоянного и переменный при 50 В;
- 3 – обратная полярность постоянного и переменный при 50 В;
- 4 – для любой полярности постоянного тока и при переменном частотой 70 В;
- 5 – прямая полярность постоянного и переменный при 70 В;
- 6 – обратная полярность постоянного и переменный при 70 В;
- 7 – для любой полярности постоянного тока и при переменном частотой 90 В;
- 8 – прямая полярность постоянного и переменный при 90 В;
- 9 – обратная полярность постоянного и переменный при 90 В;
Выбор
Первым делом при выборе стоит обращать внимание на металл, с которым будет вестись работа. Основной металл и тот, который входит в стержень электрода, должен быть как можно более схожим. Более детальные подробности уже можно узнать в конкретной марке, для чего она предназначена. Следующим важным пунктом является величина диаметра. Здесь также важно, чтобы толщина заготовки совпадала с тем, какой расходный материал используется. Также стоит обратить внимание на то, какая частота должна быть у аппарата. Материалы подходят по трем стандартам 50, 70 и 90 В. Если ваш аппарат не может поддерживать то, на что рассчитан, то лучше подобрать другую марку электродов, так как возникнет слишком много технических проблем, ухудшающих качество шва.
«Важно!Не стоит брать материалы с «0» в маркировке, так как он используется только для постоянного рода.»
Основные режимы и нюансы применения
Подобрав правильно частоту. Требуется определить, какой режим лучше всего подойдет для выбранного пространственного положения и толщины материала.
Возможно, вас заинтересует
Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6.5 кг) Ø 5 (1 кг) Ø 5 (6.5 кг)
Сварочные электроды ОЗС-4 (НАКС) Ток — переменный или постоянный прямой полярности (на электроде плюс)
170,88 руб. ?
Цена с НДС за 1 кг.
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6.5 кг) Ø 5 (1 кг) Ø 5 (6.5 кг)
Сварочные электроды МК-46.00 (НАКС) Ток — постоянный обратной полярности, переменный
230,88 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Сварочные электроды ТМУ-21У (НАКС) Ток — постоянный обратной полярности
157,44 руб. ?
Цена с НДС за 1 кг.
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (4.5 кг) Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Сварочные электроды УОНИ-13/45 (НАКС, РРР, РС) Ток — постоянный обратной полярности
170,28 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Сварочные электроды УОНИ-13/45 А (НАКС) Ток — постоянный обратной полярности
182,16 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Сварочные электроды УОНИ-13/65 Ток — постоянный обратной полярности (на электроде плюс)
183,12 руб. ?
Цена с НДС за 1 кг.
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Сварочные электроды ОЗС-12 (НАКС, РРР) Ток — переменный или постоянный прямой полярности
183,84 руб. ?
Цена с НДС за 1 кг.
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (4.5 кг) Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 5 (6 кг) Ø 4 (6 кг) Ø 5 (1 кг)
Сварочные электроды УОНИИ-13/55 (НАКС, КСМ, РС) Ток — постоянный обратной полярности
179,16 руб. ?
Цена с НДС за 1 кг.
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (4.5 кг) Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (6 кг) Ø 5 (1 кг)
Сварочные электроды УОНИ-13/55 (НАКС, РРР, РС) Ток — постоянный обратной полярности
170,16 руб. ?
Цена с НДС за 1 кг.
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6.5 кг) Ø 5 (1 кг) Ø 5 (6.5 кг)
Сварочные электроды МР-3 (НАКС, РРР) Ток — переменный или постоянный обратной полярности
168,60 руб. ?
Цена с НДС за 1 кг.
Ø 2.6 (1 кг) Ø 2.6 (4.5 кг) Ø 3.2 (1 кг) Ø 3.2 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг)
Сварочные электроды МЭЗЛБ-52У (НАКС) Ток — постоянный обратной полярности; постоянный прямой полярности для корневых швов
231,96 руб. ?
Цена с НДС за 1 кг.
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6.5 кг) Ø 5 (1 кг) Ø 5 (6.5 кг)
Сварочные электроды МР-3 ЛЮКС (НАКС) Ток — постоянный обратной полярности, переменный
176,88 руб. ?
Цена с НДС за 1 кг.
Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6.5 кг) Ø 5 (1 кг) Ø 5 (6.5 кг)
Сварочные электроды АНО-4 (НАКС) Ток — переменный или постоянный любой полярности
170,64 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Сварочные электроды УОНИ-13/55 У Ток — постоянный обратной полярности (на электроде плюс)
179,28 руб. ?
Цена с НДС за 1 кг.
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 5 (6.5 кг) Ø 4 (6.5 кг) Ø 5 (1 кг)
Сварочные электроды АНО-21 (НАКС) Ток — переменный или постоянный любой полярности
180,36 руб. ?
Цена с НДС за 1 кг.
Ø 2.5 (1 кг) Ø 2.5 (4.5 кг)
Сварочные электроды ЦУ-5 Ток — постоянный обратной полярности (на электроде плюс)
188,76 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Сварочные электроды УОНИ-13/55 А Ток — постоянный обратной полярности (на электроде плюс)
171,60 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Сварочные электроды ТМЛ-3У (НАКС) Ток — постоянный обратной полярности (на электроде плюс)
220,44 руб. ?
Цена с НДС за 1 кг.
Показать еще 10 товаров
Как выбрать сварочный электрод?
Уважаемые начинающие сварщики, в этой статье мы кратко расскажем про электроды и дадим практические рекомендации по их использованию.
- Толщину металла — (чем толще металл, тем больше диаметр электрода).
- Марку стали — (черный металл, нержавейка, жаропрочный и т.д.).
- По электроду определяем ток!
- Положение сварки — (нижнее, горизонтальное, нижнее тавровое, вертикальное — сварка снизу вверх, потолочное, потолочное тавровое).
Какой выбрать сварочный электрод?
МР-3 и АНО – эти электроды лучше использовать на переменном токе. Они не прихотливы к сырости. Эти электроды не для ответственных конструкций, ими никогда не варят мосты и несущие балки крыши, ими варят заборы, ворота и теплицы на даче, ограждения, небольшие металло-контрукции бытового назначения. Если нет сверх нагрузки – это электроды для Вас. Самые востребованные марки у сварщиков любителей и дачников.
УОНИИ 13/55 – это отличные электроды, но очень «специфические». УОНИИ 13/55 варят профессионалы. Надо варить на короткой дуге! Это электроды для ответственных конструкций. Горят только на постоянном токе, любят стабильную дугу и не любят скачков напряжения. Начинайте работать с УОНИИ 13/55 только тогда, когда вы научитесь варить МР-3 и АНО.
LB-52U – мы рекомендуем покупать эти электроды японской фирмы KOBELCO. Эти электроды берут для сварки труб под высоким давлением. Очень качественный шов. Электроды LB-52U одни из самых дорогих, как правило, их покупают предприятия и структуры связанные с ремонтом городских тепло/водо сетей.
Мы ознакомили вас с самыми ходовыми электродами. Ниже мы расскажем кратко об электродах Концерна ESAB (Швеция), возможно вы найдете именно то, что вам нужно. Все электроды фирмы ESAB начинаются с букв ОК – в честь основателя Концерна Оскара Кельберга.
OK 46.00 ESAB (Россия) – сваривать металлы этими электродами можно на постоянном и переменном токах. Часто эти электроды называют УНИВЕРСАЛЬНЫЙ или ЭЛЕКТРОД ДЛЯ СТАЛИ. Если вы не знаете что выбрать, берите эти электроды – не прогадаете. Электроды хороши тем, что имеют широкую линейку диаметров. Всегда можно подобрать нужный именно вам.
OK 48.00 ESAB (Швеция) — только постоянный ток. Идеально подойдут для ответственных конструкций.
OK 61.30 ESAB – сварка нержавейка/нержавейка (марки стали 304, 308L, 03Х18Н11, 06Х18Н11, 08Х18Н10, 08Х18Н10Т, 12Х18Н10).
ОК 67.60, ОК 67.62 ESAB — сварка нержавейка/сталь.
OK 63.30 ESAB (российские аналоги АНВ-26) – (марки стали 316, 03Х17Н14М2, 10Х17Н13М3Т, 06Х19Н11Г2М2) идеально подходят для сварки тонкостенных труб и тонколистовых изделий.
Если вы не понимаете, какая сталь перед вами, вы не знаете ее состав – ваш выбор OK 68.81, OK 68.82 – этими электродами можно сваривать разнородные стальные изделия и стали неизвестного состава.
При сварке чугуна много нюансов!
Сварка чугунсталь ESAB OK 92.18 (новое название OK Ni-Cl) — предназначены для сварки нетолстого чугуна (не более 3 слоев).
Сварка чугунчугун; чугунсталь ESAB OK 92.60. (новое название OK NiFe-Cl) -ими как раз можно варить чугун любой толщины и чугун со сталью
Сварка алюминия. Алюминий очень сложный металл, требует прогрева перед сваркой, быстро плавится и быстро застывает. Обычно алюминий варят TIG или MIG сваркой. Варить алюминий электродом очень сложно, но если у вас получится – вы можете считать себя мастером!
OK 96.20 ESAB — им можно варить очень ограниченное количество марок алюминия. Внимательно изучите состав.
Самый универсальный электрод по алюминию — это ОК 96.40. ВАЖНО, что электрод по алюминию надо использовать в один поджег. Незаконченный электрод надо заменять новым. Плюс, в отличие от сталей, надо совершать круговые движения концом электрода.
Для чего нужно прокаливать электроды?
Прокаливают электроды для того, чтобы убрать из них влагу. Если электрод отсырел – при сварке могут возникнуть дефекты в сварочном шве или электрод будет постоянно прилипать к изделию.
Обращаем внимание на то, что в нашем интернет-магазине все электроды «свежие», мы закупаем их у поставщиков имеющих специальные отапливаемые склады, электроды не хранятся на складах больше месяца, все пачки имеют герметичную упаковку.
Строительные компании имеют специальное оборудование для прокалки электродов, сварщики-любители, как правило, не имеют таких установок. Если вы открыли новую пачку – мы рекомендуем вам ее либо израсходовать полностью, либо убрать остатки не использованных электродов из пачки в сухое теплое место. Не храните электроды на открытом пространстве, на чердаках и в подвалах.
Полезная информация.
| Толщина металла, мм. | 1.1-2.0 | 3.0 | 4.0-5.0 | 6.0-8.0 | 9.0-12.0 | 13.0-15.0 |
| Диаметр электрода, мм. | 1.5-2.0 | 3.2 | 3.2-4.0 | 4.0 | 4.0-5.0 | 5.0 |
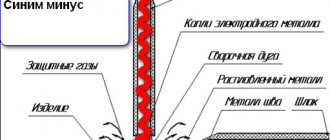
Прямая полярность и обратная полярность.
Если электрод на «+», а клемма на «-«, то больше плавится электрод. — это называется обратная полярность.
Если электрод на «-«, а клемма на «+», то больше плавится свариваемый металл. — это называется прямая полярность.
Постоянный ток — это DC, переменный ток — это AC. Как правило все сварочные аппараты ручной дуговой сварки варят на DC (постоянном токе).
При сварке на прямой полярности проплавление меньше (сварка тонколистовых изделий), и соответственно при обратной полярности больше (толстостенные изделия).
Покупайте надежную технику, зарекомендовавших себя фирм, а также качественные электроды, тогда сварка будет в радость!
- Сварочное оборудование Cварочные аппараты Сварочные аппараты MMA
- Сварочные аппараты TIG
- Сварочные аппараты MIG
- Сварочные тракторы SAW
- Плазменная резка CUT
- Точечная сварка STUD
- Блоки охлаждения
- Подающие механизмы
- Горелки для сварки TIG
- Резаки газовые
- Редукторы
- Генераторы
- Сварочная проволока
- Маски сварочные
- Поиск
- Карта сайта
- Статьи
- Договор-оферта
- Возврат и отказ
- Правовая информация
- Политика конфиденциальности
© 2012–2020 Сварочное оборудование и материалы «SvarkaMall».
Все права защищены.
Режим работы: ПН–ПТ 09:00–18:00; СБ–ВС 09:00–18:00.
г. Москва, 117461, ул. Каховка, д.30
г. Санкт-Петербур, 198095, ул. Калинина, дом 57, оф. 202