Технология MIG/MAG сварки
Сварка MIG/MAG осуществляется в полуавтоматическом режиме. Сварочный автомат функционирует в атмосфере инертных или активных газообразных веществ. Во время сваривания между деталью и сварочной проволокой (электродом) загорается дуга. Под воздействием теплоты дуги свариваемый материал полностью расплавляется. В результате этого процесса образуется сварочная ванна. Она защищена от воздействия кислорода газообразным веществом, подаваемым с помощью сопла горелки. С течением времени элементы, находящиеся в сварочной ванне, начинают кристаллизироваться, образуя сварной шов.
Выбирать защитный газ необходимо в соответствии с материалом изготовления свариваемой детали и его толщиной. При сварке цветных металлов в полуавтоматическом режиме применяются смеси аргона или гелия. При сваривании кобальта или медных материалов используют азот. При сварке сталей применяются оксиды углерода. Для улучшения прочности загорающейся дуги и ускорения формирования шва часто используются смеси MIG и MAG газов.
Выделяют следующие типы МИГ/МАГ сварки:
- Крупнокапельный: осуществляется без коротких замыканий.
- Мелкокапельный: во время сваривания от металла отделяются небольшие частицы металла. Этот вид сварки осуществляется без коротких замыканий.
- Без коротких замыканий: производится во время сваривания материалов при низком напряжении сварочного тока.
При полуавтоматической сварке с капельным переносом происходит повышение плотности сварочного тока, что приводит к повышению напряжения дуги. В результате изменяется характер электрода. От свариваемого изделия отделяют крупные частицы. Минусом этого типа сваривания является высокие показатели разбрызгивания. По этой причине снижается качество сварки деталей в потолочном положении.
Сварка с переносом мелких капель осуществляется при высоких напряжениях и большой плотности сварочного тока. При нем свариваемый материал в расплавленном состоянии стекает в сварочную ванну. Поэтому данный метод сварки также называется струйным. При сваривании изделий с мелкокапельным переносом повышается интенсивность передачи тепла, что приводит к изменению формы сварного шва. Главным отличием этого способа полуавтоматической сварки является стабильность горящей дуги. Это значит, что напряжение сварочного тока не изменяется.
При сваривании деталей без возникновения коротких замыканий металл в расплавленном состоянии преобразуется в каплю, что приводит к увеличению напряжения и длины горящей дуги до максимальных значений. Интенсивность подачи токи остается неизменной поэтому материал в расплавленном состоянии перемещается в сварочную ванну до возникновения короткого замыкания.
Помимо полуавтоматической MIG/MAG сварки существует 2 иных вида сваривания: MMAи TIG. Расшифровки этих аббревиатур означают “manualmetalarc” и “TungstenInertGas”. Главным отличием сварки MIG/MAGот MMAи TIG является высокий потенциал при подаче электродов и газообразных веществ. Это увеличивает эффективность работы сварщика. В отличие от технологии МИГ/МАГ, сварка ТИГ или ММА не требует большого количества аппаратов и инструментов, потому что процесс сваривания отличается в ручном режиме.
В отличие от иных технологий сваривания металлов, сварка MIG/MAG обладает следующими особенностями:
- Небольшие временные затраты на смены сварочных проволок.
- Процесс сваривания полностью автоматизирован.
- Металлы можно сваривать в любых пространственных положениях.
Главным недостатком этой технологии является большие потери при разбрызгивании расплавленного материала, что связано с мощным излучением горящей дуги и ограничений по подаче сварочного тока. При МИГ/МАГ сварке изделий также необходимо приобретать специальные сварочные аппараты (полуавтоматы), выступающие в качестве источника электроэнергии и газораспределительного механизма.
Формирование шва
При MIG/MAG сварке образование сварного шва производится при помощи расплавления электродной проволоки. В результате этого процесса основные сварочные материалы кристаллизируются. Полученный шов надежно защищен от воздействия атмосферного воздуха газовой пленкой. Его размеры и форма зависят от особенностей переноса материала в сварочную ванну. При увеличении теплопередачи в сварочной ванне образуется небольшое углубление, что оказывает влияние на процедуру формирования шва.
Возможности сварки алюминия
Хочу отметить, что алюминий очень «капризный» для сваривания материал. Из-за оксидной тугоплавкой пленки на поверхности нужна температура свыше 2000 градусов, чтобы образовалась сварочная ванна. Зато сам металл плавится уже от 660 градусов, что приводит к повышенной текучести и прожогам.
Соединение алюминия ручной дуговой сваркой выполняется по ГОСТ 14806-80 и 27580-88. На производстве и в мастерских применяются два метода — ТИГ и МИГ. Первый подразумевает использование инвертора и горелки с неплавящимся электродом, а также аргона в качестве защитного газа.
Лучшие модели аппаратов с их возможностями для этого вида сварки алюминия мы подробно опишем в отдельной статье. Подпишитесь и не пропустите!
Дмитрий Ягольник
Эксперт по сварочному оборудованию
Второй метод реализуется полуавтоматами с подающейся проволокой, возбуждающей электрическую дугу. Для изоляции сварочной ванны от внешней среды применяют микс (80% аргона и 20% углекислоты) или чистый аргон. Более детально процесс и оборудование для него описаны в этой статье.
В итоге, с помощью TIG метода получаются более аккуратные, узкие швы с красивой чешуйчатостью, но сварка ведется медленно. При использовании полуавтомата скорость сваривания алюминия возрастает, но ширина шва неравномерна, присутствует больше брызг. Понадобится больше времени на последующую обработку. Есть ли альтернатива?
Oборудование
Что это такое MMA TIG MIG вы уже знаете, теперь поговорим об типах аппаратов для каждого вида сварочных работ.
С инертным газом
Газ находится в баллонах со специфической маркировкой, сверху установлен редуктор, регулирующий величину его подачи. При методе МИГ используют инертные газы, которые намного дороже активных аналогов, например, цена углекислого газа в 45 раз меньше аргона, а по сравнению с гелием — стоимость снижается еще в 3,5 раза.
При сварке МАГ в качестве защиты используется углекислый газ или азот, но чтобы не было негативного воздействия на результат, применяют проволоку с добавлением марганца или кремния, т. к. они не дают окислять расплавленный металл.
С неплавящимся стержнем
В странах СНГ метод ТИГ — это аргонодуговая сварка по названию используемого газа для защиты, неплавящийся электрод упрощает весь процесс, а отсутствие посторонних вкраплений позволяет получить высококачественный шов. Импульсный вариант сварочного процесса аналогичен по своим свойствам TIG, только используется непостоянный ток, такой режим встречается в агрегатах МАГ/ТИГ. Его применяют для соединения тонких листов, т. к. нет перегрева и коробления поверхности, а шовное соединение имеет вид чешуи.
Процесс сварки MMA был подробно описан ранее, напомним, что для него характерно образование дуги между плавящимся электродом и заготовкой.
Шов после застывания покрывается окалиной от застывшего шлака, которая легко удаляется постукиванием по поверхности молотком.
Полуавтоматы
Практически во всех СТО установлен аппарат для сварки методом МИГ/МАГ, потому что при его применении получается шов высокого качества, не требующий дополнительной обработки. Используют инверторы, т. к. подключаются они к обычной электрической сети, имеют небольшие габариты и массу, а также мобильны.
Источник питания у большинства аппаратов идентичный, поэтому производители наладили выпуск универсального оборудования, которое позволяет работать на разных режимах, только надо сменить горелку.
Проволока для присадки
Методы MIG MAG TIG используют в полуавтоматах специальные установки для непрерывной подачи проволоки, от характеристик которой зависит качество швов. Когда применяется порошковый вид присадка, то защитный газ не нужен.
На производстве применяют такие виды: на основе алюминия, из стали, с частичным или полным омеднением и порошковая проволока. Особое качество и большое распространение получили два последних варианта — гарантируется отсутствие брызг, что повышает качество и скорость сварки.
Полуавтомат-универсал
Аппарат Тритон МИГ — это яркий пример универсальности, он относится к оборудованию для профессионалов. Инвертор компактных габаритов установлен на небольших колесах, вырабатывает ток не более 250 А, обеспечивает нормальную работу во всех существующих режимах, проводит шов по технологии Пятно/Стежок.
В комплектации имеется три варианта горелок, которые легко заменить. При пиковом режиме продолжительность работы составляет 60%, а при 200 А — 100%. Для надежности и легкости активации розжига имеются специальная функция и контактная активация дуги. Оборудование позволяет соединять разные металлы, а также листы с оцинковкой.
Spot/Stitch
В этом режиме оборудование работает таким методом: капля расплавленной проволоки переносится на изделие при отсутствии КРЗ (короткое замыкание), поэтому нет перегрева и коробления поверхности. Аналогичная методика применяется для прочного соединения листов из нержавейки или оцинкованных заготовок. Небольшой нагрев увеличивает продолжительность срока использования аппарата и повышает общую работоспособность.
Виды сварки
С помощью mig mag и mma сварки происходит прочное соединение металлических конструкций, отдельных деталей посредством расплавления кромок и образования единого целого. В результате сварки образуется прочный шов, обладающий высокой прочностью, даже при колебательных нагрузках. Что такое TIG и MMA, а также расшифровку аббревиатур MIG и MAG вы узнаете из следующих разделов.
Ручной вариант сварки
MMA сварка что это такое, аббревиатура переводится дословно — дуговая сварка вручную, при этом используется электрод с напыленным или обмазанным флюсом. В качестве источника тока применяют трансформатор или инвертор. При расплавлении покрытие стержня становится жидким и защищает расплавленный металл от окисления воздухом.
После окончания процесса сварки шлак покрывает шовное соединение прочным слоем, который удаляется сварщиком, чтобы визуально проверить качество соединения. Аналогичная сварка производится при подключении постоянного или переменного тока, причем первый вариант использует прямую и обратную полярность. ММА — это наиболее распространенная сварка на любом производстве.
MIG/MAG
Что это такое MIG сварка — полуавтоматический процесс соединения металлов при подаче присадочной проволоки, а защиту выполняет инертный газ. Различие аббревиатур МИГ/МАГ происходит из-за написания на английском или немецком языке. Исполнитель ведет горелку по месту соединения конструкции или заготовок, а тонкая проволока, расплавляясь, образует идеальный по ширине шов.
MIG сварка — это процесс, построенный на использовании инертного газа, который тяжелее воздуха и обволакивает сварочную ванну, препятствуя окислению расплавленного металла. MAG — использует агрессивные газы, в состав которых входят молекулы кислорода, сварка металлов происходит при соединении создаваемой и естественной среды.
Преимущества метода
Основные достоинства этих прогрессивных методов соединения металлов:
- Простата технологии сварки, доступная начинающим сварщикам.
- Высокое качество шовного соединения и аналогичная производительность, т. к. нет затрат времени на смену электродов.
- Сварка производится во всех пространственных положениях, при низком тепловом вложении, что подходит для соединения тонколистового металла.
- Не надо производить последующую обработку шва.
- Длинные швы выполняются без остановки и повторной активации дуги, что намного упрощает весь процесс.
Именно из-за таких преимуществ МИГ/МАГ применяется на автоматических линиях сборки автомобилей, где используются роботы для сварочных работ.
Выпрямитель или инвертор?
Опытные сварщики для каждодневной работы выбирают инвертор, потому что дополнительные режимы и встроенные функции упрощают технологию, особенно это актуально при соединении деталей и конструкций из алюминия, нержавеющей стали и сложных тугоплавких сплавов. Имеет значение и вес аппарата, возможность подключения к любой электрической сети.
Трансформатор отличается исключительной надежностью в работе и низкой стоимостью, но потребляет гораздо больше электроэнергии. Его масса значительна, поэтому мобильностью он не отличается, да и используют его для простейших видов сварки.
TIG
Точная расшифровка аббревиатуры означает вольфрам в инертном газе, в качестве электрода применяется тонкий стержень из аналогичного металла, который затачивается определенным способом. При сварке используют присадочную проволоку, которая, расплавляясь, заполняет углубление между заготовками.
Особое значение имеет конструкция горелки, где неплавящийся электрод расположен в центре, а вокруг него подается защитный газ, состоящий из чистого аргона или его смесей. Эта методика требует основательной подготовки исполнителя и качественного оборудования, нагрев здесь минимальный, поэтому перегрев металла не происходит.
Применяется для сплавки алюминия и тонкой листовой нержавейки.
Сварочная проволока
В большинстве случаев на вопрос, что такое MIG MAG, приходится слышать ответ, что это сварка при помощи электродной проволоки, хотя роль проволоки здесь не основная. Главное — газовая атмосфера. Но и от качеств проволоки зависит немало. В сварочных аппаратах полуавтоматического действия используются различные виды проволоки, всего их четыре:
- алюминиевая;
- стальная (нержавейка);
- омедненная;
- порошковая.
Два последних вида — самые удобные в применении и, следовательно, самые распространенные. Они обеспечивают сварку без брызг, достаточно высокую скорость и купить их можно без особых проблем. Порошковая проволока очень востребована как в любительской, так и в профессиональной сварке.
Алюминиевая сварочная проволока
Наличие внутри специального порошка, состоящего из антиокислителей (различные руды, ферросплавы, сложные химические соединения), позволяет сваривать металлы без газа — его роль выполняет сгорающий в дуге порошок.
В отличие от покрытия электрода в ММА сварке он практически не выделяет ядовитых испарений, так как находится в проволоке в объеме от 15 до 40% от общего объема материала. Проволока, по сути, полая гибкая трубка, заполненная порошком. Ее необходимо предохранять от деформаций — сломанная проволока непригодна для сваривания. Порошковую проволоку можно использовать для MAG-сварки. В этих условиях дуга горит особенно мягко и стабильно.
Информация в статье представлена в виде краткого обзора. У Вас есть дополнения и более широкая информация о том, что такое MIG/MAG сварка, как ее правильно использовать и для каких работ она применяется? Нас и наших читателей интересует практический опыт. Пишите — самые интересные письма будут непременно опубликованы под именем автора.
Режимы работы
Сварочный аппарат с четырьмя режимами (MIG, MAG, TIG, MMA) открывает широкие возможности. Он позволяет создавать шов в разном положении, варить черные, цветные металлы, оцинковку, тонкие и толстые листы.
Spot/Stitch
«Точка/стежок» – так можно перевести название режима. В нем аппарат MIG MT 250 варит стежками. Сварочная капля переносится в момент отсутствия короткого замыкания, что уменьшает поступления тепла в свариваемое изделие. Это исключает перегрев и коробление металла.
Режим используется при сварке оцинкованных изделий и нержавейки. Пониженный нагрев электрода и детали позволяет увеличить работоспособность аппарата и срок эксплуатации.
MIG/MAG
В режиме MIG и MAG сварочный аппарат работает полуавтоматически. Присадочная проволока подается равномерно с одновременной подачей защитного газа.
Сварщику остается вести горелку вдоль будущего шва на определенной высоте от свариваемой детали. Это обеспечивает высокую скорость сваривания и получение качественного сварного шва, благодаря защите инертным газом от кислорода воздуха. Сварочный ток может регулироваться в широком диапазоне от 30 до 250 А.
TIG
В отличие от большинства полуавтоматических устройств MIG MAG, модель MIG MT 250 может варить металлы в режиме ТИГ на постоянном токе. В приборе предусмотрено быстрое зажигание электросварочной дуги при касании концом электрода свариваемой детали.
ММА
Традиционная ручная электродуговая сварка обеспечивает сваривание черных металлов и их сплавов. Постоянный ток позволяет получать стабильную дугу.
Специальная функция сварочного аппарата ARC-FORCE обеспечивает регулировку мощности дуги, что позволяет получать требуемые ее параметры и качественный сварной шов.
Расшифровка аббревиатур
ММА (РДС)
MMA (Manual Metal Arc)-ручная дуговая сварка штучными (покрытыми) электродами с помощью инвертора или трансформатора. Техническая литература советских времен оперировала обозначением РДС. Процесс сварки происходит за счет плавления металлического стержня – электрода, покрытого специальной обмазкой, которые имеют свою классификацию. Основное ее предназначение заключается в защите сварочной ванны от воздуха, предотвращая окисление металла. Расплавленный стержень образует сварочный шов, а использованное покрытие остается в виде шлака.
Сварка покрытым электродом
РДС возможна как на постоянном, так и на переменном токе. При постоянном токе возможны два варианта подключения зажима массы и держателя электрода, поэтому существует сварка на прямой и обратной полярности. Переменный ток такой особенностью не обладает – как подключать электрод в данном случае не имеет значения. Приведенный рейтинг надежности сварочных инверторов поможет подобрать аппарат, который прослужит долгие годы.
Поскольку метод ММА самый популярный ввиду его простоты и относительно недорого применяемого оборудования, с вопросом как научиться варить электросваркой самостоятельно стоит ознакомиться непременно.
TIG(WIG) или РАДС
TIG (Tungsten Inert Gas) – технология дуговой сварки в среде инертного газа неплавящимся электродом. Вольфрам – (англ.Tungsten) очень тугоплавкий металл с температурой плавления около 3500 С, поэтому он является основой для производства подобного рода электродов. Иногда можно встретить иные вариации этого способа:
- WIG(Wolfram Inert Gas) – название образовано от немецкого написания;
- GTA (Gas Tungsten Arc) – в данной аббревиатуре опущено химическое взаимодействие защитного газа.
Т.к. электрод является неплавящимся, процесс аргонной сварки происходит по другому сценарию:
- электрическая дуга возбуждается между концом электрода и свариваемым металлом;
- заполнение сварочного шва происходит путем подачи в сварочную зону специального присадочного материала – прутка;
- сварочная ванна защищается газовым облаком.
Процесс сварки по методу TIG
Защитным инертным газом, т.е. газом, молекулы которого химически не взаимодействуют в процессе сварки с основным и присадочным материалом, в данном случае выступает аргон. Именно поэтому за ним закрепилось название “ручная аргонно-дуговая сварка” или РАДС.
Аргон может использоваться при сварке плавящимся электродов – MIG метод, речь о котором пойдет ниже.
В технических характеристиках сварочного оборудования помимо обозначения TIG всегда дополняется упоминанием рода сварочного тока DC (Direct Current) – постоянный ток или AC/DC (Alternating Current/Direct Current) – переменный/постоянный ток
В данном случае это очень важно. К примеру, сварка алюминия аргоном производится на переменном токе
MIG / MAG
MIG/MAG (Metal Inert/Active Gas) – метод дуговой сварки в защитной среде инертного/активного газа с помощью плавящегося электрода в виде стальной или иной проволоки в зависимости от типа соединяемого металла.
Схематичное изображение mig/mag-метода
Под МИГ или МАГ сваркой обычно подразумевают полуавтоматическую. Основной задачей данного способа была идея создания “бесконечного электрода”, чтобы тем самым добиться значительной производительности сварочных работ. Ведь при РДС методе приходится часто менять электрод по мере его расходования, что в некоторых случаях является крайне не удобным. Как и при ТИГ сварке здесь применяются защитные газы.
В роли инертного обычно выступает аргон и его смеси, который подходит, к примеру, для сварки алюминия и его сплавов полуавтоматом. Активным газом, т. е. взаимодействующим в процессе со свариваемым металлом, как правило является углекислый газ( углекислота). Вы можете услышать от сварщика словосочетание “сварка полуавтоматом в среде углекислого газа“, подразумевающий способ MAG(МАГ).
Данный способ наиболее распространен ввиду повышенной производительности по сравнению с MMA, и дающий лучший результат в качестве сварного шва.Определиться с выбором сварочного аппарата поможет рейтинг бытовых полуавтоматов на основе отзывов опытных сварщиков.
Надеемся, что данная статья поможет разобраться в классификации основных методов сварки, а также будет полезной при выборе оборудования и материалов с английскими аббревиатурами.
Требования к оборудованию в наборе
Обратите внимание, что для организации такого «тандема» подойдет не любой инвертор с возможностью сварки переменным током. Это же верно и в отношении других составляющих. Если неправильно выбрать элементы, то вложенные средства не оправдаются. Руководителям предприятий и технологам я рекомендуют приобретать следующие товары.
Источник тока
Считаю, что лучше всего использовать аппараты с режимом activArc. Это премиальное оборудование, вырабатывающее электрическую дугу с высоким давлением плазмы. В нем задействуется система регуляторов, которая контролирует расстояние между электродом и изделием, чтобы несмотря на изменения длины дуги при ручной сварке, подавать постоянную энергию. Аппарат может работать на переменном токе высокой частоты с импульсом. Тогда глубина провара увеличивается еще больше, а количество вкладываемого тепла сокращается. С источником тока, поддерживающим режим activArc, шов получается уже и с более мелкой чешуей, по сравнению со сваркой от обычного инвертора без этого режима.
Уверен, что аппарат с activArc подойдет на производстве, где нужно реализовывать сложные задачи. Например, это позволит сваривать алюминий, толщиной 1 и 10 мм между собой, что трудно сделать другим оборудованием.
Можете поделиться в комментариях, чем еще получится качественно сварить алюминиевые заготовки с такой разницей в сечении?
Дмитрий Ягольник
Эксперт по сварочному оборудованию
Для бизнеса это дает следующие преимущества:
- экономятся средства на расходники;
- более надежные соединения с хорошей проваркой корня шва;
- сокращение объема последующей механической обработки;
- отсутствие деформаций от температурного воздействия;
- продукция качественнее, чем у конкурентов, или выпускается в большем объеме.
По моему мнению, на роль такого источника тока отлично подходит EWM Tetrix 351 AC/DC. Это промышленный инвертор с питанием от 380 В и диапазоном регулировки сварочного тока 5-350 А. У него удобные обрезиненные ручки и встроенные колеса для легкой транспортировки по цеху. На строительном объекте его можно переместить при помощи крана (есть петли на крышке). Синергетическое управление облегчает настройку аппарата — сварщик указывает только толщину заготовки и тип металла. Система охлаждения водяного типа обеспечивает работу на 300 А с ПВ 100%. С ним Ваше производство сможет функционировать даже в несколько смен без вреда для оборудования.
Выбор подающего механизма
Чтобы увеличить скорость сварки за счет автоматической подачи присадки, используют подающие механизмы. Они способны толкать проволоку и совершать колебательные движения (вперед-назад), имитирующие манипуляции от руки сварщика. Это содействует равномерной передаче капель металла в сварочную ванну и отсутствию высоких валиков в шве (последние обязательно будут, если применять обычный подающий механизм от полуавтомата).
Еще для комплектации набора важно купить механизм подачи с функциями spotArc и spotMatic. Первая создает пульсацию для металла в сварочной ванне. Это помогает «накидывать» основной расплавленный металл на линию стыковки с минимальным использованием присадки или вообще без нее. Такой режим пригодится для постановки прихваток при сборке конструкций из алюминия (каркасы, емкости). Он выгоден для бизнеса скоростью исполнения и экономией расходных материалов (присадочной проволоки). Поскольку на прихватках отсутствуют высокие валики, то зачищать их не требуется для последующего проплавления корня шва.
Подробнее об эксклюзивных сварочных процессах и режимах от EWM мы расскажем в следующих статьях, не пропустите!
Дмитрий Ягольник
Эксперт по сварочному оборудованию
Вторая функция подающего механизма (sportMatic) обеспечивает минимальное тепловложение при сварке тонкого алюминия от 0.8 мм. В результате на обратной стороне стыка не будет побежалости. Это экономит до 50% трудозатрат на производстве.
Специфика горелки и отличия от обычных
Заключительным звеном для комплектации оборудования является специализированная горелка. Ее основным отличие от обычной TIG горелки является встроенный дополнительный канал для прохода присадочной проволоки. Его конец закреплен над керамическим соплом и обеспечивает выход присадки под углом 45 градусов относительно вольфрамового электрода. Канал подачи проходит сквозь рукоятку и не мешает сварщику. На ручке есть две кнопки: одна для запуска подачи, а вторая для включения питания на электрод.
Руководителям предприятий и технологам рекомендую обратить внимание на такие проверенные модели как comfyTig 18-1 HW 12P 3m flex или comfyTig 18-1 CW 12P 3m flex. Они рассчитаны на максимальную силу тока 300 А с ПВ 60% и отлично подойдут для эксплуатации по 6-8 часов. С током 210 А, ПВ составляет 100%. Горелка может работать на постоянном и переменном токе. Фиксатор зажимает электроды от 1 до 4 мм в диаметре. Подающая проволока допускается с сечением 0.8-1.6 мм. Длина рукава на выбор 3 или 4 м, в зависимости от нужной маневренности сварщика и размеров собираемых конструкций.
Применяемое оборудование
Что такое MIG сварка мы рассмотрели выше. По сути происходящих процессов этот вид технологии можно описать как особым образом организованное плавление металлов, дополненное наличием специального защитного состава (инертного газа). Во время этого процесса используется специальное оборудование, которое его поддерживает, оснащает механизмами для полноценного проведения сварки.
Сварка МИГ МАГ осуществляется с использованием любых полуавтоматических систем, включая сложное инверторное оборудование. Наилучшим и подходящим вариантом для данной технологии является сварочный инвертор типа миг. При помощи него можно производить сваривание сталей всех марок, а также он прекрасно работает с разных цветных металлов.
Оборудование для дуговой сварки в защитных газах содержит в составе следующие важные компоненты:
- Источник постоянного или переменного тока (импульсный инвертор или обычный преобразователь);
- Баллон с защитным газом. Этот элемент должен быть оснащен редуктором;
- Набор шлангов и кабелей, которые требуются для подачи газового состава;
- Горелки с механизмом продвижения плавильного прутка.
В качестве плавящегося электрода применяется специальная проволока из алюминиевой основы, стали или других материалов. Она намотана на барабан и подается в область сваривания автоматически. Скорость подачи пропорциональна ее диаметру и току сваривания.
Во время сварочного процесса сварщик заносит горелку в область сваривания и нажимает рукоятку. При появлении дуги электродвигатель подает проволоку к области шва, а газ под давлением производит обдувание сварочной ванны и предотвращает попадание атмосферных газов в раскаленный металл, которые могут вызвать его окисление.
При проведении ММА сварки используется инертный газ, который выполняет функции покрытия обычного электрода. Но во время данной технологии защитная атмосфера поддается извне в уже готовом состоянии, она не образуется при сжигании покровных материалов, которые находятся вокруг стального стержня.
Несмотря на то, что используемый сварочный аппарат – полуавтомат MIG обладает большими размерами и тяжелым весом, он имеет целый ряд положительных качеств:
- Во время сваривания не происходит выделение ядовитых компонентов;
- Устройство обеспечивает легкое разжигание и удерживание дуги;
- Имеют минимальный расход проволоки;
- При помощи данных аппаратов можно легко сваривать тонкие листы.
Обратите внимание! Сварка в среде защитных газов MIG/MAG может работать при постоянном токе с обратной или прямой полярностью. Иногда может применяться синусоидальный ток
Все зависит от особенностей свариваемого металла.
Второй вид полуавтоматической сварки – MAG (metal active gas welding), этот процесс производится в среде углекислого газа. Весь процесс имеет такой же принцип как сварка MIG, но в баллон закачан углекислый газ, который намного дешевле инертного газа.
Однако его применение обладает некоторыми ограничениями – при помощи него можно производить сваривание легированные и низколегированные стали. Но при этом технология MAG обладает простым проведением, имеет широкий набор функций, которые делают процесс легким и удобным.
Полуавтоматический сварочный аппарат MIG/ MAG может работать в двух режимах – с инертным и углекислым газом. Устройство обладает широкими возможностями регулировки, он позволяет работать со сварочной проволокой, которая имеет любой диаметр. Часто применяется присадочный материал с диаметром 0,5-4 мм, подбор зависит от показателя толщины материала и его качеств.
Материал от Miller — понимание ВАХ и разница между ММА и TIG
Выбор сварочного аппарата постоянного тока (CC) DC для целей обучения.
Понимание индивидуальности сварочного аппарата постоянного тока (CC) означает успешный или неудачный тест на сварку, или приводит к различию между студентом, который сделает карьеру в сфере сварки, и тем, кто может отказаться от профессии, разочаровавшись в результатах. Узнайте, как читать кривую ВАХ (вольт-амперной характеристики) и выбрать подходящий сварочный аппарат для целей обучения.
Реальная история: молодой подмастерье (назовем его Джо) сдавал тесты для работы сварщиком штучными покрытыми электродами (ММА) на трубопроводах, используя незнакомое оборудование. Джо провалил несколько тестов подряд, чего никогда раньше не было. Это вина Джо? Он недостаточно занимался? Нет, Джо делал все правильно, но выбрал для этого неподходящее оборудование. Инструктор заметил неприятности Джо и поставил его на другую сварочную машину, и его следующий шов был безупречен.
То, на что Джо и многие другие не обращали внимания, является двумя разными особенностями («характерами») сварочных аппаратов постоянного тока. Вы можете много узнать об особенностях аппарата, посмотрев на его вольт-амперную кривую, «свидетельство о рождении» сварочника:
1. Сварочные аппараты для сварки штучными электродами (ММА), которые могут сваривать TIG. Примером такого типа сварочного аппарата может быть генератор постоянного тока, блок типа магнитного усилителя «8 шт» или традиционный сварочный аппарат с большим механическим реостатом для контроля силы тока. Старые сварщики называют эти машины «спусками» (“drooper”) из-за формы их ВАХ (см. рис.1).
Рисунок 1 – Наклонная ВАХ традиционного блока ММА (который также может сваривать TIG) позволяет оператору контролировать выход тепла и форму сварного шва путем манипулирования электродом.
2. Сварочные аппараты TIG, которые «могут сваривать ММА». Они имеют падающую ВАХ постоянного тока (см. рис. 2). Примером такого типа сварочного аппарата может служить обычная машина TIG (Джо выбрал аппарат этого типа для сварки электродом E7018).
Рисунок 2 – Обратите внимание на то, что кривая ВАХ на этом современном сварочном аппарате TIG почти вертикальна. Сила тока будет оставаться постоянной, даже если оператор меняет напряжение (длину дуги).
Есть также сварочные аппараты, одинаково хорошо работающие в режимах TIG и MMA, в них часто используется технология инвертора (Джо использовал инвертор для проведения теста на сварку). Сварочные аппараты подобного типа могут формировать как диагональные, так и вертикальные ВАХ (рис.3).
Рисунок 3 — ВАХ инвертора, «изменяющего свойства», при переключении режимов ММА и TIG. Также обратите внимание на то, как проценты для управления силой дуги (форсаж дуги) увеличивают силу тока при падении напряжения.
Чтение кривой ВАХ
Чтобы интерпретировать кривую ВАХ, нужно понимать взаимосвязь между длиной дуги и напряжением. Основным фактом процесса дуговой сварки является то, что по мере увеличения длины дуги напряжение увеличивается. По мере уменьшения длины дуги напряжение падает.
Производители разрабатывают сварочные аппараты для сварки таким образом, что, когда оператор меняет длину дуги, сила тока противоположна напряжению. Если оператор уменьшает длину дуги (понижает напряжение), ток увеличивается. Если оператор увеличивает длину дуги (увеличивает напряжение), ток уменьшается. В сочетании с этой информацией, еще одним основным фактом, который операторы должны помнить, является то, что напряжение представляет собой электрическое давление. Давление (напряжение) контролирует высоту и ширину сварного шва, в то время как сила тока контролирует проникновение.
Вооруженные этими знаниями, повторите анализ Рис. 1. Опытные сварщики ММА знают, что «вытягивание длинной дуги» (увеличение напряжения при понижении силы тока) позволяет им создавать плоский широкий бортик с неглубоким проникновением. Длинная дуга также заставляет сварочную ванну быстрее затвердевать, поскольку она снижает общее количество энергии. И наоборот, приближение электрода к соединению (увеличение силы тока при понижении напряжения) создает более узкий шов, более глубокое проникновение и более жидкую (более горячую) сварочную ванну.
Таким образом, сварочные аппараты ММА с характеристиками «drooper» (пологой ВАХ) позволяют оператору контролировать качество и внешний вид сварного шва, манипулируя электродом. Тем не менее, этот сварочный аппарат, идеально подходящий для сварки штучными электродами ММА, плохо подходит для TIG (ниже среднего). Представьте, что вы свариваете наружный угол на нержавеющей стали 18-калибра. Если по какой-либо причине вы сократите длину дуги (более низкое напряжение), «сварочный аппарат для сварки, который может сваривать TIG», будет пытаться поддерживать общую выходную мощность (Вт) за счет увеличения силы тока — и что дополнительная сила тока (проникновение) может прожечь дыру в тонком материале.
По этой причине производители изготавливают сварочные аппараты «только для TIG», так что изменения напряжения не влияют на ток. Как видно на рис. 2, такой аппарат обеспечивает вертикально падающую ВАХ. Он удерживает постоянную силу тока независимо от напряжения (длины дуги), что и привело к провалу Джо во время его испытания на сварку ММА. Джо, возможно, был лучшим в мире сварщиком, но «машина TIG, способная варить ММА» просто не могла правильно реагировать на манипуляции Джо электродом.
Производители обычных сварочных аппаратов TIG/ММА преодолели некоторые из этих ограничений, добавив функцию форсаж дуги (более подробно о ней – ниже). Тем не менее, во многих учебных заведениях есть более старое оборудование TIG без этой функции или, если у них есть современное оборудование, не все понимают, как использовать форсаж дуги. В любом случае, ученики находятся в невыгодном положении, когда учатся сваривать ММА. Кроме того, TIG-специфические аппараты имеют более сложные элементы управления, которые могут запутать начинающих. Наконец, несмотря на то, что многие сварщики работают очень хорошо, они просто не могут победить преимущества и эффективность новых технологий.
Выбор правильного сварочного аппарата
Инверторная технология позволяет производителям создавать сварочные аппараты с «несколькими характерами», с ВАХ как на рис. 3. В принципе, поскольку характер ВАХ контролируется с помощью микропроцессоров и высокоскоростных токовых коммутационных устройств, инвертор может создавать практически любой вид ВАХ. Короче говоря, инверторы могут выполнять все сварочные процессы одинаково хорошо.
Для многих объектов преобразователь постоянного тока CC/CV с выходной мощностью 350 ампер при 60-процентном рабочем цикле отвечает большинству потребностей в сварке. Этот тип устройств (например, инвертор Miller XMT® 350 CC/CV) позволяет обучать студентов сварке электродами (ММА) и сварке TIG в широком спектре применений, а также обучать студентов процессам MIG и сваркой под флюсом. Обратите внимание, что для TIG-специфического обучения и сварки AC TIG на цветных металлах инвертор AC/DC TIG, такой как Dynasty® 350, обеспечивает максимальную гибкость.
Чтобы помочь инструкторам выбрать лучший набор оборудования, Miller предлагает рекомендации по выбору учебного оборудования на веб-странице инструкторов по сварке, MillerWelds.com/instructors.
Miller обычно рекомендует инверторы, потому что они обеспечивают школам несколько преимуществ:
· Это тип технологии сварки, которую принимает индустрия, поэтому имеет смысл обучать студентов оборудованию, которое они будут использовать профессионально.
· Инверторы составляют примерно одну пятую размера и веса обычных сварочных аппаратов, они занимают очень мало места, что немаловажно.
· Некоторые инверторы предлагают возможность подключения к одно- или трехфазному питанию в широких диапазонах первичного напряжения (например, от 115 до 460 или от 190 до 630 В переменного тока). Кроме того, инверторы потребляют ток значительно меньшей величины, позволяя подключать больше сварщиков к питанию.
Самое главное, инвертор предлагает расширенные средства управления дугой, которые позволяют учащимся быстрее освоиться. Инвертор может сделать хорошего сварщика из среднего ученика, позволяя отличным студентам выявить свой полный потенциал.
Расширенное управление дугой
Для обеспечения оператора дополнительным управлением дугой, продвинутые сварочные аппараты постоянного тока предлагают функцию контроля форсажа дуги. Эта функция позволяет операторам адаптировать форму ВАХ для лучшего соответствия различным конфигурациям стыков и типам электродов, и она может создавать дугу, которую опытные операторы описывают как «мягкую и эластичную» или «жесткую и направляющую».
Рисунок 4 – Увеличение силы дуги облегчает для этого сварщика труб хорошее проникновение на открытом корневом проходе с электродом E6010.
При нормальных условиях сварки электродом и длине дуги ее напряжение составляет примерно 20 вольт. Однако некоторые сварочные ситуации требуют более короткой длины дуги, например, когда оператор должен подталкивать стержень в плотный угол или в глубокий скос открытого корневого соединения. В этих ситуациях электроды, как известно, склонны «прилипать» (например, напряжение падает настолько низко, что дуга гаснет сама). Управление форсажем дуги преодолевает эту проблему за счет увеличения тока, когда уровни напряжения опускаются ниже примерно 20 вольт (см. Рис.3). Повышение тока увеличивает общую мощность, удерживает сварочную ванну расплавленной, предотвращая прилипание электрода и облегчая работу сварщика (оператора).
Следует помнить, что инверторы могут настраивать сварочный выходной ток тысячи раз в секунду. Таким образом, скорость человеческой руки, толкающей электрод, ничто по сравнению со скоростью микропроцессора! Работа с новейшими современными сварочными аппаратами подобна счету на компьютере в сравнении с обычными счетами.
Для школ и учебных центров, которые хотят преподавать сварку ММА, TIG и MIG*, выбор правильной машины может означать разницу между тем, чтобы помочь студентам стать успешными как можно быстрее или выйти из программы сварки в расстройстве. В целом индустрия отчаянно нуждается в том, чтобы добавить в свои ряды более квалифицированных операторов сварки. Мы обязаны предоставить студентам и стажерам инструменты, которые помогут им добиться успеха.
* Не забывайте о многопроцессных сварочных аппаратах CC/CV, которые обеспечивают питание для ММА, TIG, MIG, флюса и воздушной дуги.
Рисунок 5 – Об авторе. После ухода из военно-морского флота США, где он работал по контракту на подводной лодке, Нил Борхерт присоединился к Miller Electric Mfg. Co. в 1977 году и 12 лет проработал в качестве инструктора. Сегодня, будучи менеджером по развитию бизнеса, он широко работает со школами и учебными заведениями.
Настройка дуги
У каждого сварщика есть свои представления о том, как настраивать форсаж дуги, который регулируется ручкой на передней панели машины. Некоторые общие рекомендации заключаются в следующем:
Для открытых корневых швов на пластине или трубе обычно выбирается электрод XX10 (6010) или XX11 (6011) для первого прохода. Во время этого прохода оператор пытается достичь полного проникновения. Путем добавления управления дугой, обычно к верхнему краю шкалы (скажем, 5 или 6 из 10), оператор может управлять силой тока (пробиванием) по длине дуги.
Для более глубокого проникновения просто уменьшите длину дуги, вставив электрод в соединение. В этот момент — и только в этот момент — управление силой дуги активируется и обеспечивает необходимый импульс тока. Повторяем: операторы будут испытывать изменение дуги только тогда, когда они уменьшают длину дуги до точки, где уровни напряжения опускаются ниже 20 вольт на большинстве машин.
Для электродов, не используемых на открытых сварных швах, увеличьте форсаж дуги до того момента, когда электроды не прилипают во время сварки (возможно, 2-5 по шкале от 1 до 10).
Если вы пользуетесь режимом TIG, установите форсаж дуги на ноль или выключите его (если у вас сварочный аппарат с отдельными настройками для TIG и ММА, это не будет иметь никакого значения). Обычно аппарат отключает управление дугой при переключении в режим TIG.
Оригинал на английском: Selecting a Constant Current (CC) DC Welder for Training Purposes
Как происходит сварка
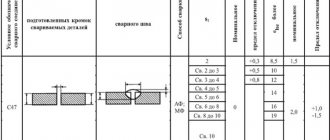
Выбор тока сваривания приблизительно определяется графиком:
или находиться по Таблице 1.
Режим сварки MAG (в среде СО2)
Таблица 1
Сваривание производится при напряжении холостого хода 19-30 В, в зависимости от особенностей полуавтомата. На большинстве бытовых и полупрофессиональных аппаратах полуавтоматической сварки скорость подачи тока и напряжение постоянны и не регулируется. Это сделано с целью автоматической стабилизации дуги (автокоррекции).
Для сварки разных металлов основное значение имеет выбор диаметра проволоки и сварочного тока. Основные соотношения приведены в таблице 2.
Таблица 2
Механизм перемещения сварочной проволоки отличается высокой сложностью и обеспечивает очень удобный функционал полуавтомата. Сварочный полуавтомат MAG/ MIG оборудуется системой подачи, которая позволяет:
- осуществить мягкий старт – проволока в начале сварки выходит с более низкой скоростью и позволяет разжечь и стабилизировать дугу;
- после остановки подачи защитить проволоку от вваривания в горелку, прекращая подачу тока раньше, чем остановилась проволока;
- исключить прилипание проволоки в начале сварочного процесса;
- плавное регулирование или обеспечение постоянной скорости подачи;
- производить режим импульсной сварки;
- изменять полярность (для порошковой проволоки).
Как правило, MAG/MIG сварка производится на токе обратной полярности — на электроде «+», на изделии «-», но, в зависимости от стоящих перед сварщиком заданий и параметров аппарата, возможны и прямая полярность и переменный ток.
Работать аппарат может в режимах:
- Short Arc — используется при токе ниже 200 А для тонких металлов;
- Spray Arc — ток ≥200 А и диаметра проволоки больше 1 мм;
- Pulse Arc — сварка при большом диаметре проволоки и низком токе, используется для цветных металлов, нержавейки и алюминия, сложных сплавов;
- Pulse on Pulse Arc — двойной импульс с изменяемой силой тока, применяется для декоративных швов.
Технология MIG/ MAG сварки
Что такое миг/маг сварка мы узнали, но в чем состоит суть работы используемого полуавтоматического сварочного аппарата? Она состоит в том, что в атмосфере инертного газа между металлическим изделием и присадочной проволокой – плавящимся электродом, горит дуга. Именно она расплавляет стыки деталей и припой, формируя сварочную ванну. А сам процесс осуществляется в защитной среде с использованием гелия или аргона.
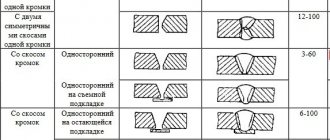
Дуговая сварка в защитном газе (в среде СО2) плавящимся электродом осуществляется в нескольких режимах. Определить наиболее подходящий можно по следующей таблице:
Сварка в защитных газах плавящимся электродом производится при напряжении холостого хода 19-30 В, все зависит от особенностей полуавтомата. Многие бытовые и полупрофессиональные устройства для полуавтоматической сварки имеют непостоянную скорость и напряжения, также данные показатели не регулируются. Это сделано для автоматической стабилизации дуги.
Но все же чтобы выполнить все правильно стоит изучить важные особенности сварки в защитном газе:
- После загорания дуги плавящийся электрод или присадочная проволока по роликовым направляющим подается прямо к области сварного соединения;
- Защитный газ находится под давление, во время сварки он нагнетается в горелку и начинает активно обдувать сварочную ванну;
- Подача дуги и обдувание защитным газом при проведении MIG сварки защищают раскаленную металлическую основу от окисления, которое может появиться при воздействии атмосферного воздуха. Также они сохраняют структуру обрабатываемого металла;
- Используемый инертный газ выполняет роль покрытия обычного электрода. При полуавтоматическом сварочном процессе обеспечивается прямая защита и при этом не происходит сгорания защитной оболочки стержня.
Автоматическая сварка в среде защитных газов может проводиться при разных типах питающих дугу токах – при переменном и постоянном, также она может осуществляться при любой полярности включения проводов. Выбор данных параметров может зависеть от условий предстоящих работ, в основном от качеств свариваемых металлических изделий.
Лучший полуавтомат MIG/MAG
Аппарат позволит частично автоматизировать и ускорить процесс соединения металлов.
1
Aurora OVERMAN 205 (MIG/MAG, MMA)
Рейтинг:5,0
- Сертификат НАКС:нет
- сварочный инвертор
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 180 А (MMA), 200 А (MIG/MAG)
- мощность: 8 кВА
Средняя цена: 36 100 руб
Лучший сварочный полуавтомат для сваривания плавящимися электродами и проволокой в среде защитного газа и без него (флюсовая проволока). Ручками регулируется подаваемый ток и напряжение. Регулятор индуктивность изменяет ток в небольшом диапазоне, адаптируя шов под условия сварки: высокий или более расплывчатый и широкий. Работает в сетях с напряжением от 140 В и генерирует ток до 165 А – работает с электродами 4 мм. Продолжительное время работы в промышленных целях гарантирует улучшенное охлаждение.
Особенности:
- стабильная работа в низковольтных сетях;
- тонкая регулировка тока;
- охлаждение вентилятором и четырьмя радиаторами;
- усовершенствованный входной тоннель для воздуха.
2
Wester MIG 140i (MIG/MAG, MMA)
Рейтинг:4,9
- Сертификат НАКС:нет
- сварочный инвертор
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 140 А (MMA), 140 А (MIG/MAG)
- мощность: 4.70 кВт
Средняя цена: 16 690 руб
Хороший полуавтомат для сваривания электродом и автоматически подаваемой проволокой. При пиковом токе 140 А надёжно проварит металл толщиной до 5 мм. Индикаторы уведомляют о подаче напряжения и перегреве. Красная кнопка включат и отключает механизм размотчика. При рабочем цикле 60% отлично подходит для дома и гаража, в производстве (ремонт автомобилей, изготовление тонкостенных металлоконструкций) пригодится, если варить тонкие детали.
Особенности:
- регулятор тока и напряжения;
- отменная сварка в режиме MIG/MAG;
- быстросъёмные кабели для смены полярности;
- защита от термического разрушения электронных компонентов;
- управление скоростью подачи присадочника.
3
СТАВР САУ-200М (MIG/MAG, MMA)
Рейтинг:4,8
- Сертификат НАКС:нет
- сварочный инвертор
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 200 А (MMA), 200 А (MIG/MAG)
- мощность: 7.30 кВт
Средняя цена: 19 601 руб
Полуавтоматический инвертор для ручной дуговой и газовой сварки. Представитель новой линейки выполнен на обновлённой технологической базе – IGBT-транзисторах. Стабилизируют дугу при скачках напряжения, менее чувствительны к термическим пробоям и перегрузкам, улучшают шов. Есть регулятор размотки проволоки, индикатор перегрузки и питания. Внизу панели управления – памятка по выбору тока, соответствующего толщине присадочного материала: электроды, флюсовая и безфлюсовая проволока.
Особенности:
- опции упрощения работы: горячий старт, антизалипание, форсирование дуги;
- стабилизация пониженного напряжения;
- работа проволокой до 1 мм и электродом до 5 мм;
- толстые медные кабели по 2 м.
Автомат подачи
Устройство постоянной подачи присадочной проволоки осуществляет поступление без проскальзывания и зажёвываний, в инвертор загружается кассета весом от 5 до 15 кг, с диаметром 0,8—1,2 мм. Подробная комплектация автоматической подачи выглядит так:
- Рукав для сварочных работ состоит из гибкого каркасного кабеля, обтянутого многослойной резиной, которая защищает и изолирует силовой провод. Внутри имеется спирального вида канал для непрерывной подачи проволоки и изолированный шланг подачи защитного газа.
- Механизм подачи присадки — осуществляет постоянное движение проволоки по каналу, состоит из электрического двигателя и прижимных роликов, настроенных на определенное усилие.
- Отсек для установки катушки с намотанной проволокой. Располагается рядом с механизмом подачи, причем емкость с присадком располагается вертикально или горизонтально относительно последнего. Фиксация происходит зажимом или гайкой.
- Осуществляет регулировку блок управления подачи. Существуют два способа — электронный, с применением реостата или механический, используя сменные шестерни.
На современных моделях имеются цифровые табло, где выставляется точная скорость подачи проволоки, чтобы обеспечить качество формирования шва.
В. П. Игнатенко, образование: колледж, специальность: сварщик 4 разряда, опыт работы с 2000 года: Автоматическая подача проволоки облегчает работу исполнителя и ускоряет производительность, но надо быть внимательным и иметь определенный опыт.
Области применения и выгода
Такое оборудование может применяться там же, где и сварка алюминия TIG или MIG по-отдельности. Это автомастерские, машиностроение, ремонт судов, пищевая и химическая промышленность (емкости, коллекторы, фильтры, магистрали и т. д.). Но благодаря автоматической подаче присадочной проволоки, сварочные процессы будут выполняться быстрее. Поскольку дуга горит между вольфрамовым электродом, то она не «гуляет» и сварщику легче ее контролировать. У специалиста остается свободная вторая рука, которой можно поддерживать заготовки. Не требуется регулярно отматывать себе проволоку с катушки и перекручивать под более компактный моток. Все это повышает производительность Вашего предприятия.
Например, на производстве не потребуется нанимать дополнительную группу сварщиков и покупать оборудование для них, чтобы повысить объем выпускаемой продукции. Это сможет сделать прежний состав рабочих, при условии задействования связки аппаратов EWM Tetrix AC/DC + TigSpeed и горелки особой конфигурации.