Многие считают, что любой металл можно защитить с помощью специального оксидного покрытия, которое будет препятствовать возникновению коррозии. Однако существует особый тип коррозии под названием питтинг, который затрагивает металлы с защитным покрытием. В большинстве случаев питтинговая коррозия затрагивает лишь верхний оксидный слой металла, а вглубь проникает достаточно медленно.
Но как именно возникает питтинг-ржавчина? Правда ли то, что существует коррозия нержавеющих сталей? Ниже мы узнаем ответы на эти вопросы.
Внешнее проявление питтинговой коррозии
Существуют различные формы разрушения металлов. Точечная коррозия или питтинг – одна из этих форм, представляющая собой местные (локальные) дефекты на поверхности металла. Чаще всего питтинговая коррозия встречается на нержавеющей стали, алюминии и его сплавах, титане, никеле и возникает, когда пассивное состояние материала частично нарушается.
Питтинг довольно опасен для металла, несмотря на маленькие размеры его проявлений. Остальная поверхность продолжает оставаться в нормальном внешнем состоянии, и только в некоторых местах появляются белые или рыжеватые мелкие точки, язвочки, небольшие полоски. Их облик обманчив, и глубина обычно оказывается значительной, при этом пользователь редко обращает на них внимание на ранней стадии развития.
Причины образования ржавчины
Главная причина образования коррозии – неправильная технология обработки и производства материала. Из-за этого в материале остаются микрочастицы, которые в последующем приводят к деформации и нарушении целостности изделия.
Чаще всего в материале остается прокатная окалина, которая и провоцирует появление коррозии.
Из-за регулярного внешнего воздействия разных факторов на поверхность металлического предмета, часто начинает появляться питтинговая коррозия. Она разрушает верхнюю защитную оболочку и формирует язвы по всей области.
Питтинги или язвенные поражения на изделия образуются очень быстро на неровной, грубой поверхности. Они быстро поражают всю область металла ухудшая его свойства. Под взаимодействии с соленой водой, кислотой или другими агрессивными вещества предмет быстро ржавеет, и приходит в непригодность.
Причины, инициирующие питтинг
Часто предпосылкой для появления точечной коррозии становится нарушение технологии производства металла. Например, при несоблюдении правил отливки в стали появляются микропримеси, включения, изменяющие нормальную структуру. Некачественный металл может быть слишком пористым либо в нем появляется остаточная окалина – это тоже способствует возникновению питтинга.
Также питтинг возникает при эксплуатации стали, иных металлов в агрессивной среде: растворах, содержащих окислители и активирующие анионы (соляная, азотная кислоты, морская вода, хлористые соединения).
Прочие причины образования точечной коррозии таковы:
- механическое воздействие, приводящее к появлению сколов, царапин и вызывающее повреждение внешней защитной пленки;
- излишнее внутреннее напряжение металла;
- эксплуатация изделия при высоких температурах.
На шероховатой нержавейке точечная коррозия появится с большей вероятностью, чем на гладкой, отполированной, поэтому неровная текстура поверхности тоже считается фактором риска.
Как защитить металл
Мы рассмотрели вопрос о том, из-за чего возникает питтинговая коррозия. При понимании особенности такого процесса, можно будет определить, как с ней бороться и обеспечить процесс защиты.
Чтобы бороться с такой проблемой, можно будет использовать процесс пассивации.
Он основан на применении специального раствора, в состав которого входят две кислоты – лимонная и азотная. Также для сильного усиления процесса, можно использовать добавки.
Цель, которая ставится при применении пассивации, процесс коррозии может стать медленнее или же прекратиться.
Есть 3 метода, позволяющие защититься от причин возникновения питтинговой коррозии.
К ним относятся:
- Устранение дефектов. Использование современных методов позволяет устранить большинство видов дефектов, которые могут появляться на металле. Применяется полировка, а также другие средства для исправления неровностей. Это уменьшает опасность развития коррозии.
- Полировка. Помогает устранить шероховатости. Это не позволяет продуктам коррозии скапливаться. На гладком металле могут появиться естественные защитные пленки.
- Использование хромированного покрытия. Оно позволяет оградить материал от контакта с агрессивными средами. Используется цинкование – именно такой подход помогает улучшить общее качество защиты.
Наша компания всегда готова создать защиту от повреждений любых видов металлоконструкций и стальных изделий.
Особенности и схема развития питтинговой коррозии
Питтинг отличается высокой скоростью протекания. Если вовремя не избавиться от мелких дефектов, изделие может проржаветь насквозь. Чем выше температура в месте нахождения металла, тем быстрее будет идти его ржавление.
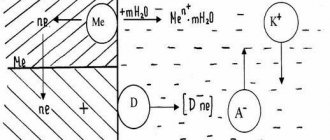
Питтинговая коррозия развивается в три этапа:
- Первый этап – зарождение. Обычно случается в зонах с нарушенной защитой, где пассивная пленка на поверхности металла была разорвана, либо там, где имеет место неоднородность материала. После вытеснения кислорода ионами-активаторами оксидный слой разрушается.
- Второй – рост питтинга. Он подчиняется законам электрохимических реакций. Вследствие растворения оксидной пленки усиливается анодный процесс в месте точечной коррозии, при этом нормальная поверхность становится катодом.
- Третий – диффузное расширение. На этой стадии элемент коррозии продвигается вглубь, рядом могут формироваться новые точки ржавчины.
В некоторых случаях питтинг останавливается в развитии на второй стадии и переходит на этап репассивации. Это случается при сдвиге реакции в сторону пассивации, например, при изменении кислотности среды. Если точечная коррозия перетекла на стадию диффузного роста, она не уже может войти в репассивацию.
Что такое питтинг
Итак, питтинг является разновидностью коррозии, при которой на металлической поверхности будут появляться так называемые питтинги. Такая коррозия будет затрагивать медные, железные, алюминиевые сплавы, а также те, что на основе хрома и прочие. Коррозия питтингового типа возможна даже на нержавейке.
Питтинг обычно будет затрагивать разные металлические конструкции, которые будут контактировать с соленой водой (как правило, это разные участки около берега). Это связано с тем, что для вступления в силу реакции требуется избыток ионов-активаторов, которые станут вытеснять кислород из защитной оксидной пленки – а такие вещества в большом количестве выделяются именно в воде. Также обращайте внимание, что вначале питтинг обычно начинает затрагивать верхние слои оксидной пленки, но из-за усиливающегося распространения ржавчины он может начать захватывать металл полностью. Такая коррозия появляется обычно при комбинации сразу двух факторов.
Форма питтингов
По фото можно увидеть, что некоторые элементы имеют правильную форму, другие неправильные по внешнему виду. Точная форма зависит от пустот в кристаллической решетке, которые сформировались во время зарождения питтинга. Обычно на простой (углеродистой), низколегированной стали и нержавейке образуются неправильные точечные коррозии, а на алюминии, различных сплавах – правильные. Кроме того, классификация питтингов по форме выглядит так:
- полусферические, с блестящим, полированным дном;
- полиэдрические;
- ограненные, в том числе, соединяющиеся между собой;
- в виде сложных многогранников;
- пирамидальные;
- призматические.
Полированные (полусферические) элементы нередко находятся на алюминии, тантале и титане, а также на кобальтовых, никелевых сплавах.
Сенсибилизация нержавеющих сталей и коррозия сварных швов
Этот вид коррозионного поражения обусловлен отрыву отдельных кристаллов сплава от поверхности детали. Он обусловлен влиянием насыщеннымх солями металлов рабочих сред. В таких средах между разделенных кристаллов вклиниваются соли кальция, рост карбидных кристаллов приводит к дальнейшему разрушению кристаллической структуры.
Такому влиянию подвержены сварные швы, при выполнении которых нарушалась технология проведения сварных работ. Возможна сенсибилизация и участков оболочек емкостей. Ее называют ножевой коррозией, она распространяется в виде узких полос.
Ослабленная сенсибилизацией кристаллическая структура особенно подвержена гальваническому влиянию. Под действием наведенных потенциалов скорость коррозии многократно возрастает.
Для профилактики таких негативных процессов используют метод пассивирования нержавеющих сплавов и сварных швов.
Классификация питтинга
Точечная коррозия классифицируется не только по форме, но и по иным признакам: размеру, специфике своего развития.
По размерам
В зависимости от точного состава металла, окружающих условий (температуры, кислотности) размеры питтинговой коррозии могут быть разными:
- микроскопические (микропиттинг) – менее 0,1 мм;
- обычные (питтинг) – 0,1-1 мм;
- значительные (язва) – более 1 мм.
По специфике развития
Питтинг бывает поверхностным, открытым и закрытым. Поверхностные элементы коррозии интенсивно развиваются по горизонтали, не захватывая более глубокие структуры металла. Они вызывают появление хорошо заметных выбоин малой глубины. Открытая точечная коррозия видна невооруженным глазом либо при небольшом размере при увеличении стандартным оптическим оборудованием. Этот тип ржавления нередко переходит в сплошной, если на поверхности стали появляться много питтингов.
Закрытая коррозия считается самой опасной в плане дальнейшей сохранности металлических изделий. Рассмотреть ее без приборов невозможно, поэтому элементы увеличиваются вглубь металла, оставаясь незамеченными в течение длительного времени. Именно закрытые питтинги вызывают формирование пробоин. Если вовремя не убрать начальные проявления коррозии, изделие придет в негодность.
Этапы роста питтинга:
1) Зарождение питтинга происходит в местах дефектов пассивной пленки (царапины, разрывы) или ее слабых местах (если имеет место неоднородность сплава) при достижении определенного потенциала – потенциала питтингообразования (φпо). Ионы-активаторы вытесняют адсорбированный на поверхности кислород или при взаимодействии разрушают оксидную защитную пленку.
2) Рост питтинга – происходит по электрохимическому механизму, вследствии интенсивного растворения пассивной оксидной пленки. Из-за активного растворения пленки происходит усиление анодного процесса в самом питтинге (активационный рост питтинга). Со временем, когда питтинг будет достаточно расширен, активационный рост замедляется, начинается диффузионный режим роста питтинга.
3) Иногда рост питтинга прекращается и наступает стадия репассивации. Основной причиной репассивации можно считать сдвиг потенциала поверхности в отрицательную сторону, т.е. сторону пассивации. Питтинг с диффузионным режимом роста (постепенно, стабильно растущий питтинг) не может перейти в стадию репассивации.
Способы защиты от питтинга
Существует ряд современных методов предотвращения коррозии, и многие из них применяются уже на стадии производства авто. Тем не менее, старые машины вследствие долгой эксплуатации, постоянного контакта с агрессивными реагентами подвержены ржавлению. Питтинг нередко возникает на различных деталях автомобиля: подшипниках, зубьях шестерен, а точки ржавчины на кузове и вовсе считаются распространенным явлением.
Точечная коррозия зачастую выявляется и на бытовых предметах, в том числе из нержавеющей стали. Для защиты металла можно применять механические и химические методики, некоторые из них подходят для самостоятельного использования.
Механический способ
Данный метод включает советы по удалению уже имеющейся ржавчины при помощи шлифования, лазерной обработки, а также механическое нанесение барьерных покрытий (в том числе лакокрасочных). Выбор вида покрытия зависит от типа металла и условий его эксплуатации. Обычно используется техника цинкования или никелирования, но в промышленных условиях также практикуется хромирование, покрытие медью, серебром, алюминием, оловом, кадмием. Созданная пленка изолирует металл от окружающей среды и не дает ему контактировать с кислотами, кислородом, хлором, чем продлевает срок службы.
В продаже есть наборы для самостоятельного проведения цинкования металла. Вначале производят очистку детали от уже имеющейся ржавчины путем обработки преобразователями. Через полчаса средства смывают, изделие чистят, полируют, наносят слой специального раствора и подключают электрод с цинковым наконечником. По истечении определенного времени на поверхности металла будет создана тонкая цинковая пленка, которая не позволит ржавчине и дальше разрушать материал.
Химический способ
Основным химическим методом избавления от коррозии является ликвидация замкнутой системы растворами щелочей, сульфатов, хроматов. Принцип действия заключается в уменьшении кислотности и сдвиге реакции в сторону щелочной, в которой процессы коррозии останавливаются. Важно только контролировать выделение водорода, поскольку этот элемент сам по себе увеличивает риск появления питтингов.
К сожалению, в быту полностью устранить опасность развития точечной коррозии невозможно. Есть шанс лишь ослабить влияние факторов риска. Лучше сразу правильно эксплуатировать изделие, не допускать повышения кислотности среды, чем можно продлить срок его службы на несколько лет.
Методы защиты металлов и сплавов от коррозии
Защита металлов и сплавов от питтинговой коррозии:
- Электрохимическая защита. Этот вид защиты часто применяется вместе с применением ингибиторов.
- Так как наиболее подвержены питтинговым образованиям пассивные сплавы, то наилучшим решением будет минимизировать их величину в составе сплавов или совсем заменить на другой, более устойчивый к разрушению материал.
Существуют вещества, введение которых в сплав, повышает его антикоррозийную стойкость (например, кремний и хром).
- Применение ингибиторов, которые в замкнутой системе подавляют или задерживают развитие разрушающих процессов, вследствие химических и физико-химических воздействий (вещества на сульфатной основе, щелочи, нитраты).
- Нанесения защитного антикоррозийного покрытия на предварительно очищенную и подготовленную поверхность элемента.
Важно понимать, что представленные методы борьбы с точечной коррозией металла возможны только на производстве или на начальном этапе создания сплава для конструкции или детали.
Таким образом, наличие питтингов не ставит крест на работоспособности конструкции, если они были замечены вовремя. Стоит всегда тщательно следить за состоянием изделий, включенных в работ, во время проводить технические обследования и не скупиться на качественную антикоррозийную защиту для металлов.
Что такое питтинговая коррозия нержавеющих сталей — виды и способы защиты
ГОСТ № 5272 от 1968 года дает определения различным видам разрушения металлов (сплавов) и классифицирует их по типам и видам. Питтинговая коррозия – название не совсем верное, если ориентироваться не на распространенную в обиходе терминологию, а на стандарт. Ее правильное название – точечная. В нормативном документе дается пояснение, что питтинг – это разновидность местной (локальной) коррозии.
Нержавеющая сталь – общее определение сплавов, которые подразделяются на 3 группы. Они отличаются спецификой применения и превалированием тех характеристик, которые являются наиболее важными в каждом конкретном случае. Далее речь пойдет в основном о наиболее распространенной модификации продукции – стали коррозийностойкой.
Внешнее проявление питтинговой коррозии
Выражается в точечных поражениях сплавов (в том числе, нержавеющих сталей) и металлов. Питтинговая коррозия начинается с поверхности образца и постепенно распространяется вглубь структуры, вызывая появление в материале полостей (язв). Чаще всего проявляется в местах различных дефектов нержавеющей стали.
Причины, инициирующие питтинг
- Механические воздействия на металлы, в результате которых образуются царапины, вмятины на нержавеющей стали. Неоднородность структуры нержавеющей стали – одна из причин возникновения питтинга. Естественные процессы – внутренние напряжения, различные микровключения и ряд других. Повреждения защитного (антикоррозийного) покрытия нержавеющей стали. Несоблюдение технологии производства и обработки сплава – повышенная пористость структуры, остаточная окалина. Состояние поверхности образца из нержавеющей стали. Ее шероховатость повышает риск возникновения питтинга. Агрессивные среды. На сталь негативно воздействуют морская вода, кислотные среды и так далее.