Зависит ли напряжение дуги от сварочного тока
» Статьи » Зависит ли напряжение дуги от сварочного тока
Cтраница 1
Напряжение дуги увеличивается с увеличением длины дуги, при этом становится больше ширина шва и несколько уменьшается глубина проплавления. [2]
| Форма статической ( вольт-амперной характеристики дугиз. [3] |
Напряжение дуги зависит от величины сварочного тока и длины дуги. Эта зависимость называется статической ( вольт-амперной) характеристикой дуги. На рис. 24 приведены примерные формы статических характеристик дуг длиной 2 и 3 мм.
Как видно из кривых, напряжение дуги резко падает при небольших значениях тока. Для больших токов, которые обычно применяются при автоматической сварке, напряжение дуги не зависит от тока, а определяется только длиной дуги.
[4]
Напряжение дуги изменяется пропорционально длине дуги. С увеличением длины дуги повышается ее напряжение и возрастает доля тепла, идущая на плавление флюса и металла. В результате этого ширина шва увеличивается, а глубина провара и высота усиления уменьшаются.
[5]
Напряжение дуги зависит от ее длины: чем длиннее дуга, тем выше в ней напряжение. С увеличением напряжения дуги увеличивается ширина шва и уменьшается глубина провара.
Напряжение дуги автоматически устанавливается в зависимости от выбранной величины сварочного тока при данной длине дуги. [6]
| Характеристика сварочных тракторов. [7] |
Напряжение дуги активизирует катушку реле напряжения РНЗ-1.
Реле напряжения срабатывает: три нормально разомкнутых контакта включают трехфазный мотор М перемещения трактора, а нормально замкнутый контакт разомкнет щетки мотора УМ — 22, якорь которого получит нормальное питание от потенциометра R — Rz и изменит направление своего вращения. С этого момента начинается установившийся процесс работы схемы при сварке: трактор передвигается вдоль свариваемого изделия, а электродная проволока подается в зону горения сварочной дуги. [8]
Напряжение дуги при установившемся режиме не зависит от силы тока, а зависит только от длины дуги, которая при сварке плавящимся электродом может многократно меняться, что связано в значительной степени с процессами плавления и переноса металла ( см. гл. [10]
| Процесс отключения корот-козамкнутой цепи постоянного тока. [11] |
Напряжение дуги увеличивается линейно до максимального значения и далее остается неизменным до момента погасания дуги. [12]
Напряжение дуги ограничивается условием электрической прочности оборудования. При срабатывании автомата напряжение на кольцах ротора ы / U — ия не должно превышать половины амплитуды испытательного напряжения ротора. [14]
Напряжение дуги является очень важным элементом режима сварки. [15]
Страницы: 1 2 3 4 5
www.ngpedia.ru
Электрическая дуга при сварке — стабильная, но изменчивая
Сварные конструкции сегодня можно встретить в самых разных сферах производства. Например, невозможно найти ни одного здания, при создании которого не применялись бы сварные конструкции.
Именно поэтому к технологиям производства самых разных сварных конструкций предъявляются повышенные требования.
И при этом каждая конструкция, в зависимости от ее особенностей, требует отдельного комплексного подхода.
В данной статье автор попытался дать довольно детальный ответ на вопросы: «что такое ток сварочной дуги, и какие бывают виды тока?». Простыми словами о том, что обычно пишут в учебниках о токе сварочной дуги. Рассматривается дуга постоянного и переменного токов.
В этой статье ознакомимся с нормированием сварочной работы, с организацией рабочего места и труда, которые сильно влияют на производительность труда, посмотрим основные формулы, которые помогут рассчитать нормы работы.
stalevarim.ru
Влияние напряжения на дуге на форму шва
В понятие режим сварки под слоем флюса включают силу тока, напряжение на дуге и скорость сварки. Такие технологические факторы, как диаметр электродной проволоки и скорость подачи проволоки, устанавливают исходя из условий получения нужной силы тока.
Сила тока оказывает существенное влияние на глубину проплавления и незначительное влияние на ширину шва. С увеличением силы тока почти пропорционально увеличивается глубина проплавления. По данным Б. И. Медовара, увеличение силы тока на 100 а приводит к увеличению глубины проплавления в среднем на 1 мм в случае сварки стыковых швов без разделки.
На глубину проплавления оказывает влияние также род тока. Так, при сварке на постоянном токе глубина проплавления при обратной полярности больше, чем при прямой.
Фиг.72.Влияние напряжения на дуге на форму шва
На величину силы тока влияет диаметр электрода и скорость его подачи.
В свою очередь диаметр электрода оказывает влияние на глубину проплавления. Так, при одной и той же силе тока глубина проплавления увеличивается с уменьшением диаметра электродной проволоки. Последнее связано с увеличением плотности тока.
Напряжение на дуге оказывает существенное влияние на ширину шва и лишь незначительное на глубину проплавления. С увеличением напряжения значительно увеличивается ширина шва при некотором уменьшении глубины проплавления. Влияние напряжения на размеры шва представлено на фиг. 72.
Как и в случае ручной дуговой сварки, более чувствителен к режимам сварки металл небольшой толщины. В связи с этим при сварке такого металла следует применять постоянный ток, дающий более постоянное напряжение на дуге по сравнению с переменным током.
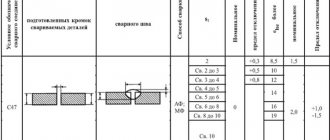
Для хорошего формирования шва при сварке под слоем флюса необходимо выдерживать определенное соотношение между напряжением и силой тока. Подобные соотношения приведены в табл. 60.
www.prosvarky.ru
Сварочные свойства дуги и протекающие в ней процессы
Сварочная дуга – это главный элемент электродуговой сварки. Именно сварочная дуга является главным «поставщиком» тепловой энергии, благодаря которой и происходит расплавление сварочного электрода и металла с последующим образованием сварного шва. От того, насколько стабильна дуга, зависит прочность и непрерывность сварного соединения.
Ручная дуговая сварка занимает первое место как способ соединения металлоконструкций. Статья расскажет о том, как зависит техника дуговой сварки от остальных факторов, и как правильно двигать электродом, чтобы получить качественный сварной шов.
В статье дается подробный анализ характеристикам сварочной дуги и их особенностям в различных видах сварки. Говорится о вольтамперной характеристике, эластичности дуги и показателях КПД. Указывается, почему важно следить за этими характеристиками в процессе сваривания.
Практика сварочного обмана. Как не проколоться при выборе аппарата. Часть 2
Данная особенность аппарата, в условиях отечественных электросетей – безусловно важна. Если инвертор не справляется с просадкой в сети до 190В – грош ему цена.
Работа в гараже или на даче, в местах, где сети не могут похвастать стабильностью, — будет просто невозможна.
Даже если в вашей розетке стабильно 220В, то при использовании удлинителей в 30, 50 или 100 метров — просадок всё равно не избежать.
Обман, как и в случае с дополнительными функциями, вызван страхом производителей проиграть в конкурентной борьбе. Если все продавцы техники обещают, что их инверторы работают при 160 В в розетке, почему бы не заявить, что наш «Дуб» не может работать и при 120 В, не теряя при этом в качестве шва.
Простейший способ проверки работоспособности инвертора при пониженном напряжении – использовать устройство под названием ЛАТР.
Лабораторный АвтоТрансформатор позволяет настроить нужные параметры напряжения и посмотреть, как сварочный аппарат, подключенный через прибор, будет справляться со сваркой. Как вы понимаете, данное оборудование найдётся далеко не в каждом гараже.
В лаборатории Aurora данное устройство имеется, и тесты на работу при низком напряжении в сети мы обязательно будем проводить. Так что следите за обновлениями видео на канале Aurora Online Channel.
Другая крайность – обещание продавцов сварочной техники, что при 100-110В в питающей сети аппарат будет выдавать такой же результат сварки, что и при номинальном напряжении. Это, безусловно, не правда.
Сварочный ток аппарата снижается пропорционально напряжению в сети. Вопрос только при каком напряжении в розетке качество шва при работе с данным диаметром электрода станет неприемлемым.
Для некоторых аппаратов это 180 В, для других 160 В.
Ещё раз повторим, работа с питающим напряжением в 220 В является гарантией идеального сплавления кромок свариваемого металла, снижение напряжения – является нештатной ситуацией и ожидать высокого качества сварочного шва в таких условиях нельзя.
Судя по рекламе – сварка при сверхнизком напряжении в питающей сети является чуть ли не главным требованием к аппарату. Между тем, хотим обратить внимание покупателей, что сварка процесс многосоставной.
Кроме собственно сплавления кромок металла, нужно провести значительный объём подготовительных работ. Разрезать заготовки, зачистить место сварки, в конце концов осветить рабочее место сварщика.
А падении напряжения до 140-160В ни болгарка, ни даже освещение работать не будут.
Пределы регулирования сварочного тока
Эта характеристика позволяет понять, как сварочный аппарат справится с работой с разными диаметрами электродов. Чем тоньше свариваемый металл, тем меньше должен быть сварочный ток, и соответственно, диаметр выбранного электрода.
Учитывая, что минимальный диаметр электродов в свободной продаже составляет 1.6 мм, ток для них должен быть в районе 40-50А. Для работы с большими толщинами заготовок, ток, напротив, должен быть высоким, для электрода 4мм, — 140-200А.
Билеты экзамена для проверки знаний специалистов сварочного производства 1 уровень
БИЛЕТ 2
ВОПРОС 1. Какое положение электрода при сварке приводит к увеличению глубины провара при РДС?
1. Сварка «углом вперед».
2. Сварка «углом назад».
3. Сварка вертикальным электродом.
ВОПРОС 2. Зависит ли напряжение дуги от сварочного тока при использовании источников питания с падающей характеристикой.
3. Зависит при малых и больших величинах сварочного тока.
ВОПРОС 3. К какому классу сталей относятся сварочные проволоки Св-12Х11НМФ, Св-10Х17Т, Св-06Х19Н9Т?
ВОПРОС 4. Какой из перечисленных факторов в большей степени влияет на ширину шва при РДС?
1. Поперечные колебания электрода.
2. Напряжение на дуге.
3. Величина сварочного тока.
ВОПРОС 5. С какой целью один из концов электрода не имеет покрытия?
1. Для обеспечения подвода тока к электроду.
2. С целью экономии покрытия.
3. Для определения марки электрода.
ВОПРОС 6. Какие должны быть род и полярность тока при сварке соединений из углеродистых сталей электродами с основным покрытием?
1. Переменный ток.
2. Постоянный ток обратной полярности.
3. Постоянный ток прямой полярности.
ВОПРОС 7. Какие требования предъявляются к помещению для хранения сварочных материалов?
1. Сварочные материалы хранят в специально оборудованном помещении без ограничения температуры и влажности воздуха.
2. Сварочные материалы хранят в специально оборудованном помещении при положительной температуре воздуха.
3. Сварочные материалы хранят в специально оборудованном помещении при температуре не ниже 15 0С и относительной влажности воздуха не более 50%.
ВОПРОС 8. Для сварки какой группы сталей применяют электроды типов Э50, Э50А, Э42А, Э55?
1. Для сварки конструкционных сталей повышенной и высокой прочности.
2. Для сварки углеродистых сталей.
3. Для сварки высоколегированных сталей.
ВОПРОС 9. Для чего нужна спецодежда сварщику?
1. Для защиты сварщика от выделяющихся вредных аэрозолей.
2. Для защиты сварщика от поражения электрическим током.
3. Для защиты сварщика от тепловых, световых, механических и других воздействий сварочного процесса.
ВОПРОС 10. Как изменяется сила сварочного тока увеличением длины дуги при ручной дуговой сварки штучными электродами?
1. Увеличение длины дуги ведет к уменьшению силы тока.
2. Увеличение длины дуги ведет к увеличению на силы сварочного тока.
3. Величина сварочного тока остается неизменной.
ВОПРОС 11. Чем регламентируется режим прокалки электродов?
1. Производственным опытом сварщика.
2. Техническим паспортом на сварочные материалы.
3. Рекомендациями надзорных органов.
ВОПРОС 12. С какой целью производят прокалку электродов?
1. Для удаления серы и фосфора.
2. Для повышения прочности электродного покрытия.
3. Для удаления влаги из покрытия электродов.
ВОПРОС 13. Какие стали относятся к углеродистым сталям?
1. Сталь Ст3сп5, Сталь 10, Сталь 15, Сталь 20Л, Сталь 20К, Сталь 22К.
3. 08Х14МФ, 1Х12В2МФ, 25Х30Н.
ВОПРОС 14. Что обозначает буква и следующая за ней цифр в маркировке сталей и сплавов?
1. Клейма завода-изготовителя.
2. Обозначения номера плавки и партии металла.
3. Условное обозначение легирующего элемента в стали и его содержание в процентах.
ВОПРОС 15. Какие стали относятся к группе удовлетворительно сваривающихся?
1. С содержанием углерода 0,25-0,35 %.
2. С содержанием серы и фосфора до 0,05 %.
3. С содержанием кремния и марганца до 0,5 %.
ВОПРОС 16. Какие из перечисленных ниже нарушений технологии могут привести к пористости швов?
1. Плохая зачистка кромок перед сваркой от ржавчины, следов смазки.
2. Большая сила тока при сварке.
3. Малый зазор в стыке.
ВОПРОС 17. От чего в большей степени зависит величина деформации свариваемого металла?
1. От склонности стали к закалке.
2. От неравномерности нагрева.
3. От марки электрода, которым производят сварку.
ВОПРОС 18. Укажите величину зазора между свариваемыми кромками листовых элементов толщиной до 5 мм по ГОСТ 5264-80?
ВОПРОС 19. В какой цвет рекомендуется окрашивать стены и оборудование цехов сварки?
1. Красный, оранжевый.
3. Серый (стальной) цвет с матовым оттенком.
ВОПРОС 20. Укажите условные обозначения сварных соединений?
1. С — стыковое, У — угловое, Т — тавровое, Н — нахлесточное; буква и цифра, следующая за ней – условное обозначение сварного соединения.
2. С — стыковое, У — угловое, Н — нахлесточное, Т — точечная сварка; цифры после букв указывают метод и способ сварки.
3. С — стыковое, У — угловое, Т — тавровое, П — потолочный шов; цифры после букв указывают методы и объем контроля.
Для перехода на следующую страницу, воспользуйтесь постраничной навигацией ниже
Выбор режима сварки: сила тока, длина дуги, полярность
Выбор режима сварки: сила тока, длина дуги, полярность
Чтобы получить качественный и надежный сварочный шов, необходимо понимать, какие электроды лучше всего использовать, какой режим ручной дуговой сварки выбрать. Кроме того, важно учитывать и другие, не менее значимые факторы, такие как: состав и толщину металла, размеры свариваемой заготовки, для каких целей именно она будет использоваться в дальнейшем.
В общем, режим сварки подбирается согласно многим факторам и после анализа полученных данных. Рассмотрим в данной статье сайта mmasvarka.ru основные факторы, которые в той или иной мере, способны повлиять на выбор режима.
Выбор режима сварки
Итак, какие именно факторы влияют на выбор того или иного режима ручной дуговой сварки. В первую очередь, это:
Главные критерии при выборе режима для ММА сварки, конечно же, задаёт характер горения сварочной дуги, стабильность которой зависит от того, насколько правильно подобрана сила тока для каких-то конкретных электродов. Чем выше будет сила тока, тем большими по диаметру электродами можно варить толстый металл. Простыми словами, большие токи обеспечивают лучшее горение дуги и хороший прогрев металла.
Следует знать, что при вертикальном наложении шва, сила тока изменяется в меньшую сторону, чем при горизонтальном, примерно на 15%.
Для потолочных швов, значение сварочного тока, будет и того меньше, примерно на 20%. Очень часто значения касательно силы тока, есть на упаковке с электродами.
К тому же, определить, какую силу тока выставить на сварочном аппарате, можно из нижеприведённой таблицы со значениями.
Средние показатели сварочного тока (А):
- Диаметр электрода (1,6 мм) — электрод с рутиловым и основным покрытием (30-55 А) и (50-75 А);
- Диаметр электрода (2 мм) — электрод с рутиловым и основным покрытием (40-70 А) и (60-100 А);
- Диаметр электрода (2,5 мм) — электрод с рутиловым и основным покрытием (50-100 А) и (70-120 А);
- Диаметр электрода (3 мм) — электрод с рутиловым и основным покрытием (80-130 А) и (110-150 А);
- Диаметр электрода (4 мм) — электрод с рутиловым и основным покрытием (120-170 А) и (140-200 А);
В свою очередь, чтобы правильно определить диаметр электрода, обязательно нужно учесть толщину металла, способ сварки и геометрическое расположение шва. Так, например, для каждого электрода подбирается «свое» собственное значение тока. Если сильно увеличить при этом его показатели, то можно легко прожечь металл или наоборот, не добиться качественного и надежного сварочного шва.
Выбор силы тока в зависимости от диаметра электродов
Тонкий металл, толщиной не более 1 мм, сваривают электродами 1 мм, а сила тока при этом выставляется минимально возможных значений, в пределах 10-30 А. При сварке более толстого металла, до 2 мм, применяются электроды чуть большего диаметра, в 1,5 или 2 мм. Сила тока для сварки этими электродами выставляется в пределах 30-50 А.
Электродом 3 мм варят металл до 4 мм, а силу тока на инверторе выставляются в пределах 60-120 А. Для сварки металлов толщиной свыше 10 мм, уже используются куда более толстые электроды — 4 и 5 мм. Для нормального их использования, на сварочном аппарате приходится выставлять ток, более 120 А.
Длина сварочной дуги
Чтобы добиться хорошего соединения, важно правильно определиться не только с диаметром электродов для сварки, но и длиной сварочной дуги. Среди сварщиков бытует распространенное мнение, что длина дуги, должна соответствовать диаметру применяемого электрода. Однако начинающим электросварщикам очень сложно выдерживать такую короткую дугу, без её увода в сторону.
Поэтому при подборе данного значения, следует отталкиваться от силы тока и диаметра используемых электродов для сварки:
- Для электродов до 2 мм — длина дуги составляет 2-2,5 мм;
- Для электродов 3 мм — длина дуги составляет 3,5 мм;
- Для электродов 4 мм — длина дуги составляет 4,5 мм;
- Для электродов 5 мм — длина дуги выдерживается в пределах 5,5 мм.
Кроме этого, важно учитывать и оптимальную скорость сварки, которая также, во многом зависит от силы тока, и других особенностей. Здесь можно пойти одним проверенным путем, и при правильном подборе скорости сварки, сварочный шов должен получиться приблизительно в два раза больше диаметра используемого электрода.
Обратная или прямая полярность?
Чтобы выбрать режим сварки штучным электродом с покрытием, не менее важно определить, в какой режим работы перевести сварочный инвертор. Всего их два, это обратная и прямая полярность.
Чтобы варить тонкий металл инвертором и не прожечь его впоследствии, сварочный аппарат рекомендуется переводить в обратную полярность, когда поток электродов направлен не на заготовку, а на электрод. И наоборот, если подключить инвертор в прямой полярности, то можно улучшить качество сварки, например, когда нужно проварить толстый металл.
Для подключения инвертора в обратную полярность (для сварки тонкого металла):
- К держателю с электродом подводится плюсовая клемма, а к заготовке клемма с минусом.
Для подключения инвертора в прямой полярности (для сварки толстых металлов):
- К держателю с электродом подводится минусовая клемма, а к заготовке клемма с плюсом.
Чтобы правильно выбрать режим сварки инвертором необходимо учесть множество всевозможных нюансов. Только таким образом получится добиться качественного и надежного сварочного соединения, которое выдержит большие нагрузки.
СКОРОСТЬ СВАРКИ ПРИ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКЕ
Ручную электродуговую сварку характеризует скорость ее осуществления. Она влияет на ширину шва. Чем быстрее скорость, тем уже получается шов. При медленной работе шов получается широкий. Поперечные движения электродом в процессе соединения также влияют на ширину и еще на глубину шва. Слишком быстро и очень медленно варить не стоит. При очень быстрой работе будут образовываться незаполненные металлом пространства, которые могут стать причиной появления трещин. Очень медленная работа электродом позволяет расплавленному металлу растекаться, что сделает изделие некачественным. Также различными могут быть движения торца электрода (зигзаги, «ёлочки»).
Таким образом, выбор режима ручной дуговой сварки – это комплекс действий, направленных на поиск нужных параметров для соединения конкретного изделия. Если вы не профессионал или даже совсем новичок в этом деле, тогда с первого раза выбор режима сварки, необходимого для конкретного изделия, может не получится. Но для этого и существует практика, справочная информация, инструкции для ознакомления, в которых указаны параметры ручной дуговой сварки в зависимости от различных показателей. Стоит отметить, что в каждом случае все параметры подбираются индивидуально. Режимы ручной дуговой сварки покрытыми электродами можно выбрать самостоятельно.
Зависит ли напряжение дуги от сварочного тока? — Металлы, оборудование, инструкции
Условия зажигания и горения дуги зависят от рода тока, полярности, химического состава электродов, газового промежутка и его длины.
Зажигание и горение дуги протекают лучше на постоянном токе.
Напряжение холостого тока, подводимое к электродам, с учетом безопасности труда при сварке не превышает 80 В на переменном токе и 90 В на постоянном токе. Обычно напряжение зажигания дуги больше по величине напряжения горения дуги на переменном токе в 1,2 -2,5 раза, а на постоянном токе — в 1,2-1,4 раза.
Для зажигания дуги требуется напряжение большее по величине, чем для горения дуги.
Первое условие
Дуга зажигается от нагревания торца электрода (катода).
Когда электрод соприкасается с изделием, создается замкнутая сварочная цепь, торец катодного электрода нагревается за счет выделения теплоты при прохождении тока через контакт, имеющий большое электросопротивление, и при отрыве электрода от изделия на расстояние 1 мм (или несколько более) дуга зажигается.
В момент отрыва электрода от изделия с нагретого от короткого замыкания катода начинается термоэлектронная эмиссия. Электронный ток ионизирует газы и пары металла, находящиеся в межэлектродном промежутке, и с этого момента в дуге появляются электронный и ионный токи.
Поддержание непрерывного горения дуги будет осуществляться, если приток энергии в дугу превышает потери в ней на излучение, конвекцию, диссоциацию, электромагнитные потери и др.
В случае коротких замыканий каплями электродного материала, образующимися на конце плавящего электрода и переносимыми на изделие, повторные зажигания дуги происходят самопроизвольно, если температура катода остается достаточно высокой. Эта температура зависит от состава материала катода, плотности тока в нем и др.
Таким образом, первым условием для зажигания и горения дуги является наличие специального электрического источника питания дуги, позволяющего быстро производить нагревание катоду до необходимой температуры.
Второе условие
Вторым условием для зажигания и горения дуги является наличие ионизации в столбе дуги. Дуга с плавящимся электродом — это в основном дуга в парах металла, а не в газе.
Это происходит по той причине, что потенциал ионизации паров металла значительно ниже, чем у газов; например, потенциалы ионизации газов Не, F, Аг, Н2, N2, СО2, О2 соответственно равны 24,5 — 12,5, а у металлов Fe, Al, Na, К — 7,83-4,32 эВ.
Горящую дугу можно растянуть до определенной длины, после чего она гаснет. Чем выше степень ионизации, тем длиннее будет дуга.
Длина горящей без обрыва дуги характеризует стабильность дуги.
Стабильность дуги
Стабильность функционирования дуги зависит от ряда ее характеристик, например от температуры катода, его термоэлектронной способности, степени ионизации атмосферы и т. д.
Стабильность дуги повышается с увеличением в ее атмосфере элементов с низким потенциалом ионизации, например калия, натрия и др.
Стабильные дуги устанавливаются в газах, обладающих относительно низкой теплопроводностью (аргон, криптон), а в газе с относительно высокой теплопроводностью (гелий, водород, азот) для устойчивого горения необходимо повышенное напряжение на дуге. В последнем случае сварка выполняется более короткой дугой неплавящимся электродом.
Третье условие
Третьим условием для сварки на переменном токе является наличие в сварочной цепи реактивного сопротивления (повышенной индуктивности), что повышает стабильность горения дуги. В сварочной цепи переменного тока, имеющей только омическое сопротивление, при горении дуги образуются обрывы (100 обрывов в секунду при частоте переменного тока 50 Гц).
При реактивном сопротивлении, включенном в сварочную цепь переменного тока, обрывы в горении дуги отсутствуют.
Электрическую индуктивность включают не только в сварочную цепь переменного тока, но даже в цепь постоянного тока.
В настоящее время некоторые сварочные выпрямители изготовляют с включением в сварочную цепь индуктивности, с тем чтобы улучшить стабильность дуги и качество сварочных работ.
Это особенно необходимо, если производить полуавтоматическую шланговую сварку в СО; чем больше диаметр сварочной проволоки и ток, тем большая величина индуктивности должна быть в сварочной цепи.
Четвертое условие
Четвертым условием для зажигания и горения дуги на любом роде тока зависит от характеристики источника питания дуги: источник питания должен поддерживать горение дуги при наличии возмущений в виде изменения напряжения в сети, рельефа поверхности свариваемого изделия, скорости подачи сварочной проволоки и др.
Что влияет на выбор сварочного тока
При выполнении сварочных работ, качество получаемого соединения зависит в первую очередь от того, насколько правильно выбран режим сварки. Основным регулируемым параметром процесса или главной режимной характеристикой является электрический ток, который называют сварочным током.
Сила тока при сварке зависит главным образом от параметров заготовки, которую предстоит варить и от некоторых других факторов.
Основные понятия
Сварочный ток, кроме своего абсолютного значения, выражаемого в амперах, характеризуется постоянством или периодическим изменением во времени величины и направления.
В первом случае ток называется постоянным. Его источниками являются сварочные выпрямители, автономные сварочные генераторы, а также современные аппараты для сварки, использующие инверторные технологии.
Если направление и (или) величина тока меняются во времени, то его называют переменным. Источниками переменного сварочного тока служат понижающие трансформаторы, первичная обмотка которых включается в сеть переменного тока 220 или 380 вольт.
На выбор параметров сварки, то есть ее режима, влияют следующие факторы, тесно между собой связанные:
- толщина свариваемой заготовки;
- вид металла или сплава, который предстоит варить;
- диаметр применяемого электрода;
- расположение и характер шва.
Выбираемый токовый режим работы сварочного аппарата определяет величину энергии электрической дуги. Чем больше значение этого параметра, тем больше тепла выделяется при горении дуги, а значит, более интенсивно и глубоко плавится заготовка и применяемый электрод.
Отсюда становится понятным, что чем толще и массивней свариваемый металл, тем большее значение тока должно быть установлено при его сварке. Кроме этого, существует прямая зависимость между толщиной заготовки, токовым режимом и диаметром электрода при ручной дуговой сварке.
Зависимость от толщины электрода
Нормативная литература по сварочному делу содержит много таблиц, позволяющих выбрать требуемый диаметр электрода и значение сварочного тока для сваривания заготовок определённой толщины.
При увеличении тока сварки, увеличивается скорость плавления, как заготовки, так и материала электрода, это определяет прямую зависимость между сварочным током и диаметром электрода.
Например, если электродом, имеющим диаметр 2мм, рекомендуется сваривать металл толщиной 2 – 3 мм, выбирая при этом сварочный ток в диапазоне 40 – 80 ампер, то для электродов диаметром 5 – 6 мм указывается токовая величина 220 – 320 ампер при сварке металла 10 – 24 мм.
Стоит упомянуть ещё об одной характеристике сварочного процесса, связанной с диаметром используемого электрода. Речь идет о плотности тока сварки, определяемой отношением сварочного тока к площади поперечного сечения электрической дуги и измеряемой в амперах на миллиметр квадратный (А/мм2).
Этот параметр играет важную роль в формировании сварного шва. С увеличением диаметра электрода, плотность падает при неизменных токовых настройках аппарата.
Это обусловлено тем, что электрод с диаметром большего размера создает более толстую дугу, имеющую большее значение площади. Показатель плотности зависит также от длины электрической дуги.
При увеличении разрядного промежутка между электродом и заготовкой, дуга вытягивается, становясь тоньше, уменьшая площадь поперечного сечения разряда. При этом уменьшается температура, создаваемая дугой, замедляется процесс переноса вещества электрическим разрядом.
При дальнейшем увеличении зазора, процесс начинает терять стабильность, поверхность сварочной ванны становится неровной, и в итоге дуговой разряд гаснет. Таким образом, в относительно небольших пределах, энергию сварочного процесса можно регулировать путем изменения длины дуги.
Что касается сварки полуавтоматом, роль электрода здесь играет специальная проволока для сварки, диаметр которой также выбирается по таблицам, в зависимости от характеристик свариваемого металла и его толщины.
Практическое определение
Опытному сварщику не составит труда правильно выбрать режим сварки, если известны размеры заготовок и характеристики металла, из которого они изготовлены. При необходимости можно обратиться к одной из технологических таблиц.
Необходимо обращать внимание на рекомендации, прилагаемые к самим электродам и сварочному аппарату в инструкции. Существуют также эмпирические формулы, по которым можно произвести расчёт сварочного тока.
Для электродов, имеющих диаметр менее 4 мм или более 6 мм, иногда применяют следующую формулу:
I = (20 + 6d) d
В этой формуле I – сварочный ток, выраженный в Амперах, d – диаметр электрода в миллиметрах.
Для выбора сварочного тока при использовании электродов, имеющих диаметр менее 3 мм, и работе в самом простом нижнем положении, можно применить соотношение:
Зависит ли напряжение дуги от сварочного тока — Станки, сварка, металлообработка
Сварочная дуга представляет собой электрический дуговой разряд в ионизированной смеси газов, паров металлов и компонентов, входящих в состав электродных покрытий, флюсов и других средств.
Физические и электрические свойства сварочной дуги
Для возникновения электрического разряда газовый промежуток между электродами должен быть ионизирован. Процесс ионизации протекает в следующем порядке. При соприкосновении торца электрода и свариваемого изделия выступы шероховатых поверхностей мгновенно разогреваются током до температуры плавления и испарения вследствие большого омического сопротивления контакта.
После отрыва электрода от изделия разогретый торец электрода (отрицательный полюс) начинает испускать электроны, устремляющиеся к аноду под действием разности потенциалов между электродами.
При столкновении с электродными частицами металлов, которые в виде паров имеются в межэлектродном промежутке, электроны ионизируют их.
Ионизация мгновенно охватывает весь межэлектродный промежуток, и он становится электропроводным.
В процессе горения дуги ионизация поддерживается благодаря высокой температуре.
Напряжение на дуге равно сумме падений напряжений в трех ее основных (рис. 1) областях:
Uд=Uк+ Uc+ Ua =f(Iд),
где Uд — напряжение на дуге, В; UK — падение напряжения на катоде, В; Uс-падение напряжения в столбе дуги, В; Uа — падение напряжения на аноде, В; Iд — сила тока в дуге.
Рис.1. Распределение падения напряжения в дуге
Зависимость напряжения дуги от силы сварочного тока называют статической (вольтамперной) характеристикой дуги.
В общем виде статическая характеристика дуги показана на рис. 2. При малых значениях силы тока в электроде (область 1) статическая характеристика дуги падающая.
При средних значениях силы тока (при ручной и автоматической дуговой сварке под флюсом) напряжение на дуге не зависит от силы тока (область 2, жесткая характеристика).
В этом случае с достаточной точностью статическая характеристика может быть выражена уравнением
Uд= a+ blд,
где lд — длина дуги, мм; а, b — постоянные коэффициенты, зависящие от материала электродов, давления и свойств газовой среды.
Рис.2. Общий вид статической характеристики дуги
Из этого уравнения следует, что напряжение на дуге, при всея прочих равных условиях, будет зависеть от длины столба дуги.
Возрастающая статическая характеристика дуги (область 3, см. рис. 2) получается при большой силе тока (при автоматической сварке под флюсом или при сварке в среде защитных газов).
Сварочная дуга переменного тока
Вследствие того, что мгновенные значения переменного тока 100 раз в секунду переходят через нуль, причем меняет также свое местонахождение катодное пятно, являющееся источником вылета электронов, ионизация дугового промежутка получается менее стабильной и сварочная дуга менее устойчива, при прочих равных условиях, по сравнению с дугой постоянного тока.
Если дуга включена в цепь переменного тока последовательно с активным сопротивлением, то мгновенные значения напряжения источника и сварочного тока совпадают по фазе. В каждый полупериод дуга угасает и вновь зажигается (восстанавливается) через некоторый промежуток времени, пока напряжение источника тока поднимается до некоторой величины, называемой напряжением повторного зажигания.
Зажигание, дуги характеризуется началом прохождения тока в сварочной цепи. В каждый полупериод имеется перерыв в прохождении тока при угасаниях дуги. Эти перерывы называют временами угасания дуги.
Момент угасания происходит при несколько меньшем мгновенном значении напряжения источника, чем в момент зажигания, для которого требуются более высокие значения для получения ионизации остывшего промежутка.
Время угасания дуги зависит от максимального значення напряжения зажигания дуги и частоты переменного тока.
Время восстановления дуги снижается при повышении напряжения холостого хода и при использовании повышенных частот. Это время уменьшается также и при снижении напряжения зажигания. Из указанных мер повышения устойчивости горения дуги наиболее распространено снижение напряжения зажигания, чего достигают применением электродов с ионизирующими обмазками.
Величина напряжения зажигания зависит от целого ряда факторов, в первую очередь от величины силы тока дуги. С увеличением силы сварочного тока напряжение зажигания дуги снижается.
Для сварки открытой дугой напряжение зажигания Uз и напряжение горения дуги Uд имеют следующую зависимость:
Uз = (1,3 – 2,5) Uд
При сварке на больших силах тока под флюсом напряжение зажигания почти равно напряжению горения дуги.
Повышение напряжения холостого хода источника питания ограничено правилами техники безопасности, а использование высоких частот требует применения специальной аппаратуры.
Общепринятой мерой повышения стабильности сварочной дуги переменного тока является включение в сварочную цепь катушек со стальным сердечником (дросселей), которые позволяют вести сварочные работы металлическими электродами при напряжении сварочного трансформатора порядка 60 — 65В и стандартной частоте. При этом в обмазке электродов должно быть достаточное количество ионизирующих компонентов.
Что такое сварочная дуга, ее определение
Сварочной дугой считается очень большой по величине мощности и длительности электрический разряд, который существует между электродами, на которые подано напряжение, в смеси газов.
Ее свойства отличаются высокой температурой и плотностью тока, благодаря которым она способна расплавлять металлы, имеющие температуру плавления выше 3000 градусов.
Вообще можно сказать, что электрическая дуга – это проводник из газа, который преобразует электрическую энергию в тепловую. Электрическим зарядом называется прохождение электрического тока через газовую среду.
Существует несколько видов электрического разряда:
- Тлеющий разряд. Возникает в низком давлении, применяется в люминесцентных лампах и плазменных экранах;
- Искровой разряд. Возникает, когда давление равно атмосферному, отличается прерывистой формой. Искровому разряду соответствует молния, также применяется для зажигания двигателей внутреннего сгорания;
- Дуговой разряд. Применяет при сварке и для освещения. Отличается непрерывистой формой, возникает при атмосферном давлении;
- Коронный. Возникает, когда тело электрода шероховато и неоднородно, второй электрод может отсутствовать, то есть возникает струя. Применяется для очистки газов от пыли;
Природа и строение
Природа сварочной дуги не так уж и сложна, как может показаться на первый взгляд. Электрический ток, проходя через катод, затем проникает в ионизированный газ, происходит разряд с ярким свечением и очень высокой температурой, поэтому температура электрической дуги может достигать 7000 – 10000 градусов.
После этого ток перетекает на обрабатываемый свариваемый материал.
Так как температура настолько высока дуга выделяет вредное для человеческого организма ультрафиолетовое и инфракрасное излучения, оно может навредить глазам или оставить световые ожоги на коже, поэтому при проведении сварочного процесса необходима надлежащая защита.
Строение сварочной дуги представляет собой три главные области: анодная, катодная и столб дуги. Во время горения дуги на катоде и аноде образуются активные пятна – области, в которых температура достигает самых высоких значений, именно через данные области проходит весь электрический ток, анодные и катодные области представляют собой более большие падения напряжения.
Самая благоприятная длина примерно равна 4-6мм, при такой длине обеспечивается постоянная и благоприятная температура.
Разновидности
Виды сварочной дуги отличаются схемой подвода сварочного тока и средой, в которой они возникают, наиболее распространенными вариантами являются:
- Прямое действие. При таком способе сварочный располагается параллельно свариваемой металлической конструкции и дуга возникает под углом девяносто градусов по отношению к электроду и металлу;
- Сварочная дуга косвенного действия. Возникает, когда используется два электрода, которые располагаются под углом 40-60 градусов к поверхности свариваемой детали, дуга возникает между электродами и сваривает металл;
Также существует классификация в зависимости от атмосферы, в которой они возникают:
- Открытый тип. Дуга данного типа горит на воздухе и вокруг нее образовывается газовая фаза, содержащая пары свариваемого материала, электродов и их покрытий;
- Закрытый тип. Горение такой дуги происходит под слоем флюса, в газовую фазу, образовавшуюся вокруг дуги входят пары металла, электрода и флюса;
- Дуга с подачей газов. В горящую дугу подаются сжатые газы – гелий, аргон, углекислый газ, водород и другие различные смеси газов, подаются они для того, чтобы не окислялся свариваемый металл, их подача способствует восстановительной или нейтральной среде. В газовую фазу вокруг дуги входят – подающийся газ, пары металла и электрода;
Также различают по длительности действия – стационарная (для долгого применения) и импульсная (для однократного), по материалу используемого электрода – угольные, вольфрамовые – неплавящиеся электроды и металлические – плавящиеся. Самый распространенный плавящийся электрод – стальной. На сегодняшний день наиболее часто применяется сварка с неплавящимся электродом. Таким образом, виды сварочных дуг разнообразны.
Классификация по продолжительности
Существует классификация сварочных дуговых разрядов по их продолжительности. Некоторые процессы осуществляются, когда дуга находится в таком режиме, как импульсный. Такие устройства проводят сварку короткими вспышками. На короткий промежуток времени, пока происходит вспыхивание, температура сварочной дуги успевает возрасти до такого значения, которого хватит, чтобы произвести локальную плавку металла. Сварка происходит очень точечно и только в том месте, где происходит касание устройства заготовки. Однако подавляющее большинство сварочных приборов использует сварочную дугу продолжительного действия. В течение такого процесса осуществляется непрерывное перемещение электрода вдоль тех кромок, которые нужно соединить. Есть области, которые называются сварочными ваннами. В таких участках температура дуги значительно повышена, и он следует за электродом. После того как электрод проходит участок, сварочная ванна уходит вслед за ним, из-за чего участок начинает довольно быстро охлаждаться. При охлаждении происходит процесс, который называют кристаллизацией. Вследствие этого и возникает сварочный шов.