Как выбрать?
Выбор и приобретение фрез для работы по металлу – это довольно сложный и длительный процесс. При этом пользователь должен учитывать несколько ключевых факторов. Рассмотрим подробнее основные из них.
- Для начала нужно определиться с назначением приобретаемого вами устройства. Например, вы можете приобретать детали для металлообработки, для снятия фаски, для ручного фрезера, для обработки, для сверления отверстий, для дремеля, на дрель. Для каждого из этих процессов понадобятся различные типы устройств.
- Сегодня на строительном рынке для приобретения доступны как одиночные фрезы, так и полноценные наборы таких деталей. Очевидно, что набор будет значительно дороже по стоимости, но, с другой стороны, вам не придется заботиться о приобретении нескольких фрез.
- С помощью фрез можно осуществлять разнообразные типы работы: грубая обдирка заготовки, чистовая обработка по плоскости, создание канавок, обработка углов и кромок, выборка шпоночных пазов и многое другое. Так, в зависимости от конкретного случая вам может понадобиться угловая, фигурная, шпоночная или фреза другого типа.
- В связи с широкой распространенностью фрез и востребованностью данных деталей среди пользователей производством, выпуском и продажей таких деталей занимается большое количество компаний (как отечественных и зарубежных). Соответственно, при покупке у пользователя может возникнуть большое количество трудностей, связанных с выбором. В любом случае следует отдавать предпочтение только той продукции, которая была изготовлена проверенным производителем, пользующемся доверием и любовью покупателей.
- В процессе приобретения фрез обязательно убедитесь в том, что рабочий элемент хорошо сочетается с фрезерным устройством, которое уже у вас есть. В противном случае вы просто зря потратите свои средства.
- Прежде чем приобретать ту или иную модель фрезы по металлу, нужно изучить отзывы потребителей. Таким образом вы сможете убедиться в том, насколько заявленные производителем характеристики соответствуют реальному положению дел.
Дисковые зуборезные (модульные) фрезы
Дисковые зуборезные (модульные) фрезы служат для предварительного и окончательного нарезания цилиндрических прямозубых и косозубых колес и шевронных колес с канавкой между зубчатыми венцами на ободе для выхода инструмента. Эти фрезы применяются также для предварительного, а в отдельных случаях и окончательного нарезания прямозубых конических колес.
В производстве зубчатых колес применяются следующие типы дисковых фрез: стандартные комплекты фрез нормального ряда из 8, 15 или 26 номеров, специальные чистовые дисковые фрезы для нарезания определенного колеса, черновые дисковые фрезы.
Стандартные дисковые зуборезные фрезы нормального ряда. Для каждого модуля и профильного угла, а также для каждого числа зубьев колеса теоретически необходимо иметь специальную дисковую фрезу, что экономически нецелесообразно. Поэтому специальные дисковые фрезы для нарезания определенного колеса применяют:
- для изготовления зубчатых колес с числом зубьев, меньшим 12;
- для зубчатых колес с циклоидальным профилем зуба.
В остальных случаях применяют комплекты, состоящие из 8, 15 или 26шт. Каждая фреза комплекта предназначена для нарезания колес с числами зубьев в определенных границах. Наибольшее распространение получили комплекты, состоящие из 8 и 15 фрез (Рис.1.).
Рис.1. Наборы дисковых зуборезных (модульных) фрез.
Набор их 8 фрез применяется для колес, модуль которых не превышает 8мм. Для колес больших модулей применяется набор фрез, состоящий из 15 номеров.
Профиль фрезы каждого номера отвечает профилю впадины колеса с числом зубьев, наименьшим в соответствующем этому номеру диапазоне. Благодаря этому меньше опасность защемления парного колеса, и процесс зацепления протекает лучше, нежели при проектировании по среднему или большему числу зубьев того же диапазона.
На Рис.2. приведены основные размеры стандартных дисковых зуборезных (модульных) фрез, а на Рис.3. — рабочие размеры этих фрез.
Рис.2. Основные размеры стандартных дисковых зуборезных (модульных) фрез.
Рис.3. Рабочие размеры дисковых (модульных) фрез.
Специальные чистовые дисковые зуборезные (модульные) фрезы для нарезания определенного колеса. Эти фрезы имеют ту же конструкцию, что и стандартные дисковые зуборезные фрезы, но профиль специальной модульной фрезы в точности соответствует профилю впадин нарезаемого колеса. С целью повышения стойкости и производительности такие фрезы конструируют с увеличенным наружным диаметром и увеличенным числом зубьев по сравнению со стандартными дисковыми зуборезными фрезами.
Архив новостей:
- Пальцевые фрезы (Рис.1.), предназначенные для нарезания прямозубых цилиндрических колес, работают по методу копирования, и профиль такой фрезы одинаков с профилем впадины между зубьями нарезаемого колеса. Рис.1. Пальцевая зуборезная фреза. Пальцевые фрезы, предназначенные для нарезания шеврон…
«>Пальцевые зубофрезерные (модульные) фрезы - Набором фрез называется группа фрез, которые подобраны по профилю и размерам обрабатываемой детали и закреплены на одной общей оправке. В состав набора входят: фрезы требуемых форм и размеров, оправка и кольца, посредством которых устанавливают необходимые расстояния между фрезами. Набор фрез поз…
«>Набор фрез - Фрезы прорезные (шлицевые) и отрезные
- Фрезы для пазов сегментных шпонок изготовляют по ГОСТу 6648-59. Крепление фрез в шпинделе станка производится при помощи цилиндрического хвостовика. Размеры этих фрез приведены на Рис.1. и Рис.2. Рис.1. Фрезы хвостовые для шпонок сегментных. Рис.2. Фрезы насадные для пазов шпонок сегментных…
«>Фрезы для пазов сегментных шпонок - Фрезы для станочных Т-образных пазов изготавливают двух типов: тип I — с коническим хвостовиком без лапки; тип II — с коническим хвостовиком с лапкой. Размеры фрез для Т-образных пазов приведены на Рис.1. Рис.1. Фрезы для станочных Т-образных пазов.
«>Фрезы для станочных Т-образных пазов
Следующая страница >>
Daoist Yoga
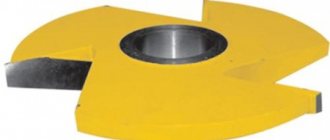
Дисковые фрезы
Дисковые фрезы предназначены для обработки узких поверхностей, прорезки пазов, подрезки уступов, отрезки заготовок и т.п. Дисковые фрезы работают в тяжелых условиях несвободного (закрытого с нескольких сторон) резания; процесс фрезерования часто сопровождается вибрациями.
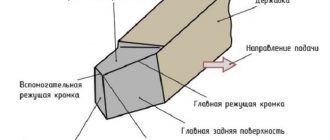
Рис. 4.28. Виды дисковых фрез: а – двухсторонние; б – трехсторонние; в – трехсторонние с разнонаправленными эубьями; г – пазовые; — угол поднутрения
Различают следующие виды дисковых фрез: двухсторонние, трехсторонние, пазовые, прорезные и отрезные (рис. 4.28). У двухсторонних дисковых фрез (рис. рис. 4.28, а) зубья размещены на цилиндрической и одной торцовой поверхностях, а у трехсторонних (рис. 4.28, б) – на обоих торцах. Соответственно эти фрезы могут обрабатывать две или три взаимно перпендикулярные поверхности в пазах и уступах. Фрезы изготавливаются с крупными зубьями (для черновой обработки) и мелкими (для чистовой обработки). Первые характеризуются удалением больших объемов металла из глубоких пазов, выемок, поэтому они имеют большой объем стружечных канавок. Зубья у этих фрез при малой ширине режущих кромок или прямые, или наклонные к оси. Наклонные зубья к тому же обеспечивают более равномерное фрезерование, имеют благоприятную геометрию торцовых зубьев и лучшее удаление стружки. Трехсторониие фрезы изготавливают с разнонаправленными зубьями, что позволяет создать на торцовых режущих кромках положительные передние углы γ>0 (рис. 4.28, в). При переточке ширина такой фрезы уменьшается, поэтому используют также сдвоенные фрезы, состоящие из двух половинок, между которыми закладывают мерное кольцо. Геометрические параметры трехсторонней дисковой фрезы с равнонаправленными зубьями показаны на рис. 4.29.
Рис. 4.29. Трехсторонняя дисковая фреза с равнонаправленными зубьями
Цельные фрезы изготавливают диаметром d = 63…125 мм и шириной B = 6…28 мм, а сборные со вставными ножами диаметром d = 75…200 мм и шириной B = 12…60 мм. Такие фрезы изготавливают из быстрорежущей стали с креплением в клиновидных пазах с помощью рифлений (рис. 4.28, в). Дисковая фреза со вставными ножами показана на рис. 4.30.
Дисковые фрезы, оснащенные твердосплавными пластинами с механическим креплением, в последние годы получили большое распространение. В конструкциях этих фрез используются способы крепления пластин конструктивно по аналогии с торцовыми фрезами. Однако здесь возникают дополнительные трудности, связанных с необходимостью размещения элементов крепления в узких корпусах фрез. У трехсторонних фрез необходимо также обеспечить надежный отвод стружки и положительные передние углы на торцовых режущих кромках.
Рис. 4.30. Трехсторонняя дисковая фреза, оснащенная пластинами твердого сплава
Рис. 4.31. Дисковые фрезы, оснащенные СМП: а – трехсторонняя с «от-крытыми» базами под пластины; б – трехсторонняя с базированием пластин во вкладышах; в – с креплением пластин и вкладышей винтами; г – с тангенциальным креплением пластин; д – со специальными пластинами для отрезных работ (слева показана схема снятия пла-стины)
На рис. 4.31, а показан вариант дисковой фрезы, у которой трехгранные пластины 2 (без отверстия) крепятся в корпусе 1 с помощью клиньев 3 и винтов 4, а также колец 1 и служат одной из баз под режущие пластины. Другой базой являются открытые пазы в корпусе фрезы с разным направлением наклона к оси смежных зубьев, обеспечивающим надежный отвод стружки и положительные передние углы на торцовых режущих кромках.
На рис. 4.31, б показана схема крепления трехгранных пластин 2 во вкладышах 5 клиньями 3 и винтами 4. Вкладыши 3 имеют V-образные пазы под пластины и располагаются со стороны передней поверхности пластин 2. Они крепятся в корпусе 1 винтами 6. У таких фрез вкладыши сменные, корпус хорошо предохраняется от повреждений, обеспечивается нормальный отвод стружки, но они могут успешно применяться только при относительно небольших глубинах резания.
На рис. 4.31, в показан вариант крепления пластин 2 винтами с конической головкой через отверстие к вкладышу 3. Крепление вкладыша в корпусе производится клином 4 и винтом 5. Схема крепления пластин дисковых фрез, работающих с небольшими глубинами и шириной среза, показана на рис. 4.31, г. Специально разработанные пластины, имеющие положительные передние углы, крепятся непосредственно к корпусу винтами с двух его сторон. Замена пластин при поломках или выкрашевании производится с помощью специального ключа (рис. 4.31, д). Специальная форма передней грани пластин обеспечивает хорошее дробление стружки, наименьшие силы резания и высокую надежность фрез. На рис. 4.32 показана дисковая трехсторонняя фреза с механическим креплением трехгранных пластин с задними углами. Фреза представляет собой корпус 1, в пазах которого помещаются вставки с трехгранными режущими пластинами 3. Режущие пластины 3 прикреплены к вставкам винтами 6 , а сами вставки крепятся к корпусу крепежными винтами 4, 5. В дисковых фрезах большое внимание уделяется повышению надежности крепления режущих пластин, их размещению и регулированию. На рис. 4.33 представлена схема трехсторонней дисковой фрезы с регулируемыми пластинами 2 (типа параллегограммма), расположенными в корпусе 1.
Рис. 4.32. Дисковая трехсторонняя фреза с механическим креплением трехгранных пластин с задними углами
Рис. 4.33. Схема трехсторонней дисковой фрезы с регулируемыми пла-стинами: 1 – корпус; 2 – режущие пластины; 3 – регулировочный штифт и винт; 5 – крепежный винт
За счет перемещения регулировочного штифта 3 и скоса, а также винтов 4, регулируется положение пластин в осевом направлении. Фиксируется их положение винтом 5.
Пазовые фрезы (рис. 4.34, г) предназначены для фрезерования пазов точных по ширине. Пазовые фрезы имеют меньшую длину режущих кромок с геометрическими параметрами зубьев γ=10…15о, α=20о. Вспомогательные режущие кромки на торцах получают заточкой с углом в плане φ1=1…2о. Пазовые фрезы изготавливают диаметром 50…100 мм и шириной 3…16 мм.
Рис. 4.34. Фрезы прорезные и отрезные: а – прорезная (шлицевая) и отрезная цельная; б – отрезная сборная (пила со вставными ножами); в – сегментные; d- диаметр фрезы; φ1— угол поднутрения
Фрезы прорезные и отрезные по форме зуба подобны пазовым и используются для прорезки неглубоких и узких пазов шириной В = 0,2…6,0 мм, а также для разрезки заготовок любого профиля и толщины. Цельные фрезы диаметром 20…315 мм изготавливают с мелкими, средними и круп>ными зубьями, у которых углы γ=0…10o, α=20o, φ1=30/…1o (рис. 4.34, а).
Сборные фрезы диаметром 250…2000 мм оснащаются вставными ножами (рис. 4.34, б) или сегментами из быстрорежущей стали. Сегменты состоят из 4…8 зубьев и закрепляются заклепками на диске пилы, который изготавливается из обычной конструкционной стали (рис. 4.34, в).
Условия работы прорезных и отрезных фрез достаточно сложные, что связано с их небольшой шириной и недостаточной жесткостью. Для повышения стойкости фрез их зубья, которые могут иметь форму без ленточки (рис. 4.35, а) и с ленточкой (рис. 4.35, б) затачиваются без ленточки. Угол торцового поднутрения составляет от 1030/ до 50. Угол торцового поднутрения φ1 составляет от 1o30/ до 5o.
Рис. 4.35. Формы зуба отрезной фрезы; без ленточки (а); с ленточкой(б)
Отрезные фрезы изготавливаются с мелким зубом (1 тип), со средним зубом (2 тип) и крупным зубом (3 тип). Тип 3 позволяет создать условия разделения стружки и улучшить условия резания, особенно при разрезке заготовок значительных размеров. Путем перераспределения усилий резания между зубьями можно повысить стойкость фрез и производительность обработки. Сегментные фрезы (пилы) являются разновидностью отрезных фрез (рис. 4.36). Сегментные фрезы предназначены для разрезки крупных заготовок, поэтому при диаметре заготовки более 250 мм становится целесообразным их изготавливать сборными – из отдельных сегментов. Фактически сегментные фрезы больше похожи на пилы (спинка зуба выполняется по дуге, передний угол γ выбирается от 0 до 25о, задний угол α= 12…16о, высота зуба h=0,5*S, где S – шаг между зубьями). Однако в отличие от пилы в сегментных фрезах отсутствует разводка зубьев.
Рис. 4.36. Схема сегментной отрезной фрезы (пилы) из быстрорежущей стали: а – внешний вид пилы; б – сегмент; в – геометрия сегмента
Назначение инструмента
Фрезы отрезные прорезные, выпускаемые по ГОСТ 2679-93 предназначены для обработки чугунных и стальных заготовок и деталей. Они выполняют отрезку, подрезку, фрезерование канавок и шлицевых пазов на наружных поверхностях. Дисковую фрезу по металлу используют при различных операциях:
- отрезка мерных заготовок из проката;
- обрезка литейных припусков и прибылей на малых деталях;
- прорезка канавок для фиксации деталей;
- фрезеровка шпоночных и шлицевых пазов.
Круглые гладкие оси в цепи конвейера не выпадают из своих втулок только благодаря тому, что в узкую прорезь, сделанную дисковой пилой, вставлена пластина.
Пазы по торцу корончатой гайки имеют переменное сечение. Их стороны образованы лучами от центра радиуса. Поэтому они вырезаются за 2 прохода, сначала по касательной одной стороны, затем дорезается в размер второй торец выборки короны.
Прорезка шлицов осуществляется прямоугольными зубьями с высокой точностью размера по H6 и H7. Ширина и глубина шлица нормализована, и инструмент изготавливается соответствующего размера и конфигурации.
Характеристики и материал
Характеристики, материал, из которого может быть изготовлена насадка, указываются в государственном документе ГОСТ 2679-93. Характеристики дисковых фрез по металлу, прописанные в ГОСТе:
- Диапазон диаметров — от 20 до 315 мм.
- Количество зубьев — от 32 до 200.
- Ширина — от 0,2 до 3,5 мм.
- Предельное отклонение ширины — до 0,3 мм.
При изготовлении фрез по металлу чаще используется быстрорежущая сталь, но могут применяться и легированная, углеродистая.
Режущие части изготавливаются из твердых сплавов с высоким показателем износоустойчивости. Дополнительно они могут покрываться минералокерамикой, металлокерамикой, алмазным напылением. Хвостовик должен изготавливаться из пластичного металла с высоким показатель устойчивости к кручению, ударам. Лучшие варианты стали — Ст 40Х, Ст 45, У10, У8.
Особенности стали для изготовления фрез
Оборудование выполняют из быстрорежущих сплавов, к которым относятся высоколегированные марки стали с повышенной теплостойкостью. Подобная отличительная черта достигается введением в сплав молибдена, хрома и ванадия в сочетании с вольфрамом. Для производства отрезных фрез в основном берут сталь таких марок: Р6М5, Р12, Р18.
На заводы для изготовления режущего инструмента сплавы поступают в виде стальных заготовок (в поковках).
Когда фрезы подвергают нагреву под закалку, в сплаве начинает формироваться аустенит. Он содержит относительно небольшое количество углерода и активно легируется. Режущий инструмент получает особую структуру после закалки и состоит из мартенсита с меленькими иглами, различных карбидов и остаточного аустенита.
Основными легирующими добавками для быстрорежущих сталей служат ванадий, вольфрам, молибден и кобальт. Именно эти элементы способны обеспечить нужную красностойкость материала. В подобные сплавы обязательно добавляют хром
Особое внимание уделяется количеству в стали углерода: его число должно быть таким, чтобы в сплаве могли сформироваться карбиды вводимых добавок. Если количество углерода будет меньше 0,7%, то готовая фреза не будет иметь нужную твёрдость
Как на свойства сплавов влияют легирующие элементы:
- Фосфор и сера оказывают негативное воздействие на характеристики стальных быстрорежущих композиций. В сплаве их количество не должно превышать 0,03 и 0,015% соответственно.
- Вольфрам и молибден являются основными легирующими добавками. Именно благодаря им обеспечивается высокая степень эксплуатационной и красностойкости стали.
- Хрома в сплаве должно содержаться не более 4%. Он придаёт повышенную прокаливаемость металлу.
- Кобальт повышает красностойкость, но удаляет углерод из стали и понижает её прочность и вязкость.
Чаще всего инструмент изготавливают из стали марки Р6М5. Её стоимость ниже, но и фреза получается менее износостойкой, чем из материалов марок Р18 и р12.
Максимальная износостойкость у сплава Р18: в нём наибольшее количество вольфрама, отсюда и высокая стоимость. А по показателям теплостойкости лучшим считается инструмент, изготовленный из стали Р12.
Особенности выбора и работы отрезной фрезой
Приведем основные рекомендации по подбору и применению фрез отрезных по металлу:
- Чистота полученного среза и скорость зависят от количества зубцов на фрезе. Чем больше зубьев, тем чище срез.
- Фрезы с большим количеством зубьев (от 80 и более) рекомендуются для чистовой обработки. При использовании данного инструмента затруднен отвод стружки и увеличивается нагрузка на оборудование. Поэтому для первичной черновой нарезки рекомендуются фрезы с малым количеством зуба (10-40 шт.) после которых необходима дополнительная зачистка торца.
- Инструмент со средним количеством зубьев (40-80 шт.) является наиболее универсальным и подходит для многих операций.
- Для работы с заготовками из металла прочностью от 500 до 800 рекомендуются фрезы из стали Р6М5 благодаря наличию в составе молибдена. Для заготовок большей твердости желательно использовать фрезы с содержанием кобальта.
- Для работы с нержавеющими марками стали применяются фрезы с напайками из карбида вольфрама, которые нельзя перетачивать.
- При работе скорость реза необходимо устанавливать в соответствии со справочной литературой. Для быстрорежущих сталей она составляет порядка 40-60 м/мин.
- Для получения максимально чистого торца рекомендуется работать с малыми подачами.
Классификация фрез по некоторым характеристикам
Конечно, приведенные выше разграничения (по конфигурации, назначению) – это не единственные способы различать оснастку. Настоящий фрезеровщик имеет такой большой ассортимент изделий, что не без труда сможет его разложить. Какие еще бывают причины для классифицирования.
Разное число заходов
Стандартными считаются:
- • Однозаходные.
- • Двухзаходные.
- • Четырехзаходные.
Но может быть любое количество витков.
Чем меньше заходов, тем больше отведенная площадь под канавки. Особенностью работы с таким инструментом является то, что в каждое мгновение на заготовку оказывает воздействие только одна конкретная режущая кромка. Это очень положительно сказывается на создании продукта на высоких оборотах и при большой скорости, поскольку это позволяет беспрепятственно удалять отходы.
Также это актуально при осуществлении деятельности с мягкими металлами и другими веществами, например, с пластиком или ПВХ,акрилом. Еще их применяют при черновой и обдирочной процедуре, когда качество и точность – это не самые главные показатели.
Многозаходные используются при работе с материалом, имеющим твердую и хрупкую структуру. Движение будет плавным, без ударов, потому что одновременно поверхности касается несколько зубьев.
Тип удаления стружки
Здесь все просто — отход летит либо вверх, с таким направлением привыкли обращаться все фрезеровщики, либо вниз. Первый вариант наиболее удобен, если создаются пазы или глухое отверстие, поскольку металл не скапливается там. Но есть и минус – из всего «вылетевшего» часть может приземлиться опять на рабочую зону и препятствовать хорошему резанию. Второй вариант, соответственно, имеет более узкие возможности, но при некоторых видах работ более рекомендован.
Фреза дисковая трехсторонняя 100х16х32 Z=20 Р6М5
Фреза дисковая трехсторонняя 100х16х32 Z=20 Р6М5
В корзине нет товаров В корзине нет товаров
+7(495)105-59-19
Русский Металл
RUMETT
»Инструмент
»
Режущий инструмент
»
Фрезы
»
Фрезы дисковые 3-х сторонние
Фреза дисковая трехсторонняя 100х16х32 Z=20 Р6М5 тип 1 (прямые зубья) производится по ГОСТ 28527-90, она предназначена для обработки пазов общего назначения и шпоночных пазов. Диаметр фрезы (D) 100 мм, ширина фрезы (L) 16 мм (поле допуска k11 — фреза общего назначения), посадочный диаметр 32 мм. Изготовлена из быстрорежущей стали Р6М5 и предназначена для обработки конструкционной стали и чугуна. Пример маркировки — фреза 2240-0214 Р6М5 ГОСТ 28527-90. |
Свойства и характеристики
| Диаметр фрезы (D), мм | 100 |
| Число зубьев, Z | 20 |
| Ширина (L), мм | 16 |
| d, посадочный диаметр (мм) | 32 |
| Обрабатываемый материал | конструкционная сталь и чугун |
| Номер по ГОСТ | 2240-0214 |
| Тип | тип 1 (прямые зубья) |
| Материал | Р6М5 (HSS) |
| ГОСТ | 28527-90 |
Связаные товары и скидки
ОбъявленияПоиск надежного поставщика металлопрокатаДействует до 28 февраля 2021гКупим паронит листовой любого размера толщиной 1,5 — 2 и 3 ммДействует до 31 декабря 2021г
RUMETT
Приглашаем партнёров к размещению товаров и услуг
- Спецразделы
- Горячие ссылки
- Услуги
- Для справки
Регионы поставки товаров: Россия, Казахстан, Беларусь, Молдова, страны Евросоюза. Монтажные работы только на территории РФ. Вся представленная на сайте информация, касающаяся технических характеристик, наличия на складе, стоимости товаров, носит информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437(2) Гражданского кодекса РФ. Окончательные цены и условия указывает менеджер в выставляемом счет-договоре поставки в соответствии с ст. 506 ГК РФ.
Особенности конструкции
На фрезерном станке для работы пользуются в основном отрезными и прорезными фрезами дисковыми по металлу ГОСТ 2679-93. Они представляют собой тонкий диск с зубьями по кромке – наружному диаметру. Изготавливаются их высоколегированных сталей инструментальной группы. Основные элементы фрезы:
- ступица с посадочным отверстием;
- диск;
- зубья.
По толщине ступица одинаковая с диском или больше него в пределах 0,2 мм. Она имеет посадочное отверстие со шлицем или без него. Устанавливается инструмент на оправку, закрепленную на шпинделе станка. Фиксируется шайбой и гайкой. Для дисковых пил диаметром более 200 мм стандартом предусмотрены поводковые отверстия. Они сверлятся на втулке в количестве 4 штук.
По назначению дисковые фрезы делятся на 2 класса:
- отрезные – для выполнения отрезных и прорезных работ;
- прорезные – нарезка , прорезка пазов.
Профиль стружечных канавок зависит от типа дисковой фрезы и количества зубьев. Угол выдерживается 60 градусов, изменяется глубина канавки и угол заточки. На среднем и мелком зубе делается затыловка под углом до 20 градусов относительно касательной линии наружного диаметра диска. Чем мельче зуб, тем меньше подача инструмента, поскольку стружка должна истекать из паза и не забивать канавки.
На фрезах 3-го типа – с крупным зубом производится заточка боковых поверхностей режущей кромки. В сочетании с глубоким профилем канавок, это позволяет резать быстро, с большой подачей.
При работе дисковой пилы в зону реза подается охлаждающая жидкость. Она способствует истеканию стружки и не допускает перегрева, возникающего при срезании металла фрезой и трении металлических поверхностей.
Прорезные
Шпоночные пазы и канавки имеют определенную конфигурацию и требуют высокой точности и чистоты обработки. У фрезы дисковой прорезной эти параметры обеспечиваются формой зуба и заточкой по трем поверхностям. Режущая кромка по бокам образует прямой угол.
Установочное отверстие со шпоночным пазом, что позволяет резать с большим усилием, избегая проворачивания инструмента на оправке.
Зубья наборные – пластины вставляются в пазы в теле фрезы и припаиваются. На инструменте большого диаметра возможно крепление клиньями. Сборка производится на специальной инструментальной плите, обеспечивающей большую точность по плоскости наружных режущих кромок. После набора пластин и их крепления, дисковая фреза проверяется на торцевое и радиальное биение. Для этого она надевается на оправку и вращается. К торцу и радиусу поочередно подводится индикаторная головка.
https://www.youtube.com/watch?v=h8uMSH_RsBU
Конструкция и применение
Они применяются для резки частей заготовок и нарезки канавок. Представляют собой круги с наружными режущими зубьями. Согласно ГОСТ 2679-93 (ИСО 2296-72) его диаметр может варьироваться в пределах 20-315 мм, а толщина – 0,2-6 мм. Однако на производстве встречается и больший размер, вплоть до 620 мм.
Пилу выбирают на основании типа материала, требований к чистоте реза. На основании этого определяют число зубьев, тип. При среднем и небольшом количестве они оптимально подходят для резки стали и чугуна.
Какие бывают фрезы по металлу
Фреза по металлу — это специальный инструмент, с помощью которого режут металлические заготовки. Это делается посредством поступательно-вращательных движений. Данный вид имеет большое количество разновидностей, благодаря чему спектр выполняемых операций с его помощью очень большой.
Сегодня мы расскажем принцип работы такого инструмента и узнаем, какие существуют виды фрез по металлу.
Непосредственно сама фреза — это исходная часть движения, и при обработке заготовки соприкасается с ее поверхностью. Данный инструмент характеризуется большим количеством видов рабочей поверхности.
Благодаря тому, что существуют разные типы фрез по металлу, выборку материала можно выполнять даже на самых сложных участках
Но при этом крайне важно выбрать тот или иной тип инструмента, а также способ его подачи. Он может быть поступательно-вращательным, винтовым и т
д.
Режущие кромки делаются на основе таких материалов, как:
- некоторые сорта стали;
- твердые сплавы;
- алмазы;
- керамика;
- кардная проволока и т. д.
Далее мы рассмотрим ключевые типы фрез, предназначенные для обработки металлических заготовок и их характерные особенности.
Классификация
Фрезы по металлу отличаются друг от друга по таким признакам:
- по размещению своих режущих частей (или зубьев);
- по типу заточки;
- по направлению (винтовые, наклонные или другие);
- по конструкции (составные, монолитные или сборные);
- по материалу;
- по креплению режущих инструментов.
Существует больше видов с учетом разных особенностей, однако перечислять все без исключения будет достаточно долго.
Разновидности и применение
Каждый вид фрезы применяется только на определенном технологическом этапе обработки материалов. Здесь все зависит от того, какая поставлена задача.
Например, цилиндрические бывают двух видов:
- винтовые;
- с прямыми зубьями.
Последний тип применяется для более примитивных задач и преимущественно на узких ограниченных участках. А вот фрезы с режущими винтовыми частями имеют более универсальное назначение.
Но поскольку осевые усилия могут быть значительными, то применение такого инструмента ограничено углом наклона режущей грани, а это не больше 450. Именно в таких случаях требуется устанавливать цилиндрические сдвоенные инструменты. Такое исполнение характерно тем, что в процессе обработки материалов режущие части перекрывают место стыка половин.
Другие типы инструментов
Червячные фрезы имеют специфическую сферу применения. В этом случае материал обрабатывается посредством метода обката. Выборка заготовок выполняется в процессе точечного касания их фрезой. В зависимости от направления их винтов они бывают правыми или левыми, также они могут быть одно- или же многозаходными, цельными или сборными, иметь шлифованные или нешлифованные зубья.
Концевые изделия применяются с целью обработки уступов, пазов и не только. Их хвостовки могут иметь цилиндрическую или коническую форму. Также они предназначаются для предварительной обработки материалов (с крупными зубьями) или же финишной, с мелкими зубьями. Могут оснащаться напаянными режущими пластинами или быть монолитными.
Обдирочные концевые инструменты используются для обработки кованых или литых сплавов. А с помощью шпоночных изделий выполняется выборка Т-профилей. Они имеют два зуба, один при этом находится на конце, а второй — посередине. Параметры зоны выборки заготовки определяются интервалом между ними.
Еще один тип подобного инструмента — отрезной. С их помощью производят полную или частичную обрезку металлических заготовок. Режущие кромки размещены лишь на верхних гранях зубьев, а вот на кромках их нет.
В зависимости от размеров зубьев, отрезные фрезы бывают:
- крупными;
- средними;
- мелкими.
При этом мелкие и средние используются для обрезки стали и чугуна, а крупные — для обработки легких магниевых, алюминиевых и других сплавов.
Для обработки изделия из металлов чаще всего мастера используют именно фрезу. При этом она может быть одновременно оснащена несколькими видами зубьев, режущих кромок или лезвий. Данный инструмент может иметь разные профили, формы, типы, размеры и сферы применения. Некоторые виды фрез по металлу и особенности их применения и работы мы уже рассмотрели выше.
Как сделать правильный выбор фрезы по металлу
Чтобы получить конструкции из металла правильной формы, с соблюдением параметров, указанных в проекте, предварительно проводят обработку всех ее элементов. Для этого существует несколько способов, наиболее востребованный из которых — фрезерование. Точность выполненной работы напрямую зависит от правильно подобранной фрезы — непосредственно режущего материала.
Фрезы дисковые отрезные по металлу
Фреза отрезная
Фрезы отрезные и прорезные используют для отрезки заготовок, обработки пазов, уступов, плоских поверхностей, прорезки шлицев.
Фрезы дисковые отрезные и прорезные ГОСТ 2679-93
Типы отрезных фрез:
1 — фрезы с мелким зубом;
2 — фрезы со средним зубом;
3 — фрезы с крупным зубом
класс 1 — для прорезки шлицев
класс 2 — для прорезных и отрезных работ
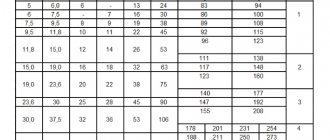
| Обозначение фрез типа | D | B | d | Число зубьев для фрез типа | ||||
| 1 | 2 | 3 | 1 | 2 | 3 | |||
| 2254-0642 | — | — | Фреза отрезная d 20 | 0,2 | 5 | 80 | — | — |
| 2254-0644 | — | — | 0,25 | 5 | 64 | |||
| 2254-0646 | — | — | 0,3 | 5 | 64 | |||
| 2254-0648 | — | — | 0,4 | 5 | 64 | |||
| 2254-0652 | — | — | 0,5 | 5 | 48 | |||
| 2254-0654 | — | — | 0,6 | 5 | 48 | |||
| 2254-0656 | — | — | 0,8 | 5 | 48 | |||
| 2254-0658 | — | — | 1 | 5 | 40 | |||
| 2254-0662 | — | — | 1,2 | 5 | 40 | |||
| 2254-0664 | — | — | 1,40* | 5 | 40 | |||
| 2254-0666 | — | — | 1,6 | 5 | 40 | |||
| 2254-0668 | — | — | 2 | 5 | 32 | |||
| 2254-0672 | — | — | 2,5 | 5 | 32 | |||
| 2254-0674 | — | — | Фреза отрезная d 25 | 0,2 | 8 | 80 | ||
| 2254-0676 | — | — | 0,25 | 8 | 80 | |||
| 2254-0678 | — | — | 0,3 | 8 | 80 | |||
| 2254-0682 | — | — | 0,4 | 8 | 64 | |||
| 2254-0684 | — | — | 0,5 | 8 | 64 | |||
| 2254-0686 | — | — | 0,6 | 8 | 64 | |||
| 2254-0688 | — | — | 0,8 | 8 | 48 | |||
| 2254-0692 | — | — | 1 | 8 | 48 | |||
| 2254-0694 | — | — | 1,2 | 8 | 48 | |||
| 2254-0696 | — | — | 1,40* | 8 | 48 | |||
| 2254-0698 | — | — | 1,6 | 8 | 40 | |||
| 2254-0702 | — | — | 2 | 8 | 40 | |||
| 2254-0704 | — | — | 2,5 | 8 | 40 | |||
| 2254-0706 | — | — | 2,80* | 8 | 40 | |||
| 2254-0708 | — | — | 3,00* | 8 | 32 | |||
| 2254-0712 | — | — | Фреза отрезная d 32 | 0,2 | 8 | 100 | ||
| 2254-0714 | — | — | 0,25 | 8 | 100 | |||
| 2254-0716 | 2254-2002 | — | 0,3 | 8 | 80 | 40 | ||
| 2254-0718 | 2254-2004 | — | 0,4 | 8 | 80 | 40 | ||
| 2254-0722 | 2254-2006 | — | 0,5 | 8 | 80 | 40 | ||
| 2254-0724 | 2254-2008 | — | 0,6 | 8 | 64 | 32 | ||
| 2254-0726 | 2254-2011 | — | 0,8 | 8 | 64 | 32 | ||
| 2254-0728 | 2254-2013 | — | 1 | 8 | 64 | 32 | ||
| 2254-0732 | 2254-2015 | — | 1,2 | 8 | 48 | 24 | ||
| 2254-0734 | — | — | 1,40* | 8 | 48 | — | ||
| 2254-0736 | 2254-2017 | — | 1,6 | 8 | 48 | 24 | ||
| 2254-0738 | 2254-2019 | — | 2 | 8 | 48 | 24 | ||
| 2254-0742 | 2254-2022 | — | 2,5 | 8 | 40 | 20 | ||
| 2254-0744 | — | — | 2,80* | 8 | 40 | — | ||
| 2254-0746 | 2254-2024 | — | 3 | 8 | 40 | 20 | ||
| 2254-0748 | — | — | 4,00* | 8 | 40 | — | ||
| 2254-0752 | — | — | Фреза отрезная d 40 | 0,2 | 10 | 128 | ||
| 2254-0754 | — | — | 0,25 | 10 | 100 | |||
| 2254-0756 | 2254-2026 | — | 0,3 | 10 | 100 | 48 | ||
| 2254-0758 | 2254-2028 | — | 0,4 | 10 | 100 | 48 | ||
| 2254-0762 | 2254-2031 | — | 0,5 | 10 | 80 | 40 | ||
| 2254-0764 | 2254-2033 | — | 0,6 | 10 | 80 | 40 | ||
| 2254-0766 | 2254-2035 | — | 0,8 | 10 | 80 | 40 | ||
| 2254-0768 | 2254-2037 | — | 1 | 10 | 64 | 32 | ||
| 2254-0772 | 2254-2039 | — | 1,2 | 10 | 64 | 32 | ||
| 2254-0774 | — | — | 1,40* | 10 | 64 | — | ||
| 2254-0776 | 2254-2042 | — | 1,6 | 10 | 64 | 32 | ||
| 2254-0778 | 2254-2044 | — | 2 | 10 | 48 | 24 | ||
| 2254-0782 | 2254-2046 | — | 2,5 | 10 | 48 | 24 | ||
| 2254-0784 | — | — | 2,80* | 10 | 48 | — | ||
| 2254-0786 | 2254-2048 | — | 3 | 10 | 48 | 24 | ||
| 2254-0788 | 2254-2051 | — | 4 | 10 | 40 | 20 | ||
| 2254-0792 | — | — | 5,00* | 10 | 40 | — | ||
| 2254-0796 | — | — | Фреза отрезная d 50 | 0,25 | 13 | 128 | — | |
| 2254-0798 | 2254-2106 | — | 0,3 | 13 | 128 | 64 | ||
| 2254-0802 | 2254-2108 | — | 0,4 | 13 | 100 | 48 | ||
| 2254-0804 | 2254-1142 | — | 0,5 | 13 | 100 | 48 | ||
| 2254-0806 | 2254-1144 | — | 0,6 | 13 | 100 | 48 | ||
| 2254-0808 | 2254-1146 | — | 0,8 | 13 | 80 | 40 | ||
| 2254-0812 | 2254-1148 | 2254-1422 | 1 | 13 | 80 | 40 | 20 | |
| 2254-0814 | 2254-1152 | 2254-1424 | 1,2 | 13 | 80 | 40 | 20 | |
| 2254-0816 | 2254-1154 | 2254-1426 | 1,40* | 13 | 80 | 40 | — | |
| 2254-0818 | 2254-1156 | 2254-1426 | 1,6 | 13 | 64 | 32 | 16 | |
| 2254-0822 | 2254-1158 | 2254-1428 | 2 | 13 | 64 | 32 | 16 | |
| 2254-0824 | 2254-1162 | 2254-1432 | 2,5 | 13 | 64 | 32 | 16 | |
| 2254-0826 | 2254-1164 | — | 2,80* | 13 | 64 | 32 | — | |
| 2254-0828 | 2254-1166 | — | 3 | 13 | 48 | 24 | ||
| 2254-0832 | 2254-2053 | — | 4 | 13 | 48 | 24 | ||
| 2254-0834 | 2254-2055 | — | 5 | 13 | 48 | 24 | ||
| 2254-0836 | — | — | 6,00* | 13 | 40 | — | ||
| 2254-0842 | — | — | Фреза отрезная d 63 | 0,3 | 16 | 128 | ||
| 2254-0844 | — | — | 0,4 | 16 | 128 | |||
| 2254-0846 | 2254-1168 | — | 0,5 | 16 | 128 | 64 | ||
| 2254-0848 | 2254-1172 | — | 0,6 | 16 | 100 | 48 | ||
| 2254-0852 | 2254-1174 | — | 0,8 | 16 | 100 | 48 | ||
| 2254-0854 | 2254-1176 | 2254-1434 | 1 | 16 | 100 | 48 | 24 | |
| 2254-0856 | 2254-1178 | 2254-1436 | 1,2 | 16 | 80 | 40 | 20 | |
| 2254-0858 | 2254-1182 | — | 1,4* | 16 | 80 | 40 | — | |
| 2254-0862 | 2254-1184 | 2254-1438 | 1,6 | 16 | 80 | 40 | 20 | |
| 2254-0864 | 2254-1186 | 2254-1442 | 2 | 16 | 80 | 40 | 20 | |
| 2254-0866 | 2254-1188 | 2254-1444 | 2,5 | 16 | 64 | 32 | 16 | |
| 2254-0868 | 2254-1192 | — | 2,8* | 16 | 64 | 32 | — | |
| 2254-0872 | 2254-1194 | 2254-1446 | 3 | 16 | 64 | 32 | 16 | |
| 2254-0874 | 2254-2057 | — | 4 | 16 | 64 | 32 | — | |
| 2254-0876 | 2254-2059 | — | 5 | 16 | 48 | 24 | ||
| 2254-0878 | 2254-2062 | — | 6 | 16 | 48 | 24 | ||
| 2254-0886 | — | — | Фреза отрезная d 80 | 0,5 | 22 | 128 | — | |
| 2254-0888 | 2254-1196 | — | 0,6 | 22 | 128 | 64 | ||
| 2254-0892 | 2254-1198 | — | 0,8 | 22 | 128 | 64 | ||
| 2254-0894 | 2254-1202 | 2254-1448 | 1 | 22 | 100 | 48 | 24 | |
| 2254-0896 | 2254-1204 | 2254-1452 | 1,2 | 22 | 100 | 48 | 24 | |
| 2254-0898 | 2254-1206 | — | 1,4* | 22 | 100 | 48 | — | |
| 2254-0902 | 2254-1208 | 2254-1454 | 1,6 | 22 | 100 | 48 | 24 | |
| 2254-0904 | 2254-1212 | 2254-1456 | 2 | 22 | 80 | 40 | 20 | |
| 2254-0906 | 2254-1214 | 2254-1458 | 2,5 | 22 | 80 | 40 | 20 | |
| 2254-0908 | 2254-1216 | — | 2,8* | 22 | 80 | 40 | — | |
| 2254-0912 | 2254-1218 | 2254-1462 | 3 | 22 | 80 | 40 | 20 | |
| — | 2254-1222 | — | 3,5* | 22 | — | 40 | — | |
| 2254-0914 | 2254-1224 | — | 4 | 22 | 64 | 32 | — | |
| 2254-0916 | 2254-2064 | — | 5 | 22 | 64 | 32 | ||
| 2254-0918 | 2254-2066 | — | 6 | 22 | 64 | 32 | ||
| 2254-0922 | 2254-2112 | — | Фреза отрезная d 100 | 0,5* | 22 | 160 | 64 | |
| 2254-0924 | 2254-1226 | — | 0,6 | 22 | 160 | 64 | ||
| 2254-0926 | 2254-1228 | — | 0,8 | 22 | 128 | 64 | ||
| 2254-0928 | 2254-1232 | 2254-1464 | 1 | 22 | 128 | 64 | 32 | |
| 2254-0932 | 2254-1234 | 2254-1466 | 1,2 | 22 | 128 | 64 | 32 | |
| 2254-0934 | 2254-1236 | — | 1,4* | 22 | 100 | 64 | — | |
| 2254-0936 | 2254-1238 | 2254-1468 | 1,6 | 22 | 100 | 48 | 24 | |
| 2254-0938 | 2254-1242 | 2254-1472 | 2 | 22 | 100 | 48 | 24 | |
| 2254-0942 | 2254-1244 | 2254-1474 | 2,5 | 22 | 100 | 48 | 24 | |
| 2254-0944 | 2254-1246 | — | 2,8* | 22 | 100 | 48 | — | |
| 2254-0946 | 2254-1248 | 2254-1476 | 3 | 22 | 80 | 40 | 20 | |
| — | 2254-1252 | — | 3,5* | 22 | — | 40 | — | |
| 2254-0948 | 2254-1254 | — | 4 | 22 | 80 | 40 | ||
| 2254-0952 | 2254-2068 | — | 5 | 22 | 80 | 40 | ||
| 2254-0954 | 2254-2071 | — | 6 | 22 | 64 | 32 | ||
| 2254-0958 | — | — | Фреза отрезная d 125 | 0,8 | 22 | 160 | — | |
| 2254-0962 | 2254-1258 | — | 1 | 22 | 160 | 80 | ||
| 2254-0964 | 2254-1262 | — | 1,2 | 22 | 128 | 64 | ||
| 2254-0966 | 2254-1264 | — | 1,4* | 22 | 128 | 64 | ||
| 2254-0968 | 2254-1266 | 2254-1478 | 1,6 | 22 | 128 | 64 | 32 | |
| 2254-0972 | 2254-1268 | 2254-1482 | 2 | 22 | 128 | 64 | 32 | |
| 2254-0974 | 2254-1272 | 2254-1484 | 2,5 | 22 | 100 | 48 | 24 | |
| 2254-0976 | 2254-1274 | — | 2,8* | 22 | 100 | 48 | — | |
| 2254-0978 | 2254-1276 | 2254-1486 | 3 | 22 | 100 | 48 | 24 | |
| — | 2254-1278 | 2254-1488 | 3,5* | 22 | — | 48 | 24 | |
| 2254-0982 | 2254-1282 | 2254-1492 | 4 | 22 | 100 | 48 | 24 | |
| 2254-0984 | 2254-2073 | — | 5 | 22 | 80 | 40 | — | |
| 2254-0986 | 2254-2075 | — | 6 | 22 | 80 | 40 | ||
| 2254-0992 | 2254-1286 | — | Фреза отрезная d 160 | 1,2 | 32 | 160 | 80 | |
| 2254-0994 | 2254-1288 | — | 1,4* | 32 | 160 | 80 | ||
| 2254-0996 | 2254-1292 | 2254-1494 | 1,6 | 32 | 160 | 80 | 40 | |
| 2254-0998 | 2254-1294 | 2254-1496 | 2 | 32 | 128 | 64 | 32 | |
| — | — | 2254-1642 | 2 | 32 | — | — | 22 | |
| 2254-1002 | 2254-1296 | 2254-1498 | 2,5 | 32 | 128 | 64 | 32 | |
| 2254-1004 | 2254-1298 | — | 2,8* | 32 | 128 | 64 | — | |
| 2254-1006 | 2254-1302 | 2254-1502 | 3 | 32 | 128 | 64 | 32 | |
| — | 2254-1304 | 2254-1504 | 3,5 | 32 | — | 64 | 32 | |
| 2254-1008 | 2254-1306 | 2254-1506 | 4 | 32 | 100 | 48 | 24 | |
| — | 2254-1308 | 2254-1508 | 4,5 | 32 | — | 48 | 24 | |
| 2254-1012 | 2254-1312 | — | 5 | 32 | 100 | 48 | — | |
| — | 2254-1732 | — | 5,5 | 32 | — | 48 | ||
| 2254-1014 | 2254-1314 | — | 6 | 32 | 100 | 48 | ||
| 2254-1024 | 2254-1322 | — | Фреза отрезная d 200 | 1,6 | 32 | 160 | 80 | — |
| 2254-1026 | 2254-1324 | 2254-1512 | 2 | 32 | 160 | 80 | 40 | |
| 2254-1028 | 2254-1326 | 2254-1514 | 2,5 | 32 | 160 | 80 | 40 | |
| 2254-1032 | 2254-1328 | — | 2,8* | 32 | 160 | 80 | — | |
| 2254-1034 | 2254-1332 | 2254-1516 | 3 | 32 | 128 | 64 | 32 | |
| — | 2254-1334 | 2254-1518 | 3,5* | 32 | — | 64 | 32 | |
| 2254-1036 | 2254-1336 | 2254-1522 | 4 | 32 | 128 | 64 | 32 | |
| — | 2254-1338 | 2254-1524 | 4,5* | 32 | — | 64 | 32 | |
| 2254-1038 | 2254-1342 | 2254-1526 | 5 | 32 | 128 | 64 | 32 | |
| — | 2254-1734 | — | 5,5* | 32 | — | 64 | — | |
| 2254-1042 | 2254-1344 | — | 6 | 32 | 100 | 48 | ||
| 2254-1046 | 2254-1348 | — | Фреза отрезная d 250 | 2 | 32 | 200 | 100 | — |
| 2254-1048 | 2254-1352 | 2254-1528 | 2,5 | 32 | 160 | 80 | 40 | |
| 2254-1052 | 2254-1354 | — | 2,8* | 32 | 160 | 80 | — | |
| 2254-1054 | 2254-1356 | 2254-1532 | 3 | 32 | 160 | 80 | 40 | |
| — | 2254-1358 | 2254-1534 | 3,5* | 32 | — | 80 | 40 | |
| 2254-1056 | 2254-1362 | 2254-1536 | 4 | 32 | 160 | 80 | 40 | |
| — | 2254-1364 | 2254-1538 | 4,5* | 32 | — | 80 | 40 | |
| 2254-1058 | 2254-1366 | 2254-1542 | 5 | 32 | 128 | 64 | 32 | |
| — | 2254-1736 | 2254-1742 | 5,5* | 32 | — | 64 | 32 | |
| 2254-1062 | 2254-1368 | 2254-1544 | 6 | 32 | 128 | 64 | 32 | |
| 2254-1064 | 2254-1372 | 2254-1546 | Фреза отрезная d 315 | 2,5 | 40 | 200 | 100 | 48 |
| 2254-1066 | 2254-1374 | — | 2,8* | 40 | 200 | 100 | — | |
| 2254-1068 | 2254-1376 | 2254-1548 | 3 | 40 | 200 | 100 | 48 | |
| — | 2254-1378 | — | 3,5* | 40 | — | 100 | — | |
| 2254-1072 | 2254-1382 | 2254-1552 | 4 | 40 | 160 | 80 | 40 | |
| — | 2254-1384 | — | 4,5* | 40 | — | 80 | — | |
| 2254-1074 | 2254-1386 | 2254-1554 | 5 | 40 | 160 | 80 | 40 | |
| — | 2254-1738 | 2254-1744 | 5,5* | 40 | — | 80 | 40 | |
| 2254-1076 | 2254-1388 | 2254-1556 | 6 | 40 | 160 | 80 | 40 | |
Фрезы с мелким зубом.
Характерной особенностью этого типа фрез является большое число зубьев. Передняя и задняя поверхности зубьев образованы канавкой с углом 60°, а впадина выполнена с малым радиусом для всего диапазона фрез. При такой конструкции зубья имеют неоптимальный задний угол, превышающий 60°, что уменьшает прочность режущей части. Поэтому фрезы с мелким зубом предназначены для работы с глубиной фрезерования, не превышающей ширины фрезы, т. е. для фрезерования мелких пазов и шлицев или же для отрезки тонких листовых материалов. Увеличению глубины резания препятствует также малый объем канавок для размещения стружки.
Фрезы со средним зубом.
Число зубьев данных фрез примерно в два раза меньше, чем у фрез типа 1, а следовательно фрезы имеют более емкую стружечную канавку. Стандартом предусмотрены две формы профиля зуба. Первая форма такая же, как у фрез с мелким зубом, во второй предусмотрена ленточка по задней поверхности с задним углом а =20°. Ширина ленточки для фрез диаметром 50 мм составляет 0,5—0,9 мм и увеличивается с увеличением диаметра фрезы. Фрезы со второй формой зуба благодаря упрочнению режущей части допускают работу с большими глубиной и подачей, чем с первой.
Фрезы с крупным зубом. Они имеют число зубьев примерно в 2 раза меньшее, чем фрезы типа 2, что позволяет использовать их для прорезки глубоких пазов в деталях из вязких материалов, нержавеющих и жаропрочных сталей и сплавов. Особенностью формы зуба и впадины фрез являются увеличенные радиус впадины и объем стружечной канавки.
Для фрез со средним и крупным зубом предусмотрены две формы заточки переходных режущих кромок: форма 1 и форма 2. Зубья формы 1 выполняются с двумя переходными режущими кромками.
форма 1
Такая заточка зубьев повышает в 2—2,5 раза производительность обработки по сравнению с обычной заточкой, дает возможность фрезеровать более глубокие пазы, исключает поломки фрез из-за пакетирования стружки.
форма 2
Заточка зубьев формы 2 по сравнению с обычной заточкой несколько повышает стойкость за счет обеспечения лучшего отвода тепла от угловых точек, но не улучшает процесса образования и отвода стружки
У фрез с мелким зубом и фрез со средним и крупным зубом шириной В<1,6мм зубья не имеют переходных режущих кромок. Их главная режущая кромка имеет длину, равную ширине фрезы.
Похожие товары:Фреза торцевая по металлу ГОСТ 26595-85Фреза шпоночная по металлу ГОСТ 9140-78Фреза угловаяФреза трехсторонняя дисковая ГОСТ 28527-90
Классификация фрез по некоторым характеристикам
Конечно, приведенные выше разграничения (по конфигурации, назначению) – это не единственные способы различать оснастку. Настоящий фрезеровщик имеет такой большой ассортимент изделий, что не без труда сможет его разложить. Какие еще бывают причины для классифицирования.
Разное число заходов
Стандартными считаются:
- • Однозаходные.
- • Двухзаходные.
- • Четырехзаходные.
Но может быть любое количество витков.
Чем меньше заходов, тем больше отведенная площадь под канавки. Особенностью работы с таким инструментом является то, что в каждое мгновение на заготовку оказывает воздействие только одна конкретная режущая кромка. Это очень положительно сказывается на создании продукта на высоких оборотах и при большой скорости, поскольку это позволяет беспрепятственно удалять отходы.
Также это актуально при осуществлении деятельности с мягкими металлами и другими веществами, например, с пластиком или ПВХ,акрилом. Еще их применяют при черновой и обдирочной процедуре, когда качество и точность – это не самые главные показатели.
Многозаходные используются при работе с материалом, имеющим твердую и хрупкую структуру. Движение будет плавным, без ударов, потому что одновременно поверхности касается несколько зубьев.
Тип удаления стружки
Здесь все просто — отход летит либо вверх, с таким направлением привыкли обращаться все фрезеровщики, либо вниз. Первый вариант наиболее удобен, если создаются пазы или глухое отверстие, поскольку металл не скапливается там. Но есть и минус – из всего «вылетевшего» часть может приземлиться опять на рабочую зону и препятствовать хорошему резанию. Второй вариант, соответственно, имеет более узкие возможности, но при некоторых видах работ более рекомендован.