Выдержка из текста
ВВЕДЕНИЕ
Актуальность выбранной темы работы. На сегодняшний день любое изделие, когда включает в себя больше одной детали, в результате относится к соединению материалов данных деталей. На данный момент времени главным методом неразъемного соединения деталей (материалов) можно читать сварку. Ее преимущество заключается в том, что она имеет низкую трудоемкость и дает возможность максимально сэкономить металл [1, c. 33].
Например, смена клепаных соединений на сварные значительно уменьшает массу изделия из сталей с низким содержанием углерода на 15-30% из-за уменьшения площадей поперечного сечения в местах соединения. Помимо всего прочего, благодаря сварке обеспечивается высокий коэффициент герметичности соединения, что относится к главному преимуществу при выполнении разнообразных резервуаров, емкостей, химических аппаратов и так далее.
Кроме этого характерно и то, что сварочное оборудование весьма неприхотливо в использовании, эксплуатации и обслуживании, и примечательно то, что данная характеристика распространяется практически на все виды сварок. В данной работе целесообразно рассмотреть ручную дуговую сварку как саму распространенную в производстве [3, c. 30].
Ручная дуговая сварка представляет собой вид сварки, энергетически источником которой является электрическая дуга. Она применяется при сварке сталей с содержанием углерода обычного качества. Также в материале может присутствовать марганец. Кроме этого, ручная дуговая сварка подходит для работы с низколегированными и легированными сталями.
Целью написания реферата на тему «Ручная дуговая сварка, её сущность, области применения в настоящее время» является изучение назначения и области применения ручной дуговой сварки. Для достижения поставленной цели необходимо решить ряд поставленных задач:
- рассмотреть теоретическую сущность ручной дуговой сварки;
- изучить оборудование для данного вида сварки;
- проанализировать область применения ручной дуговой сварки в настоящее время;
- по проделанной работе сделать соответствующие выводы.
Объектом исследования является ручная дуговая сварка, предметом исследования – ее сущность и область применения.
Информационную базу для написания работы составили пособия по сварочному делу, сварочному производству и справочные издания.
Цель и задачи реферата обусловили его структуру, который состоит из введения, трех рассматриваемых вопросов, заключения и списка использованных источников.
Введение
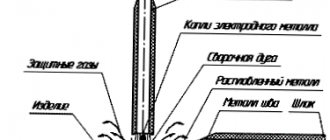
При сварке электронным пучком проникновение конусообразно. Металл плавится у передней стенки кратера, и расплавленный металл движется вдоль боковых стенок к задней стенке, где он кристаллизуется.
Плавление при сварке электронным пучком в основном обусловлено давлением потока электронов, типом выделения тепла в объеме твердого металла и реакционным давлением испаряющегося металла, вторичными и термическими электронами и излучением. Возможна сварка непрерывным электронным пучком. Однако при сварке легко испаряются металлы (алюминий, магний и т.д.), эффективность электронного тока и количество тепла, выделяемого в продукт, снижается за счет потери энергии при ионизации паров металла. В этом случае полезно использовать импульсный пучок электронов с высокой плотностью энергии и частотой импульсов 100 … 500 Гц. В результате увеличивается глубина плавления. При правильной настройке соотношения времени паузы/импульса можно сваривать очень тонкие листы. Благодаря рассеиванию тепла во время паузы сокращается длина зоны термического влияния. Тем не менее, могут возникать подрезы, которые могут быть устранены путем сварки осциллирующим или расфокусированным лучом.
Основные параметры режима электронно-лучевой сварки:
- ток в луче;
- Напряжение ускорения;
- скорость движения струи по поверхности изделия;
- Длительность импульса и паузы;
- Точность фокусировки луча;
- Степень вакуумирования.
Для перемещения струи на поверхности продукта, продукт или сама струя перемещается с помощью системы отклонения. Система отклонения позволяет лучу колебаться вдоль и поперек шва или по более сложному пути. Низковольтное оборудование применяется при сварке металла толщиной более 0,5 мм для получения сварных швов с отношением глубины к ширине до 8:1. Высоковольтные агрегаты применяются для сварки толстого металла с отношением глубины к ширине до 25:1.
Основные типы сварных соединений, рекомендуемые для электронно-лучевой сварки, показаны на рисунке 2. Перед сваркой требуется точная сборка деталей (при толщине металла до 5 мм зазор не должен превышать 0,07 мм, при толщине до 20 мм зазор не должен превышать 0,1 мм) и точное направление балки вдоль оси соединения (отклонение не более 0,2…0,3 мм).
Для больших зазоров (чтобы избежать подрезания) требуется дополнительный металл в виде технологических бутылок или порошковой проволоки. В последнем случае существует возможность металлургического воздействия на металл шва. За счет изменения зазора и количества присадочного металла доля присадочного металла в сварном шве может быть увеличена до 50 %.
Электронно-лучевая сварка имеет значительные преимущества.
Высокая концентрация тепла, поступающего в продукт, который выделяется не только на поверхности продукта, но и на определенной глубине в объеме основного металла. Фокусируя электронный пучок, можно создать нагревательное пятно диаметром 0,0002 … Диаметр 5 мм, что позволяет сваривать металлы толщиной от десятых до 200 мм за один проход. В результате можно получить швы, где отношение глубины разрушения к ширине разрушения составляет 20:1 и более. Возможно сваривать тугоплавкие металлы (вольфрам, тантал и др.), керамику и др. Сокращение длины зоны термического влияния снижает вероятность рекристаллизации цветного металла в этой зоне.
Низкое тепло на входе. Для достижения одинаковой глубины проникновения при электронно-лучевой сварке 4 … В 5 раз меньше тепла, чем требуется для дуговой сварки. Это уменьшает искажение заготовки.
Отсутствие насыщения расплавленного и нагретого металла газами. Напротив, в ряде случаев происходит дегазация металла шва и повышение его пластических свойств. В результате достигается высокое качество сварных соединений на химически активных металлах и сплавах, таких как ниобий, цирконий, титан, молибден и др. Хорошее качество электронно-лучевой сварки достигается также на низкоуглеродистых, коррозионностойких сталях, меди и медных, никелевых и алюминиевых сплавах.
Это взрывной шов. Тепло вырабатывается в результате трения между соединяемыми материалами. Трение является результатом взрыва, который сжимает контактные поверхности деталей. Этот метод используется для покрытия металлов инородным материалом. Например, сталь покрыта алюминием.
Этот вид сварки включает в себя несколько вариантов, которые мы сейчас рассмотрим.
Список использованной литературы
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Анисимов Е. М. Сварочное дело. М.: Машиностроение, 2015. – 345.
2. Данилин А. Н. Основы ручной дуговой сварки. М.: Машиностроение, 2013. – 213.
3. Лукманов Г. Д. Справочник сварщика. М.: ИНФРА-М, 2021. – 984 с.
4. Нестеров О. И. Преимущества и недостатки ручной дуговой сварки. М.: ИНФРА-М, 2011. – 220 с.
5. Султанов П. Я. Сварка: от А до Я. М.: Машиностроение, 2011. – 770 с.
Похожие работы
Сущность, содержание и значение стадии судебного рабирательства 2
Сущность, содержание и формы контроля успеваемости
Сущность, содержание, организационные основы, тенденции развития.
экономич реформы: сущность, содержание, направление
Сущность содержание и понятие:видение, миссия, стратегические цели
тепловые процессы при ручной дуговой сварке
ОПРЕДЕЛЕНИЕ РЕЖИМОВ РУЧНОЙ ДУГОВОЙ СВАРКИ
Области применения языка LISP
Затратный подход в оценке имущества. Понятие. Сущность, порядок расчета и область применения.
Дуговая сварка
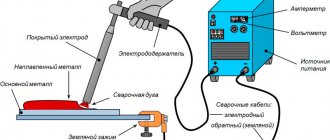
Этот тип сварки является наиболее часто используемым. Свариваемые материалы и/или детали расплавляются под действием тепла, выделяемого дугой. После закалки свариваемые поверхности образуют единое сварное соединение. Для этого типа сварки требуется сильноточное низковольтное электроснабжение. Сварочный электрод соединяется со своим зажимом, к которому, в свою очередь, прикасается свариваемая заготовка.
Наиболее важными «подтипами» электродуговой сварки являются: ручная дуговая сварка, сварка негорючим электродом, сварка плавлением, сварка под флюсом, сварка электрошлаком.
Это универсальный технологический процесс. С его помощью можно выполнять сварочные работы в любом пространственном положении, из разных видов стали, даже без необходимого оборудования. Используется специальный электрод с флюсовым покрытием. Покрытие служит для защиты металлического шва от внешних воздействий. Сварка производится постоянным током с прямой или обратной полярностью и переменным током. Этот тип сварки используется для коротких и изогнутых сварных швов в труднодоступных местах и для монтажных работ.
В качестве электрода используется графитовый или вольфрамовый стержень. Температура плавления этих материалов выше температуры, при которой происходит процесс сварки. Сварка обычно выполняется в среде инертного газа (аргон, гелий, азот и их смеси) для защиты сварного шва и электрода от воздействия атмосферы. Сварка может производиться с присадочным металлом или без него. В качестве присадочного материала используются металлические стержни, проволока, полосы.
В качестве электрода используется проволока (сталь, медь или алюминий), которая подается током через токопроводящий наконечник. Электрическая дуга расплавляет проволоку, и проволока автоматически подается механизмом подачи для обеспечения постоянной длины проволоки. Для защиты от атмосферных воздействий используются защитные газы (аргон, гелий, углекислый газ и их смеси), которые подаются вместе с электродной проволокой от сварочной головки.
Внешний вид и развитие сварных швов
Сварка — это процесс формирования постоянных соединений путем создания атомных связей между свариваемыми частями путем их локального или общего нагрева или пластической деформации, либо путем комбинированного действия обеих форм.
В 1802 г. впервые в мире профессор физики Медико-хирургической академии Санкт-Петербурга В. В. Петров (1761-1834) открыл электрическую дугу, описал происходящие в ней явления и указал на возможность ее практического применения.
В 1881 г. русский изобретатель Н.Н. Бенардос (1842-1905) использовал электрическую дугу для соединения и разделения стали. Электрическая дуга Н.Н. Бенардос обгорел между углеродным электродом и сварным металлом. Стальная проволока служила дополнительным стержнем для формирования соединения. Батареи использовались в качестве источника электрической энергии. Тот, что из Н.Н. Предложенная Бенардос сварка использовалась в России в цехах Риго-Орловской железной дороги для ремонта подвижного состава. Другие виды сварки были также предложены Н.Н. Бенардос открыл: контактную точечную сварку, дуговую сварку несколькими электродами под защитным газом и механизированную подачу электрода в дугу.
В 1888 г. русский инженер Н.Г. Славянов (1854-1897) предложил дуговую сварку плавящимся металлическим электродом. Разработал научные основы дуговой сварки, применил флюс для защиты металла сварочной ванны от воздействия воздуха, предложил накладную сварку и сварку чугуна. Н.Г. Славянов изготовил по его проекту сварочный генератор и организовал в Пермских пушечных мастерских первую в мире электросварочную мастерскую, в которой работал с 1883 по 1897 год.
Н.Н. Бенардос и Н.Г. Славянов выступили инициаторами автоматизации сварочных процессов. Однако в условиях царской России их изобретения не нашли широкого применения. Только после Великой Октябрьской социалистической революции сварка получила широкое распространение в нашей стране. Уже в начале 1920-х гг. под руководством профессора В.П. Вологдина на Дальнем Востоке корабли ремонтировались методом дуговой сварки, как и сварные котлы, а позднее — сварки кораблей и критических конструкций.
Разработка и промышленное применение сварки потребовали разработки и производства надежных источников питания для устойчивого горения дуги. Такие устройства — сварочный генератор СМ 1 и сварочный трансформатор с нормальной магнитной утечкой СТ 2 — впервые были изготовлены в 1924 году ленинградским . В том же году советским ученым В.П. Никитиным была разработана принципиально новая схема сварочного трансформатора типа СТН. Производство таких трансформаторов было начато в 1927 году.
В 1928 году ученый Д.А. Дульчевский изобрел автоматическую дуговую сварку под флюсом.
Новый этап в развитии сварки относится к концу 1930-х годов , когда коллектив Института электросварки АН УССР под руководством академика Э.О. Патон разработал промышленный метод автоматической сварки под флюсом. Его внедрение в производство началось в 1940 г. Во время войны дуговая сварка под флюсом сыграла большую роль в производстве танков, самоходных орудий и авиационных бомб. Позже был разработан метод полуавтоматической сварки под флюсом.
В конце 1940-х годов газовая сварка стала использоваться в промышленности. Команды Центрального научно-исследовательского института машиностроительных технологий и Е.П. Патоновский институт электросварки разработал и внедрил полуавтоматическую сварку в углекислоте в 1952 году.
Главным достижением сварочного оборудования стала разработка коллективом КЭС в 1949 году метода электрошлаковой сварки, который позволил сваривать металлы практически любой толщины.
Авторы работ по сварке углекислого газа плавящимся электродом и электрошлаковой сварке К.М. Новожилив, Г.З. Волошкевич, К.В. Любавский и другие были удостоены Ленинской премии.
В последующие годы в стране применялись ультразвуковая сварка, электронно-лучевая сварка, плазменная сварка, диффузионная сварка, холодная сварка, сварка трением и др. Большой вклад в развитие сварки внесли ученые нашей страны: В.П. Вологдин, В.П. Никитин, Д.А. Дульчевский, Э.О. Патонов и команды Е.О. Патонова, Центральный научно-исследовательский институт технологии машиностроения, Всесоюзный научно-исследовательский институт автогенного машиностроения, Институт металлургии имени А.А. Байкова, Ленинградский и др.
Сварка во многих случаях заменила трудоемкие структурные процессы, такие как клепки и литье, резьбовые соединения и ковка.
Преимущества сварки перед этими методами заключаются в следующем:
- Экономия металла — 10 … 30% и более в зависимости от сложности конструкции
- снижение трудоемкости труда, сокращение продолжительности работы и снижение ее стоимости
- Более дешевое оборудование
- Машинопригодность и автоматизация сварочного процесса
- Возможность ремонта износа
- герметичность сварных соединений выше, чем у заклепочных или резьбовых.
Снижение производственного шума и улучшение условий труда работников
Полусварочный станок A 547U
Полуавтомат А 547У предназначен для сварки в среде углекислого газа. Позволяет сваривать металлические швы толщиной от 1 мм и более, а также угловые швы на катетерах шва от 1,5 мм и более. Благодаря небольшой сварочной ванне, образованной из тонкой электродной проволоки (до 1,2 мм), можно сваривать швы, расположенные в любом пространственном положении со свободным их формированием. Сварка производится постоянным током с обратной полярностью. В качестве источника тока могут использоваться сварочные преобразователи или сварочные выпрямители с жесткими внешними свойствами.
Общий вид полуавтомата в комплекте со сварочным выпрямителем BC 300 показан на рис. 130. Набор содержит: Питатель 5, сварочный выпрямитель 6 со встроенным пультом управления 7, держатель 4 со шлангом, редуктор — расходомер 3, отопительный газ 2, газовый баллон 1 с углекислым газом, а также соединительные кабели и провода.
Механизм подачи сконструирован таким образом, что электродная проволока вставляется в зону дуги. Устанавливается вместе с барабаном 2 электродной проволоки и газоотсекателем 14 в корпусе 13, который имеет форму небольшого корпуса с крышкой 1. Двигатель постоянного тока 12 через понижающую передачу 17 передает вращение на сменный подающий ролик 5. под этим роликом на эксцентрике 7 находится нажимной шарикоподшипник 6. прижимание электродной проволоки к подающему ролику производится с помощью рычага 9, усиленного на кронштейне 3. усилие нажима регулируется пружиной, расположенной внутри нажимного винта 4, конец которого прижимает вал рычага и поворачивает его к оси 10. На другой стороне корпуса находится штырь 20, на который помещен барабан с электродной проволокой. Между барабаном и подающим валиком находится направляющая трубка 8. Для соединения проводов контуров управления с обеих сторон корпуса имеются разъемы 16 и 21. Углекислый газ из баллона через ниппель 22 подается в газовый сепаратор, а затем через трубку 15 в горелку. Наконечник гибкой трубки вставляется в контактные губки 18 и зажимается штифтом 19.
Питатель устанавливается на рабочем месте и переносится сварщиком на рукоятке 11. При работе в стационарных условиях механизм подачи закреплен на столе сварщика. В этом случае вместо барабана с электродной проволокой целесообразно использовать проволоку непосредственно из отсека, который размещается на оровку.
Полуавтомат поставляется с двумя типами держателей с шлангами. Одна из них, длиной 1,2 м, предназначена для сварки электродной проволокой диаметром 0,8 — 1 мм при токе до 150А, а вторая, длиной 2,5 м, используется для сварки проволокой диаметром 1 — 1,2 мм при токе до 250А.
Если радиус действия сварочной проволоки больше указанного, то брызги металла на электрод увеличиваются и процесс сварки нарушается; если радиус действия меньше, то наконечник сгорает. Последовательность полета и надежность работы наконечника гарантируется контактной втулкой. Одна контактная втулка используется для изогнутых резаков, а две — для прямых.
Сварка в разных положениях шва в пространстве выполняется в разных режимах. При переходе от нижних к вертикальным соединениям режим (натяжение и скорость подачи проволоки) должен быть снижен. Частое изменение режима сварки рукой снимает сварочный аппарат и занимает много времени, поэтому некоторые полуавтоматы оснащены устройствами дистанционного управления режимом сварки. Устройства для дистанционного переключения режимов делают полуавтоматы пригодными для начала и окончания сварки.
В качестве защитных газов используются активные газы, т.е. те, которые в процессе сварки могут взаимодействовать с другими элементами. Эти газы включают углекислый газ (CO2) или смеси: 70% углекислый газ и 30% аргон (или кислород) для сварки углеродистых сталей; 70% аргон и 30% углекислый газ для сварки легированных сталей.
Использование газовых смесей вместо 100% углекислого газа повышает производительность и качество сварных швов.
Преимущество газосварной сварки заключается также в том, что на свариваемые изделия, изготовленные по этой технологии, можно накладывать прочные антикоррозионные слои (оцинкованные и т.д.) без какой-либо специальной подготовки. Сварка инертным газом также используется для соединения тонких металлов (0,1 — 1,5 мм).
Из всех видов дуговой сварки полуавтоматическая сварка в защитных газах имеет наименьший объем работ.
Углекислый газ. При нормальном атмосферном давлении удельная плотность двуокиси углерода составляет 0,00198 г/см³. При температуре 31°С и давлении 7,53 МПа сжижается углекислый газ. Температура сжижения газа при атмосферном давлении составляет 78,5o C. Углекислый газ хранится и транспортируется в стальных баллонах под давлением 6 — 7 МПа. Стандартный баллон объемом 40 дм³ вмещает 25 кг жидкой углекислоты, в результате чего при испарении образуется 12 625 дм³ газа. Жидкая углекислота занимает 60-80% объема резервуара, остальная часть объема заполняется испаренным газом.