Трехкулачковые самоцентрирующие токарные патро – н ы. У трехкулачкового самоцентрирующего патрона все три кулачка сходятся к центру и расходятся одновременно, поэтому они обеспечивают совпадение оси заготовки с осью шпинделя.
Наиболее распространенный трехку – лачковый самоцентрирующий патрон показан на рис. 21, а. В радиальных пазах корпуса / патрона расположены три кулачка. Своими спиральными выступами на подошве кулачки входят в канавки спиральной резьбы конического зубчатого колезі ТРЕХКУЛАЧКОВЫИ САМОЦЕНТРИ – РУЮЩИЙ ПАТРОН:
А — общий вид, б — устройство; 1 — корпус, 2 — кулачки, 3 — конические зубчатые колеса, 4— конический диск со спиральной резьбой, 5 — планшайба, 6 — промежуточный диск, 7 — ключ
Са 3. Это колесо приводится во вращение с помощью ключа 7, вводимого в гнездо одного из трех малых зубчатых колес 3, сопряженных с большим коническим диском 4 (рис. 21,6). По спиральной резьбе большого конического колеса кулачки патрона могут одновременно двигаться к центру или от центра, т. е. зажимать или освобождать заготовку.
Радиусы кривизны на разных участках спиральной резьбы конического колеса различны, а радиусы кривизны спиральных выступов у кулачков одинаковы, поэтому соприкосновение выступов кулачков и витков спиральной резьбы происходит по узким площадкам. Это вызывает значительные удельные давления и приводит к ускоренному износу кулачков, что является существенным недостатком спиральных патронов.
На рабочем месте токаря рекомендуется иметь два трехкулачковых патрона: один для обдирочных работ, второй с незакаленными кулачками — для чистовых. Для некоторых работ, например для закрепления тонкостенных заготовок, когда обычные кулачки могут вызвать прогиб стенок, применяют широкие кулачки (рис. 22, а) или разрезную втулку (рис. 22,6). Для изготовления точных деталей применяют патроны со сменными незакаленными кулачками. Заготовки больших диаметров закрепляют в перевернутых кулачках, в этом случае уступы кулачков создают надежный упор заготовке (рис. 23). Рабочие поверхности кулачков самоцентрирующего патрона изнашиваются неравномерно, поэтому их периодически растачивают или расшлифовы – вают.
Для того чтобы не повредить обработанную поверхность детали, на цельные закаленные кулачки можно закреплять сменные насадные кольца (рис. 24), которые затем растачивают
По диаметру поверхности закрепляемой заготовки[1]
.
22 закрепление тонкостенных заготовок в трехкулачковом патроне:
А—при помощи широких кулачков, б — при помощи разрезной втулки
23 закрепление заготовки в пе – ревернутых кулачках патрона:
1 — корпус патрона, 2—кулачок
На пазах корпуса патрона и на кулачках нанесены цифры 1, 2, 3 или соответственное количество накерненных точек. При сборке патрона кулачки в пазы вставляют поочередно и в порядке возрастающих цифр (точек).
Четырехкулачковый простой патрон. Патрон имеет четыре зажимных кулачка, которые перемещаются независимо один от другого в пазах корпуса 1 (рис. 25). На каждом кулачке имеется «полугайка», сопрягаемая с винтом, расположенным в пазе. Для закрепления заготовки в
25. четырехкулачковый патрон:
1 — корпус патрона (планшайба), 2 — кулачки, 3 — гнездо винта, 4 — ключ
Патроне ключ 4 вводится в гнездо винта 3.
Цанговые патроны. Заготовки диаметром до 60 мм с предварительно обработанной поверхностью целесообразно закреплять не в кулачковом патроне, а в обжимном цанговом патроне (рис. 26, а).
Цанга 4 (тонкостенная стальная втулка с прорезями), сжимаясь, при навертывании гайки 1 на резьбу цилиндрического участка корпуса 3 патрона входит в коническую расточку корпуса.
26. цанговые патроны:
А — со вставной цангой, б — цельный чугунный; 1 — нажимная гайка, 2 — регулируемый упор, 3— корпус, 4 — цанга, 5 — винт, 6 — фиксирующая планка, 7 — установочная втулка
Цанга патрона (рис. 26,6) изготовлена из серого чугуна (СЧ18-32). Такой патрон прост в изготовлении и обеспечивает надежность закрепления не меньшую, чем патрон со стальной цангой. Окончательно зажимную поверхность чугунной цанги растачивают на том станке, на котором будет обрабатываться заготовка. Эксплуатация токарных патронов. При закреплении заготовки в патроне нельзя применять удлинители для рукоятки ключа. При закреплении и освобождении заготовки рукоятку ключа захватывают обеими руками (по ее концам).
Назначение.
Патрон токарный самоцетрирующий трехкулачковый относится к классу спирально-реечных самоцентрирующих трехкулачковых патронов с цилиндрическим пояском и креплением на токарном станке через промежуточный фланец. Самоцентрирующие спирально-реечные токарные патроны предназначены для установки на универсальные токарные, револьверные, внутришлифовальные станки.
Применяются в условиях единичного, мелкосерийного и серийного производства.В трехкулачковых самоцентрирующих патронах закрепляют заготовки круглой и шестигранной формы или круглые прутки большого диаметра. В отличие от токарных патронов клинореечного типа, не требуют времени на переналадку в том случае, когда требуется установка на другой диаметр зажима.
Виды и назначение токарных кулачков
Все кулачки токарные делят по конструкции на несколько типов:
- прямые для фиксации детали с внешней стороны;
- накладные для закрепления заготовок большого диаметра;
- обратные для фиксации детали изнутри;
- сборные, имеющие специальную рейку, на которой крепится накладной кулачок.
Виды кулачков для токарных патронов с основными характеристиками
Прямые кулачки
Для фиксации деталей обычно применяют прямые кулачки. У каждого из них есть по две ступени для крепления деталей способом «на разжим» и по одной призме, работающей на сжатие. Рабочие площадки ступеней кулачков, в которые упираются торцы обрабатываемой заготовки, устраняют биение.
С помощью прямых кулачков для токарного патрона крепят:
- малоразмерные детали (поверхностью призмы — за внешнюю сторону детали);
- крупноразмерные детали (поверхностью ступеней — полые заготовки).
Изображение и схема прямого кулачка
Обратные кулачки
Обратные кулачки для токарного патрона по конструкции противоположны прямым и используются для крепления «на сжатие» наружной стороны деталей с большим диаметром. Внешние поверхности этих кулачков можно использовать для установки вспомогательной крепящей базы, работающей «на разжим» внутренней поверхности заготовки.
Изображение и схема обратного кулачка
Сырые кулачки
Имеют второе название — «мягкие кулачки» — и используются как заготовки для растачивания детали под нужный диаметр с последующей термической обработкой. Сырые кулачки изготавливают токари, используя в качестве материала сталь или цветные металлы. В отличие от других видов кулачков, эти не закаливают (отсюда и взялось название).
Сырые кулачки крепят к рейкам, которые идут в комплекте с патроном. Накладные сырые кулачки изготавливают по форме и размерам деталей, чтобы обеспечить необходимую точность центрирования.
Изображение и схема сырого кулачка
Сборные кулачки
Сборные кулачки для токарного станка также называют универсальными и составными. Оснастка состоит из двух частей:
- нижней, которая представляет собой рейку с гребенками и движется по спиральному диску;
- верхней накладки со стандартной закалкой рабочей зоны.
Накладки по конструкции представляют собой реверсивные кулачки (прямые-обратные). Чтобы поменять вид оснастки, достаточно выкрутить по два болта на каждом кулачке, развернуть его нужной стороной и вновь зафиксировать болтами на рейке.
Благодаря универсальности сборные кулачки сокращают время на подготовку к обработке деталей, когда в ходе операций необходимо часто менять обратный кулачок на прямой и назад. Есть один нюанс: использование универсальной оснастки вызывает погрешность, поэтому применять ее стоит только на токарных патронах диаметром 250 и более миллиметров. В этом случае относительной погрешностью можно пренебречь, а трудозатраты на переустановку детали снизятся в разы.
Изображение и схема сборного кулачка
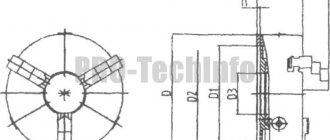
Технические характеристики.
Корпус патрона выполнен из высококачественного специального чугуна
Рис.1 — Общий вид и основные размеры трехкулачкового токарного патрона.
Технические характеристики токарного патрона приведены в таблице 1
Таблица 1
| Наименование параметров | Значения величин |
| Диаметр наружный D, мм | 250 |
| Диаметр присоединительного пояска D2, мм | 200H7 |
| Диаметр отверстия в корпус D1, мм | 76 |
| Диаметр расположения крепежных отверстий, мм, D3 | 224 |
| Наружный диаметр изделия, зажимаемого в прямых кулачках,мм наибольший | 120 |
| Наружный диаметр изделия, зажимаемого в обратных кулачках, мм наибольший | 266 |
| Максимально допустимая частота вращения, мин ‘ | 2000 |
| Высота бортика под фланец | 5 |
| Высота патрона без кулачков | 85 |
| Высота патрона в сборе | 119 |
| Масса патрона, кг | 29 |
| Крепеж | 6 болтов М12 |
С помощью токарного патрона, используя прямые и обратные кулачки, можно зафиксировать заготовки следующего диапазона размеров
Кулачок прямой предназначен для закрепления обрабатываемой заготовки за наружную поверхность для вала или за внутреннюю поверхность отверстия в заготовке. Кулачок обратный предназначен для закрепления обрабатываемой заготовки за наружную поверхность.
Точностные характеристики токарного патрона
Рис.2.1 — Токарный патрон на холостом ходу
патрон обеспечивает следующие точностные характеристики: Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Закрепляя заготовку в патроне можно добиться следующих характеристик:
Рис. 2.2 — Токарный патрон с креплением за внешнюю поверхность заготовки с прямыми кулачками.
диапазон закрепляемых заготовок от 5 до 118мм;
Радиальное биение a на длине 80 мм – 0,040мм.
Рис. 2.3 — Токарный патрон с креплением заготовки за внешнюю поверхность с обратными кулачками.
диапазон закрепляемых заготовок от 77 до 188мм и от 160 до 250мм;
Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Рис. 2.4 — Токарный патрон с креплением заготовки за внутреннюю поверхность с прямыми кулачками.
диапазон закрепляемых заготовок от 62 до 174мм и от 145 до 256мм;
Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Классификации
Условно делятся на две группы:
- Кулачковые. Подвижные сегменты (кулачки), производят фиксацию детали. Отличаются друг от друга конструкцией и назначением.
- Цанговые. В зависимости от принятия рабочего положения цанги, закрепляющей деталь в нужном положении, токарные патроны этого типа различают:
- с выдвижной цангой;
- неподвижной цангой;
- втягиваемой цангой.
Двухкулачковый
Самоцентрирующиеся двухкулачковые патроны. Все детали изделия производятся из стали, подвижные части подвергаются термообработке, что увеличивает их прочностные характеристики и износостойкость.
Обеспечивают самоцентрирование и фиксацию необработанных поверхностей заготовок. Размеры рабочего диаметра патрона стандартизированы и варьируются от 125 до 400 мм.
Применяется патрон для крепления:
- сложных фасонных деталей;
- нецилиндрических и несимметричных заготовок.
Трехкулачковый
Механизм фиксации 3-кулачкового патрона производится:
- с реечным механизмом;
- со спиральным диском.
Реечный
Точнее, патрона со спиральным диском, имеет более мощный зажим заготовки. Может применяться в мелкосерийном или штучном производстве.
Четырехкулачковый
Четырехкулачковый патрон применяется при обработке несимметричных заготовок. Позволяет проточить деталь вне центра или при расточке отверстий по разным осям.
Изделие крепится двумя парами независимых держателей во взаимоперпендикулярных плоскостях и обеспечивает полное совпадение оси шпинделя с обрабатываемой поверхностью.
Кулачок может быть цельным или сборным. Патрон со сборным кулачком имеет основание и насадной кулачок. Сборный кулачок размещен в пазе основного элемента и имеет свободное радиальное перемещение без потери устойчивости.
Этим обеспечивается двойное шпоночное крепление. Преимущество конструкции в жесткости фиксации и простоте применения.
Шестикулачковый
Усилие фиксации распределяется между шестью кулачками, что позволяет крепить тонкостенную деталь без опасений её разрушения или деформирования.
Устройство и принцип работы.
3.1. Конструкция спирально-реечного токарного патрона представлена на рис.3.
Рис.3 — Конструкция спирально-реечного токарного патрона.
Кулачки 1, 2 и 3 патрона перемещаются одновременно с помощью диска 4. На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой — нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки изготовляют трехступенчатыми и для повышения износостойкости закаливают.
Виды токарных патронов в зависимости от механизма фиксации
От правильности выбора вида токарного патрона соответствующим механизмом фиксации зависит уровень радиальных биений, скорость переналадки, возможность использования в единичном и крупносерийном производстве. Основные из наиболее часто применяемых типов станков:
Цанговые
Эта разновидность крепежей собой представляет втулку с осевыми прорезями, в которых находятся лепестки-фиксаторы.
С конструктивной точки зрения этот тип патронов включает в себя подающую цангу с лепестками и втулкой.
Цанговые модели используются для следующих целей:
Однако, они имеют и свои недостатки, к которых можно отнести сравнительно небольшие диаметры заготовок.
Рычажные
До недавней поры эта разновидность считалась самой популярной. Принцип их действия базируется на перемещении зажимных кулачков с помощью смещения специального рычага. Стоит также отметить, что для более точной настройки конструкция оснащена гидравлическим приводом.
А также при работе иногда наблюдается несущественный люфт заготовки при вращении. Потому фиксаторы рычажного типа используются преимущественно для целей черновой обработки.
Клиновые
Этот вариант — усовершенствованная версия рычажной разновидности изделия. Большая точность тут достигается благодаря тому, что каждый отдельно взятый кулачок оснащен собственным механическим или пневматическим приводом.
Эти конструкции используются для осуществления точной токарной обработки. Достоинством клиновых токарных патронов считается возможность перемещения центральной части детали относительно вращающейся оси. Из этого можно сделать вывод, что с их помощью можно делать даже сложные детали.
Эти детали характеризуются следующими особенностями:
Для оборудования с ЧПУ крайне важна возможность оперативного изменения настроек. Потому в таких станках применяются особые патроны, которые подключаются непосредственно к управляющему блоку.
Важно и то, что к материалам, из которых делаются патроны клинового типа, предъявляются специфические требования. В большинстве случаев процесс обработки подразумевает применение высоких оборотов, потому качества устройства-фиксатора должны оставаться неизменными.
Гарантийные обязательства.
Гарантийный срок эксплуатации изделия – 1 год, со дня продажи (получения покупателем) патрона трехкулачкового, при условии соблюдения потребителем правил хранения и эксплуатации изделия.
Скачать технический паспорт бесплатно можно по ссылке ниже.
Патрон токарный кулачковый: описание, схема. Разновидности по типу зажима, фиксации, исполнению, классу точности. Как самостоятельно сделать патрон.
Патрон токарный кулачковый представляет собой необходимое комплектующее для токарного станка. От качества зажимного устройства зависит конечный результат работы. В частности, если патрон не будет давать наибольшее усилие зажима, то деталь может просто вылететь с переднего конца шпинделя. Устройство отвечает за точность центрирования, влияет на то, будут ли точно перпендикулярными оси обработки. Безусловно, к вопросу выбора комплектующего следует отнестись со всей серьезностью, так как оно определяет эффективность процедуры и качество получаемых деталей.
Общие понятия о токарных патронах
Токарные патроны подбираются в зависимости от технических характеристик устройства и шпинделя, в частности. Они представляют собой главные узлы оборудования. Механизм заключается в кулачковом эффекте. Размеры подбираются в зависимости от параметров уникальной заготовки.
Кулачки обеспечивают надежную фиксацию механизма. Из-за действия механической силы, которая обуславливает плотность крепления, происходит установка и закрепление. Заготовка фиксируется при помощи патрона.
Следует учитывать, что детали, которые требуется обрабатывать имеют различные размеры и диаметры.
Некачественный патрон не будет держаться максимально крепко, в результате сильного механического движения он может слететь, с ним и заготовка. Патрон обеспечивает плавное передвижение крепления, при этом обрабатываемая деталь не будет смещаться относительно центра. В самом простом понимании слова патрон представляет собой механизм, который отвечает за вращение заготовки, делает ее обработку эффективной и ровной.
Действующие ГОСТы
Регулирует параметры токарных патронов ГОСТ 1654-86. В нём регламентируются технические условия патронов общего назначения. Также действует множество других стандартов. Так, самоцентрирующиеся 3-кулачковые патроны регулируются ГОСТ 2675-80. На двухкулачковые зажимы с самостоятельной центровкой действует ГОСТ 14903-69.
Новости
Доставка — в штатном режиме
Адресная доставка и до транспортной компании
Поздравляем с 8 Марта!
Поздравляем с Международным женским днем!
Поздравляем с 23 февраля!
Поздравляем с Днем Защитника Отечества!
Статьи
Развертывание отверстий
Применение, порядок и используемый инструмент
Размеры и диаметры сверл по металлу
Подбор диаметра и длины сверла
Предназначение
Внутри рассматриваемого типа детали находится кулачковый механизм. Эта важная составляющая позволяет центрировать и зажимать заготовку. Происходит это за счет сужения деталей кулачков, а потом зажатие их пинолем. Только после полного закрепления детали можно начинать работу токарного станка по дереву или по металлу. Если процедуру не выполнить, то заготовка может не только выпасть или повредиться, но и нанеси вред мастеру.
Следует внимательно проверить качество крепления детали в патроне. Сначала специалисты включают токарный станок на небольшую мощность, смотрят, хорошо ли вращается механизм. Если после нескольких кругов все в порядке, то продолжат работу на более высоких мощностях.
Сообщества › Станки и Станочные Работы › Блог › Расскажите про патрон к токарному станку.
Нигде не могу найти инфу, про то как правильно определить, где и как должны стоять кулачки в патроне. У меня патрон 3 кулачковый. Как понять где находится нулевой сухарь? Как должны располагатся кулачки относительно нулевого сухарика. Есть ли какое отличее в сухарях? Почему его называют нулевым?
На моём патроне есть выбитые на патроне диаметры, над ними расположен сухарь. Правильно ли я понял, что он будет нулевым и под ним будет первый кулачёк. Как-то визуально можно понять, что сухарь нулевой и где он должен стоять в патроне?
С кулачками боле менее разобрался, а вот про сухарьи ничего не нашёл. Крупные цифры я сам уже набил, а остальные были.
Классификация токарных патронов
Классификаций присутствует несколько видов: по числу кулачков, типу зажима, механизму фиксации, виду исполнения, классу точности.
По количеству кулачков в патроне
Кулачки отвечают за качество закрепления деталей. Они выполняются из качественного металла.
Двухкулачковые
Варианты закрепляют несимметричные детали, которые не подвергаются обработке. Но используются и для стандартизированных заготовок.
Трёхкулачковые
Оптимален для выработки шестигранных и округлых вариаций. Шунтирование происходит по трем бокам кулачков.
Четырёхкулачковые
4 х кулачковый патрон состоит из четверых узлов, которые функционируют независимо. Применяют для обработки прямоугольных и квадратных вариантов.
По типу зажима детали
Кулачки патронов разделяют на прямые и обратные. Практически не влияет на результативность. Подбирается в зависимости от типа входа патрона.
Прямые
Зажим происходит внешний. Кулачки располагаются сверху и хватаются за деталь.
Обратные
Происходит зажим изнутри, с внутренней стороны. Обрабатываемый предмет выбирается полый, так чтоб была возможность зацепиться.
По механизму фиксации заготовки
Механизм фиксации — важная характеристика, определяющая качество работы.
Трехкулачковые патроны
Самыми распространенными патронами являются трехкулачковые. Они устанавливаются на все токарное оборудование: в домашних мастерских, гаражах, ремонтных цехах, мелко- и крупносерийных производствах.
Самыми часто встречающимися являются 3 типа самоцентрирующихся патронов:
Трухкулачковые патроны оснащаются тяговым (зажимные элементы связаны с гидро- или пневмоприводом) или встроенным приводом. На зажим заготовки во время работы тратится до тридцати процентов вспомогательного времени, поэтому приспособления механизируют и сокращают время на установку изделия. Самое широкое распространение в крупносерийном и массовом производствах получили механизированные кулачковые патроны с пневмоприводом. Гидропривод используют редко и применяют в ситуациях, когда необходимо сохранить малые габариты конструкции. Основное преимущество механизированных агрегатов – быстродействие и постоянное зажимное усилие на кулачках.
Подробное видео по зажимным токарным агрегатам
Спиральные патроны
3-х кулачковые спиральные патроны уже существуют более 100 лет и благодаря простой конструкции и надежности до сих пор ими оснащают новое оборудование. Обеспечивают большой диапазон хода кулачков и обладают высоким КПД, имеется возможность осуществлять зажим эксцентриковых и некруглых заготовок. Недостатками являются быстрая потеря точности и ускоренный износ. Потеря начальной точности происходит в следствии технологических особенностей: улитка только улучшается и имеет невысокую твердость, следовательно, быстро истирается – происходит быстрый износ центрирующего механизма. Ускоренный износ происходит из-за попадания стружки и грязи в клиновидные зазоры между зубьями кулачков.
Используются в единичном и мелкосерийном производстве. Оснащаются прямыми и обратными кулачками.
Реечные патроны
3-х кулачковые реечные патроны свое название получили из-за принципа работы: зубчатый венец перемещает рейки, которые одновременно перемещает кулачки. Более долговечны чем спиральные, т.к. имеется возможность закалки и шлифовки зубцов. Корпус изготавливается из литой или кованой стали, остальные движущиеся части – легированной, с последующей закалкой. Являются универсальными и применяются в единичном или мелкосерийном производствах.
- более сильный зажим;
- большая точность;
- КПД ниже, чем у спиральных;
- возможность зажима только из одного положения;
- сложная конструкция.
Эксцентриковые патроны
3-х кулачковые эксцентриковые патроны применяются в крупносерийном производстве. Все детали агрегата изготавливаются из износостойких сталей, а затем проходят закалку и шлифовку. Обладают высокой точностью и силой зажима. Переналаживаются на зажим другой детали сравнительно просто – перестановкой насадных кулачков.
По типу исполнения
В Российской Федерации разновидности патронов по исполнению регулируются ГОСТом 2675 — 80.
Цельный
Выполняют из куска стали с параметрами от 500 МПа. Наиболее распространенный вид.
Сборный
Из стали выполняется рейка, на нее крепится кулачок. Последний выполняется из металла.
Накладной
Составные вариации, состоят из цветного металла, нержавеющей стали, черных металлов. Применяется для работы с масштабными проектами.
Токарные патроны для древесины, виды и как сделать своими руками
Чтобы выбрать оптимальный тип изделия необходимо изучить технические характеристики разных его моделей. Они напрямую зависят от вида операций, которые делает токарный станок.
Токарные патроны для работы с древесиной различают по таким характеристиками:
Корпус токарного патрона для станка выполняют из особого чугуна с показателями не ниже СЧ-30. Для изготовления других элементов используют специальную сталь с пределом прочности 500 МПа и больше. Шероховатость материала также имеет разные значения: для рабочих поверхностей она составляет 1,6, а для выступающей цилиндрической части не больше 0,8.
Классы точности патрона
Точность устройства определяется в ГОСТе 1654 86. Всего присутствует четыре ступени.
Класс Н
Нормальные показатели, усредненные.
Класс П
Повышенный класс, используется для выделки твердых производственных деталей.
Класс В
Высокая точность — применяется для обработки мелких вариаций.
Класс А
Особо высокая точность. Сфера применения — мелкие и твердые заготовки.
Конструкция патрона: схема и описание
Токарный патрон состоит из более чем десяти деталей. Эффективность и срок службы определяется качеством сборки и материалом изготовления комплекта деталей.
Основной механизм, отвечающий за перемещение заготовки токарным станком. Он способствует креплению обрабатываемого предмета.
Пружина
Крепится к ключу. Отвечает за повороты последнего.
Втулка
Соединена с пружиной. Необходима для обеспечения свободного перемещения ключа по механизму.
Стопор
Соединен с втулкой и ключом. Является основной механизма, которая отвечает за безопасность. Стопор контролирует фиксацию заготовки и не дает ей отпасть.
Шестерня
Диск, при помощи которого происходит вращательное движение, приводится в действие шестерней.
Фланец
Является основанием токарного патрона. Соединяет механизмы между собой.
Диск спиральный
Соединяется с шестерней. Отвечает за получение вращения. Регулирует степень и скорость обработки.
Кулачок обратный
Механизм отвечает за крепление обрабатываемой детали изнутри.
Кулачок прямой
Прямая вариация необходима для закрепления предмета снаружи.
Корпус
Необходим для закрепления сторон. Обеспечивает защиту конструкции в общем узле оборудования.
Кулачки накладные
Способствуют налаживанию работы с заготовками нестандартной формы. Используется, когда требуется поместить вариант большого диаметра или меньшей, большей длины.
Изготовление токарного патрона по дереву своими руками
Для изготовления кулачковых патронов требуется высокоточное промышленно оборудование и в условиях домашней мастерской сделать их вряд ли возможно. Однако существуют более простые конструкции, соорудить которые своими руками не составит труда.
Самодельная планшайба для точения по дереву с регулируемыми зажимами
Понадобится ровный лист стали толщиной не менее 10 мм, стальной уголок 50×50 мм, восемь болтов М8×30 с гайками и шайбами. Следует заранее продумать, каким образом устройство будет крепиться на станок и, при необходимости, изготовить или приобрести соответствующую резьбовую втулку. После этого можно приступать:
Для фиксации таким самодельным патроном уголки перемещаются в нужное положение и закрепляются закручиванием гаек, окончательно деталь поджимается болтами, вкрученными в полки с резьбой.
Если в шпинделе передней бабки вашего токарного станка есть сквозное отверстие для выбивания зубчатого центра, можно дополнить свой арсенал самодельным вакуумным патроном. Для этого понадобятся:
Из текстолита вытачивается втулка, одна сторона которой должна быть равна по диаметру внутреннему размеру подшипника, другая – шпинделя. Этот самодельный переходник запрессовывается в подшипник на клею, в станке он будет держаться за счёт плотности посадки. Полученная конструкция соединяется отрезком шланга с пылесосом и фиксируется хомутом.
Самостоятельная сборка патрона по чертежам
Самостоятельная сборка не занимает много времени. Это достаточно простой процесс. Главное — понять механизм работы устройства. В крайнем случае можно заказать такое миниатюрное оборудование у профессионального токаря. Из имеющихся деталей он соберет любую вариацию. Стоят самодельные модели существенно дешевле заказанных на производстве.
Качество при этом может быть даже лучшее, чем у заводских.
Установка оправки
Оправа надевается первой. Установка детали дает возможность закрепить патрон.
Установка самого патрона на шпиндель
Происходит закрепление механизма. Нельзя пережимать или растачивать детали. На этапе происходит закрепление предварительно подготовленными подходящими по размеру болтами.
Закрепление
Проверив качество накрутки, производится окончательная сборка механизма. Болты прикручиваются при помощи ключа.
Закрепление заготовки
На самодельный патрон устанавливается инструментарий. Проводится после проверки сборки болтами.
Установка и закрепление деталей в патронах
Токарный патрон
Короткие детали обычно устанавливают и крепят в патронах, которые подразделяются на простые и самоцентрирующие.
Четырехкулачковые патроны
Простые патроны изготовляют обычно четырехкулачковыми (рис. 41). В таких патронах каждый из четырех кулачков (1, 2, 3 и 5) перемещается своим винтом 4 независимо от остальных. Это позволяет устанавливать и закреплять в них детали, имеющие несимметричную наружную форму. При закреплении детали в четырехкулачковом патроне необходимо ее правильно установить, чтобы она не била при вращении.
Рис. 41 Простой четырехкулачковый патрон
Рис. 42. Проверка установки детали при помощи рейсмуса
Правильность установки детали можно проверять чертилкой рейсмуса (рис. 42). Чертилку рейсмуса подводят к проверяемой поверхности, оставляя зазор между ними 0,3-0,5 мм. Детали сообщают медленное вращение и следят за тем, как изменяется этот зазор. По результатам наблюдения отжимают одни кулачки и поджимают другие до тех пор, пока зазор не станет равномерным по всей окружности детали. После этого деталь окончательно закрепляют всеми четырьмя кулачками, равномерно поджимая их ключом один за другим.
После закрепления детали в патроне нужно обязательно вынуть ключ. Если этого не сделать, то при пуске станок может сломаться; кроме того, рабочий подвергается опасности получить увечье.
Самоцентрирующие патроны
Самоцентрирующие патроны (рис. 43) в большинстве случаев применяются трехкулачковые и значительно реже двухкулачковые. Эти патроны очень удобны в работе, так как все кулачки перемещаются одновременно, благодаря чему деталь, имеющая цилиндрическую поверхность (наружную или внутреннюю), устанавливается и зажимается точно по оси шпинделя; кроме того, значительно сокращается время на установку и закрепление детали.
На рис. 43, а показан трехкулачковый самоцентрирующий патрон. В нем кулачки перемещаются при помощи торцового четырехгранного ключа, который вставляют в четырехгранное отверстие 1 (рис. 43, а и б) одного из трех конических зубчатых колес 2. Эти колеса сцеплены с большим коническим зубчатым колесом 3. На обратной плоской стороне колеса 3 нарезана многовитковая спиральная канавка 4 (рис. 43, б). В отдельные витки этой канавки входят нижними выступами все три кулачка 5. Когда ключом повертывают одно из зубчатых колес 2, вращение передается зубчатому колесу 3. Вращаясь, оно посредством спиральной канавки 4 перемещает по пазам корпуса патрона одновременно и равномерно все три кулачка. При вращении диска со спиральной канавкой в ту или другую сторону кулачки приближаются или удаляются от центра, соответственно зажимая или освобождая деталь.
Необходима обращать внимание на прочный зажим детали в кулачках патрона. Если патрон в исправном состоянии, то прочный зажим детали обеспечивается применением ключа с нормальной ручкой (рис
44). Другие способы зажима, например зажим при помощи ключа и длинной трубы» надеваемой на ручку, применять запрещается.
Рис 43 — Трехкулачковый самоцентрирующий патрон
Рис. 44. Установка и закрепление детали в патроне и заднем центре
После зажима детали нельзя оставлять ключ в патроне, так как это может привести к несчастному случаю или поломке оборудования.
Кулачки патронов
Кулачки патронов применяют закаленные и сырые. Обычно пользуются закаленными кулачками, так как они изнашиваются медленно. Но при зажиме такими кулачками на деталях с чисто обработанными поверхностями остаются следы в виде вмятин от кулачков. Чтобы избежать получения вмятин, в этих случаях рекомендуется применять сырые (незакаленные) кулачки, которые точно обрабатывают (пригоняют) по диаметру закрепляемой в них детали.
Сырые кулачки удобны еще и тем, что их можно периодически растачивать резцом и тем устранять биение патрона, которое неизбежно при длительной его работе. Растачивают кулачки точно по размеру закрепляемой в них детали.
Установку и закрепление деталей в патроне с поддержкой задним центром применяют при обработке длинных и сравнительно тонких деталей (рис. 44), которые недостаточно закрепить только в патроне, так как сила резания и вес выступающей части детали могут изогнуть ее и вырвать из патрона.
При снятии детали отжимают кулачки патрону и, поддерживая деталь левой рукой, выводят из нее задний центр, для чего правой рукой вращают маховичок задней бабки.