Разновидности канифольного припоя
В настоящее время такой припой с канифолью изготавливается в нескольких вариантах. Принято различать такой присадочный материал в зависимости от содержания канифоли, толщины проволоки и ряда других особенностей. Имеется возможность выбора материала, как для домашнего использования и пайки в промышленных масштабах. Изготавливается такой припой в виде:
- В катушках. Это универсальный вариант наплавочного материала, который может использоваться как профессиональными сварщиками в мастерских и обычными домовладельцами для пайки дома. Толщина проволоки может колебаться от 0,8 до 2 миллиметров. Отметим, что пользоваться такими катушками чрезвычайно удобно. Необходимо лишь подобрать соответствующую марку припоя и толщину проволоки.
- В тубусе. Такая разновидность припоя изготавливается исключительно для домашнего использования. В таком тубусе содержится минимум материала, поэтому при необходимости больших объемов следует покупать либо сразу большое количество тубусов или же выбирать припой в катушке.
- В бухтах. Применяется большое количество материала, поэтому такое исполнение предназначено в большей степени для промышленного использования. Толщина проволоки может выполняться различной, в зависимости от конкретных потребностей покупателей. Сами бухты могут выполняться различного размера, что несколько упрощает их использование.
Физико-химические свойства используемого припоя
Классическим составом такого припой с канифолью считаются оловянно-свинцовые мягкие сплавы. Содержание олова составляет 60% и свинца 40%. Соответственно, такой состав наделяет подобный припой определенными физическими свойствами. Наличие канифоли позволяет обеспечить отличную гибкость, в результате чего перед сваркой вы сможете подобрать нужное количество такого материала и правильно его расположить в шве. Необходимо учитывать, что подобный состав имеет низкую температуру плавления, поэтому применять его для соединения тугоплавких металлов не представляется возможным. В то же время отметим, что такой припой проникает в жидком состоянии во все полости и неровности, что позволяет обеспечить прочность соединения. Но при этом проникновения такой присадки в основной материал не происходит.
Низкие показатели температуры плавления позволяют гарантировать легкость самой пайки. Свинец добавляет материалу текучесть, но при этом следует учитывать тот факт, что в свинце могут содержаться ядовитые испарения, поэтому лучше всего пайку выполнять в проветриваемом помещении. Более каких-либо дополнительных мер предосторожности соблюдать при пайке не требуется.
Припой с канифолью
При сборке или ремонте электронных плат, различных электрических устройств, радиодетали фиксируют пайкой. Работники прикрепляют их на нужных участках паяльником, где расходными материалами служат припои.
При этом, обрабатываемые части остаются твердыми, они не подвергаются расплавке. Плавится сплав, который смачивает и присоединяет электронные элементы. Для хорошего сцепления необходима очистка поверхностей флюсами. Чтобы упростить рабочий процесс и повысить качество соединений, создали универсальные канифольные припои. Разработчики избавили мастеров от комплектации дополнительных веществ и выполнения лишних операций, включив в состав изделия оптимальное количество смолы.
Их производят в виде полых проволок, пространство которых заполнено компонентами:
- Канифольными.
- Синтетическими.
- Водосмываемыми.
Для пайки с трубчатым материалом не нужно дополнительное флюсование, отчего повышается производительность. При производстве припои отличаются:
- Содержанием канифоли.
- Толщиной проволок.
Готовые изделия поступают в продажу разные по комплектации в виде:
- Катушек – где на стержень намотана проволока толщиной до 2мм. Наплавочный материал удобно использовать в домашних и промышленных мастерских, необходимо только подбирать параметры.
- Тубусов – формируют для работ в домашних условиях по причине небольшого количества в одном комплекте.
- Бухт – которые больше подходят для промышленных предприятий. Здесь упакована проволока разных размеров, покупатель выбирает по своим потребностям толщину и длину.
При выборе потребитель опирается на удобство и качество проводимых работ. Для стандартных процедур с известными режимами исполнения подойдет любая марка из разряда ПОС – 61, 60, 90. Основным компонентом в этих припоях будет сплав из серебра или олова. Сниженная крепость соединений, увеличивает мягкость и смачиваемость заготовок.
Для соединения тугоплавких металлов используют наплавку без внутренних флюсов.
Как правильно выбирать припой
Выбирая ту или иную разновидность такого материала, следует учитывать удобства выполнения работы. В том случае, если выполняются стандартные работы, то можно использовать припой с любой оптимальной маркой канифоли. Если же вы выполняете работу с так называемыми ПОС материалами, лучше всего выбирать припой, компонентами которого является серебро. Это и позволит вам обеспечить высокую значимость, мягкость и последующую прочность соединения.
В каждом конкретном случае в зависимости от используемых металлических сплавов в припое его температура плавления может существенно различаться. Выбор в данном случае необходимо выполнять исключительно в зависимости от характеристик соединяемых вами основных металлических деталей. Все это и позволит гарантировать долговечность выполненной пайки и качество такого соединительного шва.
Обратите внимание также на температуру плавления у припоя и металла. Чем выше такая температура основного металла, соответственно тем выше этот же показатель должен быть и у припоя. Кроме марки такого материала вам необходимо также определиться с толщиной проволоки. В данном случае выбор необходимо делать исходя из толщины самих изделий и имеющейся толщины сварного шва. Если вы работаете паяльником, то наплавить необходимую по размеру каплю флюса вы сможете из проволоки с любой толщиной. Если же вы используете газовую сварку, то вам следует использовать проволоку толщиной от 0.8 до 1.5 миллиметров. Однако отметим, что состав материала куда более важная характеристика, чем его толщина.
Читать также: Как соединять провода наушников
Кому и когда лучше использовать каждый из припоев
Радиотехник применяет трубчатый элемент, полость которого заполнена канифолью, когда необходимо провести пайку:
- В приборе, отремонтировать электронное устройство.
- Небольших по объемам участков, использовав тубусы или катушечную комплектацию.
- На промышленном предприятии, при наличии бухты с соблюдением соответствия всех технологических процессов и свойств напаиваемого металла.
- С низкими температурами плавления.
Пайка без внутренних наполнителей позволяет осуществлять действия с разными:
- Тугоплавкими металлами.
- Температурными режимами плавки в зависимости от состава сплава.
- Чувствительными к перегреву элементами – предохранителями, транзисторами.
- Радиотехническими изделиями – проводами, техническими платами.
- Лудить и соединять медные, бронзовые детали для получения герметичного шва.
Мастер определяет область работ и выбирает то вещество, которое подойдет для конкретных работ. Радиодетали хорошо прикреплять, используя проволоку с канифолью. Для соединения элементов из висмута или кадмия лучше подобрать отдельно припой и флюс, которые соответствуют требованиям сплавов.
Электроника и техникаКомментировать
Особенности использования
Правильно определив и выбрав используемый припой с канифолью, можно выполнять саму пайку. Данная работа не представляет особой сложности. Необходимо выполнить соответствующую подготовку поверхности, для чего основной металл зачищают от имеющихся загрязнений и всех отстаивающихся частей.
При подготовке поверхности к пайке ее необходимо разогреть и расплавить припой. Помните, что большой разницы в температурах между металлическими сплавами и припоем быть не должно, в последующем это отрицательно сказывается на качестве соединения. Перегревать основной металл не требуется, в последующем припой может разливаться по такой горячей поверхности, длительное время остывая и не затвердевая в течение 10 минут и более. Наличие канифоли существенно упрощает пайку, и припой быстро затвердевает, обеспечивая механическую прочность соединения. При этом обеспечивается необходимая защита соединения от коррозии.
В настоящее время в продаже можно найти припой с канифолью от различных производителей. Это могут быть как отечественные компании, так и иностранные производители. Следует сказать, что какой-либо существенной разницы между отечественными и иностранными производителями нет. Поэтому в первую очередь ориентируйтесь на состав материала, его марку и толщину проволоки. Приобретая припой от отечественных производителей, вы сможете существенно сэкономить. При этом вы можете быть полностью уверены в качестве и долговечности выполненных паяных соединений металлических элементов.
Припой относится к основным расходным материалам, используемым во время пайки. данный процесс существует достаточно давно и производители постоянно работают над его совершенствованием. Улучшение касается и расходных материалов. Припой с канифолью является одним из продуктов такой модернизации, который существенно упрощает процесс спаивания, так как для него требуется меньшее количество материалов. При стандартном проведении процедуры нужно использовать не только сам припой, но еще и канифоль в качестве флюса. Она необходима для того, чтобы упростить расплавление наплавочного материала, а также улучшить связь между ним и основным металлом. С учетом того, что сам процесс проводится при относительно низких температурах и не влияет на структуру основного металла, то смачиваемость выступает очень важным фактором.
В данном случае флюс содержится в припое, так что ничего дополнительного применять не нужно. Такой способ удобен, как для новичков, так и для профессионалов. Стоит отметить, что в марках, которые относятся к данному типу, хорошо соблюден баланс. При использовании канифоли отдельно всегда есть риск, что ее можно взять меньше или больше. Если же применяется марка с содержанием канифоли, то там она будет подобрана в оптимальном количестве согласно взятому размеру проволоки. Данные изделия производятся согласно ГОСТ 21931-76.
Канифоль
Канифоль производят из смолы хвойных деревьев и представляет собой твердое вещество, отчасти по цвету напоминающее янтарь.
Для удобства пользователей производители упаковывают ее в различную тару.
Может также поставляться в продажу в составе готового припоя.
Пользоваться таким припоем очень удобно, так как плавящийся припой с флюсом одновременно покрывают стык спаиваемых деталей, сокращая время процесса.
Канифоль применяется в основном при пайке электротехнических изделий, таких как провода, радиодетали, микросхемы, поскольку она совсем не окисляется со временем, что способствует длительному и прочному соединений.
Бура — это еще один флюс, который используется при пайке. Для этих целей она поставляется в виде порошка. В продажу поступает упакованная в баночки или целлофановые пакетики.
Бура имеет высокую температуру плавления (около 900 градусов) и для ее расплавления и последующего нанесения обычный паяльник не подойдет ни коим образом, а уж о пайке радиодеталей с использованием буры и думать нечего!
Применяется такой флюс преимущественно при пайке крупных деталей из цветных металлов, в основном медных труб систем отопления и кондиционеров, бронзы, сталей тугоплавкими припоями с помощью паяльной лампы или газовой горелки.
Разновидности припоя с канифолью
Припой для пайки с канифолью выпускается в нескольких вариантах. Они зависят от толщины проволоки, ее количества, а также прочих особенностей, которые вкладываются производителем. Среди них встречаются следующие разновидности:
- В тубусе – данный вид припоя выпускается для частного использования, так как здесь находится минимальное количество самого материала. По общей емкости и весу тубу уступает остальным. В остальных параметрах они остаются практически одинаковыми, в соответствии с особенностями своей марки.
- Катушки – это уже несколько больший вариант, который может применяться как в частной сфере, так и в ремонтных мастерских, где расход материала значительно больше. Толщина проволоки тут может меняться, в пределах 0,8-2 мм. Главное только подобрать подходящую марку, так как пользоваться катушками весьма удобно.
- Бухты — в данном случае применяется наибольшее количество материала. Данная разновидность рассчитана преимущественно на промышленное использование, так как подобные поставки можно оценить как оптовые. Толщина проволоки может быть любой, в зависимости от потребностей покупателей.
Состав и физико-химические свойства
Классическим составом припоя с канифолью является обыкновенный мягкий оловянно-свинцовый. Содержание свинца в нем составляет 40%, а олова – 60%. К таким припоям можно отнести ПОС 60 или близкую к нему марку ПОС 61.
Благодаря этому он приобретает особые физические свойства. Припой с канифолью и без с таким составом обладает особой гибкостью, что помогает подобрать нужное положение перед спаиванием. Данный состав характеризуется относительно низкой температурой плавления, что не позволяет применять припой для пайки тугоплавких металлов. Тем не менее, он хорошо проникает во все неровности, когда находится в жидком состоянии. Это обеспечивает максимально высокую степень сцепления. Хоть здесь и не происходит проникновения в структуру основного металла, такое свойство дает возможность охватить как можно большую площадь скрепления.
Относительно низкая температура плавления обеспечивает легкость использования. Наличие свинца добавляет текучести материалу. При использовании лучше делать все в хорошо проветриваемом помещении, так как свинец дает вредные для здоровья человека испарения.
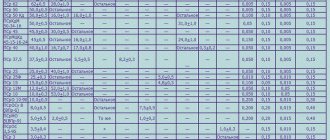
Технические характеристики припоя с канифолью
Среди всех марок есть те разновидности. Которые применяются чаще всего. Их технические характеристики обеспечивают удобство использования и делают практически универсальными для большинства процедур.
| Марка | Технические характеристики | |||||
| Температура плавления, °C | Плотность, грамм/см квадратный | Теплопроводность | Сопротивление на разрыв | Удлинение относительное, % | ||
| Начальная | Конечная | |||||
| ПОС 61 | 183 | 189 | 8,5 | 0,12 | 4,3 | 46 |
| ПОС 60 | 185 | 192 | ||||
| ПОС 90 | 183 | 189 | 47 МПа (или 4,9 кгс/мм квадратный) | 58 | ||
Особенности выбора
Выбирая что лучше, припой с канифолью или без, в первую очередь стоит ориентироваться на удобство выполнения пайки. Если вам предстоят стандартные процедуры, режимы которых вполне известны, то можно выбирать припой с содержанием канифоли любой подходящей марки. Чаще всего выбор падает на материалы серии ПОС, в которых основными компонентами становятся серебро и олово. Это позволяет достичь мягкости и высокой смачиваемости за счет меньшей крепости соединения.
Читать также: Токарный станок по дереву с копиром видео
Если вам предстоит соединять тугоплавкие металлы, то лучше использовать специальные виды припоев, которые могут и не содержать в себе флюс.»
Чем выше температура плавления основного металла, тем выше должна быть температура плавления припоя. Это основной показатель, по которому ориентируются специалисты. Помимо состава марки нужно определиться еще с толщиной проволоки. Здесь уже легче, так как все зависит от толщины самого изделия. При работе с паяльником всегда можно наплавить каплю нужного размера из проволоки любой толщины, так что здесь не будет особой разницы. Для работы с газом уже нужно подобрать подходящий по толщине вариант. В своем арсенале стоит иметь как минимальные значения, от 0,8 мм, так и более крупные на 1,2 и 1,5 мм. Но состав материала всегда буде более важным, чем толщина.
Особенности применения
Определившись, какой припой лучше, с канифолью или без, а также подобрав соответствующую марку, можно приступать непосредственно к пайке. Как и при работе с простым припоем, первым делом идет подготовка поверхности основного металла, его требуется очистить.
Несмотря на более легкое проведение процесса, наличие канифоли не снимает большинство негативных факторов, влияющих на качество спаивания.»
После подготовки нужно разогреть его поверхность до нужной температуры и начать использоваться припой. Это требуется, чтобы не было большого контраста между температурами расплавленного припоя и основного металла, так что перегревать сильно также не стоит. После того как расплавленный припой разольется по поверхности, ему нужно дать остыть. Таким образом, проведение пайки данной разновидности имеет лишь одну важную отличительную особенность, так как здесь не нужно использовать флюс дополнительно. Его наличие в составе делает процесс таким же легким, как и при добавлении канифоли отдельно.
Популярные производители
На отечественном рынке можно встретить следующих производителей данной продукции:
- КиевЦветМет;
- Solder;
- Вадис-М;
- Техноскрап;
- Manwell;
- «Технологические Линии»;
- Укр-Спецсплав;
- Арсенал;
- УкрИнтерсталь.
Каждый радиолюбитель или мастер, занимающийся ремонтом самостоятельно, рано или поздно вынужден будет взять в руки паяльник и попробовать. Качество выполненных работ и даже работоспособность изделия будут напрямую зависеть от множества факторов, знать о которых обязательно нужно, прежде чем начинать работу.
Правильная работа с паяльником
Несмотря на кажущуюся простоту работы паяльником, очень желательно иметь начальные навыки качественной работы и уметь правильно использовать припой с канифолью.
Паяние производится с помощью разнообразных припоев. Так называемый припой в катушке с канифолью, пожалуй, самый популярный. При выполнении работ, связанных с пайкой, применяют припой. Количество содержащегося в нем олова и свинца – 60 и 40 % соответственно. Этот сплав плавится при 180 гр.
Что необходимо для работы с паяльником:
Нагретый припой создает достаточное внутреннее соединение с такими металлами, как медь, латунь, серебро и т. д., если выполнить следующие условия:
- Поверхности деталей должны быть зачищены от окислов.
- Деталь в месте пайки прогревают сильнее температуры плавления самого припоя.
- Во время работы место пайки требуется защитить от воздействия кислорода, для этого применяются различные флюсы. Они создают защитную пленку непосредственно над местом пайки.
Книгу о том, как паять, можно прочитать и понять, но навыки пайки можно получить только на практике.
Бура
Бура — это еще один флюс, который используется при пайке. Для этих целей она поставляется в виде порошка. В продажу поступает упакованная в баночки или целлофановые пакетики.
Бура имеет высокую температуру плавления (около 900 градусов) и для ее расплавления и последующего нанесения обычный паяльник не подойдет ни коим образом, а уж о пайке радиодеталей с использованием буры и думать нечего!
Применяется такой флюс преимущественно при пайке крупных деталей из цветных металлов, в основном медных труб систем отопления и кондиционеров, бронзы, сталей тугоплавкими припоями с помощью паяльной лампы или газовой горелки.
Хитрости и секреты работы с паяльником
После того, как припой начал плавиться, им уже можно паять. Для этого нужно покрыть жало паяльника нетолстым слоем припоя, а затем хорошенько вытереть его о влажную губку. Так удаляют оставшийся от работы припой с канифолью. Не будет лишним взять в привычку протирать жало о мокрую губку каждый раз после пайки.
Перед тем как начать паять радиодеталь, ее нужно подготовить. Следует согнуть ее выводы таким образом, чтобы деталь свободно входила в предназначенные для нее отверстия.
Новички без опыта работы часто касаются места пайки кончиком жала паяльника. А нужно держать паяльник так, чтобы между ним и местом пайки площадь контакта была как можно больше, иначе то место, в котором нужно произвести пайку, нагревается недостаточно для скрепления деталей.
Виды паяльных жал никелированных
- Жало в форме иглы – им паяют очень маленькие радиодетали, такие как SMD. При осуществлении ремонта телефонов такое жало незаменимо. Оно применяется на платах с высокой плотностью монтируемых деталей.
- Жало-лопаточка – применяется для осуществления выпаивания и в случаях монтажа крупных радиодеталей. Им работают с многовыводными микросхемами.
- Жало в форме капли – им удобно переносить припой с канифолью к месту паяния, что приводит к повышению качества работы.
- Жало с изогнутой формой – чаще всего им отпаивают радиодетали, находящиеся в медной оболочке, чтобы на плате не оставался лишний припой. Оно может применяться и для обычной пайки. Паяльник нагревается до температуры 290-300 С.
Читать также: Чем чистить медь и латунь
Работая с паяльником, необходимо всегда содержать его в идеальной чистоте. Новые паяльные жала обычно обрабатывают с помощью молотка, чтобы на его поверхности образовались мелкие зазубрины. Впоследствии их аккуратно подравнивают напильником, чтобы придать жалу наиболее правильную форму.
Затем жало следует залудить, используя припой с канифолью. То есть покрыть тонким слоем припоя, обмакнув его в канифоль.
Секреты пайки паяльником
Для получения хорошего результата при пайке обязательно нужно правильно применять припой с канифолью и флюсом. Это легкоплавкий сплав особого металла, которым спаивают выводы деталей и провода.
- Лучший припой – это олово в чистом виде. Но такой металл стоит слишком дорого, чтобы использовать его при паянии. Поэтому при работе с радиодеталями применяют так называемые свинцово-оловянные припои.
- Свинец с оловом. По прочности пайки эти припои не хуже чистого олова. Плавятся они при температуре 170-190 градусов. Принято обозначать такие припои аббревиатурой «ПОС» – припой оловянно-свинцовый. Стоящая после этих букв в обозначении цифра значит долю олова, выраженную в процентах. Лучше пользоваться припоем «ПОС-6О».
- Флюсы – это вещества, которые обладают противоокислительными свойствами. Их применяют для предотвращения окисления места пайки. Если не применять флюс, то припой просто не прилипнет к поверхности металла.
Виды флюсов
При работе с радиодеталями применяют флюсы, в которых не содержится кислота. Например, канифоль. В магазинах продается и смычковая канифоль для смазки музыкальных инструментов. Ее вполне можно использовать и для пайки. А вот металлическую посуду паяют, используя припой без канифоли. Для ее ремонта потребуется «паяльная кислота». Это растворенный в соляной кислоте цинк. Радиодетали паять таким припоем тоже нельзя, поскольку со временем он разрушит пайку.
Если требуется произвести пайку в труднодоступных местах, то нужно иметь жидкий флюс. Его можно изготовить самостоятельно. Канифоль измельчается в порошок, всыпается в ацетон или этиловых спирт. Перемешав раствор, нужно подсыпать еще канифоль до получения густой кашицеобразной массы. На места пайки такую жидкую канифоль следует наносить кисточкой или палочкой. При этом есть нюанс – для работы с печатными платами флюс должен быть более жидким. Для труднодоступных мест можно также применять припой проволочный с канифолью, что намного удобней.
При работе с различными флюсами необходимо учитывать, что те, которые имеют в своем составе ацетон, – очень токсичны. Поэтому, работая с ними, необходимо избегать попадания паров в дыхательные пути. Паять лучше около окна, если лето, а зимой почаще проветривать помещение, в котором проводится работа. По окончании работы обязательно нужно вымыть руки с мылом в теплой воде.
Паяльная кислота.
Сразу надо заметить, что такое название в корне неправильное, так при пайке используется не чистые кислоты, а производные на их основе — ортофосфорной, серной, азотной.
Последняя наиболее известна, а потому больше всего применяется в быту. К тому же ее очень легко приготовить самостоятельно — потребуются лишь сама кислота, цинк (можно использовать даже корпус батарейки), чистая вода, стеклянная емкость и время.
Применяется паяльная кислота при соединении сильно загрязненных (химически) металлов: меди и ее сплавов, никеля, железа, конструкционных сталей и сплавов цветных металлов. Также, как и в случае с бурой, паяльную кислоту нельзя применять при спаивании проводов и радиодеталей, поскольку со временем место соединения окисляется и разрушается.
Выпускается соляная кислота для пайки расфасованная во флакончики из ПЭТ-материалов со специальными носиками для удобства нанесения на место пайки.
Преимущества паяльной кислоты в быстром и качественном обезжиривании деталей и хорошим и надежным соединением.
К недостаткам, как уже говорилось выше, является то, что этот флюс под зоной пайки и рядом с ней еще длительное время реагирует с металлом, разрушая соединение. Кроме того, она плохой проводник электротока и вызывает местный нагрев при его прохождении через место спайки, нарушая тем самым электротехнические параметры.
Как паять припоем с канифолью
Немаловажным условием удачной пайки является и соблюдение чистоты поверхностей, которые требуется спаять. Обязательно следует места пайки зачистить до блеска. Затем детали нужно положить на кусочек канифоли и прогреть. Расплавленная канифоль поможет припою равномерно растечься по проводнику или детали, которую требуется припаять. Можно аккуратно поворачивать деталь, водя при этом по ней жалом паяльника, чтобы припой растекся ровным слоем по поверхности.
Если нужно залудить проводник, который впаян в плату, то после зачистки места пайки шлифовальной бумагой или ножом нужно поднести кусочек канифоли, после чего плавно распределить припой как можно равномерней, проводя паяльником.
На качество пайки влияет и то, насколько правильно соединены при пайке провода или контакты деталей. Их следует плотно прижать между собой и после этого поднести паяльник к подготовленным проводникам, касаясь его. После того, как разогретый припой растечется по поверхности, залив даже небольшие промежутки между ними, паяльник следует убрать.
Время непрерывной пайки должна быть не более пяти секунд. После этого промежутка времени припой затвердеет и детали окажутся прочно скреплены. Однако, чтобы пайка не разрушилась, детали нельзя сдвигать в течение 10-15 секунд после окончания пайки. Иначе соединение будет непрочным.
Если работа производится с транзисторами, то их выводы необходимо беречь, чтобы не перегреть. Лучше держать их либо плоскогубцами, либо пинцетом, выполняя этим отвод тепла.
При выполнении пайки радиодеталей ни в коем случае не стоит скручивать концы деталей. Если требуется перепаивать детали или заменять проводники, то необходимо заранее подумать об этом, до начала монтажа. Концы деталей правильнее всего паять на небольшом расстоянии друг от друга, а не в одном месте.
Припой с канифолью или без что лучше?
_________________ Не умеешь — не берись, но не взявшись не научишься.
ПОС 61. просто привык им пользоваться да старые запасы ещё остались.
зы а подобных тем разве ещё небыло?
JLCPCB, всего $2 за прототип печатной платы! Цвет — любой!
Зарегистрируйтесь и получите два купона по 5$ каждый:https://jlcpcb.com/cwc
_________________ Не умеешь — не берись, но не взявшись не научишься.
Сборка печатных плат от $30 + БЕСПЛАТНАЯ доставка по всему миру + трафарет
использую какойто с базара. пяяет как и советский, иначе говоря-отлично.
_________________ Мотание тороидов- вышивание по мужски.
Современные автомобили, использующие полуавтоматизированные и автоматизированные системы вождения, отказываются от централизованных систем распределения питания в пользу децентрализованных. При этом современные системы контроля электропитания и обеспечения его безопасности требуют замены электромеханических коммутаторов и предохранителей на быстродействующие ключи на базе MOSFET со встроенными микроконтроллерами и возможностями диагностики – такие как предлагаемые компанией Infineon интеллектуальные силовые ключи PROFET.
Приглашаем 23/06/2021 всех желающих принять участие в вебинаре, посвященном проектированию и разработке систем умного дома на базе компонентов STMicroelectronics. Экосистема продукции STMicroelectronics включает в себя как электронные компоненты, так и средства разработки, готовые стеки протоколов и законченные примеры кода. Предлагаемые ресурсы позволяют разработчику легко построить каркас системы и быстро создать прототип своего приложения. На вебинаре мы также поговорим о беспроводных интерфейсах – ведь благодаря поддержке стандартов BLE и ZigBee вы сможете при необходимости интегрировать устройства сторонних производителей и создавать открытые системы.
_________________ Мотание тороидов- вышивание по мужски.
_________________ Не умеешь — не берись, но не взявшись не научишься.
_________________ Между слухов, сказок, мифов, просто лжи, легенд и мнений мы враждуем жарче скифов за несходство заблуждений.
Зачем? Поставил паяльник, ткнул проволочку припоя — пятак залился оловом На напайку набитой деталями платы 160×65мм, довольно густо покрытой деталями (более полусотни резисторов, штук 40 перемычек, пару десятков кондеров, штук 20 транзисторов, 3 микросхемы + трансы и разъемы) уходило вроде часа 2, если память не подводит.
если паяеш смд многовыводные, то наноси я канифоль в спирте капаю только для лужения и пайки смд
в остальном обычный дешевый припой с флюсом внутри
ага, а если вот таким метододом? тогда надо (но необязательно) наносить флюс на плату преждевремеенно до пайки)
_________________ Не умеешь — не берись, но не взявшись не научишься.
_________________ Мотание тороидов- вышивание по мужски.
Офигеть. А разница какова между ними по-вашему?
А мне вот как-то неудобно так паять, ибо у меня не всегда получается сразу «набить» плату, часто пайка идет на весу, так что припой+канифоль_из_баночки рулят. Впрочем я довольно быстро паяю, основное время все равно отнимает подготовка деталей и проводов к пайке.