К конструкционным углеродистым или высокоуглеродистым относят сталь рессорно — пружинную. Для придания ей узконаправленных свойств легируется в небольших количествах 2-3 элементами, в общей сумме до 2,5 %. Но применение этих марок сталей не ограничивается только изготовлением пружин. Называют эту группу так, из-за того, что название это наиболее сильно отражает их главную особенность — упругость.
Сферы использования
Пружинная сталь — это низколегированный сплав
Из пружинной стали изготавливается широкий ассортимент изделий и деталей, используемых в транспортных средствах, агрегатах и заводском оборудовании. Торсионы и рессоры, которые можно встретить в подвесках автомобилей и бронетехники, изготавливаются из стали марок 55C2, 60C2A и 70C3A. С недавнего времени для этих же целей стала использоваться сталь марки 50ХФА. Из нее же обычно изготавливаются клапана для пружин.
Детали для транспортных средств – не единственная сфера, в которой применяется пружинная сталь. Материалы из этой категории используются для изготовления отмычек, пружин для фрикционных дисков, а также для разного рода механизмов, в том числе производственных. Для тех или иных изделий и пружин подходит сталь определенных марок. Между ними есть большие отличия в плане важных эксплуатационных характеристик:
Примеры применения конструкционных легированных сталей
- 50ХГФА – применяются для создания часовых пружин;
- 55C2 – рессоры и пружины, используемые в подвеске транспортных средств;
- 60Г, 65 – для изготовления износостойких и вибростойких пружин, упорных шайб;
- KT-2 – для проката холоднокатаной проволоки.
Существуют и другие многочисленные марки, причем многие из них способны взаимозаменять друг друга. Например, сталь марки 68 может применяться вместо 65ГА, а сталь марки 70(Г) отлично заменяет 60Г. В ГОСТ можно обнаружить таблицы, в которых приведены все существующие марки с их режимами обработки и свойствами.
Состав и производство
Для сборки пружин и механизмов на их основе используется сталь, в состав которой входит от 0,5% до 0,75% углерода. В случае если содержание этого элемента превышает отметку 0,7%, материал называется инструментальной сталью. Это твердый и высокопрочный материал для изготовления разных инструментов. А также он применяется с целью создания пружин, максимально устойчивых к механическим воздействиям.
Углерод – не единственный элемент, оказывающий влияние на важные характеристики стали для пружин. При производстве металла в его состав намеренно вводятся легирующие компоненты в следующих концентрациях:
Углерод
- никель – до 1,7%;
- вольфрам – до 1,2%;
- хром – до 1,2%;
- ванадий – до 0,25%;
- марганец – до 1,25%;
- кремний – до 2,8%.
Важнейшим этапом производственного процесса является измельчение зерна. В результате сопротивляемость готового металла мелким пластическим деформациям значительно увеличивается. Это положительным образом сказывается на релаксационной стойкости пружин, которые изготавливаются из высоколегированных сталей.
Современные методы изготовления сплавов для создания пружин позволяют производить материалы с любым исполнением, любой поверхностью и диаметром, если речь идет о пружинной проволоке. Строго соблюдаются как отечественные, так и международные стандарты, определяющие эксплуатационные характеристики стали. Кроме того, осуществляется тщательный контроль качества за каждым этапом создания пружинных сплавов.
Термическая обработка
Существует несколько режимов термической обработки этого типа стали. Любой из них выбирается в соответствии с производственными требованиями, которые предъявляются к готовому продукту. Чаще всего используется два метода термической обработки, которые гарантируют получение необходимых свойств с химической и физической точки зрения. К этим способам относят нормализацию и закалку с последующим отпуском.
При проведении термической обработки необходимо правильно выбрать параметры температуры, а также времени, которое нужны для проведения операции. Чтобы верно выбрать эти характеристики, следует отталкиваться от того, какая марка стали используется. Так как материал марки 65Г принадлежит к доэвтектидному типу, то в составе этого продукта содержится аустенит, представленный в виде твердой механической смеси с небольшим количеством феррита. Аустенит является более твердым материалом с точки зрения структуры, чем феррит. Поэтому для проведения термической обработки стали 65Г, необходимо создавать более низкий интервал закалочных температур. Учитывая этот факт, подобные показатели для этого вида металла составляют от 800 до 830 градусов по Цельсию.
Маркировка
Маркировка стали для производства пружинных изделий довольно простая, но при этом информативная. По обозначению можно понять состав материала, которым определяются все его эксплуатационные свойства. Маркировка расшифровывается в направлении слева направо. Она включает в себя следующие позиции:
Маркировка стали
- первая позиция из двух цифр выражает массу углерода в сотых долях процента;
- вторая позиция из одной или нескольких букв указывает название легирующего элемента;
- третья позиция показывает округленную до целого значения долю легирующего элемента.
В случае если доля легирующего элемента в металле составляет менее 1,5%, в маркировке она не указывается. По обозначению можно легко понять, к какому виду принадлежит металл. Например, пружинная сталь марок 65, 70, 75, 80 и 85 относится к категории углеродистых. Материалы, в маркировке которых присутствует минимум две позиции, причисляются к легированным, так как в их составе высокая концентрация легирующих элементов.
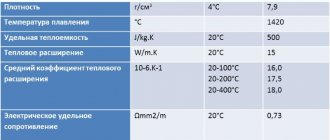
Характеристики
Основными свойствами материалов для изготовления стальных тормозных лент, пружин и прочих изделий, являются высокая текучесть и упругость. Значительное увеличение упругости достигается путем закалки сплава в масле при высоких температурах в диапазоне от +820 °C до +870 °C. После закаливания обязательно проводится отпуск в диапазоне температур от +400 °C до +480 °C. Если есть необходимость в повышении таких свойств металла как прочность, вязкость и пластичность, на производстве прибегают к изотермическому закаливанию.
На основании характеристик материала для создания пружин выделяются следующие группы металлов:
Таблица расчетных значений сопротивления стали
- по химическому составу – обычный, нержавеющий, легированный металл;
- по способу обработки – калиброванный, горячекатаный, кованый прокат, со специальной отделкой.
Металлы, идущие на изготовление пружин, обязательно проверяются и нормируются по химическому составу. В этом случае прокат классифицируется по категориям. Всего существует 14 категорий, которые обозначаются маркировкой от 1 до 4Б включительно. По некоторым характеристикам нормирование не выполняется. Например, металлы категорий 1, 1A, 1Б не нормируются на наличие обезуглероженного слоя и прокаливаемость.
Применение [ править | править код ]
Применяется для изготовления пружин и тому подобных изделий, например, торсионов и рессор. Из-за устойчивости к изломам и трещинам пружинная сталь также широко используется при производстве металлических шпаг для сценических сражений. Пружинная сталь это один из самых популярных материалов при изготовлении отмычек по причине эластичности и гибкости. Также используется для фортепианных струн и пружинных хомутов.
НОВОСТИ
Появилась возможность изготовления пружин из проволоки квадратного и прямоугольного сечения; конических и бочкообразных пружин
ПЕРСПЕКТИВЫ
В 2015-2018 году планируются дальнейшее развитие основного производства: -Строительство дополнительных площадей для основного производства. -Приобретение, с целью обновления, нового высокопроизводительного навивочного оборудования.
Полезные ссылки
Качество и технологии
Сталь для изготовления пружин
Сталью называется сплав железа с углеродом, в котором содержание углерода не превышает 2%. Сталь получают главным образом из смеси чугуна, выплавляемого в доменных печах, со стальным ломом. Сталь имеет высокие механические и хорошие технологические свойства, поэтому ее можно ковать, прокатывать, резать, термически обрабатывать. Многие марки стали подвергают обработке давлением в холодном состоянии.
Наиболее вредными примесями, ухудшающими качество стали, являются сера и фосфор. Сера придает стали охрупчивание при высоких температурах (красноломкость), а фосфор — при пониженных температурах (хладноломкость). Ухудшают качество стали, содержащиеся в ней в тех или иных количествах, зависящих от способа производства, неметаллические включения и растворенные газы.
По способу производства сталь разделяют на мартеновскую (основную и кислую), конверторную и электросталь. Получение стали в мартеновских печах может осуществляться скрап-процессом, при котором в состав шихты входят металлический лом и чушковый чугун. В мартеновских печах в качестве топлива используют различные горючие газы, а также мазут и нефть.
В результате химических реакций, происходящих при плавке, снижается содержание вредных примесей — серы и фосфора, а для получения требуемого состава стали вводят легирующие элементы в виде ферросплавов и «чистых металлов».
Кислая мартеновская сталь по сравнению с основной сталью содержит меньшее количество растворенных в ней сплаов и вредных неметаллических включений и имеет более высокие механические и технологические свойства. В настоящее время мартеновским способом производится наибольшее количество стали — качественной углеродистой конструкционной и инструментальной, а также низко- и среднелегированной, широко используемых и машиностроении.
Сущность конверторного способа производства стали состоит в том, что через залитый в конвертор (грушевидный сосуд) жидкий чугун продувают воздух, обогащенный кислородом в результате происходит выгорание углерода и других примесей. Содержание серы и фосфора в (той стали ниже, чем в мартеновской. Процесс продувки и длится 15—20 мин. Этот способ производства стали получает все более широкое применение.
В электропечах (дуговых или индукционных) получают сталь наиболее высокого качества. По сравнению с остальными способами выплавки сталь, выплавленная в микропечах, обладает наибольшей чистотой по сере и фосфору, содержит наименьшее количество газов и неметаллических включений и используется для изготовлении наиболее ответственных деталей машин, работающих в тяжелых условиях (при больших нагрузках, давлениях, и т. п.), а также для режущих инструмента по стоимости наиболее дешевой является конверторная сталь и наиболее дорогой — электросталь.
По химическому составу стали делят на углеродистые и легированные. Углеродистые стали подразделяются на низкоуглеродистую с содержанием углерода до 0,25%, среднеуглеродистую с содержанием углерода от 0,25 до 0,6% и высокоуглеродистую с содержанием углерода от 0,6 до 2,0%.
Легированные стали подразделяются на низколегированную, в которой суммарное содержание легирующих компонентов менее 2,5%, среднелегированную с содержанием легирующих компонентов от 2,5 до 10% и высоколегированную с содержанием легирующих компонентов более 10% (в легированных сталях углерод легирующим элементом не считается).
Читать также: Ограничение тока на lm317
По назначению стали разделяют на конструкционные (углеродистые и легированные), предназначенные для изготовления разнообразных конструкций и деталей машин, в том числе рессор, пружин, шарикоподшипников и т. д., инструментальные — углеродистые, легированные, штамповые, быстрорежущие, используемые для изготовления режущего и измерительного инструмента, штампов для холодной и горячей штамповки, и стали с особыми физическими свойствами.
Исходным материалом для изготовления пружин являются специальные качественные (пружинные) стали и цветные сплавы. Механические свойства термически обработанной качественной рессорно-пружинной стали и химический состав приведены в ГОСТ 14959—69.
Наиболее часто для пружин применяют углеродистые пружинные стали 65 и 70, кремнистые стали 55С2 и 60С2, а также марганцовистую сталь. Марганцовистая сталь очень стойка к обезуглероживанию при нагреве. В случае перегрева марганцовистая сталь дает при закалке трещины и приобретает хрупкие свойства. Кремнистые стали хорошо прокаливаются, перегрев не приводит к недостаткам, характерным для марганцовистой стали.
Для изготовления пружин применяют легированные стали: хромомарганцовистую, хромокремнистую, хромо-ванадиевую, хромокремневанадиевую, вольфрамокрем-нистую и никелекремнистую.
Легированные стали обладают высокими прочностными свойствами, хорошо прокаливаются; пружины из этих сталей работают длительное время. Эти стали применяют для изготовления особо ответственных пружин, работающих в неблагоприятных атмосферных и температурных условиях. Витые пружины изготовляют из стального и цветного проката круглого, квадратного, прямоугольного и других профилей. Пружинная проволока для изготовления мелких и средних пружин поставляется в бунтах.
Плоские пружины изготовляют из ленты, полосового и листового высококачественного стального и цветного проката.
Сортамент на сталь горячекатаную рессорно-пружинную (ГОСТ 7419—74) должен соответствовать маркам и техническим требованиям (ГОСТ 14959—69). Сталь поставляется круглого сечения от 5 до 50 мм включительно и квадратного сечения со стороной квадрата от 6 до 50 мм включительно. Размеры и допускаемые отклонения круглой стали предусмотрены ГОСТ 2590—71, квадратной стали — ГОСТ 2591—71.
Сталь пружинная полосовая прямоугольного сечения со слегка притуплёнными углами (тип А) поставляется шириной от 20 до 160 мм включительно, толщиной от I до 18 мм включительно. Размеры полос и допускаемые отклонения по толщине и ширине предусмотрены ГОСТ 103—76. Допускается поставка полос толщиной .’і мм, шириной 30; 35; 40; 45 и 50 мм с допускаемыми отклонениями по толщине ±0,3 мм. Пружинная сталь поставляется также типа Б (с закругленными краями). Специальной прокатке подвергается сталь для изготовления паровозных, тепловых и вагонных рессор.
Стальную пружинную ленту по прочности делят на фи категории: первая (1П), вторая (2П) и третья (ЗП). По точности ленту выпускают также трех категорий: нормальная (Н), повышенная (П) и высокая (В).
Для изготовления мелких и средних пружин промышленностью поставляется стальная углеродистая пружинная проволока по ГОСТ 9389—75, которая разделяется классы: I — высокой прочности, II — повышенной прочности, III — нормальной прочности.
Проволока I и III классов подразделяется по пластичности на две группы (I и II), проволока II класса — на группы (I, II и III).
Проволока стальная углеродистая холоднотянутая для клапанных пружин ответственного назначения изготовляется следующих диаметров: 2,0; 2,3; 2,5; 2,8; 3,0; 1,0; 4,5; 5,0; 5,5; 5,7 и 6,0 мм; стальная пружинная термически обработанная проволока ответственного назначения по ГОСТ 1071—67 выпускается диаметром 1,2; 1,4; 1,6; 1,8; 2,0; 2,3; 2,5; 2,75; 3,0; 3,4; 3,5; 3,6; 3,75; 4,0; 4,1; 4,2; 4,5; 4,8; 5,0 и 5,5 мм.
Проволока стальная легированная пружинная по ГОСТ 14963—69 изготовляется диаметром от 3 до 12 мм через каждые 0,5 мм.
Проволока стальная хромованадиевая для пружин по ГОСТ 14963—69 изготовляется следующих диаметров: 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 3,8; 4,0; 4,2; 4,5; 4,8; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10; 11; 12; 13 и 14 мм.
Процесс изготовления пружинной высококачественной проволоки весьма трудоемкий и осуществляется на специализированных металлургических заводах. Процесс начинается с обработки заготовки, называемой катанкой, имеющей диаметр около 6 мм. Заготовка обрабатывается на волочильных станах с промежуточными термической обработкой и травлением.
Технологический процесс изготовления проволоки диаметром 1,5 мм из стали У9А протекает следующим образом. Катанка диаметром 6 мм, проходя через термическую печь со скоростью 1,5—2,0 м/мин, нагревается до температуры 900—950° С и охлаждается на воздухе. Такая обработка называется нормализацией. После этого производится травление в 10%-ном растворе серной кислоты в воде при температуре не свыше 40—50° С, промывка в холодной воде, омеднение в растворе медного купороса, вторая промывка в холодной воде, известкование и сушка в сушильной печи при температуре около 100° С. Затем на стане последовательно через три фильеры осуществляется волочение с диаметра 6 мм до диаметра 4 мм. При этом на поверхности заготовки образуется наклеп, который устраняют патентированием. Патентирование заключается в нагреве проволоки, движущейся со скоростью до 3,5 м/мин, в муфельных печах до 900—950° С с последующим пропуском через свинцовую ванну с температурой 500—550° С.
Читать также: Как восстановить никель кадмиевые аккумуляторы для шуруповертов
Затем осуществляют повторное травление, промывку, омеднение, снова промывку, известкование и сушку.
Заготовка проходит окончательное волочение на стане с диаметра 4 мм на диаметр 1,5 мм через 14—15 фильер. Общая степень обжатия при этом составляет 85—90%.
Термические операции на переходах при волочении катанки и строгое соблюдение процесса травления в кислотном растворе являются решающими для обеспечения высокого качества пружинной проволоки.
При навивке пружин очень серьезное значение придается состоянию поверхности проволоки, которое отразится на качестве и надежности работы пружин. Поверхность проволо к и должна быть гладкой без продольных и поперечных штрихов, трещин, заусенцев, ржавчины, волосовин, закатов, плен и других наружных дефектов, просматриваемых невооруженным глазом.
При термической обработке поверхность проволоки и на навитых пружин подвергается обезуглероживанию, и чем глубже обезуглероживание проволоки, тем резче упругие свойства пружин. Допускаемая глубина обезуглероженного слоя и степень обезуглероживании пружин и пружинной проволоки устанавливаются техннческими условиями.
Углеродистая проволока небольших сечений обычно и изготовляется с омедненной поверхностью, толщина слоя которой бывает различна. Под омедненным слоем покрыты различные пороки, которые могут привести к браку изготовляемых пружин. Омедненный слой не имеет прочного сцепления с основным металлом и при волочении выполняет роль смазки. Не рекомендуется на пружины из такой проволоки наносить защитные покрытия без предварительных обезжиривания, травления и других операций, способствующих получению высококачественной поверхности проволоки. От вредного действии коррозии поверхность пружины покрывают защитным слоем. При гальваническом покрытии происходит насыщение водородом и охрупчивание поверхности пружины, поэтому на пружины, изготовляемые из проволоки диаметром до 0,3 мм, не наносят гальванические покрытия.
По вопросам размещения заказов на изготовление пружин обращаться:
+7(351)200-36-34
| Москва | Санкт-Петербург | Воронеж |
| Екатеринбург | Новосибирск | Краснодар |
| Красноярск | Нижний Новгород | Казань |
| Тольятти | Волгоград | Уфа |
| Пермь | Ростов-на-Дону | Самара |
| Тюмень |
© 2015-2018 ООО «Пружинно-навивочный завод». Изготовление и продажа металлических пружин: производство пружин кручения, навивка пружин сжатия, тарельчатые пружины. Предлагаем подвески и опоры трубопроводов, а также стопорные кольца.
Пружинная сталь, марки которой применимы в изготовлении тугих изделий, характеризующихся восстановлением первоначальной формы, при сильном изгибе и значительном скручивании.
Важнейшие детали в производстве механизмов, которые испытывают переменную, повторяющуюся нагрузку, под действием которой происходит сильная деформация. Как только нагрузка прекращается, эти элементы принимают первоначальную форму. В работе этих деталей есть особенность, которая не допускает остаточной деструкции, она должна быть только упругой. К рессорно-пружинным сталям предъявляются завышенные требования при выработке. Разберемся, из какой стали делают рессоры?
Основные требования
К ключевым характеристикам пружинного проката предъявляются строгие требования ГОСТ. Основной список технических требований регламентируется ГОСТ 14959-79. В нем содержится перечень как углеродистых, так и легированных марок стали. Там же описаны требования по отношению к маркировке, упаковке, правилам транспортировки, хранения и применения проката из пружинных сталей.
Перечень некоторых требований:
ГОСТ 14959-79
- максимальная массовая доля меди – 0,2%, остаточное содержание никеля – не более 0,25%;
- сталь марки 51ХФА может использоваться исключительно для изготовления упругой проволоки;
- максимальная массовая доля серы и фосфора в стали марки 60С2Г – не более 0,06%.
Некоторые требования к пружинной стали могут не соблюдаться. Например, вышеупомянутый ГОСТ допускает изменение концентрации марганца в составе сплава по желанию заказчика. Однако это действие допустимо только для тех пружинных сплавов, в составе которых нет таких легирующих элементов как никель и хром. А также не рекомендуется сильно отклоняться от таблиц, в которых указаны допустимые концентрации элементов.
Для чего вырабатывают пружинный сплав?
Для выработки деталей могут использовать как легированную сталь, так и углеродистую, они обладают повышенной упругостью, вязкостью, выносливостью и пластичностью. Благодаря свойствам этих видов стали ограничивается упругая деструкция.
Рессорно-пружинные стали доступные, технологичные, имеющие высокий предел релаксационной стойкости.
Интересно: для получения качественных изделий из углеродистой и легированной стали ее закаливают при температуре 420-520 градусов, при этом получается эффект структуры троостита.
Рессорно-пружинные стали сопротивляются непрочному разрушению, и отличаются повышенной пластичностью. Их применяют для выработки изделий с высокой стойкостью к износу, например:
- зажимные цанги;
- тормозной прокат;
- кромки;
- пружины и рессоры;
- упорные шайбочки;
- торсы подшипников;
- фрикционные диски;
- шестеренки.
Особенности сталей
Рессорно-пружинная сталь – ряд марок, в процессе создания которой применяется метод пластической холодной деформации. Для реализации этого метода могут использоваться дробеструйные и гидроабразивные технологии. Специфические методы, используемые при производстве пружинных металлов, наделяют сплав не только положительными, но и отрицательными качествами. К минусам таких материалов можно отнести:
- сложность разрезания – этот процесс возможен, однако затрудняется обработка готовых изделий;
- плохая свариваемость – металлы для производства пружин совсем не предназначены для сваривания.
Сталь 60Г — рессорно-пружинная
Отдельно надо выделить такую разновидность металлов как коррозионностойкая сталь. Это марка специального назначения, главной ее особенностью является высокая устойчивость к коррозионному разрушению. С целью наделения материала такими характеристиками в его состав добавляют легирующие элементы – никель и хром. Содержание никеля варьируется от 9 до 12%, а хрома – от 13 до 27%, в зависимости от необходимых свойств.
В целом пружинный металл пользуется высокой востребованностью, даже несмотря на некоторые недостатки. Применение таких материалов не ограничивается пружинами, фрикционными дисками и рессорами. Сталь используется и в фортепианных струнах, для проката проволоки и других целей.
Автомобильные рессоры
Автомобильные рессоры работают как пружины. Их задача – работа на изгиб, а не на растяжение – сжатие. Листы изделия обеспечивают жесткость, возвращая нагруженную деталь в исходное состояние. Рессоры – довольно жесткая конструкция, в которой дополнительные листы укрепляют самые нагруженные места.
Это сделано для распределения равномерной нагрузки по всей длине изделия, что крайне важно в условиях российского бездорожья. Автомобильные стремянки служат для крепления рессор к мостам грузовых автомобилей и улучшают жесткость всей конструкции
Стремянки автомобильные должны соответствовать проектным нагрузкам по толщине и прочности. Материал изделия – высокопрочная сталь, которая не сломается и не будет деформироваться от нагрузок. Резьба краев стремянки и ее изгибы должны формой полностью соответствовать модели автомобиля. При перегрузке рессоры происходит ее разрушение
Поэтому очень важно правильно подобрать изделие для каждого грузовика