Description of types of cast iron
The first type is pig iron. This is the name of a material in which carbon is presented in the form of a substance such as cementite. When broken, it is white in color, hence its name. This cast iron is characterized by high hardness and brittleness. It is very difficult to machine. Moreover, about 80% of all cast iron produced is white. The main purpose of this type of material is further smelting into steel.
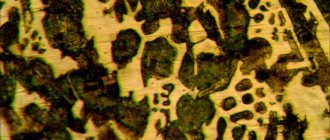
Gray alloy cast iron is a metal in which carbon is present in the form of ductile graphite. When broken, its color is gray, which also determined its name. The fragility and hardness of such cast iron is less than that of white cast iron, but at the same time it is much more amenable to machining.
The properties of this type of alloy cast iron are as follows:
- Firstly, it perfectly resists compressive loads.
- Secondly, this metal is insensitive to surface defects, and is also distinguished by its good resistance to fatigue failure.
However, cast alloy cast iron has rather weak impact strength, as well as low ductility. Because of these two disadvantages, it is quite difficult to use such material for structural purposes.
Malleable iron
Malleable iron
– soft and viscous cast iron, obtained from white casting and further heat treatment. Graphitizing annealing is used - long-term annealing, as a result of which cementite decomposes with the formation of graphite.
Malleable cast iron, like gray cast iron, consists of a steel base and contains carbon in the form of graphite, but in the form of flakes that are obtained during annealing (annealing carbon) and are isolated from each other, as a result of which the metal base is less separated and the cast iron has viscosity and ductility .
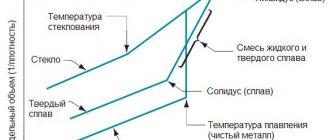
In composition, white cast iron annealed into ductile iron is hypoeutectic and has a ledeburite-cementite (secondary)-pearlite structure. To obtain the ferrite-carbon annealing structure, ledeburite cementite, secondary cementite and eutectoid cementite, that is, included in pearlite, must be decomposed during the annealing process. The decomposition of ledeburite cementite and secondary cementite (partially) occurs at the first stage of graphitization, which is carried out at a temperature above critical (950-1000 ° C); decomposition of eutectoid cementite occurs at the second stage of graphitization, which is carried out by holding at a temperature below critical (740-720 °C), or with slow cooling in the critical temperature range (760-720 °C).
Varieties of gray cast iron
Cast alloy cast iron has several subtypes. One of them was malleable cast iron. This conditional name was given to the material, which differs in that it is softer and more viscous than gray. It is made from white cast iron. To do this, an annealing procedure is used, which lasts quite a long time. The markings here are approximately the same, for example, CC 30-6, CC 33-8, CC 37-12. The letters indicate that the cast iron is malleable, and the next two numbers determine the tensile strength. But as for the last one or two digits, they characterize the maximum relative elongation, which is measured as a percentage.
Another subtype of cast alloy cast iron is modified. In order to get it, you need to add special elements to gray. Such modifiers are added before the substance is poured. Aluminum, silicon, calcium and others can be used as additives. These additives significantly increase the number of crystallization centers. In other words, they contribute to significant reduction of graphite.
Thanks to such additives, special alloy cast iron has higher strength characteristics, less brittleness, and increased resistance to cracking. It is worth adding that all the best varieties of this alloy are obtained from precisely this modified material.
Nickel cast irons
Nickel cast irons are used as non-magnetic, corrosion-resistant, heat-resistant and cold-resistant materials. The strength and hardness of nickel cast iron increases with increasing Ni and Cr content. When producing SHG, the mechanical properties, especially the ductility of cast iron, increase noticeably (see Table 1). Austenitic cast iron with SH has high heat resistance (see Tables 2, 3). Additional alloying with Mo increases the heat resistance. In order to increase creep resistance, austenitic cast irons are usually subjected to homogenizing annealing at 1020-1050 °C for 4 hours, followed by cooling in air, and then low-temperature tempering. Double heat treatment is only necessary for high-nickel iron and steel iron, which is used as a heat-resistant material. For other purposes, only low-temperature annealing is used.
Cast iron ChN20D2G is a heat-resistant and heat-resistant material.
Types of Alloy Alloy
What does alloy cast iron mean? Alloying is an operation to introduce various impurities into the composition of a material that can improve its characteristics. For cast iron, titanium, chromium, vanadium and others became such additives. The introduction of alloying elements into the composition can increase characteristics such as strength, hardness, wear resistance, corrosion resistance and many others.
Today, depending on the number of alloying elements of cast iron, three types can be distinguished:
- If additives are contained in amounts up to 2.5% of the total mass, then this is low-alloy cast iron.
- Medium alloyed are those materials whose substance content ranges from 2.5 to 10%.
- The last type is highly alloyed, if the content of modifiers in total exceeds 10%.
Cast iron. Brands. Foreign analogues. Welding materials.
Principles of marking according to GOST, DIN, NF, JIS, ASTM, BS. What does the marking of cast iron mean? Cast irons are distinguished:
a) according to the form of graphite inclusion
- gray cast iron with flake graphite (SG);
- cast iron with vermicular (worm-shaped) graphite (CVG);
- high-strength nodular cast iron (DC);
- malleable cast iron with flake graphite (CC);
6) by chemical composition:
- unalloyed cast irons (general purpose)
- alloyed cast iron (special purpose).
Cast iron uses approximately the same complex of alloying elements as steel (chrome, nickel, aluminum, molybdenum, vanadium, etc.).
Marking of alloyed cast irons is carried out using letters indicating alloying elements (by analogy with steels) and numbers indicating their content (in %). The letter Ш at the end of the marking indicates that the graphite in cast iron is spherical; if the letter Ш is absent, then the graphite is lamellar. Unalloyed cast iron contains no alloying components other than carbon.
Cast irons with flake graphite for castings
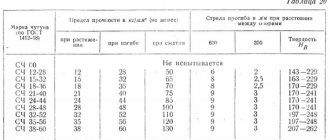
The standardization of gray cast iron is based on the principle of regulating the minimum permissible value of tensile strength. In accordance with this principle, the designation of the cast iron grade in the standards of various countries contains the value of the minimum permissible tensile strength determined in a standard cast sample with a diameter of 30 mm.
Since the strength values of cast iron of a given grade in a casting depend on the cooling rate determined by the wall thickness (diameter) of the casting, the standards of all analyzed countries provide the minimum values obtained in separately cast test pieces of other diameters or sections from gray cast iron of each grade. And in the German standard, for example, tables and nomograms are provided that connect the strength of cast iron of each grade with the cross-section of a test piece, which allows the designer to select a grade of cast iron that provides the required strength in a casting wall of a given thickness, or to estimate the strength of cast iron that should be expected in this wall at pouring cast iron of the selected brand.
Standards for gray cast iron (except for domestic ones) do not regulate the maximum permissible value of tensile strength, but set limits for the permissible hardness value for each grade of cast iron. The domestic standard stipulates in the footnote to the main table that the maximum value of tensile strength should not exceed the minimum allowable by more than 100 MPa. The German standard DIN 1691 notes that the order for castings must clearly indicate whether the characteristic property is tensile strength or Brinell hardness, and the marking is indicated differently depending on this. For example:
cast iron DIN 1691-GG-25
or
cast iron DIN 1691-GG-210 HB
The letters GG stand for respectively: “gegossen” - cast and “gubeisen” - cast iron.
The domestic standard includes three grades of cast iron SCh18, SCh21 and SCh25, which are allowed for the manufacture of castings upon agreement with the consumer. French standard NF A 32-105-65 has now been cancelled.
In most grades of gray cast iron, an indirect method of limiting strength is the maximum permissible hardness value, exceeding which leads to chilling and associated deterioration of technological properties. The hardness of gray cast iron largely depends on the number and size of graphite inclusions in the structure and the amount and fineness of pearlite. Therefore, heat treatment of this material is also very important. Cast iron of the same grade can be subjected to several types of heat treatment: for example, high-temperature annealing to eliminate structurally free cementite, quenching and tempering. To obtain cast iron grades from SCh20 to SCh35, in addition to alloying with small additions of Cr, Ni, Mo and Cu, modification of the liquid metal immediately before casting with silicon-containing additives (ferrosilicon, silicocalcium, silicobarium and others) is used.
Malleable cast irons for castings
The standardization of ductile cast iron (GOST 1215) is based on the principle of regulating the minimum permissible values of tensile strength, elongation and hardness (HB). Foreign standards also regulate the minimum permissible value of the yield strength. The mechanical properties of malleable cast iron are determined on cast samples with a diameter of 16 mm; Depending on the wall thickness of the castings, the use of samples with a diameter of 8 and 12 mm is allowed. Standards of foreign countries also provide for the use of samples of approximately the same sizes.
In the US standard ASTM A602 (P 82), for example, M7002, the letter M means “malleable” - malleable, 70 - tensile strength, in kgf / mm2, 02 - elongation in%, and in the standard for castings made of ferritic ductile iron ASTM A47 shows two grades 22010 and 24018, where 220 and 240 are the yield strength indicators in MPa, and 10 and 18 are the relative elongation in%. In Japanese standards for ductile iron castings, grades are designated only by the tensile strength in other countries - by the tensile strength and relative elongation, and in Germany and Great Britain - by the tensile strength in kgf/mm2, and in Japan and France - in MPa (see conversion of units pressure, although pressure here is only a dimension)
In the German standard DIN 1692, the letters GTS stand for annealed ductile iron without decarburization, and GTW stands for decarburized annealed ductile iron.
The Japanese standard JIS G5702 regulates the properties of black-hearted malleable cast irons, designated by the letters FCМВ “foundry casting malleable blackheart”, JIS G5703 - FCМW, the letter W means “Whiteheart” (white-hearted, also decarbonized), and the last three grades are supplemented by the letter P, which means “ Perlite" (perlite). And finally, the JIS G5704 standard is FCMP, where P means the same thing.
The French standard NF A 32-701 stipulates grades of white malleable cast iron, which are designated by the letters MB - “Milleable blanc”, and the NF A 32-702 standard for castings made of malleable cast iron with nodular graphite, ferritic and pearlitic cast iron, is marked by the letters MN, where N means "nodulaire" - spherical.
In the UK standard BS 6681, the classes of malleable cast iron included in the scope of this standard are designated as follows: W - white-core (decarbonized) malleable cast iron, B - black-core (ferritic) malleable cast iron, P - pearlitic malleable cast iron.
Antifriction cast irons for castings
GOST 1585 applies to antifriction cast iron for castings operating in lubricated friction units and includes 10 grades. GOST 1585 provides the chemical composition of cast iron, hardness and microstructure in accordance with GOST 3443.
Cast iron grades AChS-1 - AChS-6 are gray with lamellar graphite and different matrix structures.
Cast iron grades AChV-1 and AChV-2 are high-strength, nodular graphite with pearlitic (ACHV-1) and pearlite-ferritic (ACHV-2) metal base.
Cast iron grades AChK-1 and AChK-2 are malleable with compact graphite: cast iron AChK-1 is alloyed with copper, pearlitic, AChK-2 is pearlitic-ferritic.
The mass fraction of manganese varies within the limits specified in the AChS-5 grade, depending on the wall thickness.
In foreign countries there is no standard that unites brands of antifriction cast iron.
The number of graphite inclusions is estimated by the average percentage of the area occupied on a microsection. For example, G2 - up to 3% of the area occupied by graphite.
The distribution of graphite inclusions is assessed according to scale 3 of Appendix 2 of GOST 3443.
The amount of pearlite or ferrite is estimated by the average percentage of the area occupied by these structural components on a thin section. For example: P92 - area occupied by perlite, over 90 to 94%.
The dispersion of lamellar perlite is determined by the average distance between the cementite plates.
For example: PD 0.5 - the distance between the cementite plates is from 0.3 to 0.5 microns.
Phosphide eutectic is estimated by the average area of isolated inclusions. For example: Фр - cell diameter over ... to ...
The heat treatment of antifriction cast irons АЧК-1 and АЧК-2 is similar to that used for conventional malleable cast irons.
Nodular cast irons for castings
GOST 7293 “Nodular cast iron for castings” contains eight grades of nodular cast iron. The grade of ChShG is determined by the indicators of tensile strength and conditional yield strength. The brand symbol includes the letters HF - high-strength cast iron and a digital designation of the minimum tensile strength value, in MPa * 10-1.
The mechanical properties of black iron are ensured in the cast state or after heat treatment. Indicators of relative elongation, hardness and impact strength are determined only if there are requirements in the regulatory and technical documentation, and they must comply with the requirements of this GOST.
In the US standard ASTM A536 in the marking of cast iron, the first and second numbers also determine the tensile strength indicator, the first is in psi * 103, and the second is the rounded value of this indicator in MPa * 10-1. The third number determines the minimum elongation value in %. For example, grade 80-50-06 has the following minimum mechanical properties:
tensile strength - 80000 psi or 552 MPa proof strength - 55000 psi or 379 MPa elongation - 6.0%
In the German standard DIN 1693-506-50, the letters in the brand name mean: G - “gegosen” (cast), G - “gubeisen” (cast iron), G - “globular” (spherical), 50 - minimum tensile strength in MPa *10-1 (for example, GGG-50). In the UK standard BS 2789, letter designations are not used. In the French standard NF A 32-201, the letters FGS stand for: “fonte” (casting), “graphite” (graphite) and “sferoidal” (spherical). In the designations of the French and British standards, in addition to the tensile strength in MPa, the relative elongation in % is also indicated. In the case where tensile tests are performed not on individual, but on samples adjacent to the casting, the indicated designation is supplemented with the letter A. In the case where the castings must have special impact strength at low temperatures, the specified designations are supplemented with the letter L, followed by a number corresponding to the temperature tests. The symbols L and A can be combined. For example, FGS 350-22AL40.
In most national standards for high-strength unalloyed cast iron, which regulate mechanical properties, the chemical composition of cast iron is not specified. Mandatory for control are tensile strength, yield strength, and elongation. The standards of all countries, with the exception of the standards of Germany and the USA, provide controlled limits for hardness values.
Other parameters of cast iron, including microstructure, can be controlled at the customer’s request. The amount of predominantly spherical graphite specified in most national standards varies widely from 70% in the Japanese standard to 90% in the US ASTM A395 standard. The same standard provides the only grade of ferritic cast iron ChShG with control of the chemical composition of the main elements and hardness. Determination of strength and yield strength and relative elongation in most standards is carried out on separately cast and specially machined samples with a diameter of 14 mm from large workpieces (up to 75 mm). If for technical reasons it is necessary to use a sample of a different diameter, it must necessarily satisfy the following relationship:
L0 = 5.65·S0 = 5d,
where L0 is the initial length between marks on the test sample; S0 is the initial section of the sample; d is the diameter of the calibrated section of the sample.
Castings are delivered to the customer in their original or heat-treated form. Heat treatment to relieve stress does not affect the microstructure of cast iron; other types of heat treatment are carried out to change the structure and bring the properties into line with the requirements of the standard.
The Japanese standard JIS G 5502 includes 7 grades of nodular cast iron. FCD 370 and FCD 400 are ferritic, FCD 450 and FCD 500 are ferritic-pearlite and FCD 600, FCD 700 and FCD 800 are pearlitic cast iron. The JIS G 5503 standard contains three grades of nodular cast iron: FCD 900 - ferritic-bainitic class with increased impact strength, FCD 1000 - with a tempered martensite matrix structure - increased strength and FCD 1200 martensitic cast iron with increased hardness, used for castings , working for wear.
The last three grades are obtained only by heat treatment with heating to the region of austenitic transformation.
Cast irons with vermicular graphite for castings
GOST 28394 contains grades of cast iron for castings that have vermicular graphite in the structure and no more than 40% nodular graphite.
The following grades of cast iron are used for castings: ChVG30, ChVG35, ChVG40, ChVG45. The grade of cast iron is determined by the tensile strength and the conditional yield strength. The symbol of the brand includes the letters CHVG - cast iron with vermicular graphite and a number indicating the minimum value of tensile strength in MPa * 10-1. Relative elongation and Brinell hardness are determined if there are special requirements in the regulatory and technical documentation. At the request of the consumer, it is possible to set other hardness values.
Mechanical properties are determined on one sample with a diameter of 14 mm, made from a workpiece with a thickness or diameter of 25 mm.
In Romania, three brands of CVG are standardized. In Russian and Romanian stamps, the digital designation of the stamp corresponds to the required minimum value of the tensile strength indicator in MPa. Standard grades of cast iron with vermicular graphite (USA) are given according to the draft standard developed in January 1982 (“Standard specification for Compacted Graphite Iron Casting”), which defines the conditions for acceptance and quality control of parts made of CVG.
The UK company International Machinite Metal applies an industry standard that specifies only two grades of cast iron with vermicular graphite: FC 275 - ferritic cast iron and FC 400 - pearlitic cast iron.
Despite the relatively low mechanical properties, cast iron with vermicular graphite has recently become quite widespread due to its good technological and thermophysical properties.
Alloyed cast irons for castings with special properties
GOST 7769 applies to cast irons for castings with increased wear resistance, corrosion resistance, heat resistance and heat resistance. Since many of them combine several of these properties, marking is carried out according to the predominance of alloying. Low-alloy cast irons of all types, as well as high-alloy manganese and nickel, with the exception of grades ChN2Kh, ChKh3T, ChG7Kh4, ChN4Kh2, are modified with graphitizing additives. In chromium cast irons and in cast irons with nodular graphite, a mass fraction of nickel up to 1.0% or copper up to 1.5% is allowed, introduced with the charge: natural alloyed cast iron, alloyed steel scrap or magnesium-containing alloys. In castings made of alloy cast iron with nodular graphite, at least 80% of the inclusions must be spherical. Castings made of high-alloy chromium and silicon cast iron are subjected to heat treatment to relieve internal stress. In accordance with GOST 7769, in all grades of cast iron, the tensile strength and hardness HB are monitored; in cast iron with nodular graphite, the relative elongation (d); in the rest, the bending strength (sbend). Castings made of heat-resistant cast iron must have resistance to scale formation: no more than 0.5 t/(m h) increase in weight and growth of no more than 0.2% at operating temperature, for 150 hours.
GOST 7769 includes the following grades of wear-resistant cast irons: low-alloy chromium ChKh3T and two nickel ones ChN2Kh and ChN4Kh2, high-alloy chromium ChKh9N5, ChKh16, ChKh16M2, ChKh22, ChKh28D2, ChKh32 and high-alloy manganese ChG7KhCh, ChG6S3Sh and ChG8D3.
In the US standard ASTM A532 “Abrasion resistant cast irons” there are ten grades of cast iron in three classes. Class I includes low-chromium wear-resistant cast irons, class II - high-chromium cast irons and class III - with a chromium content of 23-28%. Cast iron type A, B, C, etc. determines the mass fractions of other elements that make up the cast iron. In the designation of cast iron HC and LC, the carbon content is increased and decreased, respectively.
A distinctive feature of the marking of ten cast irons in the German standard (DIN 1695) is the value of the average mass fraction of carbon (C * 102), placed before the letters indicating alloying elements.
9 brands of the French standard NF A32-401 in the designation have the name of alloying elements indicating their mass fraction. At the same time, the FBA and FBO grades refer to unalloyed white cast iron, and the rest - to alloyed ones. In the UK standard BS 4844 “Abrasion resisting white cast iron”, unalloyed and low-alloy white wear-resistant cast irons are designated by the number I and the corresponding letter. Types IA and IB differ from each other in phosphorus content, and IC - carbon.
White nickel-chromium cast irons are divided into five classes, designated by the number 2 and the corresponding letter. Cast irons of various grades of this class differ mainly in carbon content.
White high-chromium cast irons (7 classes) differ significantly in composition, mainly in chromium content; they are designated by the number 3 and the corresponding letter.
Corrosion-resistant cast irons (grade II) according to GOST 7769 can be divided into three main groups: high-chromium ChKh22S, ChKh28 and ChKh28P, high-silicon cast iron ChS13, ChS15, ChS15M4, ChS17 and ChS17M3 and low-alloy nickel ChNKhT, ChNKhMD and ChNMSh. The first and third groups have analogues in foreign standards for wear-resistant cast irons, which, as already mentioned, also have a certain corrosion resistance.
US standard ASTM A518 “Corrosion-resistant high-silicon iron castings” includes three grades: grade 1, grade 2 and grade 3. They differ in chromium and molybdenum content. The mass fraction of silicon in all three brands is the same. Castings made from this cast iron must withstand at least 275 kPa to operate in liquid corrosive environments under pressure.
The UK standard BS 1591 (“Corrosion resisting high-silicon iron castings”) specifies four grades of cast iron, Si10, Si14, SiCr144 and Si16, differing in silicon and chromium content.
When casting these grades of cast iron, thick-walled castings must be cooled in the mold to 150-200°C. Small castings are knocked out of the mold at 800-850°C and placed in an oven at 750-850°C. Maintain at a temperature of 730-740°C for 3-4 hours, then cool with an oven to 100-200°C.
Heat-resistant cast irons according to GOST 7769 are divided into three main groups: aluminum (from 0.6 to 32% Al) ChYUKhSh, ChYu6S5, ChYu7Kh2, ChYu22Sh and ChYu30, low-chrome alloys ChKh1, ChKh2 and ChKh3 and silicon low-alloy cast irons ChS5 and ChS5Sh.
Aluminum cast irons are available in the national standards of Bulgaria, Romania and the former GDR. The national standards of Czechoslovakia regulate two grades of aluminum cast iron, and Poland - eight grades.
The main requirement for each grade of cast iron is the chemical composition, which determines the microstructure and basic performance properties: heat resistance, wear resistance.
Low-chromium cast irons contain from 0.4 to 3.0% Cr and are characterized by higher heat resistance than conventional gray cast irons. To prevent the formation of structurally free cementite with increasing chromium content in cast iron, the carbon and silicon content is increased and the cast iron is modified.
The US standard ASTM A319 (R 1985) lists three classes of cast iron with a high chromium content. Its content increases from one type to another (from A to D), while the carbon equivalent, unlike GOST 7769 cast iron, decreases, and the phosphorus content doubles.
Two grades of heat-resistant silicon cast iron ChS5 and ChS5Sh according to GOST 7769 also have analogues in the Polish standard. The chemical composition of these grades is almost the same; cast iron of the ChS5Sh grade differs only in the presence of globularizing elements - magnesium or cerium and, accordingly, the spherical shape of graphite.
Heat-resistant cast irons include high-nickel cast irons with lamellar and nodular graphite with an austenitic or austenitic-carbide matrix, which have increased creep resistance and tensile strength.
GOST 7769 lists one grade of austenitic cast iron with lamellar graphite ChN15D7 and four grades of austenitic cast iron with nodular graphite ChN11G7Sh, ChN15D3Sh, ChN19Kh3Sh and ChN20D2Sh, where N, D, G and X mean the presence of alloying agents: nickel, copper, manganese and chromium, respectively, average the value of which is determined by the number after the letter. The letter "Ш" indicates the spherical shape of graphite. In accordance with GOST 7769, these cast irons are monitored: tensile strength, relative elongation and hardness. For the ChN15D7 grade, the bending strength is also monitored.
The US standard ASTM A436 includes 8 grades of austenitic cast iron with flake graphite, which are distinguished by various alloying with nickel, manganese, copper, chromium and silicon. In addition to the chemical composition of these grades of cast iron, the tensile strength and permissible hardness limits are controlled. The designation of brands is conditional, for example “Ture 2v” - 18-20% nickel, 3-6% chromium.
The US standard ASTM A439 provides for 9 grades of austenitic cast iron with nodular graphite. The designation of brands is also conditional. In addition to the tensile strength, the required control in these grades of cast iron is the yield strength, relative elongation and hardness limits. Mechanical properties are monitored on samples made from specially cast billets.
The US standard ASTM A571 provides for the production of austenitic cast iron with spheroidal graphite (Ture D2M, Class 1 and 2), characterized by a high manganese content. For this grade of cast iron, impact strength control is required.
The German standard DIN 1694 provides for 8 grades of austenitic cast iron with flake graphite and 14 grades of austenitic cast iron with nodular graphite. The markings of these two types of cast iron are as follows: GGL - cast iron with lamellar graphite and GGG - nodular. The markings indicate the main alloying elements and their corresponding average mass fraction. For example, NiSiCr2052 is a nodular cast iron with an average nickel content of 20.0%, silicon - 5.0% and chromium - 2.0%.
The Japanese standard JIS G 5510 includes 9 grades of austenitic cast iron with flake graphite and 14 grades with nodular graphite. All brands are designated similarly to the German standard. Additionally, the FCA-Ni35 grade was introduced - austenitic cast iron with lamellar graphite with an average nickel content of 35.0%.
In the French standard NF A32-301 for austenitic cast iron, the markings are similar to the standards of Germany and Japan. For example,
L-NUC 1563,
where L is the lamellar form of graphite; N—average mass fraction of nickel—15.0%; U—average mass fraction of copper—6.0%; C - average mass fraction of chromium - 3.0%,
S-NSC 2052,
where S is the spherical shape of graphite; N—average mass fraction of nickel—20.0%; S—average mass fraction of silicon—5.0%; C—average mass fraction of chromium—3.0%.
The British standard BS 3468 defines three grades of cast iron with flake graphite (F1, F2 and F3) and eight grades - with nodular graphite S2, S2W, S5S, S2B, S2C, S2M, S3, S6. The grades are presented in two groups: the first F1, F2, S2, S2W, S5S are industrial grades used when corrosion resistance and heat resistance are required, and the second F3, S2B, S2C, S3, S6 are special purpose grades in cryogenic devices, as well as those with low magnetic permeability or other specific properties.
Alloying substances, marking
According to GOST, alloy cast iron must contain a certain amount of substances for use in a certain area. In addition, the markings are also standard. For example, ChN15D7X is a high-strength alloy that contains 15% nickel, 7% copper and approximately 1% chromium. As you can see, in the marking alloying elements are marked with one letter, followed by a number indicating the quantitative content of the additive. However, it may also be that the number is missing, as after chrome. This means that the content of the substance in the composition is about 1%.
As for the production of such cast iron, it is quite inexpensive. At the same time, the final product has fairly high performance properties. Thanks to these two factors, the scope of application of the described material is constantly increasing.
Marking
In industry, types of cast iron are labeled as follows:
- pig iron
– P1, P2; - pig iron for castings
– PL1, PL2, - pig iron
- PF1, PF2, PF3, - conversion high-quality cast iron
– PVK1, PVK2, PVK3; - cast iron with lamellar graphite (gray cast iron
- SCh (numbers after the letters “SCh” indicate the value of tensile strength in kgf/mm2, 1 kgf/mm2 = 10 MPa); - malleable cast iron
- KCh (the numbers after the letters “KCh” indicate the value of tensile strength in kgf/mm2 and relative elongation in%); - cast iron with nodular graphite for castings (high-strength cast iron)
– HF (the numbers after the letters “HF” indicate the value of tensile strength in kgf/mm2 and relative elongation in %); - anti-friction cast iron
(gray - AChS, high-strength - AChV, malleable - AChK); - alloyed cast iron with special properties
- Ch (the letters after the letter “Ch” indicate alloying elements: X - chromium, C - silicon, G - manganese, N - nickel, D - copper, M - molybdenum, T - titanium, P - phosphorus, Yu - aluminum).
Types of Alloy Alloy
Naturally, adding any substance to the composition will increase any specific characteristic. Therefore, several classes of alloyed materials are distinguished.
So, cast iron can be wear-resistant. The material belonging to this group is distinguished by the fact that it has increased resistance to abrasion, which occurs during surface friction. This category includes anti-friction and friction cast iron. The first of these is characterized by a very low coefficient of friction. Due to this, the main use of alloy cast iron of the named type is the production of parts such as plain bearings, liners for them and other parts with similar requirements.
Friction material, on the contrary, is characterized by a fairly high coefficient of friction, and therefore it is most often used in the production of brake devices for a wide variety of mechanisms, equipment, etc.
Stainless cast iron
Many people know that there is a metal called stainless steel. In fact, this is not a completely accurate definition. It’s just that such alloys are distinguished by the fact that their resistance to corrosion is quite high. The said cast iron is most widely used in shipbuilding. If you introduce more than 12% chromium into iron as an alloying element and reduce the carbon content as much as possible, the result will be just such an alloy.
Its most common brands were ChNHT, ChN1KhMD, ChN15D7Kh2. They are distinguished by the fact that they maintain high resistance to corrosion even in aggressive environments, and have good resistance to cavitation and wear in a steam-water environment.
A small, but still quite popular group is heat-resistant cast iron. The main advantage of the material is that it is quite resistant to oxidation, and also retains its qualities well at elevated temperatures.
Complex alloyed cast irons
During the smelting of cast iron used to make cylinder liners, induction furnaces and various ferroalloys are used. The melts are poured into the chill mold. An experimental study of the force effect of solidification of a casting in a mold is given in, and some approaches to the study of thermophysical crystallization processes are given in.
For the manufacture of cylinder liners in a lined mold, anti-friction nickel cast irons such as IChKhN4 (RTM 28-61), ChN1KhMD and ChNMSh, AChS-2 and AChS-3 (GOST 1585-85), high-strength bainitic cast iron VC100 and VC120 (GOST 7293-85) were used. and pearlitic AChV-1 and AChV-2 (GOST 1585-85), as well as complex microalloyed cast irons such as AChSD06X04N02 and AChVN08D06T01. Melting technology and non-furnace processing - in accordance with RTM MT 20-2-76. The melts were poured into thin-walled and massive chill molds.
Depending on the thickness of the walls of the metal mold x3 and the casting x1, the chill molds are divided into thin-walled (x3 ~ x1) and massive (x3 ~ x1). The technology of casting into thin-walled molds obtained from rolled sheets has been tested in the production of large castings. At the same time, taking into account the insignificant wall thickness of the liner casting and the requirements for the rigidity of the mold, the dimensions (thickness) of the latter, as a rule, are many times greater than x1, i.e. they belong to the class of massive molds. The presence of several layers in a mold with different thermophysical characteristics complicates analytical calculations of the cooling process. To simplify them and to obtain convenient-to-use formulas, differential equations of unsteady thermal conductivity of the second order, simpler ones, and differential equations of heat balance of the first order are obtained.
Ferroalloys used in the production of wear-resistant cast iron liner castings
| Ferroalloy | Standard | Brand |
| Ferrosilicon | GOST 1415-93 | FS45, FS75 |
| Ferromanganese | GOST 4750-89 | FMn78 |
| Ferrochrome | GOST 4757-91 | FH65 |
| Ferrovanadium | TU 14-5-98-85 | FVd35A |
| Ferrotitanium | GOST 4761-91 | FTiZOA |
| Ferroboron | GOST 14848-69 | FB-20 |
| Nickel metal | GOST 849-97 | H2, NC |
| Copper cathode | GOST 646-84 | M0K,M1K |
| Ferrophosphorus | TU 6-25-44-80 | FF15-15 |
| Ligature based on rare earth metals | TU 48-4-280-86 | MC50Zh6 |
The thermal conductivity of the lined layer of the chill mold is significantly lower than that of the casting and chill mold materials, and the massiveness of the chill mold is higher, so the lining has a significantly greater heat-accumulating capacity compared to the casting.
When casting into a chill mold, the consumption of the core mixture is reduced. Solidification of castings occurs under conditions of intensive heat removal from the poured metal, which provides higher metal density and mechanical properties than those of castings obtained in sand molds.
Casting into lined molds consists of heating model plate 6 with model 5 with electric or gas heaters 7 to a temperature of 200...220 °C. A mold 3 heated to a temperature of 200...220 °C is installed on the model plate. A molding mixture with a thermosetting binder is blown into the gap between the mold 3 and model 5 from the sand blowing head / through nozzles 2. Shell 4 with a thickness of 3...5 mm is formed and strengthened due to the heat of the mold and the model. After the shell has hardened on the die, the model is removed. The second half of the mold is made in the same way. After making the semi-forms, the chill mold is assembled, and then molten metal is poured from ladle 8.
All operations of the technological process of casting into a lined chill mold are mechanized and automated. They use single-position and multi-position automatic chill molding machines and automatic chill molding lines for the production of castings.
An important feature of lined die casting is the ability to control the solidification process of castings and increase their mechanical properties. This is done mainly by regulating the thermal conditions of casting. The theory of solidification of castings in a lined die was developed in the works of domestic specialists, based on fundamental studies of the thermal theory of casting - A.I. Veinika, G.A. Anisovich, G.F. Balandina, N.G. Girshovich, A.M. Petrichenko and others.
Introduction of copper
Currently, cast iron with the addition of copper is being used more and more often. The introduction of this additive into the alloy significantly improves its casting properties. This best affects the fluidity of the material. In addition, the tendency to cracks and shrinkage porosity is significantly reduced.
The introduction of 0.5% Cu (copper) makes the cast iron suitable enough to cast parts from which the wall thickness will be from 10 to 25 mm. If it is necessary to increase the wall thickness of future elements, then the quantitative content of copper, as well as its complexes, will have to be increased. It is worth noting here that the effect of adding copper can be enhanced if elements such as antimony or bismuth are introduced into the alloy.
If the carbon equivalent increases, then the influence of copper on graphite crystallization decreases. Alloying cast iron with copper can also prevent bleaching in the surface layers, and also significantly increases the hardness towards the middle. This is quite noticeable when smelting cylinder liners, cast iron block heads and other elements.
Manufacturing technologies
As you know, cast iron is produced in special blast furnaces. The main raw material for its production is iron ore. The manufacturing process consists of the reduction of iron ore oxides and the resulting production of another material - cast iron. For its production, fuels such as coke, thermoanthracite, and natural gas are used.
To produce one ton of pig iron, about 550 kilograms of coke and approximately a ton of water are required. The volume of ore loaded into the furnace will depend on the iron content in it. As a rule, ore is used, which contains at least 70% iron. The thing is that it is not economically feasible to use a lower concentration.
The first stage in the production of cast iron is its smelting. Ore is poured into the blast furnace, and then coking coal, which is necessary to pump and maintain the required temperature inside the furnace shaft. During combustion, these components take an active part in the ongoing chemical reactions as iron reducers.
Meanwhile, flux is immersed in the furnace, which acts as a catalyst. By accelerating the melting of rocks, it thereby supports the rapid release of iron. It is important to know that before loading into the furnace, the ore undergoes the necessary pre-treatment. It is crushed in a crushing plant because smaller particles melt faster. It is then washed to remove non-metal particles. Next, the raw material is fired, as a result of which sulfur and other foreign components are extracted from it.
At the second stage of production, natural gas is supplied through special burners into the filled and ready-to-use furnace. Coke is involved in heating the raw materials. Carbon is released, which combines with oxygen to form an oxide. It, in turn, promotes the recovery of iron from ore.
As the volume of gas in the furnace increases, the rate of the chemical reaction decreases. It may even stop completely when a certain gas ratio is reached. Carbon penetrates the alloy and combines with iron to form cast iron. Unmelted elements remain on the surface and are soon removed. Such waste is called slag. It is used to make other materials.
Needle structure and high strength material
A small variety of gray cast iron, which belongs to the wear-resistant group, is a material with a needle-like structure. The doping level of this material is quite low. Its silicon and carbon content is also quite low. In this case, the quantitative content of substances such as copper, molybdenum, nickel and some other modifiers increases depending on the resulting wall thickness required, as well as depending on the casting method that will be used.
Another type is a high-strength material. This is a small variety of gray cast iron, which is distinguished by its nodular graphite content. In order to obtain such a structure, it is necessary to introduce magnesium, cerium and bismuth into the alloy. The addition of these three alloying elements transforms the ductile graphite of the casting material into spherical. This type is distinguished by the fact that its mechanical qualities are much higher than those of other types of cast iron. Today, approximately 10 different grades of the alloy of this category are produced. This material can be perfectly used in shipbuilding instead of the malleable type. And the most common type of high-strength cast iron is magnesium (with a large amount of magnesium in the composition).
Ductile iron
It has a ferritic or pearlitic structure (see Fig. 23), and is a type of gray cast iron modified with magnesium. Simultaneously with it or a little later, ferrosilicon is introduced into the liquid cast iron. As a result, small inclusions of spherical graphite are obtained (see Fig. 25, 6). This cast iron has increased strength compared to conventional gray cast iron. Depending on the tensile strength (σв) and relative elongation (δ), high-strength cast irons (GOST 7293-79) are divided into the following grades (the numerical values of hardness NV are indicated in parentheses): VCh 38-17 (140-170), VCh 42 -12 (140-200), HF 45-5 (160-220), HF 50-2 (180-260), HF 60-2 (200-280), HF 70-3 (229-275), HF 80 -3 (220-300), HF 100-4 (302-369). HF 120-4 (302-369).
The mechanical properties of high-strength cast iron make it possible to use it for the manufacture of machine parts operating under severe conditions, instead of forgings or castings of steel. High-strength cast iron is used to make parts of rolling mills, forging and pressing equipment, steam turbines (guide vanes), tractors, cars (crankshafts, pistons), etc. For example, the crankshaft of a Volga passenger car is made of high-strength cast iron of the following composition : 3.4-3.6% C; 1.8-2.2% Si; 0.96-1.2% MP; 0.16-0.30% Cg; <0.01% S; <0.06% P and 0.01-0.03% Mg. The low content of sulfur and phosphorus and small limits for the content of other chemical elements are ensured by the fact that such cast iron is smelted not in a cupola, but in an electric furnace. After heat treatment, the mechanical properties of cast iron are very high: σв = 620-650 MPa, δ = 8-12% and hardness HB = 192-240.