Wood and metal processing
A hand hacksaw (saw) is a tool designed for cutting thick sheets of strip, round and profile metal, also for cutting slots, grooves, trimming and cutting workpieces along the contour and other works. A hand hacksaw consists of a machine (frame) and a hacksaw blade. At one end of the frame there is a fixed head with a shank and a handle, and at the other end there is a movable head with a tension screw and a wing nut for tensioning the blade. The heads have slots into which a hacksaw blade is inserted and secured with pins.
Frames for hacksaws are either made in one piece (for a hacksaw blade of one specific length) (occasionally). or sliding, allowing the attachment of hacksaw blades of various lengths.
How to cut thin metal
To move the hacksaw apart, the knees are bent until the rivet comes out of the cutout and moved. The rivet is inserted into the other cutout and the knees are straightened.
A machine with a mobile holder consists of a square with a handle on which the holder can be moved and secured in a suitable position.
The hacksaw blade is a narrow and narrow iron plate with 2 holes and teeth on one of the edges. The blades are made from steel grades: U10A, P9, Kh6VF, their hardness is HRC 61 -64. Depending on their purpose, hacksaw blades are divided into manual and machine. The canvas is inserted into the frame with the teeth forward.
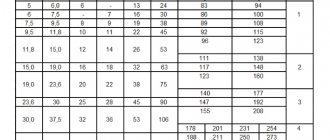
The size (length) of a hand saw blade is determined by the distance between the centers of the holes for the pins. More often, hacksaw blades for hand hacksaws are used with length L - 250 - 300 mm, height b - 13 and 16 mm, width h - 0.65 and 0.8 mm.
Each tooth of the hacksaw blade is shaped like a wedge (cutter). On a tooth, as on an incisor, a posterior angle is distinguished, a. sharpening angle (3, front angle y and cutting angle 5. a p y = 90°; a p = 5.
The operating conditions of the hacksaw blade differ from the operating conditions of the cutter, therefore the angle values are different. When cutting large-width metal, cuts of significant length are obtained, in which each tooth of the blade removes comma-shaped chips. This chip should be located in the chip space until the tip of the tooth comes out of the cut. The size of the chip space depends on the size of the clearance angle a, the front angle y and the tooth pitch S.
Depending on the hardness of the metal being cut, the front angle of the teeth of the hacksaw blade can be zero, positive or negative.
The cutting performance of a hacksaw blade with a zero rake angle is lower than that of a blade with a rake angle greater than 0°.
To cut harder materials, blades with a larger tooth sharpening angle are used; for cutting soft materials, the sharpening angle is smaller. Blades with a huge sharpening angle are more wear-resistant.
For cutting metals, they mostly use hacksaw blades with a pitch of 1.3–1.6 mm, at which there are 17–20 teeth over a length of 25 mm. The thicker the workpiece being cut, the larger the teeth should be, and on the contrary, the thinner the workpiece, the smaller the teeth of the hacksaw blade should be. For metals of different hardness, blades with the number of teeth are used: soft metals - 16, medium-hard hardened steel - 19, cast iron, tool steel - 22, hard, strip and angle steel - 22.
, more than 2-3 teeth should be involved in the work ( cutting To avoid jamming (pinching) of the hacksaw blade in the metal, the teeth are set apart.
The alignment of the teeth of the hacksaw blade is done so that the width of the cut made by the hacksaw is slightly larger than the thickness of the blade. This prevents the blade from jamming in the cut and greatly simplifies the work.
Depending on the step size S, the routing is done along the blade and along the tooth.
Hacksaw blades with a tooth pitch of 0.8 mm (also allowed for a pitch of 1 mm) must have teeth set along the blade (wavy), that is, every two adjacent teeth are bent in the opposite direction by 0.25 - 0.6 mm. The setting is made at a height less than double the height of the tooth. The wiring pitch is assumed to be 8S.
The blade with a tooth pitch above 0.8 mm is set along the tooth (corrugated set). With all this set-up and a small tooth pitch, two or three teeth are moved to the right and two or three to the left. With the middle step, one tooth is moved to the left, the second tooth is moved to the right, and the third tooth is not moved. With a large step, one tooth is moved to the left, and the second to the right. Tooth setting is used for blades with pitches of 1.25 and 1.6 mm.
The routing of the hacksaw blade should end at a distance of less than 30 mm from the end.
Preparing to use a hacksaw. Before working with a hacksaw (hacksaw), the material to be cut is firmly secured in a vice. The level of metal fastening in the vice must correspond to the height of the worker. Then a hacksaw blade is selected based on the hardness, shape and size of the metal being cut.
For long cuts, use hacksaw blades with a large tooth pitch, and for small cuts, use a small tooth pitch.
The hacksaw blade is installed in the slots of the head so that the teeth are oriented away from the handle, and not towards the handle. In this case, first insert the end of the blade into the fixed head and fix the position with a pin, then insert the second end of the blade into the slot of the movable pin and secure it with a pin. Stretch the blade manually without great force (the use of pliers, vices, etc. is prohibited) by rotating the wing nut. At the same time, due to the fear of tearing the blade, the hacksaw is kept away from the face.
A tightly stretched canvas with a slight distortion and a weakly stretched one with increased pressure will bend the canvas and can cause a break. The degree of tension of the canvas is inspected by lightly pressing a finger on the canvas from the side: if the canvas does not bend, the tension is sufficient.
Position of the body of the worker. When cutting metal with a hand hacksaw, stand in front of the vice straight, freely and stably, half a turn in relation to the jaws of the vice or the axis of the object being processed. The left leg is placed slightly forward, approximately along the mowing line of the object being cut, and the body is supported on it. The feet are placed so that they form an angle of 60 - 70° with a certain distance between the heels.
Hand position (grip). The worker’s posture is considered correct if the right hand with a hacksaw mounted on the lips of a vice (in the initial position), bent at the elbow, forms a right angle (90°) between the shoulder and elbow parts of the arm (Fig. 121, a).
The handle (handle) is grabbed with the right hand so that the handle rests on the palm (Fig. 5, b). The handle is grasped with 4 fingers, the thumb is placed on top along the handle. The fingers of the left hand grasp the nut and the movable head of the hacksaw.
READ How to Clean a Stihl 180 Carburetor
When cutting with a hacksaw, as when filing, strict coordination of efforts (balancing) must be observed, which consists of correctly increasing hand pressure. The movement of the hacksaw must be strictly horizontal. They press on the machine with both hands, but make the greatest effort with their left hand, and with their right hand they mainly perform the reciprocating movement of the hacksaw.
The cutting process consists of two strokes: - working, when the hacksaw moves forward from the working one, and idle, when the hacksaw moves backward towards the working one. When idling, do not press on the hacksaw, as a result of which the teeth only slide, but during the working stroke, apply light pressure with both hands so that the hacksaw moves straight. When working with a hacksaw, you need to follow the following rules: short workpieces are cut along the wider side. When cutting rolled corner, T- and channel profiles, it is better to change the position of the workpiece than to cut along the narrow side; – the entire hacksaw blade must be involved in the work; - work with a hacksaw slowly, smoothly, without jerking, making less than 30-60 double moves per minute (hard steel - 30-40, medium-hard steel - 40-50, soft steel - 50-60).
At a faster pace, fatigue sets in faster and, in addition, the blade heats up and dulls faster: - before finishing the cut, release the pressure on the hacksaw, because with strong pressure the hacksaw blade sharply jumps out of the cut, hitting the vice or part, which can result in cause injury; – when cutting, do not allow the blade to heat up. To reduce friction of the blade against the walls in the cut, parts are occasionally lubricated with mineral oil or graphite lubricant, especially when cutting viscous metals; – brass and bronze are cut only with new blades, because even slightly worn teeth do not cut, but slide; – in the event of breakage or chipping of at least one tooth, the work is stopped immediately, the remains of the broken tooth are removed from the cut, the blade is replaced with a new one, or two or three adjacent teeth are ground down on the machine and then work continues.
A circular saw
From time to time, a circular saw is used to cut metal. If you are working with profiled sheets, then the equipment must be turned on at low speeds. Otherwise, the polymer coating can be destroyed. For this work, you will need a partner who will hold the sheet. Among the advantages of this tool, one can highlight the fact that the work is carried out without heating, so you will not damage the protective coating on the corrugated sheet. It is best to use an aluminum circle.
To do quick work with a circular saw, you need to prepare a pattern from plywood. The groove is not completely cut out in this sheet. This will be a specific blank that allows you to preserve the zinc-coated or polymer coating on the sheet. A good tool for cutting metal is a double-blade saw. It, unlike the grinder, does not leave a torn edge and works even quieter. Unfortunately, not every master has a similar tool.
How to trim on the floor?
Sometimes situations arise when it is necessary to trim laminated panels that are already laid on the floor. Usually people with insufficient experience in carrying out construction work in this case wonder how to do it correctly.
In addition, you can turn to a safer, but at the same time labor-intensive method - using a cutter. In order to cut the laid laminate, you need to arm yourself with a professional wood cutter. According to the advice of experienced people, you need to make two parallel cuts along the width of a narrow chisel, then select the cut piece with a chisel. And so slowly reduce the length of the panel to the desired size.
Jigsaw
If you need to cut a circle in a sheet of metal, you should use a jigsaw. It works quite quickly, so you will get a neat hole in a matter of minutes. Among the shortcomings of the equipment are noise and the possibility of a burnt edge when processing corrugated sheets.
- you need to use saws with small teeth;
- it is necessary to select a reciprocating mode;
- you need to control the inclination of the cutting part;
- rapid failure of consumables.
How to cut an old gas cylinder with a grinder
Sometimes it is necessary to cut up an old gas cylinder in order to put it to good use on the farm. For example, a cut gas cylinder can be used as a water tank in an autonomous heating system. Due to the design features, a cut cylinder is convenient for starting a fire in it and can serve as a fireplace for a forge.
There are rules for cutting containers in which flammable materials were stored. This article, in particular, will tell you how to cut up an old propane gas cylinder.
Tools for cutting metal sheets
First, when choosing tools, you need to decide on the tasks. What matters is not only the amount of work, but also the time frame, the accuracy of the cut and the possibility of damage to the protective coating. Electric scissors are often used at construction sites. With all this, you should not expect a very smooth edge. The advantage of such a device is the speed of work.
How to cut a sheet of metal straight? At home, the problem can be solved quite easily - by using metal scissors. But this method requires a lot of time and physical effort. Scissors are not suitable if you need to cut long strips. A more even cut can be obtained using slotted scissors. Such a tool is quite expensive and is usually used by craftsmen.
Equipment for cutting profiled and zinc-coated sheets:
How to cut without chipping?
In order to carefully cut the laminate to the required length, you need to carefully prepare before starting work.
Initially, you need to decide which tool from the ones described above will be used for the work. And when choosing, you need to be guided not only by the availability of the device, but also by the existing skills in handling it.
After this, you need to accurately measure the length of the panel that needs to be cut. There is no need to rush in this matter, because a mistake can lead to damage to the material. At the same time, do not forget about the thickness of the blade that will be used to cut the blade, and take it into account when taking measurements.
When the measurements have been taken and the cut location is marked with a pencil, you need to draw a straight line along which the laminated panel will be cut.
When all the preparatory work has been completed, you can proceed directly to the sawing process.
Wood and metal processing
A hand hacksaw (saw) is a tool designed for cutting thick sheets of strip, round and profile metal, also for cutting slots, grooves, trimming and cutting workpieces along the contour and other works. A hand hacksaw consists of a machine (frame) and a hacksaw blade. At one end of the frame there is a fixed head with a shank and a handle, and at the other end there is a movable head with a tension screw and a wing nut for tensioning the blade. The heads have slots into which a hacksaw blade is inserted and secured with pins.
Frames for hacksaws are either made in one piece (for a hacksaw blade of one specific length) (occasionally). or sliding, allowing the attachment of hacksaw blades of various lengths.
To move the hacksaw apart, the knees are bent until the rivet comes out of the cutout and moved. The rivet is inserted into the other cutout and the knees are straightened.
A machine with a mobile holder consists of a square with a handle on which the holder can be moved and secured in a suitable position.
The hacksaw blade is a narrow and narrow iron plate with 2 holes and teeth on one of the edges. The blades are made from steel grades: U10A, P9, Kh6VF, their hardness is HRC 61 -64. Depending on their purpose, hacksaw blades are divided into manual and machine. The canvas is inserted into the frame with the teeth forward.
The size (length) of a hand saw blade is determined by the distance between the centers of the holes for the pins. More often, hacksaw blades for hand hacksaws are used with length L - 250 - 300 mm, height b - 13 and 16 mm, width h - 0.65 and 0.8 mm.
Each tooth of the hacksaw blade is shaped like a wedge (cutter). On a tooth, as on an incisor, a posterior angle is distinguished, a. sharpening angle (3, front angle y and cutting angle 5. a p y = 90°; a p = 5.
The operating conditions of the hacksaw blade differ from the operating conditions of the cutter, therefore the angle values are different. When cutting large-width metal, cuts of significant length are obtained, in which each tooth of the blade removes comma-shaped chips. This chip should be located in the chip space until the tip of the tooth comes out of the cut. The size of the chip space depends on the size of the clearance angle a, the front angle y and the tooth pitch S.
Depending on the hardness of the metal being cut, the front angle of the teeth of the hacksaw blade can be zero, positive or negative.
The cutting performance of a hacksaw blade with a zero rake angle is lower than that of a blade with a rake angle greater than 0°.
To cut harder materials, blades with a larger tooth sharpening angle are used; for cutting soft materials, the sharpening angle is smaller. Blades with a huge sharpening angle are more wear-resistant.
READ Stihl 180 Pouring Candle
For cutting metals, they mostly use hacksaw blades with a pitch of 1.3–1.6 mm, at which there are 17–20 teeth over a length of 25 mm. The thicker the workpiece being cut, the larger the teeth should be, and on the contrary, the thinner the workpiece, the smaller the teeth of the hacksaw blade should be. For metals of different hardness, blades with the number of teeth are used: soft metals - 16, medium-hard hardened steel - 19, cast iron, tool steel - 22, hard, strip and angle steel - 22.
, more than 2-3 teeth should be involved in the work ( cutting To avoid jamming (pinching) of the hacksaw blade in the metal, the teeth are set apart.
The alignment of the teeth of the hacksaw blade is done so that the width of the cut made by the hacksaw is slightly larger than the thickness of the blade. This prevents the blade from jamming in the cut and greatly simplifies the work.
Depending on the step size S, the routing is done along the blade and along the tooth.
Hacksaw blades with a tooth pitch of 0.8 mm (also allowed for a pitch of 1 mm) must have teeth set along the blade (wavy), that is, every two adjacent teeth are bent in the opposite direction by 0.25 - 0.6 mm. The setting is made at a height less than double the height of the tooth. The wiring pitch is assumed to be 8S.
The blade with a tooth pitch above 0.8 mm is set along the tooth (corrugated set). With all this set-up and a small tooth pitch, two or three teeth are moved to the right and two or three to the left. With the middle step, one tooth is moved to the left, the second tooth is moved to the right, and the third tooth is not moved. With a large step, one tooth is moved to the left, and the second to the right. Tooth setting is used for blades with pitches of 1.25 and 1.6 mm.
The routing of the hacksaw blade should end at a distance of less than 30 mm from the end.
Preparing to use a hacksaw. Before working with a hacksaw (hacksaw), the material to be cut is firmly secured in a vice. The level of metal fastening in the vice must correspond to the height of the worker. Then a hacksaw blade is selected based on the hardness, shape and size of the metal being cut.
For long cuts, use hacksaw blades with a large tooth pitch, and for small cuts, use a small tooth pitch.
The hacksaw blade is installed in the slots of the head so that the teeth are oriented away from the handle, and not towards the handle. In this case, first insert the end of the blade into the fixed head and fix the position with a pin, then insert the second end of the blade into the slot of the movable pin and secure it with a pin. Stretch the blade manually without great force (the use of pliers, vices, etc. is prohibited) by rotating the wing nut. At the same time, due to the fear of tearing the blade, the hacksaw is kept away from the face.
A tightly stretched canvas with a slight distortion and a weakly stretched one with increased pressure will bend the canvas and can cause a break. The degree of tension of the canvas is inspected by lightly pressing a finger on the canvas from the side: if the canvas does not bend, the tension is sufficient.
Position of the body of the worker. When cutting metal with a hand hacksaw, stand in front of the vice straight, freely and stably, half a turn in relation to the jaws of the vice or the axis of the object being processed. The left leg is placed slightly forward, approximately along the mowing line of the object being cut, and the body is supported on it. The feet are placed so that they form an angle of 60 - 70° with a certain distance between the heels.
Hand position (grip). The worker’s posture is considered correct if the right hand with a hacksaw mounted on the lips of a vice (in the initial position), bent at the elbow, forms a right angle (90°) between the shoulder and elbow parts of the arm (Fig. 121, a).
The handle (handle) is grabbed with the right hand so that the handle rests on the palm (Fig. 5, b). The handle is grasped with 4 fingers, the thumb is placed on top along the handle. The fingers of the left hand grasp the nut and the movable head of the hacksaw.
When cutting with a hacksaw, as when filing, strict coordination of efforts (balancing) must be observed, which consists of correctly increasing hand pressure. The movement of the hacksaw must be strictly horizontal. They press on the machine with both hands, but make the greatest effort with their left hand, and with their right hand they mainly perform the reciprocating movement of the hacksaw.
The cutting process consists of two strokes: - working, when the hacksaw moves forward from the working one, and idle, when the hacksaw moves backward towards the working one. When idling, do not press on the hacksaw, as a result of which the teeth only slide, but during the working stroke, apply light pressure with both hands so that the hacksaw moves straight. When working with a hacksaw, you need to follow the following rules: short workpieces are cut along the wider side. When cutting rolled corner, T- and channel profiles, it is better to change the position of the workpiece than to cut along the narrow side; – the entire hacksaw blade must be involved in the work; - work with a hacksaw slowly, smoothly, without jerking, making less than 30-60 double moves per minute (hard steel - 30-40, medium-hard steel - 40-50, soft steel - 50-60).
At a faster pace, fatigue sets in faster and, in addition, the blade heats up and dulls faster: - before finishing the cut, release the pressure on the hacksaw, because with strong pressure the hacksaw blade sharply jumps out of the cut, hitting the vice or part, which can result in cause injury; – when cutting, do not allow the blade to heat up. To reduce friction of the blade against the walls in the cut, parts are occasionally lubricated with mineral oil or graphite lubricant, especially when cutting viscous metals; – brass and bronze are cut only with new blades, because even slightly worn teeth do not cut, but slide; – in the event of breakage or chipping of at least one tooth, the work is stopped immediately, the remains of the broken tooth are removed from the cut, the blade is replaced with a new one, or two or three adjacent teeth are ground down on the machine and then work continues.
DIY sheet metal cutting. How to evenly cut a sheet of metal using improvised materials. Cut out the circle and other shapes.
Sheet metal is a common building material that is used for the production of fences, drainage systems and canopies. You can often find ready-made products made from zinc-coated steel on sale, such as ridges or pipes for draining rainwater from the roof. But what if the product is of unusual size and you need to cut sheet metal yourself?
Easy methods for smooth cutting of metal sheets with a grinder
Angle grinders (angle grinders) or, as they are popularly called, grinders, are the most common power tool both in home workshops and in industrial production. Thanks to the use of this power tool, it is possible to process the surface of hard materials (polishing, grinding) in a short period of time.
Angler grinders are often used for cutting various products made of metal. It should be noted that, despite the ease of performing work associated with this power tool, not every user is able to make an even cut on sheet metal using a grinder. With all this, there are a huge number of easy ways to evenly cut iron sheets with a grinder.
Is it possible to use a grinder?
This tool, also called an angle grinder, is great for sawing various materials, including laminated panels. Using this device you can get an even and neat cut. To properly cut laminate with a grinder, you need to lay the panel with the decorative side up, and also use special interchangeable discs with fine teeth for working on metal, ceramic surfaces or concrete.
Since a large amount of dust and dirt is generated when working with an angle grinder, and you can also feel an unpleasant burning smell during the sawing process, it is better to carry out all manipulations outdoors. On the ground floor, you can stretch an extension cord through a window and work outside; on the upper floors, an unglazed balcony is ideal.
Another nuance when working with an angle grinder, as in handling a circular saw, is that you need to have at least a little experience working with this tool. Uncertain hand movement during sawing can lead to the formation of an uneven edge or it may even become frayed.
How to cut thin sheet metal smoothly
To quickly and accurately perform work related to cutting sheet metal, it is necessary to choose the right power tool such as an angle grinder. To cut thick or thin sheets, it is necessary to select an angle grinder of appropriate power, as well as the diameter of the cutting wheel. In addition, when purchasing, it is recommended to pay attention to the functionality of the power tool (the presence of a soft start system, regulation of the disk rotation speed).
READ Is it possible to cut laminate flooring with a grinder?
For daily home use, when there is a need to cut thin metal, simple low-power grinders (up to 1 kW) are suitable. But in order to cut thick sheets, it is better to get massive angle grinders (from 2 kW), which are equipped with a soft start system. In total, there are a number of types of grinders, differing in both the scope of implementation and functionality. Such a power tool is:
- professional type;
- semi-professional type;
- household;
- with the presence of one or more handles;
- with a soft start system and a self-speed control mechanism.
In addition, there are angle grinders of medium, low, and high power. Such a power tool can be used both for cutting metal and other hard surfaces (concrete, stone). Angler grinders are often used to perform various tasks related to cleaning, grinding, and polishing working surfaces.
To cut sheets of small thickness, you can use a low-power grinder, the power of which is about 0.6-1 kW, with a disk diameter of 125 mm.
In order to accurately and evenly cut thin sheet metal, the thickness of which is about 1 mm, you need to be extremely careful and vigilant. After all, when processing such materials with an angle grinder, the cutting disc can “bite”. Therefore, before carrying out work, you should inspect the cutting disc and make sure that there are no flaws or chips on its surface.
If the integrity of the disk is damaged, then it is not recommended to use it for cutting products made of metal. Otherwise, a deformed or warped wheel may fly apart during cutting.
To evenly cut thin sheet metal with a grinder, you need to draw a line on its surface along which the cut will be made. You should start cutting the sheet from its far edge, evenly moving backwards, in the opposite direction. When using this method, the user will pull the angle grinder in his own direction, moving evenly along the sheet to its second edge.
When cutting a narrow sheet, you should watch the blade. It should not be allowed to sink very deeply into its surface during cutting. The maximum immersion depth should not exceed 5-6 mm. This cutting method eliminates the possibility of wheel snagging. In an unfortunate case, when the depth of penetration of the cutting disc into the sheet exceeds the 6 mm mark, due to the reduction in the contact area, there is a greater possibility of snagging.
Mechanical methods
The classification of mechanical cutting methods is usually based on the answer to the question: how to cut metal? Cutting with a hacksaw and metal scissors
Cutting with scissors: a) cutting the sheet into strips; b) cutting with leaf scissors. Cutting out a round shape: c) incorrectly; d) correct
At home, metal is usually cut with an ordinary hacksaw. This process is quite labor-intensive. It is greatly simplified if you have a mechanical hacksaw at your disposal.
Unlike hacksaws, there are quite a few types of metal scissors:
- Hand shears allow you to cut relatively thin sheet metal. They allow you to do this quickly and accurately, following the cutting line correctly. There are several types of hand scissors: finger, power, chair, lever, for curved cutting.
- Spline shears carry out both straight and curved cutting. They allow you to cut metal in confined spaces while maintaining high quality cuts. Powered by an electric motor.
- Guillotine shears can cut metal with high precision. The main advantages are the absence of defects, high cutting accuracy, and preservation of the outer coating of the material being cut.
Hand scissors can cut relatively thin sheets of metal.
- Hand scissors. The main disadvantage is that the force developed is not enough for cutting if the metal is very strong.
- Mechanical scissors. They are driven by an electric motor, so the productivity is significantly higher than that of manual guillotines.
- Hydraulic driven shears. Provide very high accuracy of work. In addition, they can be equipped with a CNC, which allows them to significantly increase their productivity by storing typical cut parameters in memory.
Reciprocating and circular saws, angle grinders
Reciprocating saws are similar in principle to jigsaws. Outwardly, they look like an electric drill, only instead of a drill there is a forward saw, 10 to 35 cm long, performing a reciprocating movement. The saw is usually powered from the mains, but cordless versions are also available.
Reciprocating saws are used for precise and fast cutting of metal.
Different types of saw blades are used for different types of work. They are easy to change, like drill bits in an electric drill. The fastening system is reliable and rational. Knowing what you have to work with, you can choose the right file. For example, the greater the curvature of the cut, the narrower the canvas should be.
Working with a reciprocating saw requires skill, a steady hand and a good eye.
We cut Steel with THREAD.
It is easier to work with circular saws. Their cutting discs are usually made of hard, high-alloy alloy or special high-speed steel. The saws are designed for cutting a variety of metal profiles made from a wide variety of metals and alloys; they provide a narrow cut and a small amount of chips.
To choose the right saw, you should pay special attention to the sawing wheel, in particular its diameter. The larger it is, the greater the capabilities of the tool. After cutting, additional processing is usually required to remove sharp edges. The disadvantages include the rather large dimensions and fairly high cost.
A circular saw can be used to cut copper, aluminum and other non-ferrous metals.
Most consumers do not even suspect that the “grinder” is an angle grinder. The fact is that this miracle of technology comes from Bulgaria, and our people don’t like long names. In most cases, a grinder equipped with a disc for cutting steel perfectly replaces a circular saw for metal, although, judging by the name, it was originally intended for grinding.
Today, many people use it specifically as a saw, and not for grinding, although a modern grinder can cut, clean, polish, etc. Moreover, almost all materials can be cut and sanded. The main thing is that you don’t need to buy different tools. For different materials and work, only different consumables are purchased, and only one machine itself is needed.
How to cut thick sheet metal smoothly
To cut thick sheet metal, it is better to use a grinder with a power of more than 1 kW. In this case, it is necessary to cut the product using an angle grinder in the direction forward from its edge. First, you need to draw a line on the sheet along which the cut will be made. Then along the drawn mowing line you need to place a metal corner or a flat piece of wood. Using clamps, the corner (beam) is firmly attached to the surface of the sheet.
Then along the corner, strictly along the drawn mowing line, you need to walk the angle grinder and make a small groove, the depth of which is about 1-2 mm. After completing this procedure, the corner can be dismantled and ordinary metal cutting can begin.
A groove made on its surface, along the marked mowing line, will not allow the saw blade to retreat from the predetermined line of movement, this results in completely even edges at the cutting sites.
Also, during work, you need to take into account the direction of rotation of the grinder circle, as well as its size. You cannot install huge discs (from 150 mm or more) on small angle grinders (125 mm), having previously dismantled the protective casing for this.
Another similar option
You can do it differently. First, the same work is done as in the previous version - a strip is drawn, a corner is laid and pressed. But here the groove is made somewhat deeper - 4-5 mm. After the corner is removed, the remaining metal can simply be broken off, and the edge can be processed using an angle grinder with a grinding disc. But there are likely to be small pits on the edge, which makes the 2nd option more applicable.
The groove along the guide angle is made a little deeper than in the previous version
Tools for cutting metal sheets
First, when choosing tools, you need to decide on the tasks. What matters is not only the amount of work, but also the time frame, the accuracy of the cut and the possibility of damage to the protective coating. Electric scissors are often used at construction sites. With all this, you should not expect a very smooth edge. The advantage of such a device is the speed of work.
How to cut a sheet of metal straight? At home, the problem can be solved quite easily - by using metal scissors. But this method requires a lot of time and physical effort. Scissors are not suitable if you need to cut long strips. A more even cut can be obtained using slotted scissors. Such a tool is quite expensive and is usually used by craftsmen.
Equipment for cutting profiled and zinc-coated sheets:
- Bulgarian;
- low speed saw;
- electric scissors;
- hacksaw;
- jigsaw for metal.
What to use at home?
When choosing a tool that is supposed to be used to saw laminated panels, you need to consider several factors:
- The tool should be easy to use and not cause discomfort. It depends more on personal preference and handling skills.
- Compact and lightweight objects are much easier and faster to operate, and during repairs, every minute counts.
- Another most important point of all is that the chosen tool should produce an even cut without chips or cracks. However, you should not focus too much on this factor, since minor irregularities will easily disappear under the baseboards.
Having familiarized yourself with the main characteristics, you can move on to a more detailed study of tools for cutting laminate.
One easy-to-use tool that can be used to cut lamella is an electric jigsaw. The device is lightweight and even a teenager or girl can quickly figure it out. The jigsaw operates at high speeds, so the cutting occurs accurately. One of the important factors when using this device is the correct choice of jigsaw file. Modern models are usually equipped with special replaceable files for working on laminate. They differ from other files in the shape, location and size of the teeth. However, in the absence of specialized attachments, narrow files with fine teeth are also suitable for cutting metal products.
To avoid damage to the decorative side, marks and all manipulations with the panel with a jigsaw should be carried out from the wrong side. It is necessary to place the canvas on a table or chair so that the cut piece of the lamella is suspended. Holding the panel firmly against the table with your hand, you should quickly move the jigsaw along the cutting line to cut the cut.
A guillotine is quite suitable for cutting the necessary pieces of laminated panels. Unlike the previous device, the guillotine has a mechanical device. In appearance it can be compared to large scissors. This cutter is quiet, uncomplicated and precise to operate. Using it, it is easiest to make cross-cutting of laminate, but buying a cutter for renovations in an apartment will be impractical. This device is suitable for those who professionally lay flooring, so it can be found for temporary use from familiar repairmen.
In order to cut the lamellas using a professional machine, you need to lay the panel on the guillotine support. Then adjust the blade so that the cut mark aligns with the cutter blade. After this, you need to lower the guillotine handle, cutting off the required piece of the panel evenly and accurately. To obtain an even cut when sawing laminate, you can use a circular saw.
However, in this case, the circular saw must be equipped with a special blade for working on metal. In addition, unlike a jigsaw, working with a circular saw requires some skills in order to easily and quickly cut off even pieces of panels.
To work with a circular saw, you need to lay the laminated panel face up and securely fasten it. During operation, you need to act carefully, pressing a little while moving the disk and not staying in one place for a long time. Also, do not forget about basic safety rules: the sleeves of clothing must be buttoned while working, and you must also protect your hands.
READ Is It Possible to Cut Tempered Glass
Another tool that requires skills is a router. A manual design with replaceable cutters is unlikely to be found in every home, but it can be found among those involved in professional furniture assembly. The cutter is capable of leaving behind a perfectly flat and smooth surface, and the tool can also cut out various shapes.
Sometimes an ordinary construction knife can be an assistant when cutting laminate. It can be used for small amounts of work, for example, for cutting one or two panels, when there is no time to look for another tool.
When using a knife, place the laminate face up, then use the knife to make a deep cut in the marking area. Then, holding one side of the panel, you need to press on the other part until it breaks at the point of the cut.
Pereosnastka.ru
How to make a cut - a variety of ways
There are a lot of special devices - from machine tools to hand tools. Let's consider the features of the processes. They all differ in the following parameters:
- speed;
- heating the workpiece;
- various chemical or physical influences.
The choice often depends on the thickness of the layer being cut, the strength of the material and the desired results. If you need a perfect cut, it can be achieved with additional finishing sanding.
Mechanical metal cutting
Mechanical cutting of metal is carried out using special steel with a high degree of hardening. Due to its high hardness, the tool cuts the product.
The following types of equipment are used for cutting:
- band-saw;
- guillotine;
- disk machine.
How to choose a hacksaw?
Often, when carrying out work on laying out laminate flooring, they resort to the help of such a popular tool as a hacksaw . However, to cut panels efficiently and quickly, you need to choose the right model. Of course, if you don’t have anything else, you can use a hacksaw for wood. But in this case, the process will be labor-intensive, since a hacksaw for wood has large teeth. Due to these features, the hacksaw will not carefully cut the canvas, but will dig into it.
The best option would be to choose a hacksaw for metal. It has fine teeth and is able to cut the panel smoothly.
However, it is worth remembering that you should only use a hacksaw for small amounts of work. Unlike power tools, this one takes longer to cut and requires more effort, which is why professional builders do not use a hacksaw for this purpose.