Токарные патроны. Разновидности, особенности выбора и эксплуатации
Токарные патроны — еще их называют зажимными устройствами, предназначаются для установки на передний конец шпинделя токарных станков. Конструкция токарного патрона обеспечивает большое усилие зажима обрабатываемой детали, обеспечивает точность центрования и перпендикулярность поверхностей оси обработки.
Отечественные и зарубежные производители изготавливают патроны для токарных станков из прочного чугуна или на базе закаленного корпуса из стали, они включают в себя комплект закаленных кулачков.
- Содержание
- Предприятия — производители токарных патронов
- Государственные стандарты регламентирующие конструкцию и размеры токарных патронов
- Разновидности и классификация токарных патронов
- Патроны самоцентрирующие трехкулачковые ГОСТ 2675—80
- Система обозначения токарных патронов
- Маркировка токарных патронов производства БелТАПАЗ
- Маркировка польских токарных патронов Bison—Bial типа «СТ»
- Спиральные патроны
- Фланцы промежуточные (переходные) к токарным патронам
Предприятия — производители токарных патронов
- Гродненский завод токарных патронов — В настоящее время — БелТАПАЗ выпускает токарные патроны и является самым крупным их производителем на территории СНГ;
- Барановичиский завод станкопринадлежностей БЗСП — Завод выпускает патроны токарные ручные стальные, патроны токарные с механизированным зажимом стальные 2-х, 3-х, 4-х кулачковые;
- Инрост, ООО г. Екатеринбург — Компания выпускает патроны токарные ручные 3-х кулачковые;
- Псковский завод технологической оснастки изготавливает самоцентрирующие токарные патроны с ручным приводом;
- Оршанский инструментальный завод ОИЗ — Завод выпускает сверлильные трехкулачковые патроны, резьбонарезные патроны и станочную оснастку;
- Новосибирский инструментальный завод — Завод выпускает сверлильные трехкулачковые патроны.
Предприятия — производители токарных патронов в СССР
- Псковский машиностроительный завод Псковмаш — изготавливал самоцентрирующие токарные патроны с ручным приводом;
- Павелецкий завод станочных узлов ПЗСУ — Завод прекратил существование. Завод являлся единственным в России изготовителем 4-х кулачковых токарных патронов с независимым перемещением кулачков;
- Борисоглебский завод токарных патронов — Выпуск токарных патронов прекращен. Завод выпускал трехкулачковые самоцентрирующие и четырехкулачковые патроны с независимым перемещением кулачков.
- Луганский станкостроительный завод — В настоящее время — Луганский Патронный Завод — токарные патроны завод не выпускает. Выпускал токарные патроны диаметром 125 мм (7100-0003), 250 мм (7100-0009) с посадкой на планшайбу
- Фрунзенский машиностроительный завод им. Ленина — В настоящее время — Бишкекский машиностроительный завод. Наиболее известная продукция: токарные патроны диаметром 160 мм (7100-0005), 250 мм (7100-0009)
Иностранные поставщики токарных патронов в Россию
- BISON-BIAL Польша — Официальный представитель завода в России — ООО «Скальт» Санкт-Петербург
- Jet, Китай — Токарные патроны для станков Jet
- Proma, Китай — Токарные патроны для станков Proma
Государственные стандарты регламентирующие конструкцию и размеры токарных патронов
- ГОСТ 1654 — Патроны токарные общего назначения. Общие технические условия
- ГОСТ 2571 — Патроны токарные поводковые. (для шпинделей по ГОСТ 12593-72 и ГОСТ 12595-85)
- ГОСТ 2675 — Патроны токарные самоцентрирующие трехкулачковые. Основные размеры
- ГОСТ 14903 — Патроны токарные самоцентрирующие двухкулачковые
- ГОСТ 24351 — Патроны токарные самоцентрирующие 3- и 2-х кулачковые клиновые и рычажно-клиновые
- ГОСТ 24568 — Патроны магнитные. Технические условия
- ГОСТ 3890 — Патроны четырехкулачковые с независимым перемещением кулачков
- ГОСТ 16157 — Патроны мембранные для шлифования отверстия в зубчатых колесах
Государственные стандарты регламентируют эксплуатационные и технические параметры, согласно которым подбираются токарные патроны для станков:
- Ряд возможных внешних диаметров патронов и соответственно диапазон размеров заготовки: максимальный и минимальный диаметр (наружный и внутренний) в зависимости от способа крепления — на прямых или обратных кулачках. Учитывается максимально допустимая масса заготовки;
- Способ крепления патрона на шпинделе. Присоединительные размеры: диаметр центрирующего пояска или центрирующего конуса;
- Расположение и размеры крепежных отверстий в токарном патроне;
- Пределы частот вращения токарного патрона;
- Диаметр отверстия в корпусе патрона для установки прутка или трубы;
- Точность токарного патрона
Технические характеристики
Корпус патронного устройства выполняется из высококачественного чугуна специального изготовления.
Технические характеристики стандартного трехкулачкового патронного изделия самоцентрирующегося типа:
- Наружный диаметр 250 мм;
- диаметр присоединительного пояска 200 мм;
- диаметр отверстия в корпус 76 мм;
- крепежные отверстия имеют диаметр расположения 224 мм;
- наибольший наружный диаметр изделия, зажимаемого в прямых и обратных кулачках составляет соответственно 120 и 266 мм;
- Наибольшая допустимая частота вращения составляет 2000 оборотов в минуту;
- Масса устройства составляет 29 кг;
- Крепится патронный элемент при помощи 6 болтов вида М12.
//www.youtube.com/embed/34nSzLpLGak
Применяя прямые и обратные кулачки, с помощью него можно фиксировать установки различных размеров и диаметров. Прямой кулачок применяют, чтобы закрепить обрабатываемую заготовку за наружную поверхность для вала или внутреннюю поверхность отверстия в заготовке.
Разновидности и классификация токарных патронов
Количество кулачков в патроне и их конструкция
Токарные патроны различают по количеству кулачков: 2; 3; 4; 6
- 2-х кулачковый самоцентрирующий патрон — применяется для зажима небольших несимметричных заготовок (арматуры, литых деталей, поковок). Патроны этого типа имеют достаточно простое строение. Применяются как ручные потроны, так механизированные (пневматические);
- 3-х кулачковый самоцентрирующий патрон — применяется обычно для крепления круглых и шестигранных заготовок, получил наибольшее распространение. Причина высокой популярности — быстрота центровки и зажима деталей, что особенно важно в мелкосерийном производстве, где смена заготовок происходит весьма часто;
- 4-х кулачковый патрон с независимой установкой кулачков — применяется для крепления прямоугольных и нессиметричных деталей, а также прутков квадратного сечения. Патрон имеет кулачки, которые перемещаются независимо друг от друга, что обеспечивает ему широкие возможности;
- 6-х кулачковый самоцентрирующий патрон — позволяет вести обработку тонкостенных деталей без их деформации. Захватывающие силы в шести-кулачковом токарном патроне равномерно распределяются по 6 кулачкам.
Кулачки делятся на прямые и обратные:
- Прямые кулачки — зажимают деталь сверху, по внешней поверхности;
- Обратные кулачки — зажимают деталь изнутри, деталь должна иметь соответствующее отверстие, быть полой, например труба;
Кулачки патронов всех типов изготавливаются следующих исполнений (ГОСТ-2675—80):
- Цельные кулачки — изготавливаються из цельного куска стали с пределом прочности σB не менее 500 МПа и термообработкой зажимных и трущихся рабочих поверхностей до твердости не менее 43 HRCЭ;
- Сборные кулачки — состоит из рейки (основания) из закаленной стали, на которую винтами крепиться накладной кулачок, который может быть из незакаленной стали или цветного металла.
- Накладные кулачки — служат для крепления заготовок больших диаметров;
Класс точности патрона
Класс точности патрона имеет пять ступеней (ГОСТ 1654-86):
- Н — патрон нормальной точности;
- П — патрон повышенной точности;
- В — патрон высокой точности;
- А — патрон особо высокой точности.
Материал корпуса и деталей токарных патронов
Корпуса токарных патронов (ГОСТ 1654-86) должны изготавливаться из следующих материалов:
- из чугуна по качественным показателям не ниже чем у марки СЧ 30;
- из стали с пределом прочности σB не менее 500 МПа и термической обработкой рабочих поверхностей до твердости не менее 43 HRCЭ
Детали токарных патронов должны изготавливаться из стали с пределом прочности σB не менее 500 МПа и термической обработкой рабочих поверхностей до твердости не менее 57 HRCЭ;
Стальной корпус дороже в производстве, чем чугунный, но позволяет ощутимо увеличить количество оборотов патрона.
Токарные патроны с сырыми кулачками
Для обеспечения точности центрования и перпендикулярности поверхностей обычно используют так называемые сырые кулачки, которые растачиваются точно по диаметру закрепляемой детали. К таким кулачкам относятся сборные кулачки к токарному патрону. Кулачки состоят из термообработанного основания (рейки), в которое запрессован цилиндрический штифт с резьбой. На основание кулачка с помощью винтов 3 крепятся накладки 2 цилиндрической, шестиугольной, прямоугольной или другой формы.
В «сырых» кулачках можно закреплять детали, на наружной окончательно обработанной поверхности которых не допускаются следы зажима кулачков, а также проводить обработку тонкостенных втулок. В последнем случае необходимо расточить кулачки так, чтобы они на 90—95% охватывали поверхность обрабатываемой детали.
«Сырые» кулачки очень эффективны при креплении в патроне той части детали, на которой нарезана резьба. В этом случае в кулачках нарезают соответствующую резьбу и завинчивают подлежащую обработке деталь в эту резьбу, а затем дополнительно зажимают кулачками.
Тип используемого в патроне привода
Патрон может иметь ручной привод и механизированный привод.
- Ручной привод — деталь зажимается в патроне человеком, обычно с помощью ключа;
- Механизированный привод — автоматизирует процесс зажима-разжима заготовки с заданным усилием.
- Пневматический привод — применяется, в основном, на токарных автоматах
- Гидравлический привод — гидравлические патроны чаще используются на станках с диаметром патрона больше 200 мм.
- Электромеханический привод
Если деталь в патроне зажимается вручную, то это патрон с ручным приводом и используются он в универсальных станках в условиях индивидуального и мелкосерийного производства.
Патроны с механизированным приводом обеспечивают хорошую производительность станка (большая скорость зажима и разжима) и используются в условиях серийного производства.
Конструкция зажимного механизма токарных патронов
Токарные патроны имеют различные конструкции механизма зажима кулачков:
- Поводковый патрон — самый простой тип патрона. Предназначен для обработки деталей в центрах
- Спиральный самоцентрирующий кулачковый патрон — наиболее распостраненный тип конструкции — обычно это 2-х, 3-х, 6-и кулачковые патроны. Центральная деталь патрона — спиральный диск. Центрирование происходит одновременно с закреплением;
- Патрон с независимым перемещением кулачков — обычно это 4-х кулачковые патроны. Удобны для закрепления заготовок с нецилиндрической формой, либо когда ось цилиндрической поверхности, что обрабатывается, не совпадает с осью крепления;
- Рычажный патрон — крепление заготовки в рычажном токарном патроне происходит от гидропривода, который перемещает тягу с муфтой. Рычажные патроны могут быть использованы в мелкосерийном производстве;
- Клинореечный патрон — закрепление заготовки происходит при помощи пневматического или гидравлического привода. Клиновые патроны демонстрируют высокую точность центрирования заготовки, нежели патроны рычажные;
- Цанговый патрон — для зажима прутковой заготовки относительно небольшого диаметра. Преимущества перед прочими зажимными устройствами – радиальные биения детали, которая закреплена в цанге настолько незначительные, что ими спокойно можно пренебречь. Цанги бывают подающими и зажимными;
- Сверлильный патрон — используется для фиксации в сверлильных станках сверл и других рабочих инструментов;
- Мембранный патрон — мембранный патрон обеспечивает самую высокую точность центрирования деталей. Упругие мембраны крепятся к фланцу патрона болтами. Подобная мембрана имеет от 3 до 8 кулачков со сменными губками. Большое число кулачков на мембранном токарном патроне способствует центрированию изделия с точностью 0,05 миллиметров и выше;
- Термопатрон — термопатроны используются для тех же целей, что и цанговые патроны. Отличие кроется в методике зажима инструмента: в термопатронах применяется для этого горячая посадка;
- Гидропатрон — гидропатрон представляет собой альтернативу термопатрону. Зажим инструмента в гидропатроне совершается благодаря давлению жидкости;
- Эксцентриковый патрон — 3-х кулачковые эксцентриковые патроны применяются в крупносерийном производстве. Обладают высокой точностью и силой зажима. Переналаживаются на зажим другой детали сравнительно просто – перестановкой насадных кулачков.
Способ крепления патронов на шпинделе токарного станка
Способ крепления патрона на шпинделе зависит от типа конца шпинделя и его исполнения. Всего существует 4 вида концов шпинделей с множеством типоразмеров и исполений. (Смотрите врезку: Разновидности передних концов шпинделей токарных станков).
Токарные патроны имеют три типа крепления по ГОСТ 2675-80 и один тип по ГОСТ 26651:
- ГОСТ 2675-80 Тип 1 — Цилиндрическая посадка. Патрон устанавливается на шпинделе через промежуточный фланец (по ГОСТ 3889). Патрон центрируется на промежуточном фланце через цилиндический центрирующий поясок. Промежуточный фланец либо навинчивается на резьбу шпинделя (Исполнение 1 промежуточного фланца), либо устанавливается на центрирующий конус фланца шпинделя;
- ГОСТ 2675-80 Тип 2 — Посадка на конус фланца шпинделя. Патрон устанавливается на центрирующиий конус фланца шпинделя и крепится винтами сквозь корпус патрон в торец фланца шпинделя (тип А) (ГОСТ 12595);
- ГОСТ 2675-80 Тип 3 — Посадка на конус фланца шпинделя. Патрон устанавливается на центрирующиий конус фланца шпинделя и крепится через поворотную шайбу (ГОСТ 12593);
- ГОСТ 26651 — Посадка на конус фланца шпинделя. Патрон устанавливается на центрирующиий конус фланца шпинделя и крепится зажимом Кэмлок.
Разновидности передних концов шпинделей токарных станков. Конструкции и размеры
Существует две разновидности передних концов шпинделей:
- Резьбовой конец шпинделя — для того чтобы установить патрон на шпиндель в обязательном порядке необходим промежуточный фланец;
- Фланцевый конец шпинделя — имеет коническую направляющую — центрирующий конус, обеспечивающий более точное центрирование патрона на шпинделе. Патрон может устанавливаться непосредственно на фланцевый конец шпинделя (если патрон имеет центрирующий конус) или через промежуточный фланец по ГОСТ 3889-80 (если патрон имеет центрирующий поясок).
На сегодняшний день действует четыре государственных стандарта регламентирующих конструкцию и размеры передних концов шпинделей.
- ГОСТ 16868 — Концы шпинделей резьбовые (Взамен ОСТ 428)
- ГОСТ 12595 — Концы шпинделей фланцевые типа А и фланцы зажимных устройств
- ГОСТ 12593 — Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств
- ГОСТ 26651 — Концы шпинделей фланцевые типа Кэмлок и зажимные устройства
- ГОСТ 3889 — Фланцы промежуточные к самоцентрирующим патронам.
Передние концы шпинделей токарных станков
Общая конструкция и устройство токарного патрона для станка по металлу
Вместе с патроном поставляются комплекты:
- прямых кулачков;
- обратных кулачков;
- вне комплекта поставляться кулачковые рейки.
Наиболее распространен трехкулачковый патрон, состоящий из:
- монолитного или составного корпуса с тремя радиальными пазами для кулачков;
- кулачки (прямые и обратные) выполнены из качественной твердой, закаленной стали высокой прочности, связаны с торцевой резьбой спирального диска;
- спирального диска, с большим зубчатым колесом на его обратной стороне. Связан с зубчатой передачей конической шестерни;
- конических шестерен, вращением ключа, вставленного в квадратное отверстие этой шестерни, спиральному диску сообщается вращательное движение.
Простота технологических приёмов базирования деталей стало причиной популярности и распространения трехкулачкового патрона на станках, применяемых в производстве
Ключ
Металлический стержень, на одном конце которого перпендикулярно его оси просверлено отверстие с установленным в нем металлическим рычагом. Превышение длины рычага на 35–40 % относительно высоты ключа, является оптимальной.
На нижнем конце стержня выполнен четырехгранный наконечник, соразмерный с отверстием внутри конической шестерни. Служит ручным приводом кулачков посредством вращения спирального диска во время закрепления заготовки в рабочей зоне станка.
Пружина
Устанавливается на наконечник ключа. По завершении операции, нагрузка от усилий руки на ключ снимается и пружина, распрямляясь, удаляет ключ из гнезда патрона. Если станочник по невнимательности сам не извлекает ключ, то за него это делает пружина.
Втулка
Полый цилиндр, в верхней части которого прорезаны пазы для сухарей-полуколец. Обеспечивает фиксирование конической шестерни в рабочем теле патрона. Во внутренний диаметр втулки устанавливается верхняя часть конической шестерни с канавкой для сухарей-полуколец.
Стопор
Винтовые стопоры фиксируют конические шестерни в корпусе токарного патрона.
Шестерня
Коническая (или малая) шестерня вставлена в малое отверстие корпуса патрона. Её верхняя часть сопряжена с пазами втулки посредством сухарей-полуколец.
Малая шестерня постоянно зацеплена с зубьями большой шестерни и предназначено для передачи вращательного движения спиральному диску патрона.
Фланец
Переходной фланец, планшайба. Предназначен для прочного и точного соединения патрона с рабочим концом шпинделя станка. К примеру, на шпинделе ТВ-4 нарезана резьба, на неё устанавливается переходной фланец (планшайба для токарного патрона), на который крепится токарный патрон.
Спиральный диск
Спираль Архимеда, улитка, планетарка. Металлический диск, на одной стороне исполнены зубья большой шестерни, постоянно зацепленные с зубчатой передачей конической шестерни.
На другой стороне данного диска вырезан профиль спирали, которая в постоянно контактирует с пазами (рейками или гребёнками) кулачков. Последние, синхронно перемещаясь, работают на зажим, центрирование и фиксацию детали в зоне обработки станка.
Извлечение зажатой кулачками детали происходит обратным вращением ключа патрона.
Обратный кулачок
Применяется для зажима деталей больших диаметров. У каждого кулачка имеются две ступени для крепления деталей на разжим и по одной призме, работающие на сжим.
Ступени кулачков используются для устранения торцевого биения детали. Кроме этого, станочники самостоятельно создают на обратных кулачках дополнительную крепящую базу, работающую на разжим.
Прямой кулачок
Для зажима деталей меньшего диаметра используются прямые кулачки
Корпус
В зависимости от конструкции и способов крепления к шпинделю условно можно разделить на монолитный (корпус – одна базовая деталь) и составной, в котором корпус разделён на две базовые детали:
- Монолитный с цилиндрическим пояском. Крепится на шпиндель через промежуточный фланец по специальным ГОСТ. Выполняется из качественной стали и реже из чугуна.
- Составной корпус. Базовая деталь разделена на две составные части:
- передняя часть или корпус (иногда – передний полукорпус), в нем размещен спиральный диск и прорезаны пазы для кулачков;
- задняя часть или фланец (часто – задний полукорпус), в нем размещены конические шестерни.
Накладные кулачки
Крепятся на кулачковые рейки токарного патрона. Исполняются из незакаленных сортов стали, называются «сырыми кулачками». Предназначены для крепления деталей большого диаметра.
ГОСТ 2675—80 Патроны самоцентрирующие спирально-реечные трехкулачковые
ГОСТ 2675—80 Патроны самоцентрирующие спиральные трехкулачковые
ГОСТ 2675—80 Патроны самоцентрирующие спиральные трехкулачковые
Стандарт распространяется на самоцентрирующие спирально-реечные трехкулачковые токарные патроны, устанавливаемые на шпиндели станков через переходные фланцы и непосредственно на фланцевые концы шпинделей.
Всего стандарт предусматривает десять типоразмеров токарных патронов: 80, 100, 125, 160, 200, 250, 315, 400, 500, 630 мм.
По способу установки на шпиндели токарные патроны должны изготавливаться следующих 3-х типов:
- Тип 1 — с цилиндрическим, пояском и с креплением через промежуточный фланец по ГОСТ 3889;
- Тип 2 — с креплением на фланцевые концы шпинделей под поворотную шайбу по ГОСТ 12593;
- Тип 3 — с креплением на фланцевые концы шпинделей по ГОСТ 12595.
- Десять типоразмеров — : 80, 100, 125, 160, 200, 250, 315, 400, 500, 630 мм;
- Исполнение 1 — с цельными кулачками;
- Исполнение 2 — со сборными кулачками;
- Класс точности — Н – нормальный ; П – повышенный ; В – высокий; А – особо высокий;
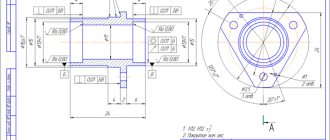
Патрон самоцентрирующий трехкулачковый. Тип 1 — с цилиндрическим, пояском и с креплением через промежуточный фланец по ГОСТ 3889
ГОСТ 2675—80 Патрон самоцентрирующий трехкулачковый. Тип 1 — с цилиндрическим, пояском
Патрон самоцентрирующий трехкулачковый. Тип 3 — установка на конус шпинделя, крепится винтами сквозь корпус патрона в торец фланца шпинделя по ГОСТ 12595
ГОСТ 2675—80 Патрон самоцентрирующий трехкулачковый. Тип 3 — установка на конус шпинделя
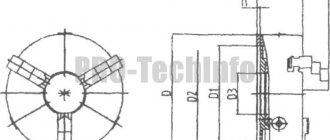
Патроны трехкулачковые поводковые
Патроны трехкулачковые поводковые предназначены для крепления заготовок, устанавливаемых в центрах.
Передний центр 1 неподвижно закреплен в патроне. Предварительную настройку кулачков 2 на заданный размер производят перестановкой их по рифленой поверхности. Благодаря шарнирному соединению тяги 4 с муфтой 5 кулачки могут самоустанавливаться, чем достигается равномерность зажима заготовки. Соотношение плеч рычага 3 составляет 1 : 2,5. Устанавливают на переходном фланце.
Привод — пневматический.
Размеры в мм
| Диаметр заготовки | D | D1 (доп. откл. по А) | D2 | D3 | С | L | d0 | d1 | d2 | d3 | h | h1 | h2 | h3 | h4 | m | B | B1 (доп. откл. по С) | Е | е | H | № конуса Морзе* | |
| min | max | ||||||||||||||||||||||
| 65 | 83 | 200 | 165 | 133,5 | 180 | 25 | 60 | М12 | М20 | М12 | М10 | 10 | 27 | 8 | 16 | 24 | 2 | 40 | 20 | 20 | 4 | 85 | 2b |
| 95 | 114 | 250 | 210 | 171,5 | 226 | 30 | 70 | М16 | М16 | М12 | 13 | 30 | 25 | 28 | 23 | 4,5 | 110 | 3b | |||||
| 116 | 140 | 320 | 270 | 235 | 290 | 100 | М27 | М20 | М16 | 36 | 10 | 30 | 32 | 50 | 25 | 125 |
* Укороченный.
Единая система обозначения токарных патронов
Шифр патрона состоит из 8 цифр и буквы, указывающий класс точности изделия. Воспользовавшись соответствующей таблицей по такой маркировке можно определить:
- Количество кулачков в патроне
- Диаметр патрона
- Основные размеры патрона
- Вид крепления на конце шпинделя
- Исполнение кулачков
- Класс точности патрона Н, П, В, А
Пример условного обозначения патрона типа 1, диаметром 200 мм, с цельными кулачками, класса точности Н:
Патрон 7100-0007 ГОСТ 2675—80
То же, патрона типа 2 диаметром 200 мм, устанавливаемого на шпиндель с условным размером 5, со сборными кулачками, класса точности П:
Патрон 7100—0032—П ГОСТ 2675—80
Маркировка польских токарных патронов Bison—Bial типа «СТ», производимых по ГОСТ 2675-80
Патрон токарный СТ 250-ПФ6
- [CT] — тип патрона, трехкулачковый самоцентрирующийся стальной токарный патрон
- [250] — наружный диаметр патрона
- [П] — класс точности Н, П, В, А
- [Ф6] — тип посадки
- Ф — посадка на промежуточный фланец (DIN 6350, ГОСТ 3889-80) – после буквы Ф ничего не указывается
- Ф6 — посадка на конус шпинделя (DIN 55027, ГОСТ 12593) – после буквы Ф указывается номер конуса
- Ф95 — посадка на конус шпинделя, сквозное крепление (DIN 55026, ГОСТ 12595) – добавляется число 95
Спиральные патроны
Патрон спиральный самоцентрирующий трехкулачковый
Трехкулачковый патрон получил наибольшее распространение. Причина высокой популярности — быстрота крепления деталей, что особенно важно в мелкосерийном производстве, где смена заготовок происходит весьма часто.
В отличие от патронов клинореечного типа, этот патрон не требует времени на переналадку, когда устанавливается заготовка другого размера. Центрирование патрона может выполняться цилиндрическим пояском или конусом.
Патрон представляет массивную планшайбу, в которой прорезаны радиальные пазы. В них перемещаются три кулачка, приводимые в действие конической зубчатой передачей, которая смонтирована внутри планшайбы. Одно из колец снабжено торцевой резьбой, называемой спиралью Архимеда, при помощи которой его можно вращать ключом. При вращении этой спирали происходит одновременное перемещение всех кулачков.
Патрон, показанный на рис. 12, состоит из корпуса 1 с привернутым к нему фланцем (фланец на чертеже не показан). В корпус патрона помещен спиральный диск — улитка 4, на одном торце которого нарезаны зубцы, а на другом архимедова спираль. С зубцами диска сцепляются три конические шестерни 5, вмонтированные в корпус патрона, а в зацепление со спиралью входят зубцы кулачков 2. При вращении улитки 4 кулачки перемещаются в радиальных пазах корпуса.
Спиральные патроны просты по конструкции, обеспечивают большой диапазон зажима, удобны в управлении (зажим возможен с помощью любой из трех шестерен) и обладают сравнительно высоким коэффициентом полезного действия. Однако эти патроны имеют ряд существенных недостатков. Ввиду того, что радиусы кривизны на разных участках спирали различны, прилегание зубьев кулачков происходит не по всей ширине последних, а по линиям (узким площадкам), как это показано в позиции а. При этом неизбежны высокие удельные давления, требующие высокой твердости соприкасающихся поверхностей. При закалке улитки до высокой твердости начальная точность патрона вследствие коробления понижается. Обычно улитка подвергается только улучшению, не обеспечивающему высокую твердость, поэтому в эксплуатации патрон быстро теряет начальную точность и требует частой проверки и подшлифовки кулачков. Грязь и мелкая стружка, попадающие в патрон, затягиваются в клиновидные зазоры между зубьями кулачков и спиралью и в свою очередь ускоряют износ.
Кулачки патронов применяются цельными и сборными, состоящими из основания 2 и насадного кулачка 3. Конструкция кулачков позволяет зажимать обрабатываемые детали как за наружные, так и за внутренние поверхности.
Видео: Патрон спиральный самоцентрирующий трехкулачковый
Трехкулачковый самоцентрирующийся патрон
Трехкулачковый патрон является одной из разновидностей кулачков для токарных станков. Они предназначаются для зажима заготовок различной формы, будь то цилиндрические, прямоугольные или другие варианты. Используются на мелкосерийных, единичных и серийных производствах. Трехкулачковый самоцентрирующийся патрон не требует времени на переналадку при смене заготовки на другой диаметр.
- Трехкулачковый самоцентрирующийся патрон
- Технические характеристики
- Точностные особенности
- Устройство и принцип работы
- Трехкулачковые патроны
- Сверлильный патрон. Как выбрать ?
- Источники:
Фланцы промежуточные к самоцентрирующим патронам
Перед применением токарный патрон необходимо установить и закрепить на переднем конце шпинделя, но учитывая разницу конструкции и размеров посадочных мест токарных патронов и шпинделей не всегда можно закрепить патрон непосредственно на переднем конце шпинделя, например:
- Если патрон имеет центрирующий поясок (уступ), то для его установки на шпиндель обязательно требуется промежуточный (переходной) фланец, независимо от типа конца шпинделя
- Если патрон имеет центрирующий конус, но размер конуса не совпадает с размером центрирующего конуса конца шпинделя, также требуется промежуточный (переходной) фланец
- Если конец шпинделя заканчивается резьбой, то для установки на него любого патрона обязательно требуется промежуточный (переходной) фланец
ГОСТ 3889-80 (DIN 6350) Фланцы промежуточные к самоцентрирующим патронам
Настоящий стандарт распространяется на промежуточные фланцы, предназначенные для установки на концы шпинделей металлорежущих станков самоцентрирующих патронов общего назначения.
Промежуточные фланцы (их называют еще План-шайбы) необходим для центрирования и крепления патронов с центрирующим пояском (ГОСТ 2675 тип 1) на любой из 4-х типов концов шпинделей токарных станков.
ГОСТ 3889-80 Фланцы должны изготавливаться исполнений:
- Исполнение 1 — устанавливаемое на резьбовые концы шпинделей по ГОСТ 16868;
- Исполнение 2 — устанавливаемое на фланцевые концы шпинделей по ГОСТ 12593 под поворотную шайбу;
- Исполнение 3 — устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 1;
- Исполнение 4 — устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 3.
ГОСТ 3889 Исполнение 1. Фланцы промежуточные на резьбовые концы шпинделей
ГОСТ 3889 Фланцы промежуточные на резьбовые концы шпинделей
Для того, чтобы на переднем конце шпинделя закрепить токарный патрон, необходимо изготовить или приобрести промежуточный (переходной) фланец, который еще называют планшайбой.
Со стороны шпинделя промежуточный фланец должен навинчиваться на резьбу шпинделя d и очень точно надвигаться на центрирующий поясок — цилиндр диаметром Ø d1 и длиной l мм.
Со стороны токарного патрона промежуточный фланец должен иметь центрирующий поясок — ступеньку D4 для точной установки и центрирования токарного патрона на промежуточном фланце, а также иметь сквозные отверстия для крепления патрона. Очевидно, что для каждого типоразмера токарного патрона должен быть свой промежуточной фланец.
Допускается устанавливать на промежуточном фланце исполнения 1 запорное устройство против самоотвинчивания.
Процесс установки токарного патрона состоит из следующих этапов:
- Промежуточный фланец навинчивается на резьбу шпинделя до упора. Отверстие во фланце должно плотно садиться на поясок шпинделя
- Закручиваются винты запорного устройства против самоотвинчивания
- Проверяется биение центрирующего пояска на фланце (D1) и опорной торцевой поверхности со стороны патрона
- На центрирующий поясок (D1) устанавливается патрон и крепится болтами
- Проверяется радиальное и торцевое биение патрона
Пример: фланец промежуточный к токарному станку ТВ-4
Фланец промежуточный к токарному станку ТВ-4
Пример условного обозначения фланца исполнения 1, диаметром 100 мм:
Фланец 7081-0592 ГОСТ 3889-80
Пример условного обозначения фланца исполнения 1, диаметром 125 мм:
Фланец 7081-0593 ГОСТ 3889-80
Фланец промежуточный к токарному станку с резьбовым концом шпинделя
ГОСТ 3889-80 Исполнение 2. Фланцы промежуточные под фланцевые концы шпинделей под поворотную шайбу (ГОСТ 12593)
ГОСТ 3889-80 Фланцы промежуточные под поворотную шайбу
ГОСТ 3889-80 Исполнение 3. Фланцы промежуточные под фланцевые концы шпинделей исполнения 1 по ГОСТ 12595
ГОСТ 3889-80 Фланцы промежуточные к концам шпинделей типа А. Исполнение 1
Патрон переналаживаемый универсальный гидравлический
Патрон оснащен сменным наладочным устройством, допускает установку и крепление различных по форме и размерам заготовок, имеющих в качестве базы цилиндрическую наружную или внутреннюю поверхность.
Наладочные устройства центрируются по отверстию цилиндра 8. Элементы зажима устанавливаются по рифленой поверхности 7, а также по пазам 1 и 2.
Для зажима служат шесть силовых узлов 6, действующих от пневмо- гидравлического привода (гидравлическая часть смонтирована в корпусе патрона). Одновременно могут работать от одного до шести силовых узлов. Ненужные силовые точки выключают завертыванием гаек 5 до отказа. Избыточное давление в гидравлической среде создается поршнем 9, который приводится в действие от пневматического привода. Для предварительного зажима заготовки служит поршень 10, перемещающийся при повертывании винта 11. Отверстие 4 служит для заливки масла. Манометр 3 указывает давление в гидравлической среде.
Техническая характеристика
- Ход плунжера силового узла 10—14 мм;
- Усилие плунжера силового узла 50—800 кгс;
- Усилие на штоке пневмопривода станка 1200 кгс;
- Ход штока пневмопривода 50 мм.