Основная задача источников питания сварочной дуги – это получение электрического тока, по своим характеристикам подходящего для выполнения сварочных работ, путём преобразования тока промышленной частоты.
Использовать на прямую из сети напряжение у нас не получится, в связи с тем, что ток у нас в сети переменный и маленький по величине, а напряжение большое. За частую необходим постоянный ток с возможностью выбора полярности. Для таких целей и необходим источник питания сварочной дуги.
Основные требования
На сегодняшний день все источники питания должны соответствовать следующим основным требованиям:
- иметь в наличии плавную регулировку режимов сварки во всём диапазоне;
- иметь в наличии приборы для контроля режимов сварки;
- обеспечивать стабильное горение дуги;
- иметь высокие динамические характеристики;
- соответствовать основным требованиям по электробезопасности.
Наличие плавной регулировки и приборов контроля, обеспечивает точную настройку необходимых режимов сварки.
Динамические свойства сварочного аппарата определяются временем восстановления напряжения холостого хода после короткого замыкания в процессе сварки. Чем быстрее восстанавливается напряжение, тем лучше его динамические характеристики. Восстановление не должно превышать 0,05с.
Для повышения стабильности горения дуги дополнительно могут применяться осцилляторы. Они преобразующие низкое напряжение промышленной частоты в импульсы высокого напряжения и высокой частоты. Наложение этих импульсов на дуговой промежуток повышает устойчивость горения дуги.
Классификация
Современная классификация источников питания сварочной дуги включает несколько основных пунктов. Среди основных различий следует выделить:
- По роду сварочного тока – с переменным током работают трансформаторы, а с постоянным, выпрямители, преобразователи и инверторы;
- Согласно количество подключаемых постов – одно- и много постовые;
- По назначению – источники питания для автоматической, ручной и полуавтоматической, которая может проводиться в среде защитных газов, под флюсом, а также в виде плазменной и электро-шлаковой сварки;
- По принципу действия – сварочные трансформаторы (с отельным дросселем, нормальным магнитным рассеиванием, на общем или отдельном сердечнике, с искусственно увеличенным рассеиванием, подвижным шунтом и обмотками), преобразователи (с последовательной размагничивающей обмоткой и с подвижным шунтом, совместно с подвижной обмоткой, намагничивающаяся параллельной и размагничивающей последовательной обмоткой, размагничивающейся последовательной обмоткой), агрегаты (генератор внутреннего сгорания), выпрямитель – (кремниевый или селеновый вентиль, одно- или многопостовой, с жесткой или падающей характеристикой);
- По характеру привода – с независимым или электрическим приводом;
- По способу монтажа и установки – передвижные и стационарные.
Классификация источников питания сварочной дуги
Требования
Существует множество разновидностей источников и у каждого из них свои параметры. При выборе стоит ориентироваться на тем модели и типы, которые соответствуют современным требованиям. Требования к источникам питания сварочной дуги выглядят следующим образом:
- Желательно наличие плавной регулировки значений параметра во всем диапазоне;
- У аппарата должны быть максимально высокие динамические характеристики, к примеру, время переходного процесса не должно быть выше 0,05 с);
- Желательно, чтобы в инверторном источнике питания имелись не только функции улучшающие качество, но и улучшает организацию проведения данных работ;
- Следует обратить внимание на наличие приборов, которые контролируют точность соблюдения режима;
- Напряжение холостого хода в инверторах постоянного тока должно быть не более 90 В, а в источниках переменного тока – не превышать 80 В;
- В современных моделях должна быть стабилизация режима сваривания, которая позволит сделать значение параметров постоянным, вне зависимости от колебаний в сети;
- Если используется аргонодуговая сварка электродом из вольфрама, то следует использовать специальные источники, которые смогут обеспечить плавное нарастание тока в то время, когда зажигается дуга, импульсно-дуговой процесс, а также понижение уровня тока во время заварки кратера.
Выбор источника питания?
Если вы выбираете источники питания сварочной дуги переменного или постоянного тока, то в первую очередь следует обращать внимание на то, какой максимальный ток он сможет обеспечить. Это определяет диапазон его использования. Чем выше максимальная сила тока, тем более толстые металлы он сможет сваривать.
«Важно!
Особо мощные аппараты зачастую могут подключаться только к трехфазной сети, так что не всегда подходят для бытового использования.»
Также нужно обратить внимание на качество системы охлаждения, так как при длительных работах может возникать сильный перегрев. Помимо этого следует выбирать источники, в которых имеются дополнительные режимы, облегчающие сваривание и создающие большую стабильность.
Для современного использования лучше подойдут модели с точной регулировкой параметров. Это может быть цифровой дисплей или ручка с регулятором и шкалой. Возможность регулирования нескольких параметров одновременно также будет полезным дополнением.
Классификация источников питания сварочной дуги
Источники питания сварочной дуги имеют множество классификаций, а именно:
- по напряжению питающей сети:
- однофазные (220В);
- трёхфазные (380В).
- по внешней статической характеристики:
- падающие;
- жёсткие;
- штыковые.
- по числу питаемых постов:
- однопостовые;
- многопостовые.
- по роду тока:
- переменный;
- постоянный.
Трансформатор
На сегодняшний день это самый простой источник питания сварочной дуги который выдаёт на выходе только переменный ток.
Плавное регулирование сварочного тока осуществляется за счёт изменения зазора в катушке дросселя или между обмотками. Ступенчатое – за счёт переключения числа витков первичной и вторичной обмотки.
Трансформаторы очень просты, что даёт возможность изготовить его самостоятельно. В настоящее время трансформаторы не актуально.Это связано с тем, что постоянный ток не даёт стабильного горения дуги, а применение его при сварке нержавеющих сталей невозможно.
Классификация и обозначение источников питания
сварщик
Источники питания дуги Классифицируют по следующим признакам: роду тока—на источники постоянного и переменного тока общепромышленного назначения; количеству одновременно подключаемых сварочных постов — на однопостовые и многопостовые; назначению — на источники для ручной дуговой сварки покрытыми электродами; автоматической и механизированной сварки под флюсом; сварки в защитных газах; электрошлаковой сварки; плазменной сварки и резки; источники специального назначения (для сварки трехфазной дугой, импульсно — дуговой сварки и др.); принципу действия и конструктивному исполнению; специализированные источники питания в установках.
Для Обозначения источников питания применяют буквы и цифры. Оно состоит из двух частей, разделенных дефисом: первая буква означает тип изделия (Т — трансформатор, В—выпрямитель, Г — генератор, У — установка); вторая буква — вид сварки (Д — дуговая, П — плазменная, Ш — электрошлаковая, Т — трехфазной дугой); третья буква — способ сварки (Ф — под флюсом, Г — в защитных газах, У — универсальные источники для нескольких способов сварки); отсутствие буквы означает ручную сварку штучными электродами; четвертая буква — дальнейшее пояснение назначения источника (М — для многопостовой сварки, И — для импульсной сварки); одна или две пифрь. после дефиса — номинальная сила тока источника (округленно в сотнях А); две последующие цифры (например, 02) —регистрационный номер изделия; следующие буква и цифра — климатиЧеское исполнение (У или Т) и категория размещения (2; 3 Или 4).
В качестве примера даны обозначения двух источников питания и соответственно их расшифровка:
ВДГМ 1602УЗ— выпрямитель для ручной сварки в защитных газах многопостовой; сила тока — 1600 А; регистрационный номер изделия — 02; климатическое исполнение — У; категория размещения — 3.
ТД-502 — трансформатор для ручной дуговой сварки штучными электродами однопостовой; сила тока — 500 А; регистрационный номер изделия — 02.
Источники питания переменного тока
К этим источникам питания относятся сварочные трансформаторы, предназначенные для одного поста и применяемые для ручной дуговой сварки штучными электродами и для механизированной сварки
Под флюсом, а также / 2 J
Трехфазные источники 9 о питания. Сварочные трансформаторы подразделяют на две группы: с нормальным магнитным рассеянием и отдельной реактивной обмоткой; с повышенным реактивным рассеянием.
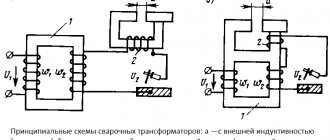
Однофазные сварочные трансформаторы с нормальным магнитным рассеянием и отдельной реактивной обмоткой. В трансформаторах этого типа (рис. 5.3) обмотка дросселя последовательно включена в сварочную цепь. Падающая характеристика создается ЭДС самоиндукции, возникающей в обмотке дросселя. Сила сварочного тока плавно регулируется изменением зазора б между подвижной и неподвижной частями дросселя. При 6 = 0 сила тока минимальна, так как магнитный поток в сердечнике дросселя и ЭДС самоиндукции имеют максимальные значения. При максимальном зазоре б сила тока максимальна.
По этой схеме промышленностью ранее выпускались сварочные трансформаторы СТЭ-24у, СТЭ-34у, СТН-350, СТН-500, СТН-500-1, СТН-700. В настоящее время выпускаются трансформаторы ТСД-500-1, ТСД-1000-4, ТСД-2000-2, предназначенные для питания автоматических установок. Технические характеристики этих трансформаторов приведены в табл. 5.1.
Тип трансформатора /Характеристика ТСД-500-1 ТСД-1000-4 ТСД-2000-2 Напряжение холостого хода Ux.X, В 80 71 79 Продолжительность работы ПР, % 60 Номинальная сила сварочного тока /н, А 500 1000 2000 Номинальная мощность …
Классификация сварки. Виды дуговой сварки
Классификация сварки. Согласно ГОСТ 19521—74, сварку металлов классифицируют по физическим, техническим и технологическим признакам. По физическим признакам (форме вводимой энергии, наличию давления и виду инструмента — носителя энергии) все виды …
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ
Сварка является основным технологическим процессом из-, готовления всех видов металлических конструкций. Применение сварных соединений вместо клепаных или болтовых позволяет уменьшить массу (на 20…30 %), трудоемкость изготовления (на 20.. .30 %) …
msd.com.ua
Выпрямитель
Преобразует переменный ток промышленной частоты в постоянный, необходимый для сварки.
Выпрямители бывают однофазные и трехфазные, стационарные или мобильные. Иметь возможность изменять вольт-амперную характеристику на жёсткую или падающую, а также полярность при сварке.
Плавное регулирование сварочного тока осуществляется блоком управления, а ступенчатое за счёт переключения обмоток.
Массовое применение их на производстве говорит о их универсальности и производительности. Высокое КПД и возможность применения при сварки различных металлов делает их одними из популярнейших источников питания.
3.1.3
Вольтамперная характеристика дуги (ВАХД)
Эта зависимость связывает напряжение дуги Ug от тока дуги Ig при постоянной длине дуги рис. 3.2. (для РДС)
Точка А отмечает напряжение холостого хода Uxx источника питания. После зажигания дуги напряжение падает до устойчивого положения (I зона неустойчивого горения дуги). Дальнейшее увеличение тока не вызывает изменения Ug (зона II). Эта зона соответствует средним плотностям тока при РДС (зона II).
Дальнейшее увеличение Ig приводит к увеличению напряжения на дуге (зона III). Этот участок ВАХД соответствует большим плотностям тока при РДС и, особенно, при автоматических способах ДС, где обычно применяют тонкую электродную проволоку и относительно большие токи.
Рис. 3.2. Вольтамперные характеристики дуг для ручной дуговой сварки (ВАХД), длина дуги lg1 больше длины дуги lg2.
При изменении длины дуги lg ВАХД меняется напряжение дуги Ug, но характер зависимости Ug = f (Ig) на участках I, II, III сохраняется.
3.1.4 Источники питания (ИП) для дуговой сварки.
Источники питания могут быть постоянного тока, переменного тока (f =50Гц), источники импульсного тока, инверторные (высокочастотные, f =1- 20Гц) ИП.
3.1.5 Требования к ИП
1. Безопасное напряжение холостого хода Uxx. К сожалению, это требование не выполняется. По технике безопасности установлено безопасное напряжение 36В. Для устойчивого горения дуги требуются ИП с Uxx, превышающее безопасное напряжение (аргонодуговая сварка — Uxx > 40В, РДС — Uxx = 60…80В). На напряжение Uxx ИП оказывает влияние напряженность электрической дуги Еg (В/см). Чем больше Еg, тем больше Uxxисточника питания.
2. Плавное регулирование сварочного тока дуги. В промышленных ИП это требование соблюдается. Обычно источники питания имеют и ступенчатое регулирование тока (малые токи, большие токи).
3. Для определенных способов ДС требуются ИП с соответствующими внешними (нагрузочными) характеристиками.
Внешняя характеристика источника (ВХИ) — это зависимость напряжения на зажимах источника питания и тока от сопротивления нагрузки, нагрузкой является сопротивление дуги, которое зависит от длины дуги. Каждый источник питания имеет спектр ВХИ во всем диапазоне регулирования тока дуги. На графике (рис.3.3) представлено по одной ВХИ для источников питания, которые применяются для различных способов дуговой сварки (РДС, АДС).
Рис. 3.3. ВХИ различных источников питания.
1- вертикальная ВХИ ; 2- крутопадающая ВХИ ; 3- пологопадающая ВХИ ; 4- горизонтальная (жесткая) ВХИ ; 5- возрастающая ВХИ.
ИП с внешними характеристиками 1,2 применяются для РДС, ИП с ВХИ 3,4,5 применяются для автоматических способов ДС с саморегулированием длины дуги .
3.1.6 Источники питания переменного тока для РДС (сварочные трансформаторы).
Источники питания для РДС, в том числе и сварочные трансформаторы, имеют повышенное внутреннее сопротивление, что ограничивает ток короткого замыкания (Iкз) во всем диапазоне регулирования тока дуги (рис.3.4).
Рис.4. ВХИ для ИП РДС.
Рабочий режим (Ig, Ug) определяется точкой пересечения внешней характеристики источника (ВХИ) с вольтамперной характеристикой дуги (ВАХД).
Для таких ИП при изменении длины дуги (от lg1 до lg2) ток дуги изменяется на небольшую величину DIg, поэтому колебания руки сварщика не оказывает существенного влияния на стабильность плавления металла.
Сварочный трансформатор с отдельным дросселем (рис.2.5).
Рис.2.5. Сварочный трансформатор с отдельным дросселем.
Падающие характеристики в таком ИП создаются за счет включения в цепь питания дуги обмотки дросселя с индуктивным сопротивлением
Rlдр=2p f Lдр,
где f- частота переменного тока (50Гц), Lдр — индуктивность дросселя, зависящая от величины зазора d, который изменяется при перемещении подвижного звена сердечника дросселя.
Для этого источника питания:
При коротком замыкании Rg=0, сопротивлением толстых медных проводов можно пренебречь, тогда
При d max получим L дрmin и Iкзmax, при d=0 получим Lдрmax и Iкзmin.
Ступенчатое регулирование Iкз можно обеспечить, подключая в цепь питания дуги разное число витков катушки дросселя (Lдр зависит также от числа витков катушки).
Сварочный трансформатор с магнитным шунтом.
Этот трансформатор (рис.3.6) разработал академик Никитин в 20-е годы. Имеет очень хорошие характеристики, обеспечивающие стабильный процесс ручной дуговой сварки. Основной недостаток — большая масса железного сердечника.
Трансформатор имеет повышенное внутреннее индуктивное сопротивление, ограничивающее ток короткого замыкания, т.е имеет крутопадающие ВХИ.
Регулировка тока короткого замыкания обеспечивается выдвижением магнитного шунта из контура сердечника трансформатора.
Рис.3.6. Сварочный трансформатор с магнитным шунтом.
Если магнитный шунт (МШ) полностью введен в окно железного сердечника трансформатора, то магнитный поток Ф1, создаваемый током в первичной обмотке в стержне 1, шунтируется МШ. Магнитный поток Ф2 в стержне 2 будет минимальным, соответственно, будет Iкз min.
При полном удалении МШ из окна сердечника Ф2= Ф1 и, соответственно получим Iкзmax.
При коротком замыкании
L вн зависит от положения магнитного шунта в окне сердечника.
Сварочный трансформатор с подвижными вторичными обмотками.
В настоящее время промышленностью выпускаются, в основном, такие ИП для дуговой сварки переменным током (рис.7). По сравнению с рассмотренными выше трансформаторами эти ИП имеют меньшую массу железного сердечника.
Рис.7. Сварочный трансформатор с подвижными вторичными обмотками.
Внутреннее сопротивление Rl такого трансформатора зависит от расстояния l между первичной и вторичной обмоткой. При l max на вторичную обмотку воздействует только магнитный поток Фс, замыкающийся по железному сердечнику, при этом получаем Iкз min.
Iкз min = f (Фс)
По мере уменьшения l на вторичную обмотку оказывает воздействие магнитный поток рассеивания Фр, который замыкается вокруг первичной обмотки по воздуху. При l =0 получим Iкз max = f (Фр max + Фс).
3.1.7 Источники постоянного тока для дуговой сварки.
В некоторых случаях применение более дешевой ДС переменным током невозможно или затруднено. В этом случае для ДС применяют постоянный ток.
Сварка на постоянном токе имеет следующие достоинства:
n возможность применения прямой или обратной полярности дуги, что позволяет регулировать нагрев свариваемого изделия, т.к. Та > Тк ;
n высокая стабильность дуги, что дает возможность поддерживать дугу на малом токе и сваривать тонкостенные конструкции.
К недостаткам этих ИП можно отнести более высокую сложность и стоимость, чем ИП переменного тока, а также то, что дуга постоянного тока подвержена влиянию посторонних магнитных полей (магнитное дутье), что иногда затрудняет сварку.
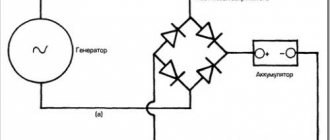
В качестве ИП постоянного тока используют сварочные генераторы и сварочные выпрямители. Сварочный генератор с приводом от двигателя внутреннего сгорания может работать в местах, где нет электрической сети (в полевых условиях). Для ручной дуговой сварки применяют сварочные генераторы с повышенным внутренним сопротивлением, т.е. с крутопадающими внешними характеристиками. Как и стандартные генераторы, сварочные генераторы изготовляют по разным схемам (генератор с независимой обмоткой возбуждения, генератор с самовозбуждением, генератор с поперечным магнитным полем и т.д.).
В качестве примера рассмотрим сварочный генератор с самовозбуждением (рис.8).
Рис.8. Сварочный генератор с самовозбуждением.
В отличие от стандартных генераторов, в сварочных генераторах для внутреннего сопротивления магнитные потоки последовательной обмотки ОП и якоря (Фп и Фя) направлены навстречу магнитному потоку Фв обмотки возбуждения ОВ. При взаимодействии эти потоки вычитаются.
При холостом ходе электродвижущая сила генератора Uг = k n Фв, где n — обороты якоря ; k — коэффициент, зависящий от конструкции якоря.
,
где Iв — ток в обмотке возбуждения ; Wв — число витков в ОВ ; åRm — сумма магнитных сопротивлений потокам в обмотке возбуждения.
При горении дуги
,
где Iп — ток обмотки ОП; Wп — число витков обмотки ОП ;
Iя — ток в обмотке якоря генератора (Iя = Iп) ;
Wя — число витков обмотки якоря, включенные последовательно с обмоткой ОП угольными щетками через коллектор якоря.
При коротком замыкании напряжение на зажимах генератора падает практически до нуля (падением напряжения на толстых медных проводах обмоток можно пренебречь). Тогда при Uг =0 ток короткого замыкания
Регулируется Iкз изменением Iв, сопротивлением реостата R (плавная регулировка), ступенчатая регулировка Iкз выполняется изменением числа витков Wп переключателем S.
содержание .. 1 2 3 6 ..
Преобразователь
Работа преобразователя заключается в преобразовании переменного ток сети в механическую энергию электрического двигателя. В результате вращения вала генератора механическая энергия преобразовывается в электрическую энергию постоянного тока.
Большим плюсом является нечувствительность к перепадам напряжения, поэтому на выходе получается постоянный ток имеющий стабильными ВАХ.
Из-за большой массы, практически всегда их делают стационарными. Минусом является низкое КПД и большой износ движущихся деталей.
На данный момент преобразователи утратили свою актуальность.
Инвертор
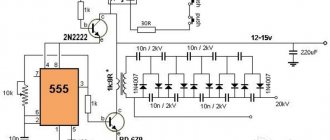
Принцип действия этих устройств заключается в преобразовании переменного тока сети в постоянный. Далее постоянный ток опять преобразуется в переменный, но только высокой частоты. После этого переменный ток подаётся на высокочастотный сварочный трансформатор который понижает напряжение и преобразует переменный ток в постоянный.
Инверторы на сегодняшний день одни из самых популярных источников питания сварочной дуги. Это обусловлено рядом преимуществ:
- постоянный ток с плавным регулированием;
- доступная цена;
- стабильное горение сварочной дуги и её лёгкое зажигание;
- малые габаритные размеры;
- малое энергопотребление
- малый вес.
Всё это делает инверторные источники питания незаменимыми в быту, а также на больших предприятиях.
Вольт-амперные характеристики источников сварочного тока
ВДМ-6301
Статические характеристики источников сварочного тока
Вольт-амперной характеристикой дуги называют зависимость между напряжением и током дуги в установившемся (статическом) режиме. Напряжение в процессе сварке зависит от длины дуги, чем длиннее сварочная дуга, тем выше напряжение. Чем круче вольт-амперная характеристика источника сварочного тока, тем меньше влияет длина сварочной дуги на сварочный ток.
Статическая вольт-амперная характеристика дуги показывает зависимость между установившимися значениями тока и напряжения дуги при постоянной ее длине.
При ручной сварке статическая характеристика сварочной дуги обычно является жесткой, и отклонение тока при изменении длины дуги зависит только от типа внешней характеристики источника питания.
Внешняя вольт-амперная характеристика представляет собой зависимость Uи= f(Iд), которую в общем виде получим из анализа схемы энергетической системы «источник- дуга»
Источник может pаботать в одном из тpех режимов: холостой ход, нагpузка, коpоткое замыкание.
При холостом ходе дуга не горит, ток отсутствует. В этом случае напряжение источника, называют напряжением холостого хода, максимальное напряжение источника
При нагрузке по дуге и источнику идет ток, напряжение, ниже, чем при холостом ходе, на величину падения напряжения внутри источника.
Экспериментально внешняя характеристика источника снимается измерением напряжения и тока при плавном изменении сопротивления нагрузки, при этом дуга обычно имитируется линейным активным сопротивлением-балластным реостатом.
Графическое представление полученной зависимости напряжения от тока и есть внешняя вольт- амперная характеристика источника. При уменьшении сопротивления нагрузки увеличивается ток и снижается напряжение источника. Таким образом, в общем случае внешняя вольт- амперная характеристика источника- падающая.
Оценим коэффициент полезного действия источников тока и режимов их работы. Очевидно, что для повышения коэффициента полезного действия, т.е. повышения эффективности расходования энергии, следует уменьшать внутренние сопротивление источника. Самый высокий коэффициент, близкий к единице, получается при самых малых сварочных токах, когда сопротивление приближается к бесконечности.
Динамические свойства источника сварочного тока
Динамические свойства характеризуются временем восстановления напряжения с момента короткого замыкания, до рабочего значения, когда горит дуга. Чем быстрее восстанавливается напряжение, тем лучше динамичнее свойства источника тока
Процессы в реальной системе «источник — дуга» чрезвычайно быстры. Интервалы установившегося состояния длятся не более нескольких секунд. Переходные процессы возникают от воздействия со стороны сварщика вызывают, переход от режима холостого хода к короткому замыканию и далее к режиму нагрузки, плавное снижение тока при удлинении дуги в конце сварки. Процессы могут вызываться внешним воздействием, такими, как колебания напряжения сети, или внутренними, возникающими, например, при капельном переносе электродного металла. Импульсные воздействия могут генерироваться источником для управления переносом электродного металла и формированием шва. Но чаще пульсирующий характер питающего напряжения считается недостатком, такое напряжение имеют, например, трехфазные сварочные выпрямители и особенно однофазные выпрямители без сглаживающего фильтра. В режиме непрерывного переходного процесса идет сварка дугой переменного тока. В этой связи возникает вопрос о правомерности понятия статической вольт- амперной характеристики применительно к источникам переменного и выпрямленного не сглаженного тока. Однако доказано,что если статическая характеристика такого источника построена для действующих(или средних) значений тока и напряжения, то почти все выводы, полученные для источника постоянного тока, с известной точностью pаспpостpаняются и на нее.
В простейших источниках необходимый уровень динамических свойств обеспечивался подбором таких параметров источника, как напряжение холостого хода, внутреннее сопротивление, а также индуктивность сварочной цепи.
Развиваются также источники с обратными связями. В них с помощью датчиков тока и напряжения контролируется фактическое значение характеристик переходного процесса(пикового тока, длительности короткого замыкания и т.д.), а после сопоставления их с регламентированными значениями система управления воздействует на источник, приводя эти характеристики в норму. Этот принцип управления динамическими свойствами назван компенсационным.
Разумеется, в конкретном источнике могут сочетаться несколько принципов управления.
Проверка свойств сварочных свойств источников питания
Для испытания источников питания ручной дуговой сварки применяют дифференцированный и совокупный методы.
Дифференцированный метод применяют для оценки:
- начального зажигания дуги;
- стабильности процесса сварки;
- разбрызгивания металла;
- качества формирования шва;
- эластичности дуги.
Совокупный метод испытаний применяют при сравнительных испытаниях для оценки сварочных свойств в целом по единичному обобщенному показателю, при этом сравнение проводят с двумя образцовыми источниками питания с заранее известными и различными по значению показателями сварочных свойств.
Для испытания источников питания автоматической и полуавтоматической сварки в углекислом газе применяют дифференцированный метод, по которому оценивают:
- надежность установления процесса сварки;
- потери металла;
- качество формирования шва.
Дифференцированный метод оценки сварочных свойств источников питания ручной дуговой сварки применяют при периодических, типовых, предварительных и приемочных испытаниях, а источников питания сварки в углекислом газе, кроме того, при сравнительных испытаниях.
При предварительных, приемочных и сравнительных испытаниях, наряду с оценкой сварочных свойств источников, проводят оценку сварочных свойств серийного источника того же назначения.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.