Описание видов чугуна
Первый тип — это передельный чугун. Так называется материал, в котором углерод представлен в виде такого вещества, как цементит. В изломе он имеет белый цвет, откуда и пошло его название. Характеризуется такой чугун высокой твердостью и хрупкостью. Он очень плохо поддается механической обработке. При этом около 80 % всего выплавляемого чугуна является белым. Основное предназначение этого типа материала — это дальнейшая переплавка в сталь.
Серый легированный чугун — это металл, в котором углерод представлен в виде пластичного графита. В изломе его цвет — серый, что также определило его название. Хрупкость и твердость такого чугуна меньше, чем у белого, но при этом он намного лучше поддается механической обработке.
Свойства легированного чугуна этого типа состоят в следующем:
- Во-первых, он отлично сопротивляется нагрузкам сжимающего типа.
- Во-вторых, этот металл нечувствителен к дефектам поверхностного типа, а также отличается тем, что неплохо противостоит усталостному разрушению.
Однако литейный легированный чугун обладает достаточно слабой ударной вязкостью, а также низкой пластичностью. Из-за этих двух недостатков применять такой материал в конструкционных целях достаточно сложно.
Ковкий чугун
Ковкий чугун
– мягкий и вязкий чугун, получаемый из белого отливкой и дальнейшей термической обработкой. Используется графитизирующий отжиг – длительный отжиг, в результате которого происходит распад цементита с образованием графита.
Ковкий чугун, как и серый, состоит из сталистой основы и содержит углерод в виде графита, однако в форме хлопьев, которые получаются при отжиге (углерод отжига) и изолированы друг от друга, в результате чего металлическая основа менее разобщена и чугун обладает вязкостью и пластичностью.
По составу белый чугун, подвергающийся отжигу на ковкий чугун, является доэвтектическим и имеет структуру ледебурит-цементит (вторичный)-перлит. Для получения структуры феррит-углерод отжига в процессе отжига должен быть разложен цементит ледебурита, вторичный цементит и цементит эвтектоидный, то есть входящий в перлит. Разложение цементита ледебурита и цементита вторичного (частично) происходит на первой стадии графитизации, которую проводят при температуре выше критической (950-1000 °С); разложение эвтектоидного цементита происходит на второй стадии графитизации, которую проводят путём выдержки при температуре ниже критической (740-720 °С), или при медленном охлаждении в интервале критических температур (760-720 °С).
Разновидности серого чугуна
Литейный легированный чугун имеет несколько подтипов. Одним из них стал ковкий чугун. Такое условное название получил материал, который отличается тем, что он более мягкий и вязкий, чем серый. Получают его из белого чугуна. Для этого используют процедуру отжига, которая длится достаточно долго. Маркировка здесь примерно такая же, к примеру КЧ 30-6, КЧ 33-8, КЧ 37-12. Буквы указывают на то, что этот чугун ковкий, а следующие две цифры определяют предел прочности на растяжение. А вот что касается последней одной или двух цифр, то они характеризуют максимальное относительное удлинение, которое измеряется в процентах.
Еще один подтип литейного легированного чугуна — модифицированный. Для того чтобы его получить, необходимо добавить к серому специальные элементы. Добавляются такие модификаторы до разливки вещества. В качестве добавок могут использовать алюминий, кремний, кальций и другие. Эти присадки значительно увеличивают количество центров кристаллизации. Другими словами, они способствуют значительному измельчению графита.
Благодаря таким добавкам специальный легированный чугун отличается более высокими прочностными характеристиками, меньшей хрупкостью, повышенной стойкостью к образованию трещин. Стоит добавить, что все лучшие сорта этого сплава получают именно из такого модифицированного материала.
Никелевые чугуны
Никелевые чугуны применяют как немагнитные, коррозионно-стойкие, жаропрочные и хладостойкие материалы. Прочность и твердость никелевых чугунов возрастает с увеличением содержания Ni, Cr. При получении ШГ механические свойства, особенно пластичность чугуна, заметно возрастают (см. табл. 1). Аустенитный чугун с ШГ обладает высокой жаропрочностью (см. табл. 2, 3). Дополнительное легирование Mo повышает жаропрочность. С целью повышения сопротивления ползучести аустенитные чугуны обычно подвергают гомогенизирующему отжигу при 1020-1050 °C в течении 4ч с последующим охлаждением на воздухе, а затем низкотемпературному отпуску. Двойная ТО необходима только для высоконикелевого ЧШГ, применяемого в качестве жаропрочного материала. Для других целей используют только низкотемпературный отжиг.
Чугун ЧН20Д2Г является жаропрочным и жаростойким материалом.
Виды легированного сплава
Что означает легированный чугун? Легирование — это операция по введению в состав материала различных примесей, которые способны улучшить его характеристики. Для чугуна такими добавками стали титан, хром, ванадий и другие. Введение в состав легирующих элементов может увеличить такие характеристики, как прочность, твердость, износостойкость, стойкость к коррозии и множество других.
На сегодняшний день, в зависимости от количества легирующих элементов чугуна, можно выделить три его типа:
- Если присадки содержатся в количестве до 2,5 % от всей массы, то это низколегированный чугун.
- Среднелегированными называют те материалы, содержание веществ в которых находится в пределах от 2,5 до 10 %.
- Последний тип — высоколегированные, если содержание модификаторов суммарно превышает 10 %.
Чугун.Марки.Зарубежные аналоги.Сварочные материалы.
Принципы маркировки по ГОСТ, DIN, NF, JIS, ASTM, BS. Что означает маркировка чугуна? Чугуны различают:
а) по форме включения графита
- серый чугун с пластинчатым графитом (СЧ);
- чугун с вермикулярным (червеобразным) графитом (ЧВГ);
- высокопрочный чугун с шаровидным графитом (ВЧ);
- ковкий чугун с хлопьевидным графитом (КЧ);
6) по химическому составу:
- нелегированные чугуны (общего назначения)
- легированные чугуны (специального назначения).
В чугунах используется приблизительно тот же комплекс легирующих элементов, что и в стали (хром, никель, алюминий, молибден, ванадий и т.д.).
Маркировка легированных чугунов осуществляется с помощью букв, обозначающих легирующие элементы (по аналогии со сталями) и цифр, указывающих их содержание (в %). Буква Ш в конце маркировки указывает на то, что графит в чугуне имеет шаровидную форму; если буква Ш отсутствует, то графит пластинчатый. Нелегированный чугун не содержит других легирующих компонентов, кроме углерода.
Чугуны с пластинчатым графитом для отливок
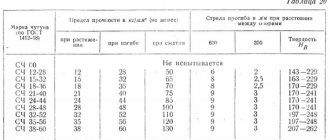
В основу стандартизации серого чугуна положен принцип регламентирования минимально допустимого значения временного сопротивления разрыву при растяжении. В соответствии с этим принципом обозначение марки чугуна в стандартах различных стран содержит значение минимально допустимого временного сопротивления разрыву, определенного в стандартной литой заготовке пробы диаметром 30 мм.
Поскольку значения прочности чугуна данной марки в отливке зависят от скорости охлаждения, определяемой толщиной стенки (диаметром) отливки, в стандартах всех анализируемых стран приводятся минимальные значения полученные, в отдельно отлитых пробных заготовках других диаметров или сечений из серого чугуна каждой марки. А в стандарте Германии, например, приводятся таблицы и номограммы, связывающие прочность чугуна каждой марки с сечением пробной заготовки, что позволяет конструктору выбрать марку чугуна, обеспечивающую требуемую прочность в стенке отливки заданной толщины, или оценить прочность чугуна, которую следует ожидать в этой стенке при заливке чугуном выбранной марки.
Стандарты на серый чугун (кроме отечественного) не регламентируют максимально допустимое значение временного сопротивления разрыву при растяжении, но устанавливают для чугуна каждой марки пределы допустимого значения твердости. Отечественный стандарт оговаривает в примечании к основной таблице, что максимальное значение временного сопротивления разрыву при растяжении, не должно превышать минимально допустимое более чем на 100 МПа. В стандарте Германии DIN 1691 отмечено, что в заказе на отливки должно быть однозначно указано, является ли характерным свойством предел прочности при растяжении или твердость по Бринеллю, и в зависимости от этого маркировка обозначается по-разному. Например:
чугун DIN 1691-GG-25
или
чугун DIN 1691-GG-210 HB
Буквы GG обозначают соответственно: «gegossen» — отлито и «gubeisen» — чугун.
В отечественном стандарте имеются три марки чугуна СЧ18, СЧ21 и СЧ25, которые допускаются для изготовления отливок по согласованию с потребителем. Стандарт Франции NF А 32-105-65 в настоящее время отменен.
В большинстве марок серого чугуна косвенным методом ограничения прочности является максимально допустимое значение твердости, превышение которого приводит к отбелу и связанному с этим ухудшению технологических свойств. Твердость серого чугуна в значительной степени зависит от количества и размеров включений графита в структуре и количества и дисперсности перлита. Поэтому термическая обработка этого материала также весьма важна. Чугун одной марки может подвергаться нескольким видам термообработки: например, высокотемпературному отжигу для ликвидации структурно-свободного цементита, закалке и отпуску. Для получения марок чугуна от СЧ20 до СЧ35 применяют помимо легирования небольшими добавками Сr, Ni, Мо и Cu модифицирование жидкого металла непосредственно перед разливкой кремнийсодержащими добавками (ферросилицием, силикокальцием, силикобарием и другими).
Чугуны ковкие для отливок
В основу стандартизации ковкого чугуна (ГОСТ 1215) положен принцип регламентирования минимально допустимых значений временного сопротивления разрыву при растяжении, относительного удлинения и твердости (НВ). В зарубежных стандартах регламентируется также минимально допустимое значение предела текучести. Механические свойства ковкого чугуна определяют на литых образцах диаметром 16 мм; в зависимости от толщины стенки отливок допускается применение образцов диаметром 8 и 12 мм. Стандарты зарубежных стран также предусматривают применение образцов примерно таких же размеров.
В стандарте США ASTM A602 (Р 82), например, М7002, буква М означает «malleable» — ковкий, 70 — предел прочности, в кгс/мм2, 02 — относительное удлинение в %, а в стандарте на отливки из ферритного ковкого чугуна ASTM А47 приведены две марки 22010 и 24018, где 220 и 240 — показатели предела текучести в МПа, а 10 и 18 — относительное удлинение в %. В стандартах Японии на отливки из ковкого чугуна марки обозначают только по пределу прочности остальных странах — по пределу прочности и относительному удлинению, причем в Германии и Великобритании — пределу прочности в кгс/мм2, а в Японии и Франции — в МПа (см. перевод единиц давления, хотя давление тут — только размерность )
В Германском стандарте DIN 1692 буквы GTS обозначают отожженный ковкий чугун без обезуглероживания, а GТW — обезуглероженный отожженный ковкий чугун.
Японский стандарт JIS G5702 регламентирует свойства черносердечных ковких чугунов, обозначаемых буквами FСМВ «foundry casting malleable blackheart», JIS G5703 — FCМW, буква W означает «Whiteheart» (белосердечный, он же обезуглероженный), причем три последние марки дополнены буквой Р, что означает «Реrlite» (перлитный). И, наконец, стандарт JIS G5704 — FСМР, где Р означает то же самое.
Французский стандарт NF А 32-701 оговаривает марки белосердечного ковкого чугуна, которые обозначаются буквами МВ — «Мilleable blanc», а стандарт NF А 32-702 на отливки из ковкого чугуна с шаровидным графитом, ферритного и перлитного чугунов, маркируют буквами МN, где N означает «nodulaire» — шаровидный.
В стандарте Великобритании ВS 6681 классы ковкого чугуна, входящие в область распространения данного стандарта, обозначаются следующим образом: W — белосердечный (обезуглероженный) ковкий чугун, В — черносердечный (ферритный) ковкий чугун, Р — перлитный ковкий чугун.
Чугуны антифрикционные для отливок
ГОСТ 1585 распространяется на антифрикционный чугун для отливок, работающих в узлах трения со смазкой, и включает 10 марок. В ГОСТ 1585 приводится химический состав чугунов, твердость и микроструктура по ГОСТ 3443.
Чугуны марок АЧС-1 — АЧС-6 — серые с пластинчатым графитом и различной структурой матрицы.
Чугуны марок АЧВ-1 и АЧВ-2 — высокопрочные, с шаровидным графитом с перлитной (АЧВ-1) и перлитно-ферритной (АЧВ-2) металлической основой.
Чугуны марок АЧК-1 и АЧК-2 — ковкие с компактным графитом: чугун АЧК-1 легирован медью, перлитный, АЧК-2 — перлитно-ферритный.
Массовая доля марганца меняется в указанных в марке АЧС-5 пределах в зависимости от толщины стенки.
В зарубежных странах нет стандарта, объединяющего марки антифрикционных чугунов.
Количество включений графита оценивается средним процентом площади, занятой на микрошлифе. Например, Г2 — до 3 % площади, занятой графитом.
Распределение включений графита оценивается по шкале 3 приложения 2 ГОСТ 3443.
Количество перлита или феррита оценивается средним процентом площади, занятой этими структурными составляющими на шлифе. Например: П92 — площадь, занятая перлитом, свыше 90 до 94 %.
Дисперсность пластинчатом перлита определяется средним расстоянием между пластинами цементита.
Например: Пд 0,5 — расстояние между пластинами цементита от 0,3 до 0,5 мкм.
Фосфидная эвтектика оценивается средней площадью изолированных включений. Например: Фр — диаметр ячеек свыше … до …
Термическая обработка антифрикционных чугунов АЧК-1 и АЧК-2 аналогична применяемой для обычных ковких чугунов.
Чугуны с шаровидным графитом для отливок
В ГОСТ 7293 «Чугун с шаровидным графитом для отливок» имеются восемь марок чугуна с шаровидным графитом. Марка ЧШГ определяется показателями временного сопротивления разрыву при растяжении и условного предела текучести. Условное обозначение марки включает буквы ВЧ — высокопрочный чугун и цифровое обозначение минимального значения предела прочности, в МПа*10-1.
Механические свойства ЧШГ обеспечиваются в литом состоянии или после термической обработки. Показатели относительного удлинения, твердости и ударной вязкости определяют только при наличии требований в нормативно-технической документации, и они должны соответствовать требованиям настоящего ГОСТа.
В стандарте США ASTM А536 в маркировке чугуна первое и второе числа также определяют показатель предела прочности при разрыве, первое — в фунтах/кв.дюйм*103, а второе — округленная величина этого показателя в МПа*10-1. Третье число определяет минимальное значение относительного удлинения в %. Например, марка 80-50-06 имеет следующие минимальные показатели механических свойств:
предел прочности — 80000 фунт/дюйм2 или 552 МПа условный предел текучести — 55000 фунт/дюйм2 или 379 МПа относительное удлинение — 6,0%
В стандарте Германии DIN 1693-506-50 в названии марки буквы означают: G — «gegosen» (отлито), G — «gubeisen» (чугун), G — «globular» (шаровидный), 50 — минимальное значение предела прочности в МПа*10-1 (например, GGG-50). В стандарте Великобритании ВS 2789 буквенные обозначения не применяются. Во французском стандарте NF А 32-201 буквы FGS означают: «fonte» (литье), «graphite» (графит) и «sferoidal» (шаровидный). В обозначениях стандартов Франции и Великобритании помимо предела прочности при растяжении в МПа указывается и относительное удлинение в %. В случае, когда испытания на растяжение выполняются не на отдельных, а на смежных с отливкой образцах, указанное обозначение дополняется буквой А. В случае, когда отливки должны обладать особой ударной вязкостью при низкой температуре, указанные обозначения дополняются буквой L, сопровождаемой числом, соответствующим температуре испытания. Символы L и А могут сочетаться. Например, FGS 350-22АL40.
В большинстве национальных стандартов на высокопрочные нелегированные чугуны, регламентирующих механические свойства, химический состав чугунов не оговаривается. Обязательными для контроля являются предел прочности при растяжении, предел текучести, и относительное удлинение. В стандартах всех стран, за исключением стандартов Германии и США, приводятся контролируемые пределы величин твердости.
Остальные параметры чугунов, в том числе микроструктура, могут контролироваться по требованию заказчика. Количество графита преимущественно шаровидной формы, оговариваемое в большинстве национальных стандартов, колеблется в широких пределах от 70 % в стандарте Японии до 90 % в стандарте США ASTM А395. В том же стандарте приводится единственная марка ферритного чугуна ЧШГ с контролем химического состава по основным элементам и твердости. Определение пределов прочности и текучести и относительного удлинения в большинстве стандартов осуществляется на отдельно отлитых и специально выточенных образцах диаметром 14 мм из заготовок больших размеров (до 75 мм). Если по техническим причинам необходимо использовать образец другого диаметра, он должен обязательно удовлетворять следующему соотношению:
L0 = 5,65·S0 = 5d,
где L0 — начальная длина между метками на испытуемом образце; S0 — начальное сечение образца; d — диаметр калиброванного сечения образца.
Отливки заказчику поставляются в исходном или термообработанном виде. Термообработка для снятия напряжений не оказывает влияния на микроструктуру чугуна отливок, остальные виды термообработки проводятся с целью изменения структуры и приведения свойств в соответствие с требованиями стандарта.
Стандарт Японии JIS G 5502 включает 7 марок чугуна с шаровидным графитом. FСD 370 и FCD 400 — ферритные, FCD 450 и FCD 500 — ферритно-перлитные и FCD 600, FCD 700 и FCD 800 — перлитные чугуны. Стандарт JIS G 5503 содержит три марки чугуна с шаровидным графитом: FCD 900 — ферритно-бейнитного класса с повышенной ударной вязкостью, FCD 1000 — со структурой матрицы «отпущенный мартенсит» — повышенной прочности и FCD 1200 чугун мартенситного класса с повышенной твердостью, применяемый для отливок, работающих на износ.
Последние три марки получают только термической обработкой с нагревом до области аустенитного превращения.
Чугуны с вермикулярным графитом для отливок
ГОСТ 28394 содержит марки чугуна для отливок, имеющего в структуре графит вермикулярной формы и не более 40 % шаровидного графита.
Для отливок применяют чугуны следующих марок: ЧВГ30, ЧВГ35, ЧВГ40, ЧВГ45. Марка чугуна определяется временным сопротивлением разрыву при растяжении и условным пределом текучести. Условное обозначение марки включает буквы ЧВГ — чугун с вермикулярным графитом и цифру, обозначающую минимальное значение временного сопротивления разрыву при растяжении в МПа*10-1. Относительное удлинение и твердость по Бринеллю определяют при наличии специальных требований в нормативно-технической документации. По требованию потребителя допускается устанавливать другие значения твердости.
Механические свойства определяют на одном образце диаметром 14 мм, изготовленном из заготовки толщиной или диаметром 25 мм.
В Румынии стандартизированы три марки ЧВГ. В марках России и Румынии цифровое обозначение марки соответствует требуемому минимальному значению показателя предела прочности при растяжении в МПа. Стандартные марки чугуна с вермикулярным графитом (США) приведены по данным проекта стандарта, разработанного в январе 1982 г. («Standard specification for Compacted Graphite Iron Casting»), которым определены условия приемки и контроля качества деталей из ЧВГ.
Фирма Великобритании «International Machinite Metal» применяет отраслевой стандарт, оговаривающий только две марки чугуна с вермикулярным графитом: FС 275 — ферритный чугун и FС 400 — перлитный чугун.
Несмотря на сравнительно невысокие показатели механических свойств, чугун с вермикулярным графитом получил в последнее время достаточно большое распространение благодаря хорошим технологическим и теплофизическим свойствам.
Чугуны легированные для отливок со специальными свойствами
ГОСТ 7769 распространяется на чугуны для отливок с повышенной износостойкостью, коррозионной стойкостью, жаростойкостью и жаропрочностью. Так как многие из них сочетают н себе несколько указанных свойств, маркировка осуществляется по преобладанию легирования. Низколегированные чугуны всех видов, а также высоколегированные марганцевые и никелевые, за исключением марок ЧН2Х, ЧХ3Т, ЧГ7Х4, ЧН4Х2, модифицируют графитизирующими присадками. В хромистых чугунах и в чугунах с шаровидным графитом допускается массовая доля никеля до 1,0 % или меди до 1,5 % вводимых с шихтой: природно-легированными чугунами, легированным стальным ломом или магнийсодержащими лигатурами. В отливках из легированного чугуна с шаровидным графитом не менее 80% включений должны быть шаровидной формы. Отливки из высоколегированных хромистых и кремнистых чугунов для снятия внутренних напряжений подвергаются термической обработке. В соответствии с ГОСТ 7769 во всех марках чугунов контролируются предел прочности при растяжении и твердость HB), в чугунах с шаровидным графитом относительное удлинение (d), в остальных — предел прочности на изгиб (sизг). Отливки из жаростойкого чугуна должны обладать сопротивлением окалинообразованиям: не более 0,5 т/(м·ч) увеличения массы и росту не более 0,2 % при температуре эксплуатации, в течение 150 ч.
ГОСТ 7769 включает следующие марки износостойких чугунов: низколегированные хромистый ЧХ3Т и два никелевых ЧН2Х и ЧН4Х2, высоколегированные хромистые ЧХ9Н5, ЧХ16, ЧХ16М2, ЧХ22, ЧХ28Д2, ЧХ32 и высоколегированные марганцовистые ЧГ7ХЧ, ЧГ6С3Ш и ЧГ8Д3.
В стандарте США ASTM А532 «Износостойкие серые чугуны» («Abrasion resistant cast irons») имеется десять марок чугуна трех классов. К классу I относятся низкохромистые износостойкие чугуны, к классу II — высокохромистые и к классу III — с содержанием хрома 23-28 %. Тип чугуна А, В, С и т.д. определяет массовые доли других элементов, входящих в состав чугуна. В обозначении марки («designation») чугуна НС и LС соответственно повышенное и пониженное содержание углерода.
Отличительной чертой маркировки десяти чугунов в стандарте Германии (DIN 1695) является величина средней массовой доли углерода (С*102), проставляемая перед буквами, обозначающими легирующие элементы.
9 марок стандарта Франции NF А32-401 в обозначении имеют наименование легирующих элементов с указанием их массовой доли. При этом марки FВА и FВО относятся к нелегированным белым чугунам, а остальные — к легированным. В стандарте Великобритании ВS 4844 «Износостойкий белый чугун» («Abrasion resisting white cast iron») нелегированные и низколегированные белые износостойкие чугуны обозначаются цифрой I и соответствующей буквой. Типы IА и IВ отличаются друг от друга содержанием фосфора, а IС — углерода.
Белые никель-хромистые чугуны делятся на пять классов, обозначаемых цифрой 2 и соответствующей буквой. Чугуны различных сортов данного класса отличаются, главным образом, содержанием углерода.
Белые высокохромистые чугуны (7 классов) существенно отличаются по составу, главным образом, по содержанию хрома; они обозначаются цифрой 3 и соответствующей буквой.
Коррозионно-стойкие чугуны (II марок) согласно ГОСТ 7769 можно разделить на три основные группы: высокохромистые ЧХ22С, ЧХ28 и ЧХ28П, высококремнистые ЧС13, ЧС15, ЧС15М4, ЧС17 и ЧС17М3 и низколегированные никелевые ЧНХТ, ЧНХМД и ЧНМШ. Первая и третья группы имеют аналоги в зарубежных стандартах износостойких чугунов, обладающих, как уже было сказано, и определенной коррозионной стойкостью.
Стандарт США ASTM А518 «Отливки из коррозионно-стойкого высококремнистого чугуна» («Corrosion-resistant high-silicon iron castings») включает три марки: grade 1, grade 2 и grade 3. Они различаются содержанием хрома и молибдена. Массовая доля кремния во всех трех марках одинакова. Отливки, изготовляемые из этого чугуна, для работы в жидких коррозионных средах под давлением должны выдерживать не менее 275 кПа.
В стандарте Великобритании BS 1591 («Corrosion resisting high-silicon iron castings») предусмотрено четыре марки чугуна Si10, Si14, SiCr144 и Si16, отличающиеся содержанием кремния и хрома.
Толстостенные отливки при литье этих марок чугунов должны охлаждаться в форме до 150-200°С. Мелкие отливки выбивают из формы при 800-850°С и помещают в печь при 750-850°С. Выдерживают при температуре 730-740°С в течение 3-4 ч, затем охлаждают с печью до 100-200°С.
Жаростойкие чугуны по ГОСТ 7769 подразделяются на три основные группы: алюминиевые (от 0,6 до 32 % Al) ЧЮХШ, ЧЮ6С5, ЧЮ7Х2, ЧЮ22Ш и ЧЮ30, низколегированные хромом ЧХ1, ЧХ2 и ЧХ3 и кремнистые низколегированные чугуны ЧС5 и ЧС5Ш.
Алюминиевые чугуны имеются в национальных стандартах Болгарии, Румынии и бывшей ГДР. Национальные стандарты Чехословакии регламентируют две марки алюминиевого чугуна, а Польши — восемь марок.
Основным требованием к чугуну каждой марки является химический состав, который определяет микроструктуру и основные эксплуатационные свойства: жаростойкость, износостойкость.
Низкохромистые чугуны содержат от 0,4 до 3,0 % Сr и характеризуются более высокой жаростойкостью, чем обычные серые чугуны. Для предотвращения образования структурно-свободного цементита с увеличением содержания хрома в чугунах увеличивают содержание углерода и кремния и модифицируют чугун.
В стандарте США ASTM А319 (R 1985) приведены три класса чугуна с повышенным содержанием хрома. Содержание его от одного типа к другому возрастает (от А до D), при этом углеродный эквивалент в отличие от чугуна ГОСТ 7769 уменьшается, а содержание фосфора увеличивается вдвое.
Две марки жаростойкого кремнистого чугуна ЧС5 и ЧС5Ш по ГОСТ 7769 имеют также аналоги в стандарте Польши. Химический состав этих марок практически одинаков, чугун марки ЧС5Ш отличается лишь наличием глобуляризирующих элементов — магния или церия и, соответственно, шаровидной формой графита.
К жаропрочным чугунам относятся высоконикелевые чугуны с пластинчатым и шаровидным графитом с аустенитной или аустенитно-карбидной матрицей, обладающие повышенными сопротивлением ползучести и пределом прочности.
В ГОСТ 7769 приведена одна марка аустенитного чугуна с пластинчатым графитом ЧН15Д7 и четыре марки аустенитного чугуна с шаровидным графитом ЧН11Г7Ш, ЧН15Д3Ш, ЧН19Х3Ш и ЧН20Д2Ш, где Н, Д, Г и Х означают наличие легирующих: никеля, меди, марганца и хрома соответственно, среднее значение которых определяется числом, стоящим после буквы. Буква «Ш» указывает на шаровидную форму графита. В соответствии с ГОСТ 7769 для этих чугунов осуществляют контроль: предела прочности при растяжении, относительного удлинения и твердости. Для марки ЧН15Д7 контролируется еще и предел прочности на изгиб.
Стандарт США ASTM А436 включает 8 марок аустенитного чугуна с пластинчатым графитом, которые отличаются различным легированием никелем, марганцем, медью, хромом и кремнием. Кроме химического состава в этих марках чугуна контролируется предел прочности при растяжении и допускаемые пределы твердости. Обозначение марок условное, например «Туре 2в» — 18-20 % никеля, 3-6 % хрома.
Стандартом США ASTM А439 предусмотрено 9 марок аустенитного чугуна с шаровидной формой графита. Обозначение марок также условное. Помимо предела прочности при растяжении обязательным для контроля в этих марках чугуна является предел текучести, относительное удлинение и пределы твердости. Контроль механических свойств осуществляется на образцах, изготовленных из специально отлитых отдельно заготовок.
Стандартом США ASTM А571 предусмотрено изготовление марки аустенитного чугуна с шаровидной формой графита (Туре D2М, Class 1 and 2), отличающейся повышенным содержанием марганца. Для этой марки чугуна обязателен контроль ударной вязкости.
Стандартом Германии DIN 1694 предусмотрено 8 марок аустенитного чугуна с пластинчатым графитом и 14 марок аустенитного чугуна с шаровидной формой графита. Маркировка этих двух видов чугуна такова: GGL — чугун с пластинчатым графитом и GGG — с шаровидным. В маркировке обозначены основные легирующие элементы и соответствующая им средняя массовая доля. Например, NiSiCr2052 — чугун с шаровидным графитом со средним содержанием никеля 20,0 %, кремния — 5,0 % и хрома — 2,0 %.
Стандарт Японии JIS G 5510 включает 9 марок аустенитного чугуна с пластинчатым графитом и 14 марок — с шаровидным графитом. Все марки обозначаются аналогично стандарту Германии. Дополнительно введена марка FCA-Ni35 — аустенитный чугун с пластинчатым графитом со средним содержанием никеля 35,0 %.
В стандарте Франции NF А32-301 на аустенитные чугуны маркировка аналогична стандартам Германии и Японии. Например,
L-NUC 1563,
где L — пластинчатая форма графита; N — средняя массовая доля никеля — 15,0 %; U — средняя массовая доля меди — 6,0 %; С — средняя массовая доля хрома — 3,0 %,
S-NSC 2052,
где S — шаровидная форма графита; N — средняя массовая доля никеля — 20,0 %; S — средняя массовая доля кремния — 5,0 %; С — средняя массовая доля хрома — 3,0 %.
Стандарт Великобритании BS 3468 определяет три марки чугуна с пластинчатым графитом (F1, F2 и F3) и восемь марок — с шаровидным S2, S2W, S5S, S2В, S2С, S2М, S3, S6. Марки представляются в двух группах: первая F1, F2, S2, S2W, S5S — промышленные марки, применяемые в том случае, когда требуется коррозионная стойкость и термостойкость, а вторая F3, S2В, S2С, S3, S6 — это марки специального назначения в криогенных устройствах, а также обладающие низкой магнитной проницаемостью или другими специфическими свойствами.
Вещества для легирования, маркировка
По ГОСТу легированный чугун должен содержать определенное количество веществ для использования в определенной сфере. Кроме того, маркировка также является стандартной. К примеру, ЧН15Д7Х — это высокопрочный сплав, в котором содержится 15 % никеля, 7 % меди и примерно 1 % хрома. Как можно заметить, в маркировке легирующие элементы отмечаются одной буквой, после которой идет цифра, указывающая на количественное содержание добавки. Однако может быть и так, что цифра отсутствует, как после хрома. Это означает, что содержание вещества в составе — около 1 %.
Что касается изготовления такого чугуна, то обходится оно достаточно недорого. При этом конечный продукт обладает достаточно высокими эксплуатационными свойствами. Благодаря этим двум факторам область применения описываемого материала постоянно увеличивается.
Маркировка
В промышленности разновидности чугуна маркируются следующим образом:
- передельный чугун
– П1, П2; - передельный чугун для отливок
– ПЛ1, ПЛ2, - передельный фосфористый чугун
– ПФ1, ПФ2, ПФ3, - передельный высококачественный чугун
– ПВК1, ПВК2, ПВК3; - чугун с пластинчатым графитом (серый чугун
– СЧ (цифры после букв “СЧ”, обозначают величину временного сопротивления разрыву в кгс/мм2, 1 кгс/мм2 = 10 МПа); - ковкий чугун
– КЧ (цифры после букв “КЧ” обозначают величину временного сопротивления разрыву в кгс/мм2 и относительное удлинение в %); - чугун с шаровидным графитом для отливок (высокопрочный чугун)
– ВЧ (цифры после букв “ВЧ” обозначают величину временного сопротивления разрыву в кгс/мм2 и относительное удлинение в %); - антифрикционный чугун
(серый – АЧС, высокопрочный – АЧВ, ковкий – АЧК); - чугун легированный со специальными свойствами
– Ч (буквы после буквы “Ч” обозначают легирующие элементы: Х – хром, С – кремний, Г – марганец, Н – никель, Д – медь, М – молибден, Т – титан, П – фосфор, Ю – алюминий).
Виды легированного сплава
Естественно, что добавление в состав какого-либо вещества будет увеличивать какую-либо определенную характеристику. Поэтому различают несколько классов легированных материалов.
Так, чугун может быть износостойким. Материал, относящийся к этой группе, отличается тем, что у него повышенная сопротивляемость к истиранию, которое возникает во время трения поверхности. К этой категории можно отнести антифрикционный и фрикционный чугун. Первый из названных отличается очень низким коэффициентом трения. Благодаря этому основное применение легированного чугуна названного вида — это производство таких деталей, как подшипники скольжения, вкладыши для них и прочие детали со схожими требованиями.
Фрикционный же материал, наоборот, характеризуется достаточно высоким коэффициентом трения, а потому чаще всего он применяется в производстве тормозных устройств для самых разных механизмов, оборудования и т. д.
Нержавеющий чугун
Многие знают о том, что существует металл, который называют нержавеющим. На самом деле, это не совсем точное определение. Просто такие сплавы отличаются тем, что стойкость к коррозии у них достаточно высокая. Наибольшее распространение названный чугун получил в кораблестроении. Если ввести в состав железа более 12 % хрома в качестве легирующего элемента и максимально снизить содержание углерода, то в результате получится именно такой сплав.
Наиболее распространенными его марками стали ЧНХТ, ЧН1ХМД, ЧН15Д7Х2. Они отличаются тем, что сохраняют высокую стойкость к коррозии даже в условиях агрессивной окружающей среды, имеют хорошую сопротивляемость к кавитации и износу в пароводяной среде.
Небольшой, но все же довольно востребованной группой является жаропрочный чугун. Основное преимущество материала заключается в том, что он достаточно плохо поддается окислению, а также отлично сохраняет свои качества в условиях повышенных температур.
Комплексно-легированные чугуны
Дня выплавки чугунов, используемых для изготовления гильз цилиндров, используются индукционные печи и различные ферросплавы. Заливку расплавов производят в кокиль. Экспериментальное исследование силового воздействия затвердевания отливки в литейной форме приведено в, а некоторые подходы к исследованию теплофизических процессов кристаллизации — в.
Для изготовления гильз цилиндров в облицованный кокиль были использованы антифрикционные никелевые чугуны типа ИЧХН4 (РТМ 28-61), ЧН1ХМД и ЧНМШ, АЧС-2 и АЧС-3 (ГОСТ 1585-85), высокопрочные бейнитные ВЧ100 и ВЧ120 (ГОСТ 7293-85) и перлитные АЧВ-1 и АЧВ-2 (ГОСТ 1585-85), а также комплексно микролегированные чугуны типа АЧСД06Х04Н02 и АЧВН08Д06Т01. Технология плавки и вне печной обработки — в соответствии с РТМ МТ 20-2-76. Заливку расплавов производили в тонкостенные и массивные кокили.
В зависимости от толщины стенок металлического кокиля х3 и отливки х1 кокили делятся на тонкостенные (х3 ~х1) и массивные (х3 ~ х1). Технология литья в тонкостенные кокили, полученные из листового проката, испытана при изготовлении крупных отливок. Вместе с тем, с учетом незначительной толщины стенки отливки гильз и требований к жесткости кокиля размеры (толщина) последнего, как правило, во много раз превышают x1 т. е. они относятся к классу массивных кокилей. Наличие нескольких слоев в форме, имеющих различные теплофизические характеристики, затрудняет аналитические расчеты процесса охлаждения. Для их упрощения, возможности получения удобных для использования формул получены дифференциальные уравнения нестационарной теплопроводности второго порядка более простые и дифференциальные уравнения теплового баланса первого порядка.
Ферросплавы, используемые при производстве отливок гильз из износостойкого чугуна
| Ферросплав | Стандарт | Марка |
| Ферросилиций | ГОСТ 1415-93 | ФС45, ФС75 |
| Ферромарганец | ГОСТ 4750-89 | ФМн78 |
| Феррохром | ГОСТ 4757-91 | ФХ65 |
| Феррованадий | ТУ 14-5-98-85 | ФВд35А |
| Ферротитан | ГОСТ 4761-91 | ФТиЗОА |
| Ферробор | ГОСТ 14848-69 | ФБ-20 |
| Никель металлический | ГОСТ 849-97 | Н2, НЗ |
| Медь катодная | ГОСТ 646-84 | М0К,М1К |
| Феррофосфор | ТУ 6-25-44-80 | ФФ15-15 |
| Лигатура на основе РЗМ | ТУ 48-4-280-86 | МЦ50Ж6 |
Теплопроводность облицованного слоя кокиля существенно ниже, чем материалов отливки и кокиля, а массивность кокиля выше, поэтому облицовка имеет значительно большую теплоаккумулирующую способность по сравнению с отливкой.
При литье в кокиль сокращается расход стержневой смеси. Затвердевание отливок происходит в условиях интенсивного отвода теплоты от залитого металла, что обеспечивает более высокие плотность металла и механические свойства, чем у отливок, полученных в песчаные формы.
Литье в облицованные кокили состоит в том, что модельную плиту 6 с моделью 5 нагревают электрическими или газовыми нагревателями 7 до температуры 200…220 °С. На модельную плиту устанавливают нагретый до температуры 200…220 °С кокиль 3. В зазор между кокилем 3 и моделью 5 из пескодувной головки / через сопла 2 вдувается формовочная смесь с термореактивным связующим. Оболочка 4 толщиной 3…5 мм формируется и упрочняется за счет теплоты кокиля и модели. После отверждения оболочки на кокиле модель извлекают. Аналогично изготовляют и вторую половину кокиля. После изготовления полу форм кокиль собирают, а затем из ковша 8 заливают расплавленным металлом.
Все операции технологического процесса литья в облицованный кокиль механизированы и автоматизированы. Используют однопозиционные и многопозиционные автоматические кокильные машины и автоматические кокильные линии изготовления отливок.
Важной особенностью литья в облицованный кокиль является возможность управления процессом затвердевания отливок и повышения их механических свойств. Это осуществляется в основном регулированием тепловых условий литья. Теория затвердевания отливок в облицованном кокиле развита в работах отечественных специалистов, базирующихся на фундаментальных исследованиях тепловой теории литья, — А.И. Вейника, Г.А. Анисовича, Г.Ф. Баландина, Н.Г. Гиршовича, А.М. Петриченко и др.
Введение меди
В настоящее время все чаще и чаще начинают применять чугун с добавлением меди. Внедрение этой добавки в сплав значительно улучшает его литейные качества. Лучше всего это сказывается на жидкотекучести материала. Кроме этого, значительно уменьшается склонность к появлению трещин и усадочной пористости.
Внедрение 0,5 % Cu (меди) делает чугун достаточно пригодным, чтобы отливать из него такие детали, у которых толщина стенок будет составлять от 10 до 25 мм. Если необходимо увеличить толщину стенок у будущих элементов, то придется повышать и количественное содержание меди, а также ее комплексов. Тут стоит отметить, что эффект от добавления меди можно усилить, если в сплав ввести такие элементы, как сурьма или висмут.
Если же углеродный эквивалент будет увеличиваться, то влияние меди на кристаллизацию графита уменьшается. Легирование чугуна медью может также предотвратить отбеливание в поверхностных слоях, а также значительно повышает твердость к середине. Это довольно заметно при выплавке гильз цилиндров, головок блоков из чугуна и других элементов.
Производственные технологии
Как известно, чугун производится в специальных доменных печах. Основным сырьем для его получения служит железная руда. Технологический процесс изготовления состоит в восстановлении оксидов железной руды и получении в результате этого иного материала — чугуна. Для его изготовления используются такие виды топлива, как кокс, термоантрацит, природный газ.
Для производства одной тонны чугуна требуется около 550 килограмм кокса и приблизительно тонна воды. Объемы загружаемой в печь руды будут зависеть от содержания в ней железа. Как правило используют руду, в составе которой содержится железа не менее 70%. Все дело в том, что экономически нецелесообразно использовать меньшую его концентрацию.
Первым этапом производства чугуна является его выплавка. В доменную печь засыпается руда, а затем — коксующийся уголь, который необходим для нагнетания и поддержания требуемой температуры внутри шахты печи. Эти составляющие во время горения принимают активное участие в протекающих химических реакциях в качестве восстановителей железа.
Тем временем в печь погружается флюс, который выступает в роли катализатора. Ускоряя плавку пород, он тем самым поддерживает скорейшее высвобождение железа. Немаловажно знать, что перед загрузкой в печь руда проходит необходимую предварительную обработку. Она измельчается на дробильной установке, поскольку более мелкие частицы плавятся быстрее. Затем ее промывают, чтобы удалить частицы, не содержащие металл. Далее сырье подвергается обжигу, вследствие чего из него извлекается сера и другие инородные компоненты.
На втором этапе производства в заполненную и готовую к эксплуатации печь подается через специальные горелки природный газ. Кокс участвует в разогреве сырья. Происходит выделение углерода, который, соединяясь с кислородом, образует оксид. Он, в свою очередь, способствует восстановлению железа из руды.
При увеличении объема газа в печи снижается скорость протекания химической реакции. Она может и совсем остановиться при достижении определённого соотношения газа. Углерод проникает в сплав и соединяется с железом, при этом образуя чугун. Нерасплавленные элементы остаются на поверхности и вскоре удаляются. Такие отходы называются шлаком. Его используют для изготовления других материалов.
Игольчатая структура и высокопрочный материал
Небольшая разновидность серого чугуна, который принадлежит к группе износостойких, — это материал с игольчатой структурой. Степень легирования у такого материала достаточно низкая. Содержание в нем кремния и углерода также достаточно низкое. В данном случае количественное содержание таких веществ, как медь, молибден, никель и некоторых других модификаторов, увеличивается в зависимости от требуемой в результате толщины стенок, а также в зависимости от способа литья, который будет использоваться.
Еще одна разновидность — это высокопрочный материал. Это небольшая разновидность серого чугуна, который отличается содержанием шаровидного графита. Для того чтобы получить такую структуру, в сплав необходимо ввести магний, церий и висмут. Добавление именно этих трех легирующих элементов превращает пластичный графит литейного материала в шаровидный. Отличается такой вид тем, что его механические качества значительно выше, чем у других типов чугуна. На сегодняшний день выпускается примерно 10 разнообразных марок сплава названной категории. Такой материал можно отлично использовать в судостроении вместо ковкого типа. А наиболее распространенным видом высокопрочного чугуна является магниевый (с большим количеством магния в составе).
Высокопрочный чугун
Он имеет ферритную или перлитную структуру (см. рис. 23), является разновидностью серого чугуна, модифицированного магнием. Одновременно с ним или несколько позже в жидкий чугун вводят ферросилиций. В результате получают мелкие включения графита шаровидной формы (см. рис. 25, 6). Этот чугун обладает повышенной прочностью но сравнению с обычными серыми чугунами. В зависимости от предела прочности (σв) при растяжении и относительного удлинения (δ) выскопрочные чугуны (ГОСТ 7293-79) разделяют на следующие марки (в скобках указаны числовые значения твердости НВ): ВЧ 38-17 (140—170), ВЧ 42-12 (140-200), ВЧ 45-5 (160-220), ВЧ 50-2 (180-260), ВЧ 60-2 (200-280), ВЧ 70-3 (229-275), ВЧ 80-3 (220-300), ВЧ 100-4 (302-369). ВЧ 120-4 (302-369).
Механические свойства высокопрочного чугуна позволяют применять его для изготовления деталей машин, работающих в тяжелых условиях, вместо поковок или отливок из стали. Из высокопрочного чугуна изготовляют детали прокатных станов, кузнечно-прессового оборудования, паровых турбин (лопатки направляющего аппарата), тракторов, автомобилей (коленчатые валы, поршни) и др. Так, например, коленчатый вал легковой автомашины «Волга» изготовляют из высокопрочного чугуна следующего состава: 3,4-3,6% С; 1,8-2,2% Si; 0,96-1,2% Мп; 0.16-0,30% Сг; <0,01% S; <0,06% Р и 0,01-0,03% Mg. Низкое содержание серы и фосфора и небольшие пределы содержания других химических элементов обеспечивается тем, что такой чугун выплавляют не в вагранке, а в электрической печи. После термической обработки механические свойства чугуна получаются весьма высокими: σв=620-650 МПа, δ=8-12% и твердость НВ=192-240.