Главная / Техника сварки
Назад
Время на чтение: 2 мин
0
649
Сегодня силумин применяют для производства всевозможных сложных элементов. Сварщики соединяют детали из силумина применяя этот метод сваривания.
Сложным этот способ не назовешь, но, когда дело доходит до практики, при работе со сплавом многие начинающие мастера встречаются с большим количеством трудностей.
Детали из этого металла, соединяются более сложно, так как при сварке сплав окисляется и нагревается. Учитывая такие особенности, для этого способа сваривания применяют аргон. Этот элемент препятствует окислительному процессу во время сварочных работ.
Примечание. Силумин – это кремнийсодержащий сплав в основе которого лежит алюминий. Из него производят разные изделия замысловатых форм.
Из физических свойств этого сплава следует выделить износоустойчивость, высокую прочность, а также не податливость коррозии и небольшой вес.
- Силуминовая сварка с применением аргона
- Как правильно сварить силумин
- Сварка силумина аргонодуговым методом: все «за» и «против»
Подготовка свариваемых поверхностей
Чистка алюминия перед сваркой является залогом успешного соединения деталей. Для того, чтобы удалить окислы алюминия, можно пользоваться щетками из нержавеющей стали или растворителями и реактивами для травления.
Правила очистки металла:
- Не пользоваться щеткой, которая использовалась для очистки каких-либо сталей, например нержавеющей или углеродистой.
- Не следует сильно надавливать на щетку — при сильном надавливании окислы проникают в заготовку.
- Очистка металлической щеткой из нержавеющей стали осуществляется только в одном направлении;
- При использовании травящих жидкостей следует позаботиться об их удалении с поверхности заготовки перед сваркой с помощью ацетона или растворителя.
Особые свойства алюминия
Широкое использование алюминия объясняется его небольшим удельным весом, достаточно стабильной прочностью и коррозионной устойчивостью. Но его поведение при тепловой обработке создает сложности при соединении алюминиевых конструкций и деталей с помощью сварки. Это объясняется спецификой физико-химических свойств алюминия:
- он не изменяет свой цвет при сильном нагревании, поэтому трудно понять по цвету о степени прогрева металла;
- имеет широкий температурный диапазон плавления в отличие от стальных сплавов и начинает плавиться при низком температурном пороге, теряя при этом свою прочность;
- не проявляет склонности к намагничиванию;
- обладает высокой теплопроводностью (в среднем в 5 раз больше, чем стальные сплавы), поэтому при нагреве зоны соединения тепло интенсивно распространяется по всей свариваемой детали. Чтобы его не терять, перед проведением сварочных работ, особенно больших алюминиевых изделий, предварительно проводят их нагрев;
Из-за активного взаимодействия алюминия с кислородом воздуха на его поверхности образуется окисная пленка. При достижении определенной толщины она затем начинает служить защитой алюминия от дальнейшего окисления. В то же время, окисная пленка создает сложности при сварке, т. к. плавится при температуре 2050-2200 о С, в отличие от самого металла, имеющего точку плавления в районе 660 о С.
Выбор и настройка оборудования
Сварочный полуавтомат для алюминия
Сварка алюминия стандартными MIG- аппаратами носит условный характер, т.е. сварить с ним можно, но ожидать хорошего результата не стоит.
Оптимальным решением в выборе является полуавтомат для сварки алюминия с импульсным режимом. Импульсы пробивают оксидную пленку, уменьшают перегрев алюминия и снижают вероятность прожога.
Читать также: Лезвие для лобзика по ламинату
Синергетические импульсно-дуговые аппараты, снабженные специальной программой, еще больше облегчают задачу. Сварщику необходимо определиться с выбором свариваемых сплавов и подобрать соответствующую программу. Далее выставить значение силы тока кнопочным регулятором. Подбор остальным параметров осуществляется микроконтроллером автоматически.
Хочется отметить, что данные полуавтоматы не дешевое удовольствие и оправданы в профессиональном применении. В домашних условиях вполне можно обойтись оборудованием без навороченных программ, однако и качество сварочного шва будет несопоставимым.
При покупке универсального сварочного полуавтомата в ценовом диапазоне до 40 т.р., рассчитанного на сварку цветных металлов, в т.ч. алюминия, можно присмотреться к следующим моделям:
- Сварог REAL MIG 200 (N24002)
- Сварог PRO MIG 160 SYNERGY (N227)
- Сварог PRO MIG 200 SYNERGY (N229)
- Grovers MULTIMIG 200 SYN
- Aurora PRO OVERMAN 180
Проволока для полуавтомата
При сварке алюминия полуавтоматом накладываются определенные требования при выборе сварочной проволоки. Важные моменты, на которые нужно обращать внимание:
- температура плавления проволоки должна быть сопоставима с температурой свариваемого металла. Меньше разброс – процесс сварки легче;
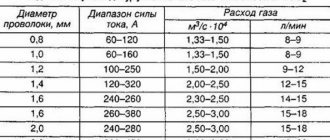
- оптимальный диаметр проволоки 1,2- 1,6 мм;
- больше диаметр-легче подача в зону сварки.
Распространенными типами алюминиевой сварочной проволоки являются ER4043 и ER5356. Предназначены для сварки и ремонта изделий из алюминия и его сплавов с содежанием кремния не более 5%.
Режимы сварки для проволок ER4043 и ER5356
| Диаметр проволоки, мм | Напряжение, В | Ток, А | Расход газа, л/мин |
| 0,8 | 13-24 | 60-170 | 15 |
| 0,9 | 13-24 | 60-170 | 15 |
| 1,0 | 15-26 | 90-210 | 16 |
| 1,2 | 20-29 | 140-260 | 19 |
| 1,6 | 25-30 | 190-350 | 25 |
Сварочная горелка
Для сварочной горелки применяется тефлоновая направляющая для уменьшения трения проволоки. Желательно чтобы рукав для сварки алюминия предназначался только для сварки алюминия и не был слишком длинным -3 м самое то.
Чем прямее в канале проволока, тем беспрепятственней она подается поэтому старайтесь держать рукав без перегибов и петель.
Контактный наконечник должен быть предназначен для сварки алюминия (на них помимо диаметра проволоки выбита маркировка AL) простые, используемые для сварки черных металлов и нержавеек не подходят. Связано это с сильным расширением алюминия во время нагрева. Диаметр отверстия должен быть больше диаметра проволоки примерно на 0,4 мм, и в тоже время не сильно большим, чтобы обеспечить хороший электрический контакт.
Использовать алюминиевую проволоку диаметром 0,8 мм затруднительно ввиду пластичности металла и сложностью протяжки. Решением данной проблемы может быть применение сварочной горелки Push Pull (пуш пул). Специальный встроенный механизм улучшит подачу проволоки и позволит увеличить длину горелки.
Если сварка ведется на токах свыше 200 А, стоит позаботиться о снижении тепловыделения и уменьшении проблем с подачей проволоки использованием горелки с водяным охлаждением.
Механизм подачи проволоки
Ввиду повышенной пластичности и мягкости алюминиевой проволоки по сравнению со стальной, подающий механизм должен иметь ряд особенностей, таких как :
- четырехроликовое подающее устройство. Необходимо для равномерного прижатия каждой пары роликов;
- подающие ролики с U- образными бороздками, созданные специально для работы с алюминиевой проволокой.
Защитный газ
В качестве защитного газа наиболее часто используется аргон, обладающий хорошим очищающим эффектом и хорошим проникновением в сварочную ванну. При сварке алюминиевых сплавов с высоким содержанием магния в качестве защитного газа используются смеси аргона с гелием( до 75 % гелия в смеси). Такие смеси препятствуют образованию оксидов магния.
Здесь может возникнуть вопрос, как варить алюминий в среде углекислого газа или вообще без газа, ведь аргон достаточно дорогой?
Более дешевый углекислый газ, применяемый для сварки низкоуглеродистых сталей, в данном случае не подойдет. СО2- активный газ, он будет защищать сварочную ванну от воздуха, но при этом будет вступать в реакцию в алюминием, препятствуя образованию прочного соединения. Поэтому в данном случае применяется именно инертный газ.
Читать также: Таймер 555 даташит на русском
Сварка полуавтоматом без газа возможна с применением специальной флюсовой проволоки, защищающей сварочную ванну.
Достоинства и недостатки сварки аргоном силумина
Среди достоинств выделяются:
- узконаправленное воздействие дуги предотвращает деформацию свариваемых элементов;
- аргон значительно тяжелее воздуха, поэтому он вытесняет кислород из сварочной зоны, увеличивая качество;
- высокая скорость процесса;
- наличие разнообразных разработанных методик для сварки различных составов.
Минусы метода:
- работы можно производить только в закрытых помещениях иначе порывы ветра будут сдувать аргон из-под горелки;
- высокие сварочные токи требуют дополнительного теплоотведения;
- дорогостоящее оборудование;
- долгий подбор режимов.
Процесс сварки силумина – занятие достаточно сложное. Для качественного выполнения необходим большой практический опыт.
Правильные режимы сварки
Настройка оборудования
Сварка алюминия полуавтоматом в условиях гаражного применения, на аппаратах, не оснащенных дополнительными функциями: горячий старт, плавный подъем и опускание сварочного тока и т.д., подбор оптимальных режимов можно осуществить только опытным путем, путем проб и ошибок.
Оптимальные значения напряжения и сварочного тока могут быть различны в зависимости от толщины металла и степени. К примеру, для сварочного полуавтомата OVERMAN 180 AuroraPRO для сварки алюминия толщиной 2 мм настройки выглядят следующим образом:
- напряжение в районе 15 в;
- ток в пределах 130-150 А на медленной подаче;
- индуктивность устанавливается в положении 3.
Настройка “индуктивности” позволяет не повышать температуру сварочной ванны
В более продвинутых моделях сварку алюминия ведут в 4-х тактном режиме. При нажатии на кнопку горелки запускается сварочный процесс, дальше ее можно опустить и контролировать наложение сварочного шва. По завершении кнопка нажимается повторно, процесс сварки в аргоне прекращается. При нажатии и опускании кнопки могут подключаться различные функции, облегчающие сварку алюминия. Применение 4- х тактного метода наиболее оправдано на длинных швах при продолжительной сварке.
Натяжение проволоки должно обеспечивать ее равномерную подачу. Избыточное и недостаточное натяжение снижает стабильность дуги и является причиной пористости сварного шва.
Положение газовой горелки
Положение горелки следует располагать под углом 10–20° к вертикали. Оптимальным расстоянием между соплом и свариваемыми деталями будет 10-15 мм, его увеличение значительно повышает расход газа.
Варить алюминий полуавтоматом нужно справа налево, так называемая сварка “от себя”. Движение горелки от сварочной ванны приводит к лучшей очистке сварного шва, снижению загрязнения и улучшения защитного действия аргона.
Скорость ведения шва
Сварку следует производить быстро, активной горячей дугой. Высокая теплопроводность алюминия диктует правила на высокие занчения токов и напряжений и более высокие поступательные скорости движения горелки во избежание прожогов.
Выпуклые швы
При сварке алюминия наиболее распространенным видом брака является растрескивание, возникающее в результате значительного расширения алюминия при нагреве и, соответственно, значительного сжатия при остывании сварного соединения. Наиболее существенная угроза растрескивания возникает в кратерах, так как кратер сжимается при охлаждении, что приводит к появлению в нем разрывов. Кратеры следует наваривать до образования куполообразной поверхности. При охлаждении сварного соединения выпуклая поверхность будет препятствовать действию сил сжатия.
Один из распространенных приемов заварки кратеров — проход в обратном направлении без выключения дуги.
Подведем итог
Сварка алюминия полуавтоматом довольно сложный технологический процесс, который требует не только наличия аргонно-дугового сварочного аппарата с функцией импульсной сварки, но и определенного опыта, если отсутствует второй критерий, лучше доверить работы опытному мастеру. Как правило, цена на сварку алюминия носит договорной характер и колеблется в пределах 100-300 рублей за 1 см.
Если вы все-таки решите произвести работы самостоятельно, стоимость шва будет пропорциональна рыночной цене катушки с проволокой (при наличии полуавтомата и специального газа, без использования аргона качество шва значительно хуже).
Техника безопасности
Использование средств защиты является необходимым условием проведения сварочных работ. Обязательно использование респиратора для органов дыхания, защитной маски, специальной одежды и обуви для защиты от свечения сварочной дуги и брызг расплавленного металла. Едкий белый дым, выделяющийся при сварке алюминия провоцирует кашель и головные боли.
Особое внимание следует уделить защите открытых участков тела от влияния УФ-излучения, т.к. при сварке алюминия оно гораздо интенсивнее, чем при сварке других металлов. При попытке сварки в ” шортах” и в “майке” эффект солярия вам обеспечен уже спустя 30 мин.
Сварка полуавтоматом алюминия не сопоставима по качеству с применением TIGа, однако с лихвой компенсируется значительной производительностью. Она является прекрасным решением в случае наплавки или заполнения больших зазоров. В условиях промышленного производства применение полуавтоматов наиболее целесообразно ввиду объемов и высоких требований к скорости. Применение промышленных аппаратов и высокая квалификация сварщика позволяют добиваться отличных результатов.
Настройка полуавтомата
Мало выбрать аппарат для сварки алюминия, нужно еще правильно его настроить. Как мы писали ранее, именно от правильной настройки во многом зависит исход вашей работы. Скорее всего, вы не сможете с первого раза подобрать правильные настройки, поскольку это дело опыта. Вы можете просмотреть десятки обучающих видео и прочесть статьи, но этого недостаточно. Нужен свой опыт.
Однако, мы попробуем упростить вам задачу первого знакомства со сварочным полуавтоматом и дадим несколько рекомендаций, которые всегда работают. Прежде всего, сварочный полуавтомат для сварки алюминия обладает своими функциями. В стандартном полуавтомате вы можете настроить силу тока, значение напряжения, скорость подачи проволоки и полярность.
Не существует каких-то определенных универсальных настроек, которыми вы сможете сварить любые детали. Здесь нужно отталкиваться от толщины. В качестве примера возьмем деталь из алюминия толщиной 2 миллиметра. Мы рекомендуем варить такой металл, установив напряжение не более 15 вольт, силу тока можно установить в пределах от 100 до 150А.
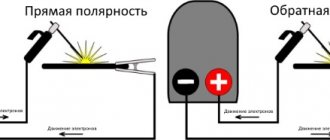
Скорость подачи проволоки устанавливайте исходя из скорости своей работы. Если вы новичок, то установите минимальную скорость на вашем сварочнике. Хоть сварка алюминия и должна производиться быстро. Полярность устанавливайте прямую (если варите с применением газа). Если работаете без газа, то устанавливайте, соответственно, обратную полярность.
Если у вас профессиональный или полупрофессиональный полуавтомат с возможность работы в четырехтактном режиме, то включите его. Это заметно улучшит качество шва.
Алюминий — пожалуй самый капризный металл
Алюминий это не сталь, если вы умеете варить сталь, то сразу должны понять, что алюминий – это легкосплавный металл. Он требует прогрева вначале сварки, задержитесь на несколько секунд в начале сварки на одном месте, создайте ванну, позвольте металлу прогреться. Продолжайте вести горелку, алюминий очень быстро нагревается, если вы будете долго стоять на одном месте, то скорей всего произойдет проплавление металла. Все нужно делать оперативно. Вы быстро поймете это и подберете нужную скорость.
Подготовка материала к сварке
Перед процессом нужно сделать следующее:
- отшлифовать поверхность;
- убрать налёт и оксидную плёнку: щётками, специальными машинками или флюсами;
- обезжирить поверхность ацетоном;
- расшить кромки (если толщина заготовки более 5 мм);
- края деталей обрезать под углом 30-45 градусов и обработать флюсом;
- чтобы детали не деформировались, их нужно заранее подогреть.
Задачи сварщика при работе с алюминием
Учитывая особенности поведения алюминиевых сплавов при сварке, вы должны решить в процессе работы основные задачи: избавиться от оксидной пленки, обеспечить стабильную дугу во время сварки и своевременную подачу сварной проволоки, чтобы сварочный процесс алюминия был непрерывным, в противном случае его придется начать заново.
Сварщик должен:
- избавиться от окисной пленки в месте шва: пробить ее электрическим импульсом или провести механическую очистку поверхности с помощью металлической щетки или путем химического травления. Для пробивания пленки используют специальный импульсный режим работы оборудования;
- при выборе режима сварки не допустить прожогов металла из-за повышенной теплопроводности и низкого порога плавления алюминия, приводящего к быстрой потере прочности при нагревании. Для этого он должен обеспечить нужную температуру процесса и дугу от 12 до 15 мм длиной, выбрать правильные электроды и размер присадочной проволоки, подходящий для толщины соединяемых алюминиевых деталей и сопла горелки;
- учитывать склонность алюминия к значительной линейной усадке (почти вдвое больше, чем у сталей) при быстром остывании после нагрева, т. к. это ведет к созданию внутреннего напряжения с образованием деформационных трещин или кратеров в области шва. Для предотвращения этого начинать сварочный процесс нужно при большом сварочном токе, чтобы пробить оксидную пленку, а заканчивать — постепенно снижая его к концу процесса, это смягчит резкую смену температуры и не даст образоваться кратеру.
Плюсы и минусы сварки алюминия полуавтоматом
Любой полуавтомат для выполнения сварки имеет в своем устройстве источник получения сварочной дуги, горелки с защитным рукавом для проволоки, кабеля с зажимом на конце для подключения к детали, двигателя и редуктора.
Плюсы полуавтомата:
- Такое устройство аппарата позволяет использовать его в широком диапазоне с разными настройками, помогающими выбрать нужный режим проведения сварочного процесса.
- Контроль дуги можно проводить при любом положении горелки.
- Можно проводить сварку деталей любого размера. При необходимости соединения конструкций больших размеров проводить работу можно без использования защитного аргона.
- Аппарат обеспечивает высокую точность сварного шва.
- Обеспечивается экономный расход расходных материалов и электроэнергии с большой эффективностью.
- Аппараты полуавтоматического типа могут иметь небольшой вес и размеры, а также мобильность, позволяющую устанавливать их в нужном месте.
- Имеют высокий КПД, достигающий 95%.
- Основным недостатком полуавтомата инверторного типа является его высокая стоимость по сравнению с трансформаторными устройствами.
- Такие аппараты боятся пыли, которой в производственных условиях или на стройке достаточно. Поэтому, в отличие от других устройств, они нуждаются в регулярной чистке с продувкой инвертора.
- Электронные схемы управления регулировкой плохо реагируют на минусовые температуры, а перепады температур могут вызвать конденсат и вывести из строя систему.
Ознакомившись с процессом сварки алюминия с помощью полуавтоматического аппарата и его тонкостями, вы можете самостоятельно приступать к работе. Соблюдение всех рекомендаций статьи и правильного проведения технологического процесса позволит добиться качественного надежного соединения изделия из алюминия.
Какой защитный газ используют
При работе на полуавтомате с алюминием рекомендуют использовать аргон или смесь аргона с гелием. Последнюю смесь применяют для заготовок с большим сечением.
В отдельных случаях полуавтоматическая сварка данного металла может выполняться и без газа, но тогда необходимо использовать специальную порошковую проволоку, испарения которой формируют защитную среду, либо осуществлять процесс под слоем флюса.
Аргон создаёт защитный слой, который ослабляет воздействие атмосферного воздуха, следовательно, на шве будет меньше различных окисей.
Использование газа замедляет рабочий процесс, зато результат – высокое качество полученного шва.
Можно ли варить алюминий полуавтоматом без защитного газа
Иногда алюминий варят без газа, но чтобы вокруг металла была защитная среда, используют порошковую проволоку. Её испарения защищают металл от образования окисей.