Для чего необходима проверка сварного шва
Сварочные соединения широко применяются в строительстве, в изготовлении прочных металлоконструкций, поэтому малейшее отклонение от технических норм, случившееся при их создании, может нести существенные риски. Если сварочные швы не справятся с нагрузкой, и конструкция сломается, произойдут не только неизбежные финансовые убытки, но и человеческие жертвы как на этапе строительства, так и при введении конструкции в эксплуатацию.
Зачастую сварные соединения проверяют уже в процессе эксплуатации конструкции. Такая необходимость обусловлена тем, что швы в зависимости от условий эксплуатации могут подвергнуться коррозии и другим неблагоприятным воздействиям.
Своевременные проверки особенно требуются в случае, когда на старые изношенные трубы или конструкции наплавляются слои. В этой ситуации проводится осмотр и проверка каждого нанесенного слоя, замеряется толщина металла, длина соединительного шва, а все полученные данные сопоставляются с установленным нормативом для данного участка с учетом его нагрузки.
Регулярные проверки и качественно проведенные визуальные осмотры помогают вовремя обнаружить повреждения шва, в кратчайшие сроки устранить дефекты, а также понять, в чем причина разрушения, и найти способы устранения и дальнейшего предупреждения повреждений.
Пояснение к оформлению журнала сварочных работ
Титульный лист 2
На данном листе пишется:
- Название организации, занимающейся сварочными работами.
- Наименование объекта, а также наименование строительства.
- Должность, фамилия, инициалы и подпись мастера, прораба, ответственного за сварку и оформление журнала.
- Организация или проектный институт разработавший проект/ рабочею документацию на свариваемые металлоконструкции.
- Проект/ рабочая документация (номер, шифр).
- Организация, разработавшая проект/ рабочую документацию для сварных металлоконструкций, а также шифр проекта производства работ. Как правило, сварочные работы находятся в составе общего ППР, на весь объект.
- Организация, должность, Ф.И.О. и подпись технадзора (строительного контроля) заказчика.
- Даты выполнения сварочных работ.
Список ИТР, ответственных за производство сварочных работ
Колонки 1-6
- Ф.И.О. мастера либо производителя работ.
- Указывается строительная специальность или образование мастера/ производителя работ.
- Должность.
- Фактическая дата начала производства сварочных работ на объекте (не является датой началом ведения журнала).
- Информация о прохождении аттестации в сварочном производстве и дата аттестации.
- Дата окончания сварочных работ на объекте.
Список сварщиков
Ст. 1. Ф.И.О. сварщика.
Ст. 2. Разряд профессиональной квалификации сварщика.
Ст. 3. Номер присвоенного клейма сварщика.
Клеймо сварщика присваивается приказом организации, в которой он работает и остается за ним до конца строительства объекта
Ст. 4, 5, 6. Указываются данные об обучении на производство сварочных работ, а именно номер удостоверения (НАКС или другие), срок его действия и допуск по пространственным положениям.
Ст. 7. Пишется оценка допускных сварных стыков, а также номер акта допускного стыка.
Заполнение журнала сварочных работ
Столбцы №1-№13
- Указывается дата и смена сварки стыка.
- Пишется параметры свариваемых элементов/ деталей, а также марка стали каждого элемента.
- Указывается маркировка свариваемого элемента/ деталей по проекту (рабочей документации). В случае производства сварочных работ по нескольким разделам проектной документации, дополнительно указывается шифр проекта и номер листа.
- Ставится фамилия, инициалы и подпись лица ответственного за сдачу под сварку и приемку сварного узла. Как правило, этим лицом является мастер либо прораб ответственный за сварку и оформление журнала.
- Указывается марка сварочных материалов, а также номер партии.
- Условия окружающей среды при сварке стыка-температура воздуха при сварке стыка. В случае выполнения сварочных работ на открытом воздухе, указывается осадки и скорость ветра.
- Ф.И.О. сварщика, а также номер удостоверения (указан в списке сварщиков).
- Номер присвоенного клейма сварщика.
- Подпись сварщика, указанного в столбце
- Ф.И.О. мастера либо производителя работ ответственного за сварочные работы на данном объекте/ участке (Указан в списке ИТР, занятого производством сварочных работ).
- Подпись ответственного лица за сварочные работы сварщика, указанного в столбце 10.
- Пишется результат контроля сварного соединения. Вид контроля сварных стыков указывается в проектной или рабочей документации.
- Столбец для замечаний от контролирующих лиц.
Кем и как проводится визуальный осмотр, и составляется акт
После проведения работы изначальную проверку качества шва осуществляет специалист-сварщик, который и выполнил данное соединение. После первичной проверки контроль осуществляется другими техническими специалистами: например, прорабом-начальником участка, инженером и т. д.
Очень важно, чтобы специалисты, осуществляющие контроль, владели необходимыми знаниями по технике визуальной проверки сварных соединений. В распоряжении работников должны быть необходимые инструменты и приспособления. Кроме того, они должны знать, как правильно оформляется акт визуального осмотра сварных соединений, и составить его в соответствии с регламентом.
Таким образом, визуальный контроль проводится в соответствии со следующим алгоритмом:
- Визуальный контроль. Предварительная проверка соединения на наличие коррозии и возможных дефектов с осуществлением простейших измерений: ширина, толщина шва и пр.
- Контроль качества сварных соединений. Контроль качества осуществляют для того, чтобы получить точные параметры наружных дефектов (после заключения акта о предварительном осмотре), в процентном отклонении от допустимого стандарта измеряется размер повреждений сварных швов.
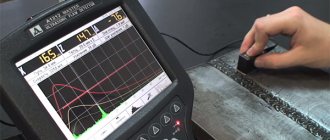
- Детальное (инструментальное) обследование швов и фиксация результатов. На данном этапе проверяют глубинные дефекты и применяют ультразвуковой контроль сварных соединений.
Специалисты, осуществляющие визуальный контроль сварных соединений, используют несколько видов приборов и инструментов.
Как производится проверка сварных швов
На самом деле для исследования сварных швов могут применяться самые разные методы, например, ультразвуковой, магнитный, химический, капиллярный и другие высокотехнологичные способы. Однако классический, по сей день актуальный и востребованный – обычный визуальный осмотр. Его цель: убедиться в том, что шов качественный, хорошо проварен, не имеет подрезов, наплывов, прожогов, чрезмерной чешуйчатости и других изъянов. Преимущества этого вида исследования вполне очевидны: он не требует больших затрат, при этом доступен и достаточно информативен, но наряду с этим существуют и свои минусы: субъективность обследования, невысокая достоверность, возможность исследовать только видимую часть шва.
Визуальный осмотр может проводиться как невооруженным глазом (обычно, если речь идет о крупных, хорошо просматриваемых швах), так и при помощи различных приспособлений, таких как линзы, микроскопы, эндоскопы, дефектоскопы и т.д.
Они используются для выявления мельчайших скрытых дефектов, которые сложно обнаружить при простом осмотре внешней стороны сварного шва (например, микроскопических трещин, забоин, расслоения, изломов и т.д.). При этом существуют приборы, которые предназначены только лишь для использования в лабораториях и те, которые можно применять «в полях». Последние способны выдержать любые температурные и погодные условия (в том числе такие, которые имеют повышенный коэффициент радиационной, химической, бактериологической и т.п. опасности для человека).
Необходимые приборы
Для осуществления контроля в различных условиях работы необходимые следующие приборы:
- Приборы цехового назначения. Такие инструменты могут работать при температуре +5 °С до +20 °С при нормальном атмосферном давлении и умеренной влажности.
- Приборы полевого использования. Такие приборы могут работать в диапазоне температур от -55 °С до +60 °С, выдерживают умеренную тряску и осадки.
При осуществлении измерительного контроля применяют следующие инструменты:
- измерительные лупы;
- угольники поверочные;
- угломеры;
- штангенциркули и штангенглубиномеры;
- щупы;
- измерители стенок труб и толщиномеры;
- микрометры;
- калибры;
- рулетки, линейки;
- специальные шаблоны и т. д.
Как правильно оформить акт визуального осмотра сварных швов
В настоящее время акт визуального осмотра составляется в произвольном виде. Его оформляют на основании шаблона, который разрабатывается и утверждается организацией, проводящей работы.
Порядок оформления
Акт может быть составлен от руки или распечатан на принтере, для оформления акта можно воспользоваться бланком с фирменным логотипом организации и ее реквизитами, допускается и использование простого листа бумаги.
В обязательном порядке акт должен быть заверен подписями ответственных лиц, а составляется он всего в одном оригинальном экземпляре и получает уникальный номер.
Все данные об акте регистрируются и вносятся специальный журнал учета, в котором проставляется отметка о номере документа и дате его создания. Акт должен храниться в соответствии с нормативно-правовыми актами и правилами организации, хранят его в отдельной папке в архиве компании.
Сведения, которые должны быть занесены в акт
Несмотря на то что законодательством не регулируется четкая форма составления акта, есть некоторые сведения, которые должны быть зафиксированы в нем в обязательном порядке:
- В начале документа записываются наименование организации, дата создания акта.
- Прописываются должности и данные специалистов, которые производили осмотр сварного соединения.
- В основной части акта вносятся данные об исполнителе работ: должность специалиста, ФИО. Также в основную часть документа прописываются сведения об обследованных сварных швах: их номера, марку стали и пр.
- Вписываются все инструменты и приборы, которые применялись при осмотре и контроле, прописываются все примененные методы, результаты осмотра и проведенных работ, даются краткие рекомендации по методам проведения контроля и осмотра.
- Подводятся итоги проведенного осмотра и контроля, проставляются подписи ответственных сторон.
Образец оформления акта
Акт на сварку контрольного соединения
Для оценки качества сварных соединений установлено понятие контрольного сварного соединения. Контрольным считается сварное соединение, идентичное контролируемым производственным сварным соединениям: должны быть одинаковы марки стали соединяемых элементов, их толщина и диаметр, тип и конструкция соединения, форма разделки кромок. При контроле однотипных соединений толщина и диаметр контрольного сварного соединения должны соответствовать одному из типоразмеров сварных соединений. Технологический процесс выполнения контрольного сварного соединения должен соответствовать технологическому процессу, применяемому при изготовлении контролируемой арматуры или при соединении ее с трубопроводом. Должны применяться тот же способ сварки, в том же положении, те же сварочные материалы, той же марки и того же диаметра, при тех же режимах, с тем же подогревом, с той же термообработкой и т. п. Контрольные сварные соединения должны выполняться в тот же период времени, что и контролируемые ими производственные сварные соединения, тем же сварщиком, на том же оборудовании и по той же технологии, под наблюдением специально выделенных ответственных лиц.
Термическая обработка контрольных соединений должна проводиться совместно с изделием (при общей термообработке в печи), а при невозможности этого — отдельно с применением методов нагрева и охлаждения и температурных режимов, установленных ПТД для производственных соединений. Если контролируемые сварные соединения подвергаются многократной термообработке, то и контрольное соединение должно пройти то же количество термообработок по тем же режимам. Если производственное соединение подвергалось многократному высокому отпуску, то контрольное соединение может быть подвергнуто однократному отпуску с продолжительностью выдержки не менее 80 % суммарного времени выдержки при всех высоких отпусках производственного соединения.
Контрольное сварное соединение должно быть проконтролировано в объеме 100 % теми же неразрушающими методами контроля, которые предусмотрены для производственных сварных соединений. При неудовлетворительных результатах контроля контрольные соединения должны быть изготовлены вновь в удвоенном количестве. Если при повторном неразрушающем контроле будут получены неудовлетворительные результаты, то и общий результат считается неудовлетворительным. В этом случае должны быть подвергнуты дополнительной проверке качество материалов, оборудование и квалификация сварщика.
Все сварные соединения должны иметь клеймение или иное условное обозначение, позволяющее установить фамилию сварщика, выполнившего это соединение.
Все данные, касающиеся технологического процесса выполнения контрольного сварного соединения должны заноситься в акт на сварку контрольного соединения, который подписывается сварщиком и иными ответственными лицами.