Сварочный инвертор сегодня активно используется не только в производственных потребностях, но и дома. Это связано с отличными функциональными и производственными достоинствами.
Если вы хорошо разбираетесь в электронике, то имея схемы и инструкцию изготовления, можно инверторный сварочный аппарат сделать своими руками, при этом потратив деньги только на расходные материалы. Этот вариант подходит для людей, которые любят покупать технику хорошего качества. Инверторные аппараты известных фирм стоят очень дорого, а дешевые – только будут приносить разочарование от использования.
Для того чтобы приступить к конструированию самодельного сварочного инвертора, необходимо тщательно поработать над его схемой: изучить всю конструкцию, разобраться с электроникой, расставить очередность выполнения работ.
Строение самодельного инвертора
Практически все сварочные инверторы, изготовленные своими руками, имеют такие основные элементы:
- Блок питания;
- Драйвера силовых ключей;
- Силовая часть.
При конструировании сварочного инвертора важно ориентироваться в его характеристиках:
- Максимальное значение потребляемого тока – 32 А;
- При работе используется ток не более 250 А;
- Для выполнения сварочных работ достаточного сетевого напряжения 220 В;
- Для работ используются электроды диаметром 3- 5 мм , и длиной 10 мм .
- Полученный аппарат будет иметь показатели КПД не меньше, чем профессиональная версия прибора.
Преимущества и недостатки инверторного прибора
Плюсами являются следующие параметры:
- Вес — не более пяти килограмм. Это является неоспоримым преимуществом, потому что дает возможность легко перевозить его или просто передвигать в рамках мастерской.
- Он способен продолжать работать даже при падении напряжения, не выключаясь, как трансформаторный прибор.
- Аппарат функционирует при постоянном и переменном токе.
Условными минусами можно назвать:
- Высокую стоимость прибора.
- Его необходимо периодически очищать его от пыли.
Но ввиду того, что аппарат будет изготавливаться своими руками, первый минус не столь актуален. Периодический уход необходим за любым устройством, поэтому очистка будет гарантией его бесперебойной работы.
Также для функционирования прибора необходимо приобрести специальные навыки и быть осторожным при его эксплуатации.
Схема сварочного аппарата своими руками
Когда вы определились, что инверторный аппарат будет строиться самостоятельно, первым делом станет составление схемы.
Вам необходимо продумать и предусмотреть вентиляцию механизмов прибора, так как это крайне важно, чтобы избежать перегревания деталей внутри. Самым простым и оптимальным решением станет использование радиаторов от системных блоков Pentium 4, Athlon 64. Эти составляющие доступны в продаже и имеют невысокую цену.
В схеме необходимо предусмотреть наличие и расположение скоб, которые будут фиксировать трансформатор.
Подготовительные работы перед сборкой аппарат
Когда схема прибора составлена, необходимо переходить к подготовке комплектующих и деталей. Чтобы собрать инвертор своими руками,вам будут необходимы такие материалы:
- Медные провода;
- Хлопчатобумажная ткань;
- Электротехническая сталь;
- Стеклоткань;
- Текстолит.
Чтобы не возникало проблем с перепадами напряжения, необходимо выполнять обмотку по всей ширине каркаса. В конкретно предложенном варианте аппарата будет 4 обмотки:
- Первичная. В нее войдет 100 витков, ПЭВ 0,3 мм ;
- Вторичная первая – 15 витков, ПЭВ 1 мм ;
- Вторичная вторая – 15 витков, ПЭВ 0,2 мм ;
- Вторичная третья – 20 витков, ПЭВ 0,3 мм .
Плата и блок питания устанавливаются отдельно друг от друга, между ними располагается лист металла. Для его крепления к корпусу сварочного инвертора необходимо применять сварочные швы.
Чтобы производить управление затворками, необходимо установить проводники. Их длина должна быть не больше 15 см , к сечению особых требований не предъявляется. При процессах сборки аппарата, необходимо детально изучить схему к нему, разобраться во всех важных моментах соединения деталей между собой.
Блок питания обязательно после первичной обмотки накрывается экранизирующей обмоткой. Ее изготавливаются из аналогичного провода. Все витки накрытия должны иметь такое же направление, как и первичные, и полностью их перекрывать. Между каждой обмоткой обязательно должна находиться изоляция. Для нее можно использовать лакоткани или малярный скотч.
При вводе блока питания в эксплуатацию, необходимо поработать над подбором необходимого сопротивления. Его необходимо сбалансировать таким образом, чтобы подаваемое питание на реле было в пределах 20-25 В.
Тщательно подойдите к подбору радиаторных элементов для входных выпрямителей. Они должны быть мощными и надежными. Отлично себя зарекомендовали бу детали от компьютеров. Они доступны в продаже на радиорынке.
Для сварочного инвертора необходимо наличие 1 термического датчика. Его устанавливают внутри радиатора. Для регуляции тока в дуге, покупается и устанавливается ШИМ-контроллер на блок управления. Конденсатор будет выдавать напряжение ШИМ, от этого будут зависеть параметры силы тока сварки.
Изготовление трансформатора и дросселя
Основной задачей трансформатора является преобразование напряжения высокочастотного тока при достаточной его силе. Сердечники могут быть использованы модели Ш20×208, в количестве двух штук. Зазор между деталями возможно обеспечить своими руками, используя обычную бумагу. Обмотка производится своими руками, медной полосой шириной 40 мм, толщина должна быть не менее 0,2 мм. Теплоизоляция достигается с использованием термоленты кассового устройства, она демонстрирует хорошую износостойкость и прочность.
Как сделать трансформатор для инвертора
Использование медного провода при обмотке сердечника недопустимо, т.к. он вытесняет силу тока на поверхность устройства. Для отвода излишнего тепла используется вентилятор или кулер от компьютерного блока питания, а также радиатор.
Инверторный блок отвечает за пропускную способность электрической дуги путем использования транзисторов и дросселей.
Для стабильного хода процесса сварки рекомендуется использовать несколько транзисторов в параллельной цепи, чем один более мощный элемент.
За счет этого происходит стабилизация тока на выходе, при процессе инверторной сварки своими руками, устройство издает меньше шума.
Самодельный дроссель
Конденсаторы, соединённые последовательно отвечают за несколько функций:
- Резонансные выбросы минимизируются.
- Потери ампер из-за конструктивных особенностей транзисторов, которые открываются намного быстрее, чем закрываются.
Самодельный трансформатор как основа для инвертора
Трансформаторы сильно нагреваются, за счет большого объема проходящего тока. Для контроля температуры используются радиаторы и вентиляторы. Каждый элемент монтируется на радиаторе из теплоотводящего материала, если имеется возможность установить один мощный кулер, то это сократит время сборки и упростит конструкцию.
Собираем сварочный инверторный аппарат
Купив все необходимые детали для сварочного инвертора, переходим к его сборке. Перед началом установки деталей, проверьте их исправность. Найдите готовый дроссель и начинайте его обмотку. Для этого необходимо использовать провод ПЭВ-2. Обязательное количество витков – 175. Выбранный конденсатор должен иметь напряжение не менее 1000 В. Если вы не можете купить один конденсатор с таким напряжением, можно установить несколько, чтобы в сумме их емкость равнялась 1000 В.
Старайтесь в установке не использовать один мощный транзистор, его лучше заменить несколькими, менее мощными. Эти показатели влияют на рабочую частоту, что влечет образования больших шумовых эффектов во время сварочных работ. Если вы неправильно рассчитаете необходимую мощность аппарата, это повлечет быструю его поломку и ремонтные работы.
Когда начинается сборка сварочного инвертора, необходимо обязательно соблюдать расстояние между обмоткой и магнитопроводами. Между слоями обмотки должна обязательно укладываться пластина из текстолита. Это поможет повысить электробезопасность аппарата, и добиваться быстрого и достаточного охлаждения.
Далее, переходим к креплению трансформатора к самому основанию самодельного инвертора. Для этого используются 2-3 скобы. Они могут изготавливаться из медной проволоки диаметром 3 мм . Для плат можно использовать фольгированный текстолит толщиной 0,5- 1 мм . Обязательно сделайте в плитах узкие разрезы, они помогут свободно выводить диоды, чтобы не возникало перенагрузок.
Когда будут собраны все основные элементы аппарата, можно переходить к его креплению на основание. Само основание может быть изготовлено из пластин гетинакса. Для нормальной работы подойдет пластина толщиной 0,5 см. Обязательно вырежьте круглое окно в центре пластины, туда будет фиксироваться вентилятор, который необходимо оградить защитной решеткой. Не забывайте, при установке магнитопроводов оставлять зазоры для свободного потока воздуха.
На лицевой стороне нужно установить ручку тумблера и светодиоды, зажимы для кабелей и ручку переменного резистора. Это будет конструкция практически готового сварочного аппарата. Ее помещают в кожух толщиной 4 мм . На держатель электропровода устанавливается кнопка. Кабель, который подключен к ней и провода основательно изолируйте.
Настройка и тестирование
От правильной настройки готового аппарата напрямую зависит качество шва и безопасность сварщика. Проверять следует несколько параметров:
- Вольфрамовый электрод должен быть заточен до минимального диаметра.
- Цанга на горелке и диаметр электрода должны соответствовать. Проверяется установкой.
- При открытом вентиле расход аргона оптимально должен быть 12-15 л/мин. Регулируется редуктором.
- Розжиг дуги.
Обязательно нужно проверить устройство перед использованием
Тестирование розжига дуги проводится в несколько действий, очень аккуратно и медленно. Нужно включить осциллятор и поднести горелку с электродом к металлу с подключенной массой. Нажать кнопку включения. В этот момент на расстоянии около 0,5 мм появляется дуга. Кнопку отпустить. Открыть подачу газа, снова нажать кнопку включения. С газом она должна появляться на расстоянии от 1 см.
Тестирование самодельного аппарата для сварки лучше провести сразу после сборки и не на рабочих деталях. Для пробного шва выбираются настройки параметров тока в соответствии с металлом, выбирается присадочная проволока. Для оценки работоспособности аппарата можно попробовать расплавить массивные детали, проверить равномерность наплавления присадочной проволоки, внимательно проследить окутывание аргоном сварочной ванны (нет ли окислительной пленки или нагаров).
Настраиваем сварочный инвертор для работы
Собрав весь механизм, необходимо правильно и грамотно его настроить и ввести в эксплуатацию. Бывают такие ситуации, что самостоятельно решить вопрос трудно, приходится прибегать к помощи специалиста.
- Первым шагом идет подключение аппарата к питанию в 15В к ШИМ, параллельно подключается и один из конвекторов. Это поможет избежать перегрева аппарата, и уровень шума будет значительно ниже.
- Чтобы произошло замыкание резистора, необходимо подключить реле. Его вводят в работу после окончания зарядки конденсаторов. Это поможет избежать больших колебаний напряжения при подключении в сеть 220В. В случае пренебрежения подключения резистора напрямую, может произойти взрыв.
- Далее, необходим тщательный контроль за срабатыванием реле замыкания резистора, когда он подключен к току на плату ШИМ. Обязательно нужно продиагностировать наличие импульсов на плате, после срабатывания реле.
- Затем подаем питание 15В на мост. Это помогает проверить его нормальную и исправную работу, правильность установки. На приборе не должна сила тока превышать 100А. При этом ход должен быть холостым.
- Обязательно предусматривается проверка правильности установки трансформаторных фаз. Можно для этого использовать осциллограф на 2 луча. Для него нужно подать на мост от конденсаторов через лампу питание 220В, выставив частоту ШИМ 55 кГЦ. Установив осциллограф, посмотреть на сигнальную форму, и пронаблюдать, напряжение не должно превышать 330В. Рассчитать частоту колебания трансформатора несложно. Необходимо постепенно убирать частоту ШИМ, пока нижний ключ IGBT не выдаст небольшой заворот. Этот показатель необходимо поделить на 2, и полученное частное сложить со значением частоты перенасыщения. Параметры потребления тока мостом не должны быть выше 150 ма. Следите за светом от лампочки. Сильно яркий указывает на проблемы с обмоткой, возможен пробой в ней. От трансформатора не должно исходить никаких шумовых эффектов. При наличии любых шумов, обратите внимание на правильность подключения полярности. В виде тестового контроля на мосту, можно использовать электрочайник в 220В. Все проводники от ШИМ, необходимо скучивать, и располагать подальше от источников помех.
- Используя резисторы, необходимо постепенно повышать ток. При этом прислушивайтесь к посторонним шумам и звукам, наблюдайте за показаниями осциллографа. Показания нижнего ключа не более 500В. Нормой считается 240В.
- Начинать сварочные работы необходимо с 10 секунд. Потом, проверяются радиаторы. Если они холодные, то работа длится еще 20 секунд. Далее, время увеличивается до 1 минуты.
Самостоятельное изготовление мощного инвертора 12-220 на 500 Ватт
Когда в автомобиле нужно создать сетевое напряжение, то обычно используют специальные преобразователи 12-220. В продаже есть недорогие штатные инверторы со стоимость около 20-30 долларов. Однако максимальная мощность таких устройства составляет в лучшем случае около 300 Ватт. В некоторых случаях такой мощности бывает недостаточно.
Получить питание для мощного усилителя можно путем небольших преобразований. Достаточно всего лишь заменить вторичную обмотку на стандартном инверторе. После этого можно получить любое значение входного напряжения. К примеру, мощность инвертора в 400 Ватт возрастет до 600 Ватт.
Для повышения мощности в домашних условиях специалисты рекомендую воспользоваться простым способом. Потребуется заменить мощные биполярные ключи на IRF 3205.
Для работы взят инвертор, к которому допустимо подключить 4 пары выходных транзисторов. Поэтому устройство, после проведения необходимых работ, сможет выдать мощность около 1300 Ватт. Если покупать готовый инвертор с такими параметрами, то стоимость его возрастет до 100-130 долларов.
Стоит обратить внимание, что традиционная двухтактная схема устройства не содержит в себе защиту от перегрева, КЗ и перегрузок на выходе.
Основу генератора составляет микрочип ТЛ 494, у которого есть дополнительный драйвер. Необходимо провести замену маломощных биполярных транзисторов на отечественные аналоги (КТ 3107).
Для того чтобы не использовать в работе мощные переключатели для подачи питания, инвертор оснащается схемой ремоут контроля.
В задающей части устройства использованы диоды специальные ШОТТКИ типа 4148 (подойдет и отечественный КД 522). Транзистор в схеме ремоут контроля заменяют на КТ 3102.
После этого можно переходить к самой ответственной части проекта – трансформатору. Этот элемент намотан на пару склеенных колец 3000 НМ. При этом размер каждого из них: 45х28х8. Для более плотной фиксации кольца можно обмотать скотчем.
Затем кольца обматывают сверху стекловолокном (стоимость его в магазине не более 1 доллара). Вполне допустимо заменить этот материала тканевой изолентой.
Стекловолокно нарезают на небольшие полоски шириной около 2 см и длинной не более 50 см. Материал для работы имеет высокую термостойкость, а благодаря тонкому основанию изоляция выглядит аккуратно.
Для первичной обмотки нужно 2х5 витков проволоки, то есть 10 витков с отводом от середины. Работы выполняются проводом диаметром 0,7-0,8 мм, и на каждое плечо уходит 12 жил. Более наглядно процесс представлен на следующих фотографиях.
Жгут растягивают, и на оба плеча равномерно наматывают 5 витков, растягивая их по всему кольцу. Обмотки должны быть одинаковые.
Получившиеся элементы имеют четыре вывода. Начало первой обмотки нужно припаять концу второй. Место припоя будет случить отводом для силового напряжения в 12 В.
На следующем этапе работ кольцо необходимо изолировать с помощью стекловолокна и покрыть вторичной обмоткой.
Вторичная обмотка повышает выходное напряжение. Поэтому при проведении работ нужно быть максимально аккуратным и соблюдать все меры предосторожности. Стоит помнить, что высокое напряжение опасно. Монтаж устройства осуществляется только с отключенным питанием.
Обмотку колец проводят с помощью пары параллельных жил провода 0,7-0,8 мм. Количество витков составляет порядка 80 штук. Провод равномерно распределяют по всему кольцу. На финальном этапе проводят дополнительную изоляцию изделия стекловолокном.
Когда сборка инвертора завершена, то можно приступать к его тестированию. Устройство подключают к аккумулятору, для начала подойдет батарея с напряжением 12 В от бесперебойника. При этом «плюс» питания будет идти на схему через галогенную лампу мощностью 100 Ватт. Стоит обратить внимание, что эта лампа не должна светиться перед проведением работ и во время них.
После этого можно переходить к проверке полевых ключей на предмет тепловыделения. При правильно собранной схеме оно должно быть практически нулевым. Если входной нагрузки нет, а транзисторы перегреваются, то нужно искать неработающий компонент в устройстве.
В случае, если тестирование прошло успешно, то можно установить транзисторы на один общий теплоотвод. Для этого используют специальные изоляционные прокладки.
Принципиальная электрическая схема в формате *.lay находится в архивном файле и станет доступна после скачивания:
Рекомендуем:
Правила обслуживания и ремонта сварочного
Для исправной и продолжительной работы аппарата, необходимо периодически производить проверку и контроль каждого элемента конструкции. Это облегчить ваши ремонтные работы и снизит их до минимума. В случае поломки агрегата, найдите причину неисправности и выполните ремонтные работы.
Для выполнения этих работ необходимо иметь у себя такие инструменты:
- Паяльник;
- Пылесос;
- Отвертка;
- Тестер;
- Кисточка.
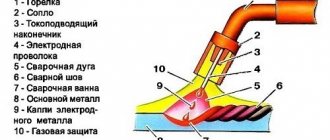
Первой и основной причиной поломки может быть выпрямитель. Через него происходит преобразования переменного тока в постоянное напряжение. Сетевой фильтр дает возможность сгладить перепады в напряжении. Транзисторная схема отвечает за формирование однофазного высокочастотного напряжения. Блок регулирует работу ключей средствами сигналов обратной связи, поэтому может менять режим работы инвертора. Варочный трансформатор отвечает за снижение напряжения, потом блоки вентилей выпрямляют его и подают на электрод.
Сварочные инверторы своими руками
Если сварочный аппарат поломался, снимите крышку корпуса и продуйте обычным пылесосом. Места, которые трудно очистить таким способом, необходимо обработать кисточкой или тряпочкой. Начинайте диагностику входной цепи. Проверьте, получает ли инвертор напряжение. Если его нет, то занимайтесь ремонтом блока питания. Возможно, сгорели предохранители. Сварочный инвертор своими руками создать несложно, но ремонт, при неправильной диагностике, может занять много времени.
Далее, начинайте диагностику температурного датчика. Сравните номинальные показатели с имеющимися. Этот элемент не подлежит ремонту, его необходимо заменять на новый. Потом, происходит изучение основных элементов аппарата. Если вы, на одном из них, увидите потемнения, то это значить, что при сборке некачественно была выполнена спайка. Используйте тестер для проверки цепей соединения.
Коль контакты сделаны некачественно, то это влечет перегрев, поломку и дорогостоящий ремонт инвертора. Проверьте разъемы, если они расшатались – подтяните, плохое соединение – подпаяйте. Если при сварочных работах идет разбрызгивание металла, прилипание электрода, горение дуги, то необходимо отрегулировать подачу тока или заменить электроды.
Следите за исправностью кабеля, в случае перегиба, сразу заменяйте на новый. Только в этом случае инверторный сварочный аппарат, своими руками созданный, будет работать качественно и надёжно.
Специфика сварки аргоном
От сварки ММА аргонную отличает несколько деталей процесса:
- Сварка проходит при постоянном обдуве шва аргоном.
- Вольфрамовый электрод (для ручной сварки). Для автоматической аргонной сварки могут применяться и плавящиеся электроды.
- Дуга разжигается с помощью осциллятора — прибор для бесконтактного розжига.
- Специфическая техника прохода электрода.
- Необходима присадочная проволока. Без нее можно варить только очень тонкие листы.
- Работает как на постоянном токе (обратная полярность), так и на переменном.
Сделать аргонную сварку из инвертора вполне реально, и самодельная установка будет проходить самые сложные швы, выдавая отличное качество. Аргон отличается от других рабочих газов полной инертностью к большинству веществ. Он дешев, достаточно тяжел, чтобы плотно окутать ванну в процессе сварки, и предотвращает образование оксидной пленки. В этом также его минус — при работе на открытом воздухе ветер может снизить качество, укрытие из подручных материалов исправит ситуацию.
Функциональные возможности сварочного инвертора
В среде инертного газа сварка проходит с силой тока 20-200 А и напряжением в 30-80 В. Параметры выбираются из диапазона по специальным таблицам, зависят от толщины соединяемого листа и диаметра электрода. Вольфрам для аргонной сварки не плавится при рабочих температурах, позволяет получить узкий аккуратный, но прочный шов за счет очень тонкой дуги и показывает малый расход (испарение — 0,01 г/м).
Присадочная проволока на толстых деталях нужна для получения монолитного шва и выбирается с учетом материала свариваемых элементов. Для алюминия нужна алюминиевая проволока, для нержавейки — легированная сталь определенной марки, и так по каждому материалу. При рабочей температуре аргонной сварки она плавится и качественно заливает шов.