6М82 – достойный продукт отечественного станкостроения. Ключевое преимущество фрезерного станка 6М82 универсальность. Он может выполнять большой спектр фрезерных работ. Стол вращается вокруг оси, благодаря чему агрегат способен производить спиральные изделия.
Станок настраивается на несколько автоматических и полуавтоматических режимов. Поэтому его применяют не только в частной работе, но и на потоках в серийных промышленных операциях. Агрегат способен фрезеровать детали из твердых сплавов.
Сведения о производителе консольно-фрезерного станка 6М82
6М82 разработан и произведен на Горьковском заводе фрезерных станков. Дата открытия самого завода 1931 год.
Серия фрезерного оборудования 6Н, вышедшая в свет в 1951 году, уже в 1956 завоевала главный приз на брюссельской международной выставке.
В 1960 году производитель запускает новую серию 6М, и в ее ряду станок 6М82.
6М отличается от предшествующего ряда тем, что производитель увеличил следующие технические параметры:
- частоту оборотов шпинделя,
- скорость перемещений и подач стола.
Кроме того, маховик переместили на переднюю часть установки, так что положение стола стало проще регулировать вручную.
Позднее на предприятии были разработаны такие серии, как 6Р, 6Т- 1 и 6Т. Горьковский завод и на сегодняшний день стоит в ряду ведущих предприятий российского станкостроения.
Назначение и область применения
Задача данной модели – фрезеровать детали разной конфигурации, работая универсально. Этот станок серии «М» эффективно обрабатывает чугун, низко и высоколегированную сталь, цветные металлы. С его помощью фрезеруют зубчатые круги, винтовые отверстия, рамки, узкие отверстия.
Если Вам нужны счетчики воды в Астане, советуем обратиться к профессионалам своего дела, которые находятся на рынке уже не первый год.
Будь то наружная или внутренняя обработка, плоская или фасонная поверхность, этот аппарат безотказно справляется с задачей.
Повышенные технические возможности и показатель жесткости дают возможность применять потенциал всевозможных твердосплавных фрез и инструмента быстрой резки.
Этот мощный агрегат, кроме всего прочего, автоматизирован. Благодаря применению автоматики, станок успешно справляется с мелко – и крупносерийным производством деталей без привлечения высококвалифицированного персонала.
Основные показатели
Габариты рабочей плоскости – 320 х 1250мм. Предельный промежуток от оси шпинделя до рабочей поверхности 30 – 410. Максимальный отступ между торцом шпинделя и поддерживающим подшипником 700мм.
Мощность электродвигателя – 7кВт. Частота вращения главного двигателя – 1440об/мин, горизонтального шпинделя – 31,5 … 1600.
Точность работы агрегат приравнивается к классу Н.
Параметры вращения стола
Рабочая поверхность может передвигаться:
- Продольно (на 700мм вручную и с механикой),
- Поперечно (на 260мм рукой и на 240 механически),
- По вертикали (на 380 мм обоими методами).
Максимальный угол вращения установлен в +/-45 градусов.
Габариты
Длина станка 6М82 2260мм, ширина – 1745мм, а высота – 1660мм.
Общая масса установки – 2800кг.
Пределы использования станков по мощности и силовым нагрузкам
Основные ограничения для аппаратов с большой и средней частотой вращения связаны с предельной скоростью режущего инструмента и мощностью двигателя, обеспечивающего движение.
Высокая скорость резания предусматривает применение скоростных режимов работы. Таким образом, достигается повышение производительности станка и устойчивость к вибрациям.
Когда используется цилиндрический быстрорежущий инструмент, допускается усиление подачи до 1500кг.
Лимиты для работы в тяжелом режиме
Тяжелый режим фрезерования, в первую очередь, требует высокой прочности и устойчивости фрезы. Специалисты рекомендуют придерживаться в такой работе следующих условий (Таблица):
| Показатель | Торцовые фрезы по стали | Цилиндрические фрезы по чугуну | Торцовые фрезы по чугуну |
| Максимальный диаметр фрезы (мм) | 150 | 90 | 200 |
| Количество зубцов | 14 | 8 | 16 |
| Частота вращения до (об/мин) | 40 | 50 | 63 |
| Предельная скорость резки – (м/мин) | 19 | 14 | 40 |
| Ширина фрезеровки не более (мм) | 100 | 109 | 100 |
| Глубина фрезеровки не более (мм) | 4-5 | 10-12 | 9 |
| Максимальная подача (мм/мин) | 160 | 160 | 315 |
| Подача на зуб (мм/мин) | 0,28 | 0,4 | 0,31 |
| Лимит мощности (кВт) | 6 | 6 | 7 |
Идеальный баланс в работе на данном станке:
- Полная мощность + средние обороты,
- Не более 75% мощности + низкие обороты.
6м82 технические характеристики | Станок консольный фрезерный
| Наименование характеристики | Ед. изм. | Параметры |
| Класс точности по ГОСТ 8-82 | Н | |
Стол | ||
| Размеры рабочей поверхности стола (Д х Ш) | мм | 1250 х 320 |
| Число Т-образных пазов | 3 | |
| Перемещение стола | ||
| продольное (Х) | мм | 700 |
| поперечное (Y) | мм | 260 |
| вертикальное (Z) | мм | 380 |
| Наибольший угол поворота стола | град | ±45 |
| Цена одного деления шкалы поворота стола | град | 1 |
| Перемещение стола на одно деление лимба | ||
| продольное, поперечное | мм | 0,05 |
| вертикальное | мм | 0,05 |
| Перемещение стола на один оборот лимба | ||
| продольное, поперечное | мм | 6 |
| вертикальное | мм | 2 |
Шпиндель | ||
| Внутренний конус шпинделя | Морзе 3 | |
| Наибольшее расстояние от вертикальных направляющих до поддерживающей стойки | мм | 775 |
| Расстояние от оси шпинделя до хобота | мм | 155 |
| Наибольшее расстояние от задней кромки стола | ||
| До торца шпинделя | мм | 250 |
| До вертикальных направляющих | мм | 300 |
| Расстояние от оси шпинделя до стола | мм | 30…400 |
Механика станка | ||
| Выключающие упоры подачи | Есть | |
| Блокировка ручной и механической подач | Есть | |
| Блокировка рукояток | Есть | |
| Автоматическая прерывная подача | ||
| продольная | Есть | |
| поперечная и вертикальная | Нет | |
| Торможение шпинделя | Есть | |
| Предохранение от перегрузки (муфта) | Есть | |
Электрооборудование | ||
| Главный привод станка | ||
| Число оборотов | об/мин | 1440 |
| Мощность | кВт | 7 |
| Электродвигатель привода подач | ||
| Число оборотов | об/мин | 1420 |
| Мощность | кВт | 1,7 |
| Электронасос подачи охлаждающей жидкости | ||
| Число оборотов | об/мин | 2800 |
| Мощность | кВт | 0,125 |
| Тип | ПД-22 | |
| Производительность | л/мин | 22 |
Габариты и масса | ||
| Габаритные размеры станка | ||
| длина | мм | 2260 |
| ширина | мм | 1745 |
| высота | мм | 1660 |
| Масса станка | кг | 2800 |
www.stanoktehpasport.ru
Присоединительные базы фрезерного станка 6М82. Хобот, серьги и шпиндель.
Присоединительную базу составляют: хобот, серьги и шпиндель.
Хобот
Хобот служит для того, чтобы поддерживать свободный конец фрезерной оправки. Для этого он снабжен специальными подвесками. Другой конец оправки крепится в конусе шпинделя при помощи болта. Хобот прикреплен к направляющим профилям и может перемещаться по ним, благодаря зубчатой рейке.
Хобот крепится к станине спереди и сзади двумя зажимами. Оба зажима должны быть затянуты до конца. Передний выступ хобота обычно оснащен двумя серьгами, стянутыми гайкой (реже – одной).
Внимание! Недопустимо переставлять серьги с одного агрегата на другой и «подгонять» их!
Серьга
У каждой серьги имеется подшипник в виде втулки из бронзы. Такая втулка помогает контролировать зазор в подшипнике скольжения. Очень важно следить за уровнем масла во внутренней выемке серьги. Иногда, чтобы придать хоботу дополнительную жесткость, его оснащают опорными стойками, которые крепятся к консоли. Но в этом случае не допускается вертикальная подача и теряется удобство работы.
Шпиндель
Шпиндель – это жесткий, полый внутри вал, на который крепятся фрезы. В конусное отверстие фрезы вставляются с применением втулок и оправок. Основной двигатель станка обеспечивает вращение горизонтального шпинделя. Он имеет 18 скоростей (до 1600об/мин), которые обеспечивает коробка скоростей.
Вертикальный шпиндель работает от электродвигателя в 2,8кВт, размещенного на хоботе. Его число скоростей – 9, максимальное значение – 1400об/мин. Число вращений вертикального вала регулируется перемещением зубчатых блоков.
Общий вид:
Стандартная комплектация этого агрегата состоит из следующих элементов:
- Станина.
- Консоль.
- Салазки.
- Стол.
- Хобот.
По индивидуальному заказу завод оснащает установку дополнительными функциональными частями.
Расположение составных частей
Станина
Основой консольно-фрезерной установки служит станина. Она снабжена вертикальными и горизонтальными направляющими профилями. По первым движутся консоли, а по вторым – хобот. Коробку скоростей разместили во внутренней части корпуса.
В боковых стенках имеются закрытые углубления с электрооборудованием. Справа расположен переключатель с тремя режимами:
- Автоматический режим (для множества одинаковых операций)
- Подача от рукоятки (стандартная работа)
- Круглый стол (для фрезерования с вращением платформы без перерыва)
Консоль
Задача консоли – менять положения стола по вертикали. За ускоренные перемещения и подачи отвечает встроенный в консоль двигатель. Скорость регулируется передней рукояткой.
Салазки
Этот элемент можно двигать с поворотной плитой или с рабочей поверхностью. Так обеспечивается поперечная подача. По направляющим профилям стол может перемещаться продольно.
Стол
На стол монтируются детали, подлежащие фрезеровке. Причем их можно перемещать вдоль поверхности. Крепится изделие болтами, вкрученными в пазы стола. Спереди находится также паз для кулачков, которые переключают продольное передвижение платформы автоматически.
Расположение и перечень органов управления консольно-фрезерным станком 6М82
Управление установкой осуществляется с помощью переключателей. На единой панели есть три переключателя:
- Для вращения шпинделя.
- Для насоса охлаждения.
- Для ввода.
В левый бок станины инсталлирован отдельный узел для регулировки скоростей. Величина, показанная на лимбе, означает вращения шпинделя. Рядом расположено плато с кнопками. Три из них регулируют работу шпинделя («пуск», «стоп» и «толчок»). Четвертая носит название «Быстрый стоп», пятая включатель местного освещения.
Под лимбом установлена рукоятка, которая переключает скорости. Последовательность действий такова:
Система управления коробки подач (слева от консоли) включает лимб с показателями подач стола, а также переключающий грибок.
На станке предусмотрены рукоятки и маховик для передвижений стола и консоли вручную. Есть также механическое управление подачей вдоль и поперек рабочей платформы. Быстрый поворот стола возможен после того, как включилась механическая подача, и нажата кнопка «быстро стоп».
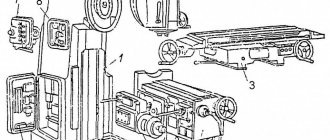
Станок 6М82 | Горизонтально-фрезерные станки
Горизонтально-фрезерные станки характеризуются горизонтальным расположением шпинделя (рис. 35). На фундаментной плите 1 установлена станина 2, внутри которой размещен механизм главного движения с приводом от электродвигателя 3 и коробки скоростей 4. В вертикальных направляющих станины смонтирована консоль 5, которая может перемещаться вертикально по направляющим станины. На горизонтальных направляющих консоли установлены поперечные салазки 6 поворотная плита 7, а в направляющих последней — продольный (рабочий) стол 5.
Закрепление заготовок на фрезерном станке 6М82
Таким образом, деталь, установленная непосредственно на столе, в тисках или приспособлении, может получить подачу в трех направлениях. Наличие поворотной плиты позволяет в случае необходимости поворачивать рабочий стол в горизонтальной плоскости и устанавливать его на требуемый угол. Некоторые горизонтально-фрезерные станки не имеют поворотной плиты. В этом случае их называют простыми, в отличие от универсальных. Привод подачи стола размещен внутри консоли 5 и состоит из электродвигателя 9, коробки подачи 10 и других механизмов.
Рис. 35. Горизонтально-фрезерный станок 6М82
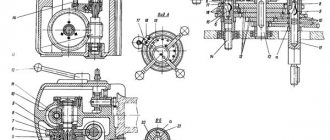
Закрепление инструмента на станке
Фрезерные патроны и короткие оправки вставляют непосредственно в конусное гнездо шпинделя 11 и закрепляют длинным болтом 1 (шомполом), проходящим через отверстие в шпинделе 2 (рис, 36) 8 Длинные оправки 3 Рис. 35. Горизонтально-фрезерный станок 6М82 60 требуют дополнительной опоры, поэтому один конец ее закрепляют в отверстие шпинделя, а второй располагают в подшипнике подвески 4 хобота. Хобот 12 (см. рис. 35) расположен в верхней части станины 2. В его направляющих установлена подвеска 13 с центром (слева) или с подшипником (справа). На хоботе могут быть закреплены также две поддержки 14, нижние концы которых связаны с консолью. Поддержки служат для увеличения жесткости консоли.
Рис. 36. Прием закрепления патронов и оправок
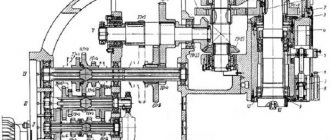
Кинеметическая схема станка 6М82
На рис. 37 показана кинематическая схема универсального горизонтально-фрезерного станка 6М82. Привод главного движения заимствуется от электродвигателя 69 и осуществляется 18-ступенчатой коробкой скоростей. Вращение от вала 1 с помощью зубчатых колес 1-2 передается на одну из трех пар колес 3-4, 5-6 или 7-8. Отсюда одна из передачи 9-10, 11-12 или 4-13 сообщает движение валу IV, а последний по цепи колес 14-15 или 16-17 — шпинделю V. Частота вращения шпинделя изменяется переключением колес 3-5-7, 10-13-12 и 14-16.
Рис. 37. Кинематическая схема универсального горизонтально-фрезерного станка 6М82
Механизм подачи станка 6М82
Привод механизма подачи расположен внутри консоли. Электродвигатель 63 с помощью передач 18-19, 20-21 вращает вал VIII и далее через зубчатые колеса 22-23, 24-25 или 26-27, 27-28, 29-30 или 31-32 вращение передается валу X. Отсюда движение на вал XI может быть передано через пару колес 33-34 (колесо 33 смещается вправо для сцепления с муфтой 75) или через перебор, состоящий из колес 35-36, 37-33 и 33-34 (при этом колесо 33 занимает положение, показанное на схеме). Широкое колесо 34 свободно насажено на вал и передает ему вращение при включении муфты 64. При включении дисковой фрикционной муфты 67 вал XI может получить быстрое вращение, необходимое для осуществления ускоренных ходов. Цепь быстрого вращения состоит из групп передач 18-19, 19-52 и 52-53. Муфты 67 и 64 сблокированы и имеют один орган управления; при включении- первой муфты вторая выключается и наоборот. Подачи стола осуществляются с помощью винтовых механизмов: продольная 54-55, поперечная 56-57 и вертикальная 58-59. Гайка 55 закреплена в верхних салазках, гайка 57 — в консоли, гайка 59 — в тумбе 66. Цепь продольной подачи соединяет вал XI с ходовым винтом 54. Она состоит из передач 38-39, 40-41-42, 43-44, 45-46 (на схеме винт 54 повернут на 90° относительно оси колес 44 и 45; его ось перпендикулярна к плоскости чертежа).
Цепь поперечной подачи состоит из зубчатых колес 38- 39, 40-41-42-47. Цепь вертикальной подачи включает в себя зубчатые колеса 38-39, 40-41, 48-49 и 50-51. Для включения и выключения подач служат муфты 62, 65 и 70.
Похожие материалы
www.metalcutting.ru
Кинематическая схема
В консоли вмонтирован электрический двигатель, который производит привод передач. Зубчатые колеса в коробке подач настраивают рабочие подачи. Это механизм из двух блоков с тремя венцами и одного мобильного зубчатого колеса, оснащенного кулачковой муфтой. Чтобы механизм не перегружался, один из валов снабжен пружинной шариковой муфтой с регулировкой.
Этапы произведения подач:
- Коробка передач заставляет двигаться консоль.
- Когда кулачковая муфта включается, обороты передаются на винты хода через колесики.
Каждый из трех ходовых винтов отвечает за определенное направление подачи (вертикальное, поперечное и продольное). За ускоренное перемещение салазок, консоли и стола отвечают промежуточные колеса, которые переносят обороты на зубчатое колесо фрикциона ускоренной работы. Размещен фрикцион на одном из валов коробки подач.
Кинематическая схема фрезерного станка 6Т82Г
Привод подач осуществляется от отдельного фланцевого электродвигателя, смонтированного в консоли. Рабочие подачи настраиваются с помощью переключаемых зубчатых колес коробки подач, состоящих из двух трехвенцовых блоков и одного передвижного зубчатого колеса с кулачковой муфтой. На последнем валу коробки в кинематической цепи рабочих подач предусмотрена шариковая пружинная регулируемая муфта, предохраняющая механизм подач от перегрузок.
С последнего вала коробки подач движение передается в консоль. Затем через ряд цилиндрических и конических зубчатых колес, смонтированных в консоли и салазках, путем включения соответствующей кулачковой муфты приводится во вращение один из трех ходовых винтов, и таким образом осуществляются продольная, поперечная или вертикальная подачи.
Переключаемые зубчатые колеса коробки подач позволяют при разных зацеплениях получить 18 различных подач.
Кинематическая цепь для ускоренных (установочных) перемещений стола, салазок и консоли выполняется путем передачи движения от двигателя через паразитные зубчатые колеса непосредственно на зубчатое колесо фрикциона быстрого хода, смонтированного на последнем валу коробки подач.
Указанный фрикцион сблокирован с муфтой рабочих подач, тем самым устраняются случаи их одновременного включения.
Описание электрооборудования станка 6М82
В электроприборах стандартного станка 6М82 предусмотрено трехфазное питание, напряжение 380V и частота 50Гц.
Все электроприборы представлены в виде четырех панелей и укрыты в углублениях станины.
Электрика подключается к сети при помощи рукоятки на левой стенке станины. Шпиндель запускается кнопкой, а направление его работы регулируется переключателем.
Установка имеет два командоаппарата. Первый (1КА) отвечает за продольную подачу стола (лево-право), второй (2КА) – за вертикальную и поперечную подачи в пяти режимах.
Смена рабочих режимов происходит при смещении позиции рукоятки. Система предусматривает автономное управление помпой для охлаждения и локальным освещением установки. Охлаждающая жидкость подается электронасосом мощностью 0,125кВт и частотой вращения 2800об/мин.
Привод муфты быстрого хода производится встроенным электромагнитом. Как только запускается быстрый ход, этот магнит останавливает кулачковую муфту.
Электросхема станка показывает, что имеющиеся электродвигатели обеспечены нулевой защитой, предохранены от коротких замыканий и перегрузки. Также система содержит ряд блокирующих элементов, которые защищают электрооборудование от некорректной эксплуатации, а как следствие – поломки.
Описание электрооборудования
Электрооборудование модели станка 6М82 работает от тока напряжением 380 В с частотой 50 Гц. Для питания цепи управления ток понижался до 127 В, освещение работает от сети в 36 В. Защита от перегрузок установлена на нулевой фазе электродвигателя. Плавкие предохранители не допускают замыканий в сети станка.
Справка! Для отдельных предприятий и на экспорт производилось оборудование под напряжение 220 В и 500 В.
Под электроаппаратуру в станине сделаны ниши. В каждой по две панели, соединенные в общую схему. Слева рукоятка для включения питания всего агрегата. Шпиндель имеет кнопочное управление с реверсивным переключателем направления вращения. Электродвигатель подачи включается с двух командоаппаратов:
- продольного перемещения;
- поперечного и вертикального движения.
Режимы работы запускаются в электросхеме ПУ – пусковым переключателем, имеющим 3 рабочих положения:
- автоматический цикл;
- подача от рукояток;
- круглый стол.
Электронасос, качающий охлаждающую жидкость, включается ВО. На плафоне местного освещения переключатель для лампочки. Электромагнит ЭБ стоит на фрикционной муфте быстрого хода и отключает ее при включении механической подачи.
Торможение осуществляется подмагничивающим током, направленным селеновым выпрямителем на электродвигатель. Быстрое сцепление зубчатых колес производится с «толчка». При переключении скоростей происходит кратковременное обратное движение шпинделя до попадания зубьев в зацепление.