Сведения о производителе токарно-карусельного станка 1512
Разработчиком и изготовителем токарно-карусельного станка 1512 является Краснодарский станкостроительный завод Седина, основанный в 1911 году.
В 1915 году был выпущен первый токарный станок. В 1922 предприятие получило своё современное название — в честь токаря Седина Г. М.
В 1935 году был выпущен первый токарно-карусельный станок модели 152, а к 1937 г. определился приоритетный профиль завода — станкостроение, и в первую очередь — производство токарно-карусельных станков.
Станки токарно-карусельные производства Краснодарского станкостроительного завода, КСЗС
- 1А512МФ3
станок токарно-карусельный одностоечный с ЧПУ Ø 1250 х 1000 - 1А516МФ3
станок токарно-карусельный одностоечный с ЧПУ Ø 1600 х 1000 - 1Л532
— станок токарно-карусельный двухстоечный Ø 3150 х 1600 - 1М557
— станок токарно-карусельный двухстоечный Ø 3200 х 1600 - 1286-6
станок токарный вертикальный шестишпиндельный Ø 630 х 750 - 1508
— станок токарно-карусельный одностоечный Ø 800 х 800 - 1510
— станок токарно-карусельный одностоечный Ø 1000 х 800 - 1512
— станок токарно-карусельный одностоечный Ø 1250 х 1000 - 1512Ф3
станок токарно-карусельный одностоечный с ЧПУ Ø 1250 х 1000 - 1516
— станок токарно-карусельный одностоечный Ø 1600 х 1000 - 1516Ф1
— станок токарно-карусельный одностоечный с УЦИØ 1600 х 1000 - 1516Ф3
— станок токарно-карусельный одностоечный с ЧПУ Ø 1600 х 1000 - 1525
— станок токарно-карусельный двухстоечный Ø 2500 х 1600 - 1531М
станок токарно-карусельный одностоечный Ø 1250 х 1000 - 1541
— станок токарно-карусельный одностоечный Ø 1600 х 1000 - 1553
станок токарно-карусельный двухстоечный Ø 2300 х 1600
Станок токарно-карусельный одностоечный 1512. Назначение и область применения
Одностоечный токарно-карусельный станок модели 1512 является универсальным станком и предназначен для обработки разнообразных изделий из чёрных и цветных металлов в условиях мелкосерийного и серийного производства.
Модель 1512 является наиболее распространенной среди токарно-карусельных станков на территории бывшего СССР. Станок позволяет производить токарную обработку деталей диаметром до 1250 мм, высотой до 1 метра и массой до 3200 кг. Станок экспортировался во многие страны мира.
Конструкция станка 1512 унифицирована с конструкцией станка модели 1516 и отличается только размерами план-шайбы и мощностью электродвигателя.
На станке можно производить цилиндрическое и коническое обтачивание и растачивание, протачивание плоскостей — как внутренних, так и наружных, сверление, зенкерование и развертывание центральных отверстий, а также получистовое и чистовое обтачивание плоских торцовых поверхностей.
Станок имеет два суппорта:
- вертикальный с пятипозиционной револьверной головкой с автоматическим поворотом и фиксацией на каждой позиции
- горизонтальный (боковой) с четырехпозиционным резцедержателем
Технологические возможности станка значительно расширяются с помощью поставляемых по особому заказу самоцентрирующей планшайбы, приспособлений (для резьбонарезания, обработки конических поверхностей, обтачивания фасонных поверхностей тел вращения по копиру, обработки деталей по упорам) и устройства для обработки с охлаждением.
На станках можно производить следующие операции:
- обтачивание цилиндрических и конических поверхностей;
- растачивание цилиндрических и конических поверхностей;
- обтачивание плоских торцовых поверхностей вертикальным и боковым суппортами.
Кроме того, вертикальным суппортом можно производить обтачивание плоских торцовых поверхностей с поддержанием ступенчато-постоянной скорости резания на чистовых и получистовых режимах; сверление, зенкерование и развертывание; прорезание канавок и отрезку.
При применении специальных приспособлений и устройств, которые поставляются вместе со станками по особому заказу за отдельную плату, на станках можно производить:
- обработку деталей по заданным размерам (по упорам);
- нарезание резьб, обтачивание и растачивание конических поверхностей;
- обработку фасонных поверхностей тел вращения по копиру (электрокопировальное устройство);
- обработку деталей с охлаждением.
В обычном исполнении станки поставляются с вертикальным револьверным суппортом, имеющим механический поворот и зажим револьверной головки, и боковым суппортом.
Помимо этого, по особому заказу за отдельную плату может быть поставлен станок с самоцентрирующей планшайбой с ручным зажимом изделия.
На станке одновременно могут быть смонтированы все приспособления, за исключением охлаждения, которое не может быть установлено одновременно с самоцентрирующей планшайбой.
В связи с тем, что установка приспособлений требует значительных изменений и доработок в станке, заказы на изготовление приспособлений к ранее поставленным станкам не могут быть выполнены. Приспособления поставляются только вместе со станком.
Значительная мощность электродвигателя главного привода, высокая жесткость базовых деталей и достаточная прочность всех элементов кинематической цепи в сочетании с широкими диапазонами регулирования чисел оборотов планшайбы и величин подач позволяют вести на станках высокопроизводительную работу на скоростных режимах резания.
Основные технические характеристики токарно-винторезного станка 1512
Изготовитель — Краснодарский станкостроительный завод имени Седина.
Основные параметры станка — в соответствии с ГОСТ 44-93. Станки токарно-карусельные. Основные параметры и размеры. Нормы точности и жесткости.
- Класс точности станков Н по ГОСТ 8—77.
- Наибольший диаметр обрабатываемой заготовки — Ø 1250 мм
- Наибольшая высота обрабатываемой заготовки — Ø 1000 мм
- Диаметр планшайбы — Ø 1120 мм
- Наибольший вес обрабатываемой заготовки — 3200 кг
- Частота вращения план-шайбы — 5..250 об/мин, 18 ступеней
- Мощность электродвигателя — 30 кВт
- Вес станка полный — 16,5 т
Модификации станка токарно-карусельный одностоечный 1512
1512.000, 1512-1, 1512-2, 1512.300, 1512.400 — станок токарно-карусельный универсальный одностоечный
1512Ф1, 1512ПФ1, 1512Ф1.041, 1512Ф1.300, 1512Ф1.323, 1512Ф1.400, 1512Ф1.423 — станок токарно-карусельный с УЦИ — устройством цифровой индикации
1512Ф2, 1512Ф3, 1512Ф3.271, 1512Ф3.471, 1512МФ4 — станок токарно-карусельный с УЧПУ — устройством числового программного управления
Назначение и область применения
Цифры в маркировке имеют следующую расшифровку, если опираться на отечественный классификатор:
- 1 – отнесение к определённой группе оборудования. В данном случае она токарная.
- 5 – тип машины. Она карусельная.
- 12 – характеристика, описывающая размеры. 1250 миллиметров – предельный размер детали для обработки.
У названия «карусельный» своя история. По сути, термин обозначает, как устроена установка. К главным частям относят планшайбу с элементами зажима. Вращение вокруг вертикальной оси делает устройство похожим на одноимённые аттракционы. Лоботокарный тип станков ближе всего по свойствам из конкурентов. Отличаются шпинделем с традиционным расположением по горизонтали. Паспорт это подтверждает.
Назначение обоих типов приспособлений – точение деталей с небольшой длиной. Но именно карусельная разновидность обладает широким набором преимуществ.
- Качественное закрепление составных компонентов и деталей.
- Удобная загрузка заготовок.
- Шпиндель не подвергается изгибающим усилиям.
- Обработка может быть более протяжённой по времени. 1 – параметр соотношения между высотой и диаметром.
Из недостатков отмечают возможные сложности с удалением стружки. Диаметральные измерения так же для многих оказываются неудобными.
Расположение составных частей станка 1512
Расположение составных частей станка 1512
Перечень составных частей станка 1512
- Стол — 30
- Ограждение планшайбы — 31
- Вертикальный суппорт — 650
- Подвесной пульт управления — 990
- Подвеска пульта управления — 99
- Поперечина — 50
- Механизм перемещения поперечины — 57
- Станина — 10
- Механизм ручного перемещения вертикального суппорта — 420
- Коробка подач вертикального суппорта — 40
- Коробка скоростей — 21
- Кожух — 25
- Механизм передачи движения на подачу — 15
- Смазка — 34
- Горизонтальный суппорт (боковой) — 66
- Коробка подач горизонтального суппорта (бокового) — 46
Отличительной особенностью конструкции станков является выполнение большинства сборочных единиц в виде самостоятельных изделий, что облегчает сборку не только в процессе изготовления, но и при ремонте.
Расположение органов управления токарно-карусельным станком 1512
Расположение органов управления токарно-карусельным станком 1512
Перечень органов управления станка 1512
- Рукоятка крепления резцовой головки бокового суппорта
- Винт фиксации оправки режущего инструмента в гнезде револьверной головки
- Винт фиксации ползуна вертикального суппорта
- Гайки крепления поворотных салазок вертикального суппорта
- Рукоятка автомата подключения станка к электросети
- Рукоятка зажима поперечины
- Кнопки перемещения поперечины «вверх», «вниз»
- Квадрат червяка поворота ползуна вертикального суппорта
- Винт фиксации вертикального суппорта
- Маховик ручного вертикального перемещения ползуна вертикального суппорта
- Маховик ручного горизонтального перемещения вертикального суппорта
- Подвесной пульт управления
- Винт фиксации ползуна бокового суппорта
- Винт фиксации бокового суппорта
- Маховик ручного горизонтального перемещения ползуна бокового суппорта
- Маховик ручного вертикального перемещения бокового суппорта
Паспорт станка 1525. Токарно-карусельный.
Данное руководство по эксплуатации «Паспорт станка 1525» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации токарно-карусельного станка 1525.
СОДЕРЖАНИЕ
ТЕХНИЧЕСКОЕ ОПИСАНИЕ
- Назначение и область применения
- Состав станка
- Устройство и работа станка и его составных частей
- Система смазки
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
- Указания по технике безопасности
- Порядок установки
- Настройка, наладка и режимы работы
- Регулирование
- Особенности разборки и сборки при ремонте. Ремонт станка.
ПАСПОРТ
- Общие сведения
- Основные технические данные и характеристики
- Сведения о ремонте
- Сведения об изменениях в станке
- Комплект поставка
- Свидетельство о приемке
- Свидетельство о консервации
Скачать паспорт токарно-карусельного станка 1525 в хорошем качестве можно по ссылке расположенной ниже.
Пульт управления токарно-карусельным станком 1512
Пульт управления токарно-карусельным станком 1512
Перечень органов управления на пульте управления станком 1512
- Кнопка «ОБЩИЙ СТОП»
- Сигнальная лампа «СМАЗКИ НЕТ» в главном приводе
- Кнопка «СТОП» главного привода
- Кнопка «ПУСК» главного привода
- Переключатель включения и отключения тормоза перемещений вертикального суппорта
- Кнопка поворота и зажима револьверной головки
- Переключатель установки рабочих подач и установочных перемещений вертикального суппорта
- Переключатель подач вертикального суппорта
- Переключатель направлений перемещений вертикального суппорта
- Сигнальная лампа «ВЕРТИКАЛЬНЫЙ СУППОРТА В РАБОТЕ»
- Переключатель включения и отключения ламп освещения
- Сигнальная лампа «БОКОВОЙ СУППОРТ В РАБОТЕ»
- Переключатель перемещений бокового суппорта
- Переключатель подач бокового суппорта
- Переключатель установки рабочих подач и установочных перемещений бокового суппорта
- Переключатель включения и отключения тормоза перемещений бокового суппорта
- Переключатель чисел оборотов планшайбы в минуту
- Переключатель включения и отключения ступенчато-постоянной скорости резания
- Кнопка «ПУСК» планшайбы
- Кнопка «СТОП» планшайбы
- Переключатель включения и отключения толчкового пуска планшайбы
Производство токарно-карусельных станков
При изготовлении карусельных станков используем современные комплектующие. По желанию заказчика, а так же для удобства управления и контроля за работой, станки 1512 выпускаются с устройством цифровой индикации (УЦИ). Такие модели получили обозначение 1512Ф1.
Все направляющие качественно отшлифованы, а при необходимости, шабрятся вручную. Механические узлы комплектуются современными подшипниками и ШВП, монтируются шестерни, валы, муфты и другие элементы. Устройство смазки и гидроаппаратуру устанавливаем по согласованию с заказчиком или по характеристикам, указанным в технической документации.
На станки с числовым программным управлением устанавливаются системы отечественных или импортных производителей: Балт-Систем, SIEMENS, FANUC, HEIDENHAIN и другие.
Кинематическая схема станка 1512
Схема кинематическая токарного карусельного станка 1512
Кинематические схемы станков 1512 и 1516 сходны между собой и отличаются друг от друга лишь кинематикой цепи механизма передачи движения на подачу и числом зубьев зубчатых колес стола.
Вследствие разного числа зубьев зубчатых колес стола станки 1512 и 1516 имеют при одинаковой коробке скоростей различные пределы чисел оборотов планшайбы.
Кинематика цепей механизма передачи движения на подачу у станков различна, но их передаточные отношения подобраны таким образом, что общее передаточное число кинематической цепи от планшайбы до коробки подач одинаково для обоих станков. Это позволяет использовать одни и те же коробки подач и получать одинаковые величины подач.
Кинематическая схема токарнокарусельного станка 1512Ф3 с ЧПУ.
<<�Предыдущая страница Оглавление книги Следующая страница>>
Кинематика станка 1512Ф3. Главное движение (рис. 55) осуществляется от электродвигателя M1 (N = 30 кВт, n=1460 мин-1) через клиноременную передачу со шкивами D = 230 мм и D = 266 мм и коробку скоростей, обеспечивающую 18 практических и 24 теоретических значения частот вращения планшайбы в результате переключения электромагнитных муфт М1 -М7 и с помощью планетарного механизма. Вал II имеет три значения частоты вращения, получаемые переключением муфт М1, М2, М3; вал III — шесть значений частот вращения (переключают муфты М4 и М5) и вал IV — 12 значений частот вращения (переключают муфты М6 и М7). Для получения 12 низших значений частот вращения шпинделя выключают муфту М8 и включают муфты М9 и М10. При этом колесо z = 63 на оси VII затормаживается и через колесо z = 63 на валу VI останавливает колесо z = 87 планетарного механизма и соответственно его корпус с колесом z = 108. В этом случае передаточное отношение планетарного механизма равно 1/4.
При выключенных муфтах М9 и М10 и включенной М8 планетарный механизм представляет собой одно целое и его передаточное отношение равно единице. При одновременном включении муфт М8, М9 и М10, замыкающих две различные кинематические цепи, образующие «замок», происходит торможение планшайбы (остальные муфты коробки скоростей выключены). Благодаря электромагнитным муфтам скорости переключаются на ходу и тем самым поддерживается ступенчато-постоянная скорость резания при обработке торцовых поверхностей.
Рис. 55. Кинематическая схема токарнокарусельного станка 1512Ф3 с ЧПУ
Уравнение кинематической цепи для минимальной частоты вращения шпинделя будет следующим:
Датчик нарезания резьбы, необходимый для нарезания резьб резцами, получает вращение от выходного вала коробки скоростей через передачи z=48-64, z = 24-24, z = 21-78. Частоты вращения ротора датчика и планшайбы одинаковы.
Движения подачи станка 1512Ф3 происходят от электродвигателей постоянного тока М2 и М3 (М = 20,4 Н*м; nном= 1000 мин-1) с тиристорным управлением. Ходовой винт качения продольной подачи XII с шагом Рх.в=10 мм получает движение от электродвигателя М2 через зубчатую передачу z = 52-104, выполненную с минимальным боковым зазором. Передача вращения с вала XI на винт XII осуществляется посредством конусных пружинных колец, исключающих зазор в соединении.
Максимальная рабочая продольная подача определится из выражения
где 60 — максимальная частота вращения двигателя при рабочих подачах.
Ходовой винт качения XVII вертикальной подачи получает вращение от электродвигателя М3 через редуктор z= 43-40, z =30-48, z= 32-44, z=44-44. Для регулирования бокового зазора в зубчатых передачах имеются две параллельные кинематические цепи, кроме того, отдельные колеса выполнены разрезными
Минимальная рабочая вертикальная подача
где 0,6 — минимальная частота вращения двигателя.
В качестве датчиков обратной связи применены линейные индуктосины.
Вертикальное перемещение поперечины станка 1512Ф3 осуществляется от реверсивного электродвигателя М5 (N = 2 кВт, n= 900 мин-1) через червячные редукторы z=2-34. В требуемом положении поперечина надежно фиксируется гидравлическим механизмом зажима. Привод механизма зажима-разжима осуществляется штоком двустороннего цилиндра Ц1. Зубчатая муфта М11 служит для установки поперечины параллельно рабочей поверхности планшайбы Поворот полумуфты на один зуб дает величину перемещения поперечины на 0,005 мм.
Перейти вверх к навигации
Конструкция основных узлов токарно-карусельного станка 1512
Коробка скоростей станка 1512
Коробка скоростей служит для обеспечения вращения планшайбы, а также пуска, останова и изменения чисел оборотов. Вращение на входной вал коробки скоростей передается от электродвигателя главного привода через клиноременную передачу. Коробка скоростей сообщает планшайбе 18 ступеней чисел оборотов.
Управление коробкой скоростей — дистанционное с подвесного пульта.
Наличие в коробке скоростей электромагнитных муфт позволяет переключать скорости на ходу и тем самым обеспечить поддержание ступенчато-постоянной скорости резания при обработке торцовых поверхностей.
Коробка скоростей имеет шесть валов, смонтированных на подшипниках качения в корпусе с плоскостью разъема по осям валов для удобства сборки.
При более высоких числах оборотов пуск осуществляется ступенчато в два, три или четыре этапа. Количество ступеней разгона возрастает с увеличением числа оборотов планшайбы.
Переключение муфт при осуществлении ступенчатого разгона производится автоматически (подробное описание смотри часть 2 РЭ ‘Электрооборудование станков»).
Изменение чисел оборотов с 1 по 12 ступень производится включением соответствующих комбинаций электромагнитных муфт.
Для включения толчкового режима работы планшайбы, используемого при установке и выверке детали, необходимо на подвесном пульте поставить переключатель в положение «Толчковый пуск» планшайбы и нажать на кнопку «Пуск» планшайбы.
В коробке скоростей отсутствуют специальные тормозные устройства, и торможение планшайбы осуществляется одновременным включением трех электромагнитных муфт.
Стол станка
Принципиальных конструктивных отличий между столами станков 1516 и 1512 нет. Детали станков подобны и отличаются друг от друга лишь размерами.
Стол состоит из корпуса, имеющего круговые направляющие, планшайбы со шпинделем и привода планшайбы.
Корпус стола представляет собой чугунную отливку с развитой системой ребер, придающих ему большую жесткость.
В верхней части корпуса стола имеются кольцевые выступы, которые входят в кольцевые канавки планшайбы, образуя лабиринт. Это препятствует разбрызгиванию смазки и защищает от попадания внутрь стола стружки, чугунной пыли, эмульсии и других загрязняющих элементов.
Привод планшайбы осуществляется от коробки скоростей через пару конических зубчатых колес с круговым зубом, далее через цилиндрическую косозубую пару: шестерню и венцовое зубчатое колесо, жестко связанное с планшайбой.
Коробки подач станка
Конструкция коробок подач бокового и вертикального суппортов одинакова.
Коробка подач вертикального суппорта крепится на правом торце поперечины; коробка подач бокового суппорта — непосредственно к его корпусу.
Корпус коробки подач представляет собой чугунную отливку коробчатой формы, обладающую достаточной жесткостью. Все валы коробки подач смонтированы на подшипниках качения.
Привод коробок подач осуществляется от вертикального шлицевого вала, получающего вращение с выходного вала коробки скоростей через механизм передачи движения на подачу (смотра рис. 6).
Коробки подач сообщают суппортам 18 рабочих подач и 18 скоростей установочных перемещений. Это достигается посредством включения соответствующих комбинаций электромагнитных муфт коробок подач (диаграмму включения электромагнитных муфт смотри часть 2 РЭ ‘Электрооборудование станков*).
Все зубчатые колеса коробок подач находятся в постоянном зацеплении.
Револьверная головка с пятью пазами и отверстиями для крепления инструмента посажена на цилиндрическую втулку. Смена позиций револьверной головки осуществляется дистанционно с подвесного пульта управления. Нажатием на кнопку «Револьверная головка» включается электродвигатель поворота револьверной головки, смонтированный на верхнем торце ползуна. Вращение от электродвигателя посредством шестерен передается на приводной вал.
Главное движение (вращение планшайбы) сообщается от электродвигателя 1 через клиноременную передачу 2 — 3 на вал I, затем через коробку скоростей, вал V, конические зубчатые колеса 25 — 26 и колеса 27—28 передается планшайбе. Коробка скоростей оснащена восемью электромагнитными муфтами, переключение которых позволяет сообщить планшайбе 18 частоты вращения в пределах от 5 до 250 об/мин.
Подачи суппортов (револьверного и бокового) заимствуются от планшайбы через две независимые коробки подач с одинаковой кинематикой. Каждая коробка оснащена восемью электромагнитными муфтами, переключение которых дает возможность получить 16 величин подач для обоих суппортов.
Горизонтальная подача револьверного суппорта. От вала VIII планшайбы через передачу 28 — 27, конические передачи 26 — 25, 24 — 23, передачу 29 — 30 и конические пары колес 31 и 53 движение передается на вал XII коробки подач (показана отдельно наверху слева). От коробки подач вращение получает вал XX механизма суппорта и далее через зубчатые колеса 52 и винтовую пару 65 горизонтальную подачу получает револьверный суппорт.
Вертикальная подача револьверного суппорта. От вала VIII планшайбы до вала XXI коробки подач вращение осуществляется по той же цепи; далее через конические зубчатые колеса 55 — 56, цилиндрическую пару колес 57, коническую пару 58 и винтовую пару 59 движение подачи получает револьверный суппорт.
Горизонтальная подача бокового суппорта. Как и прежде, движение идет от вала VIII планшайбы до вала XII коробки подач, затем через коробку подач на вал XX и далее через зубчатые колеса 39 — 41 и винтовую пару 42 получает подачу боковой суппорт.
Вертикальная подача бокового суппорта. От вала планшайбы до вала XII коробки подач движение идет по той же цепи, затем через коробку подач вращение получает вал XXI механизма суппорта и через конические зубчатые колеса 35-36 и винтовую пару 43 получает подачу боковой суппорт.
Ускоренное перемещение оба суппорта получают от отдельного электродвигателя 104. Подъем и опускание траверсы осуществляются двумя ходовыми винтами 48-49 от электродвигателя 105.
1512Ф3 Станок токарно-карусельный одностоечный с ЧПУ. Паспорт, схемы, характеристики, описание
Разработчиком и изготовителемй двухстоечного токарно-карусельного станка 1512Ф3 является Краснодарский станкостроительный завод Седина, основанный в 1911 году.
В 1915 году был выпущен первый токарный станок. В 1922 предприятие получило своё современное название — в честь токаря Седина Г. М.
В 1935 году был выпущен первый токарно-карусельный станок модели 152, а к 1937 г. определился приоритетный профиль завода — станкостроение, и в первую очередь — производство токарно-карусельных станков.
В настоящее время завод Седина это — ПАО Краснодарский завод тяжелого станкостроения, ПАО Седин.
Станки токарно-карусельные производства КСЗС
Токарно-карусельные станки применяют для обработки тяжелых деталей большого диаметра и сравнительно небольшой длины. На этих станках можно выполнять почти все токарные операции.
Горизонтальное расположение плоскости круглого стола (планшайбы), на котором закрепляется заготовка, значительно облегчает ее установку и выверку. Кроме того, шпиндель разгружен от изгибающих сил, что обеспечивает более высокую точность обработки деталей. Токарно-карусельные станки изготовляют двух типов; одностоечные и двухстоечные. Станки с планшайбой диаметром до 1600 мм обычно одностоечные, а станки с планшайбами большего диаметра — двухстоечные.
В качестве управляющих устройств токарно-карусельных станков с позиционными системами ЧПУ наибольшее распространение получили устройства П32-3М, а для непрерывных систем — устройства Н55-2.
ЧПУ типа Н55-2, предназначенное для автоматизированного управления многокоординатными станками:
- буква Н означает, что управление непрерывное, П — управление позиционное Ф2
- первая цифра 5 означает общее число управляемых координат
- вторая цифра 5 означает число одновременно работающих координат
- третья цифра 2 означает, что АСУ замкнута по положению в отличие от шагового электропривода, признак которого есть 1
Устройство выполнено по структуре специализированной ЭВМ с микропрограммным управлением, что позволяет обеспечить выполнение функций упранления как универсальными, так и специальными многокоординатными станками, выполняющими обработку сложных плоскостных и объемных поверхностей.
Станки могут быть оснащены другими моделями отечественных и зарубежных управляющих устройств, например фирм Алкатель (Франция), Бош (ФРГ) и др.
При обработке деталей на токарно-карусельном станке с ЧПУ получаемая точность обрабатываемых поверхностей в основном зависит от точности позиционирования рабочих органов станка в заданном положении, а поэтому поле рассеяния абсолютных размеров мало изменяется с изменением размеров обрабатываемых деталей. Как показывают результаты статистической обработки данных многократных контрольных определений размеров деталей, обработанных на токарно-карусельных станках с ЧПУ в производственных условиях, усреднение величины полей рассеяния размеров для станков 1512Ф2, 1516Ф2 и 1525Ф2 лежит в пределах 0,12-0,15 мм при работе без ввода дополнительных коррекций и снижается до 0,08- 0,10 мм при выполнении промежуточных измерений и вводе коррекции.
У станков повышенной точности с контурными системами 1512Ф3, 1516Ф3 и 1525Ф3 эти данные соответственно составляют 0,10..0,12 мм и 0,04..0,06 мм. Практически при обработке могут быть получены и более высокие данные, но такие результаты стабильно гарантированы быть не могут.
Одностоечные токарно-карусельные станки моделей 1512Ф3 и 1516Ф3 являются универсальными станками и предназначены для обработки разнообразных изделий из чёрных и цветных металлов в условиях мелкосерийного и серийного производства.
На станке можно производить цилиндрическое и коническое обтачивание и растачивание, протачивание плоскостей, сверление, зенкерование и развертывание отверстий, а также получистовое и чистовое обтачивание плоских торцовых поверхностей.
Станок имеет два суппорта: вертикальный с пятипозиционной револьверной головкой с автоматическим поворотом и фиксацией на каждой позиции и горизонтальный (боковой) с четырехпозиционным резцедержателем.
Станки предназначены для обработки различных заготовок из черных и цветных металлов в условиях единичного, мелкосерийного и серийного производства.
Станки оснащены устройством числового программного управления типа Н55-2, обеспечивающим автоматическое управление по заданной программе верхним суппортом и коробкой скоростей привода главного движения.
На станках можно производить обтачивание и растачивание поверхностей с прямолинейными и криволинейными образующими, сверление, зенкерование и развертывание центральных отверстий, прорезание кольцевых канавок, а также обработку торцовых поверхностей.
Станки выполняются с одним верхним суппортом, пятипозиционной револьверной головкой и автоматизированным поворотом и фиксацией на каждой позиции.
Значительная мощность привода главного движения, высокая жесткость базовых деталей, достаточная прочность всех элементов кинематических цепей, широкие диапазоны регулирования частот вращения планшайбы и величин подач суппорта в сочетании с автоматическим управлением позволяют осуществлять на станке высокопроизводительную обработку заготовок сложной конфигурации.
Технологические возможности станка значительно расширяются с помощью поставляемых по особому заказу самоцентрирующей планшайбы, приспособлений (для резьбонарезания, обработки конических поверхностей, обтачивания фасонных поверхностей тел вращения по копиру, обработки деталей по упорам) и устройства для обработки с охлаждением.
На станках можно производить следующие операции:
- обтачивание цилиндрических и конических поверхностей;
- растачивание цилиндрических и конических поверхностей;
- обтачивание плоских торцовых поверхностей вертикальным и боковым суппортами.
Кроме того, вертикальным суппортом можно производить обтачивание плоских торцовых поверхностей с поддержанием ступенчато-постоянной скорости резания на чистовых и получистовых режимах; сверление, зенкерование и развертывание; прорезание канавок и отрезку.
При применении специальных приспособлений и устройств, которые поставляются вместе со станками по особому заказу за отдельную плату, на станках можно производить:
- обработку деталей по заданным размерам (по упорам);
- нарезание резьб, обтачивание и растачивание конических поверхностей;
- обработку фасонных поверхностей тел вращения по копиру (электрокопировальное устройство);
- обработку деталей с охлаждением.
В обычном исполнении станки поставляются с вертикальным револьверным суппортом, имеющим механический поворот и зажим револьверной головки, и боковым суппортом.
Помимо этого, по особому заказу за отдельную плату может быть поставлен станок с самоцентрирующей планшайбой с ручным зажимом изделия.
На станке одновременно могут быть смонтированы все приспособления, за исключением охлаждения, которое не может быть установлено одновременно с самоцентрирующей планшайбой.
В связи с тем, что установка приспособлений требует значительных изменений и доработок в станке, заказы на изготовление приспособлений к ранее поставленным станкам не могут быть выполнены. Приспособления поставляются только вместе со станком.
Проектная организация — Краснодарский станкостроительный завод им. Г. М. Седина.
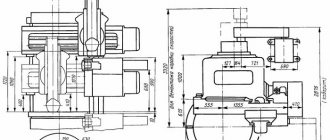
Габарит рабочего пространства станка 1512Ф3 с ЧПУ
Посадочные и присоединительные базы токарно-карусельного станка 1512Ф3
Фото токарно-карусельного станка 1512Ф3
Схема кинематическая токарно-карусельного станка 1512Ф3
Схема кинематическая токарно-карусельного станка 1512Ф3. Смотреть в увеличенном масштабе
Главное движение — вращение планшайбы — осуществляется от электродвигателя M1 (рис. 106) через клиноременную передачу со шкивами Ф233 и Ф266, коробку скоростей, вал V, конические зубчатые колеса 48/36 и зубчатые колеса 25/125. Уравнение кинематического баланса имеет вид:
1460 х (230/266)ηiv(48/36) х (25/125) = n,
где iv — передаточное отношение коробки скоростей.
От вала V коробки скоростей через конические зубчатые колеса 36/48, вал IX, зубчатые колеса 36/54 вращение передается на вал X, конические зубчатые колеса 17/17, вал XI, конические зубчатые колеса 23/23 вращение передается на вал XII коробки подач, переключением электромагнитных муфт которой устанавливается необходимая подача. Уравнение кинематического баланса цепи подач имеет вид:
1об.пл. х (125/25) х (36/48) х (36/48) х (36/54) х (17/17) х (23/23)isic = S мм,
где is — передаточное отношение коробки подач;
ic — передаточное отношение цепи от коробки подач до соответствующего суппорта.
Горизонтальная подача револьверного суппорта осуществляется от выходного вала XX коробки подач через зубчатую передачу 22/22 и ходовой винт с шагом 8 мм, а для бокового суппорта через зубчатые передачи (21/37), (37/37), (37/21) и ходовой винт с шагом 8 мм. Вертикальная подача осуществляется от выходного вала XXI коробки подач для револьверного суппорта через зубчатые передачи (22/22)(22/22)(22/22) и ходовой винт с шагом 8 мм, а для бокового суппорта через зубчатые передачи (20/23)(20/20) и ходовой винт с шагом 8 мм.
Ускоренные перемещения суппорта получают от отдельного электродвигателя М2. Подъем и опускание траверсы осуществляется при вращении двух ходовых винтов с шагом 8 мм. Поворот револьверного суппорта осуществляется от электродвигателя M3 через зубчатые колеса (18/34)(34/45) и червячную передачу 1/25. Перемещение револьверного суппорта вручную осуществляется при вращении маховичков 3 и 4, а бокового суппорта — маховичков 1 и 2.
Для повышения производительности и точности обработки применяют приспособления для установки заготовок на планшайбу станка без выверки (базовые планшайбы), приспособления для обработки конических и фасонных поверхностей, а также для закрепления и точной установки режущего инструмента.
Станок 1512ФЗ оснащен устройством ЧПУ типа Н55-22, осуществляющим автоматическое управление верхним (вертикальным) револьверным суппортом и приводом главного движения по заданной программе, вводимой с восьмидорожечной перфоленты. Управление исполнительными органами станка может осуществляться также в режиме предварительного набора (ручного ввода данных) с помощью переключателей и кнопок, расположенных на панели управления ЧПУ, и в режиме наладки (от подвесного пульта).
УЧПУ обеспечивает работу станка в следующих режимах:
- Полная программа
- Основная программа
- Ускоренная программа
- Поиск кадра
- Выход в заданную точку
- Кадр
- Наладка
- Исходное
Параметры УЧПУ:
- Система кодирования информации — ИСО — 7 бит
- Управление контурное по двум координатам, интерполяция линейная и круговая
- Наибольший радиус интерполяции 4999,99 мм
- Точность интерполяции 0,01 мм
- Дискретность отсчета перемещений по обеим координатам 0,01 мм
Установочный чертеж станка 1512Ф3
Установочный чертеж токарного карусельного станка 1512Ф3. Смотреть в увеличенном масштабе
1512Ф3 Станок токарно-карусельный одностоечный с ЧПУ. Видеоролик.
Наименование параметра 1512Ф3 1516Ф3
| Основные параметры | ||
| Наибольший диаметр изделия, мм | 1250 | 1600 |
| Наибольшая высота обрабатываемого изделия, мм | 1000 | 1000 |
| Диаметр планшайбы, мм | 1120 | 1400 |
| Диаметр центрирующего отверстия в планшайбе, мм | 150Н7 | 260Н7 |
| Наибольшая масса устанавливаемого изделия, кг | 4000 | 6300 |
| при 5—80 оборотах планшайбы в минуту | 3200 | 6300 |
| при 100 оборотах планшайбы в минуту | 3000 | |
| при 125 оборотах планшайбы в минуту | 2700 | |
| при 160 оборотах планшайбы в минуту | 1900 | |
| при 200 оборотах планшайбы в минуту | 1300 | 2400 |
| при 250 оборотах планшайбы в минуту | 1000 | |
| Вертикальный суппорт | ||
| Наибольшее горизонтальное перемещение, мм | 775 | 950 |
| Наибольшее вертикальное перемещение, мм | 700 | 700 |
| Наибольший угол поворота ползуна суппорта, град | 45 | 45 |
| Цена деления лимба поворота ползуна суппорта, мин | 1 | 1 |
| Цена деления шкалы поворота ползуна суппорта, град | 1 | 1 |
| Диаметр отверстий револьверной головки суппорта, мм | 70А | 70А |
| Наибольшие размеры сечения державки резца (ширина х высота), мм | 25 х 40 | 25 х 40 |
| Поперечина | ||
| Наибольшее перемещение, мм | 660 | 660 |
| Скорость перемещения, мм/мин | 400 | 400 |
| Механика станка | ||
| Число скоростей планшайбы | 18 | 18 |
| Число оборотов планшайбы в минуту | 5..250 | 5..250 |
| Число подач суппортов | 18 | 18 |
| Скорость рабочей подачи суппорта, мм/об | 0,01..40 | 0,01..40 |
| Наибольшее допускаемое усилие резания суппортом, кгс | 4500 | 4500 |
| Скорость установочных перемещений вертикального суппорта, мм/мин | 3000 | 3000 |
| Наибольший допустимый крутящий момент на планшайбе,Н*м | 11000 | 11000 |
| Привод и электрооборудование станка | ||
| Род тока питающей электросети | Переменный трехфазный | Переменный трехфазный |
| Электродвигатель привода главного движения, кВт | 30 | 30 |
| Электродвигатель установочных перемещений суппорта, кВт | 3 | 3 |
| Электродвигатель перемещения поперечины, кВт | 2 | 2 |
| Электродвигатель смазки, кВт | 1,5 | 1,5 |
| Электродвигатель поворота и зажима револьверной головки, кВт | 0,8 | 0,8 |
| Суммарная мощность всех электродвигателей на станке, кВт | 38 | 38 |
| Габарит и масса станка | ||
| Габарит станка (длнна х ширина х высота), мм | 2920 х 3610 х 5615 | 3170 х 3810 х 5615 |
| Масса станка, кг | 15500 | 19000 |
Полезные ссылки по теме
Каталог справочник токарно-карусельных станков
Паспорта и руководства токарно-карусельных станков
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Характеристика электрооборудования станка 1512
Электрическая схема блока питания станка 1512
Электрическая схема блока питания токарного карусельного станка 1512
Электрооборудование станков состоит из электродвигателей, электрических органов управления, конечных выключателей для ограничения перемещении подвижных частей станка и аппаратуры управления.
На станках установлены пять трехфазных асинхронных электродвигателей с короткозамкнутым ротором:
- двигатель главного привода 1M1;
- двигатель привода маслонасоса 1M2;
- двигатель перемещения поперечины 1M3;
- двигатель установочных перемещений верхнего суппорта установочных перемещений бокового суппорта 4М1 и три однофазных асинхронных конденсаторных электродвигателя с короткозамкнутым ротором привода лубрикатора системы смазки;
- двигатель поперечины 1M4;
- двигатель верхнего суппорта 2М2 и 2М3
На станке приняты следующие величины напряжений
- 380В трехфазного переменного тока, частотой 50 Гц — питание силовых цепей;
- 110В однофазного переменного тока — питание катушек магнитных пускателей и однофазных электродвигателей;
- 36В однофазного переменного тока — питание схемы выбора направлений хода шагового искателя;
- 24В — питание постоянного тока ламп местного освещения;
- 24В — питание постоянного тока цепей управления и электромагнитных муфт;
- 90В — питание постоянного тока катушек шагового искателя.
Вся электроаппаратура управления станком размещена в нише станка. Управление станком осуществляется с подвесного пульта управления.
Электрооборудование станка выполняет следующие функции:
- Управление планшайбой:
- пуск в рабочем режиме;
- пуск в толчковом режиме;
- ступенчатое изменение скорости при вращающейся планшайбе;
- поддержание ступенчато-постоянной скорости резания при обтачивании торцовых поверхностей верхним суппортом (изменение скорости вращения планшайбы с помощью кулачковой рейки и конечного выключателя);
- останов планшайбы.
Управление суппортами:
- рабочие подачи (выбор подачи и включение);
- установочные перемещения (выбор скорости перемещения и включение).
Перемещение поперечины.
Описание работы электрооборудования
Электросхема предусматривает выполнение следующих операций
- пуск и останов электродвигателя главного привода и электродвигателя системы смазки;
- подъем и опускание поперечины.
Управление электродвигателей главного привода
Управление электродвигателем главного привода осуществляется с подвесного пульта управления кнопками 1Кн2 — «Пуск» и IKHI — «Стоп».
При нажатии кнопки 1Кн2 — «Пуск» включается пускатель 1К1 главного привода. Одновременно включается реле 1Р1 ограничения холостого хода электродвигателя главного привода, которое срабатывает с выдержкой времени. Если в течение этого времени не будет включена планшайба, то размыкающий контакт этого реле (цепь 4) отключит пускатель главного привода.
Отключение электродвигателя главного привода производится нажатием кнопки IKHI — «Стоп».
При включенной планшайбе кнопка IKHI блокируется замыкающим контактом шагового искателя ШИТ. Двигатель главного привода можно отключить только после отключения планшайбы, когда шаговый искатель находится в нулевом положении.
— все, что нужно знать о схеме подключения
Что такое схема подключения?
Электрическая схема — это простое визуальное представление физических соединений и физической схемы электрической системы или цепи. Он показывает, как электрические провода связаны между собой, а также показывает, где устройства и компоненты могут быть подключены к системе.
Когда и как использовать схему соединений
Используйте монтажные схемы, чтобы помочь в создании или изготовлении схемы или электронного устройства.Они также полезны для ремонта.
DIY энтузиасты используют схемы электрических соединений, но они также распространены в строительстве дома и ремонте автомобилей.
Например, домашний строитель захочет подтвердить физическое расположение электрических розеток и осветительных приборов, используя схему электрических соединений, чтобы избежать дорогостоящих ошибок и нарушений строительных норм и правил.
Как нарисовать принципиальную схему
SmartDraw поставляется с готовыми шаблонами электрических соединений. Настройте сотни электрических символов и быстро добавьте их в свою электрическую схему.Специальные ручки управления вокруг каждого символа позволяют быстро изменять их размер или поворачивать их по мере необходимости.
Чтобы нарисовать провод, просто нажмите на опцию Draw Lines в левой части области рисования. Если вы щелкнете правой кнопкой мыши по линии, вы можете изменить цвет или толщину линии и добавить или удалить стрелки по мере необходимости. Перетащите символ на линию, и он вставится и встанет на место. После подключения он останется подключенным, даже если вы перемещаете провод.
Если вам нужны дополнительные символы, щелкните стрелку рядом с видимой библиотекой, чтобы открыть раскрывающееся меню, и выберите Больше .Вы сможете искать дополнительные символы и открывать любые соответствующие библиотеки.
Нажмите на Установите переходы линии в SmartPanel, чтобы показать или скрыть переходы линии в точках пересечения. Вы также можете изменить размер и форму ваших линий хмеля. Выберите Показать размеры , чтобы показать длину ваших проводов или размер вашего компонента.
Нажмите здесь, чтобы прочитать полное руководство SmartDraw о том, как рисовать принципиальные схемы и другие электрические схемы.
Чем схема подключения отличается от схемы?
Схема показывает план и функцию электрической цепи, но не касается физической схемы проводов.Электрические схемы показывают, как соединяются провода и где они должны находиться в реальном устройстве, а также физические соединения между всеми компонентами.
Чем электрическая схема отличается от графической?
В отличие от графической схемы, схема соединений использует абстрактные или упрощенные формы и линии для отображения компонентов. Наглядные диаграммы часто представляют собой фотографии с этикетками или подробные чертежи физических компонентов.
Стандартные символы монтажной схемы
Если линия, касающаяся другой линии, имеет черную точку, это означает, что линии соединены.Когда несвязанные линии показаны пересекающимися, вы увидите переход строки.
Большинство символов, используемых на электрической схеме, выглядят как абстрактные версии реальных объектов, которые они представляют. Например, переключатель будет разрывом в линии с линией под углом к проводу, как выключатель света, который можно включать и выключать. Резистор будет представлен серией заглушек, символизирующих ограничение тока. Антенна — это прямая линия с тремя маленькими линиями, разветвляющимися на ее конце, очень похожая на настоящую антенну.
- Провод, токопроводящий
- Предохранитель, отключите, когда ток превышает определенное значение
- Конденсатор, используемый для хранения электрического заряда
- Тумблер, останавливает ток при открытии
- Кнопочный переключатель, мгновенно пропускает ток при нажатии кнопки, прерывает ток при отпускании
- Аккумулятор, накапливает электрический заряд и генерирует постоянное напряжение
- Резистор, ограничивает протекание тока
- Провод заземления, используемый для защиты
- Автоматический выключатель, используемый для защиты цепи от перегрузки по току
- Индуктор, катушка, которая генерирует магнитное поле
- Антенна, передает и принимает радиоволны
- Сетевой фильтр, используемый для защиты цепи от скачка напряжения
- Лампа, генерирует свет при прохождении тока через
- Диод, позволяет току течь в одном направлении, указанном стрелкой или треугольником на проводе
- Микрофон, преобразует звук в электрический сигнал
- Электродвигатель
- Трансформатор, изменяет переменное напряжение с высокого на низкое или наоборот
- Наушники
- Термостат
- Электрическая розетка
- Распределительная коробка
Примеры электрических соединений
Лучший способ понять электрические схемы — взглянуть на некоторые примеры электрических схем.
Нажмите на любую из этих электрических схем, включенных в SmartDraw, и отредактируйте их:
Просмотрите всю коллекцию SmartDraw примеров схем и шаблонов
,
Технические характеристики токарно-карусельного станка 1512
| Наименование параметра | 1512 | 1516 |
| Основные параметры | ||
| Наибольший диаметр изделия, обрабатываемого вертикальным и боковым суппортами, мм | 1250 | 1600 |
| Наибольшая высота обрабатываемого изделия, мм | 1000 | 1000 |
| Диаметр планшайбы, мм | 1120 | 1400 |
| Наибольшая масса устанавливаемого изделия, кг | ||
| при 5—80 оборотах планшайбы в минуту | 3200 | 6300 |
| при 100 оборотах планшайбы в минуту | 3000 | |
| при 125 оборотах планшайбы в минуту | 2700 | |
| при 160 оборотах планшайбы в минуту | 1900 | |
| при 200 оборотах планшайбы в минуту | 1300 | 2400 |
| при 250 оборотах планшайбы в минуту | 1000 | |
| Вертикальный суппорт | ||
| Наибольшее горизонтальное перемещение, мм | 775 | 950 |
| Наибольшее вертикальное перемещение, мм | 700 | 700 |
| Цена деления лимба горизонтального и вертикального перемещения, мм | 0,05 | 0,05 |
| Горизонтальное и вертикальное перемещение за один оборот лимба, мм | 2,5 | 2,5 |
| Наибольший угол поворота ползуна суппорта, град | 45 | 45 |
| Цена деления лимба поворота ползуна суппорта, мин | 1 | 1 |
| Цена деления шкалы поворота ползуна суппорта, град | 1 | 1 |
| Диаметр отверстий револьверной головки суппорта, мм | 70А | 70А |
| Наибольшие размеры сечения державки резца (ширина х высота), мм | 25 х 40 | 25 х 40 |
| Горизонтальный суппорт (боковой) | ||
| Наибольшее горизонтальное перемещение, мм | 630 | 630 |
| Наибольшее вертикальное перемещение, мм | 1000 | 1000 |
| Цена деления лимба горизонтального и вертикального перемещения, мм | 0,05 | 0,05 |
| Горизонтальное и вертикальное перемещения за один оборот лимба, мм | 2,5 | 2,5 |
| Поперечина | ||
| Наибольшее перемещение, мм | 660 | 660 |
| Скорость перемещения, мм/мин | 400 | 400 |
| Выключающие упоры | Имеются | Имеются |
| Блокировка перемещения в процессе резания | Имеется | Имеется |
| Механика станка | ||
| Число скоростей планшайбы | 18 | 18 |
| Число оборотов планшайбы в минуту | 5 — 250 | 5 — 250 |
| Число подач суппортов | 18 | 18 |
| Вертикальные и горизонтальные подачи суппортов, мм/об | 0,03 — 12,5 | 0,03 — 12,5 |
| Наибольшее допускаемое усилие резания двумя суппортами, кгс | 4500 | 4500 |
| Скорость установочных перемещений суппортов, мм/мин | 5 — 1800 | 5 — 1800 |
| Привод и электрооборудование станка | ||
| Род тока питающей электросети | Переменный трехфазный | Переменный трехфазный |
| Электродвигатель привода главного движения: | ||
| Мощность, кВт | 30 | 30 |
| Частота вращения, об/мин | 1460 | 1460 |
| Электродвигатель установочных перемещений суппортом: | ||
| мощность, кВт | 3 | 3 |
| Частота вращения, об/мин | 1365 | 1365 |
| Электродвигатель перемещения поперечины: | ||
| мощность, кВт | 2 | 2 |
| Частота вращения, об/мин | 900 | 900 |
| Электродвигатель смазки: | ||
| мощность, кВт | 1,5 | 1,5 |
| Частота вращения, об/мин | 1450 | 1450 |
| Электродвигатель поворота и зажима револьверной головки: | ||
| мощность, кВт | 0,8 | 0,8 |
| Частота вращения, об/мин | 1450 | 1450 |
| Габарит и масса станка | ||
| Габарит станка (длнна х ширина х высота), мм | 2750 х 2975 х 4100 | 3170 х 3030 х 4100 |
| Масса станка, кг | 16 500 | 20 000 |
Технические характеристики
Полностью технические характеристики описываются в руководстве по эксплуатации.
- Устанавливаемая заготовка может максимум иметь следующие параметры по массе, высоте и диаметру: 4000 килограмм, 1000 и 1250 миллиметров, соответственно.
- 11200 – диаметр самой платформы.
- 5-250 оборотов в минуту – угловая скорость для планшайбы.
- Величина подачи инструмента равна 0,03-12,5 оборотов в минуту. Всего у этого и предыдущего показателей до 18 ступеней.
- 5-1800 – скорость по установочным перемещениям.
- мощность главного движения составляет 30 кВт.
- 16,5 – показатель общей массы для установки.