1 / 1
Для сварки металлов наравне с самим аппаратом важную роль играет сварочная горелка. От неё напрямую зависит качество конечного результата, безопасность процесса и уровень производительности.
Горелка для полуавтомата обычно поставляется в комплекте со сварочным аппаратом. Хороший производитель сразу подбирает оптимальный вариант. Но это расходник, который периодически изнашивается и требует замены. Выбор новой осложняется большим количеством нюансов, в которых бывает не просто разобраться.
Инструменты и материалы
Перед тем как приступать к сварке ацетиленом и кислородом, стоит рассмотреть какое оборудование должно применяться для данной технологии. Обычно для нее требуются доступные и относительно недорогие приборы.
Но все же чтобы во время процесса сваривания не возникло проблем и ошибок, стоит предварительно рассмотреть некоторые нюансы:
- раньше для получения ацетилена для сварки применялись генераторы. Однако с развитие современных технологий данные элементы заменили на баллоны, которые смогли намного облегчить процесс сваривания;
- баллон с газом всегда имеет белую окраску. Для поддержки горения применяется кислород баллонного типа. Перевозка баллонов выполняется при помощи специальных тележек;
- обязательно нужны газовые горелки для сварки ацетиленом, а также сопла. Но они могут быть разных размеров;
- если требуется сильное нагревание толстых металлических элементов, то в этих случаях рекомендуется применять наибольший номер с большим отверстием. Оно должно подавать достаточное количество газовой смеси в сварочную ванну и обеспечивать нормальное прогревание области стыка;
- дополнительно к горелке подсоединяются шланги с ацетиленом и газом;
- давление ацетилена и кислорода при сварке регулируется при помощи редукторов. Они защищают баллон от обратного удара;
- необходима присадочная проволока. В зависимости от вида свариваемого материала она может быть выполнена из стали или из металлов с добавлением легирующих добавок.
Если подготовить все вышеперечисленные элементы и материалы, то можно будет получить прочное и износостойкое соединение металлических деталей. Главное запомнить важные особенности и нюансы процессе.
И не стоит забывать, что ацетилен используется не только для сварки, но и для резки металлов. Однако работать с этим газом должны опытные специалисты, которые знают правила технологии. Все таки этот вид сваривания требует максимальной точности и соблюдения важных мер техники безопасности.
Сварочная газовая горелка: разновидности, принцип работы
Содержание:
- Материалы, применяемые в производстве газовых горелок.
- Суть работы и устройство горелок разных видов.
- Суть работы газовой горелки, оснащенной инжектором.
- Суть работы горелки, не имеющей инжектора.
- Требования, предъявляемые к газовым горелкам для сварочных работ.
Разновидности газовых горелок.
Один из инструментов, необходимый при проведении большинства газосварочных работ – это сварочная газовая горелка. С ее помощью осуществляется подогрев металлоизделия и, собственно, сваривание деталей.
Современная сварочная газовая горелка – это надежный инструмент, который обеспечивает устойчивое пламя, как по форме, так и по силе, безопасность выполнения сварочных работ, простоту в использовании.
Материалы, применяемые в производстве газовых горелок.
В производстве газовых горелок применяются прочные и надежные материалы. Так, сама горелка обычно изготавливается из латуни, для мундштука производители применяют чаще всего медь.
Также, для облегчения общего веса горелки (что обеспечивает удобство эксплуатации) часто используются и алюминиевые сплавы.
Разновидности газовых горелок.
Выделяют два основных вида газовых горелок – это инжекторные и безинжекторные. Отличаются они наличием (отсутствием) инжектора. Заметим, что наличие в конструкции горелки этого элемента определяет величину давления газа, допустимого для использования. Так, инжекторные горелки применяются для низкого и среднего давления, тогда как безинжекторные используются для горючего газа с высоким давлением.
Конструкции этих двух видов горелок также отличаются – безинжекторные имеют более простое устройство.
Кроме того, по применению горелки могут быть как узкоспециальными, предназначенными для определенного вида работ, так и универсальными, которые позволяют производить сварку, резку, подогрев металла. Такие универсальные горелки обычно комплектуются специальными наконечниками.
Различаются горелки и в зависимости о того, какой горючий газ с ними можно использовать: ацетилен, жидкое горючее, газы-заменители.
Суть работы и устройство горелок разных видов.
Рисунок 1. Инжекторная газовая горелка.
Рисунок 2. Сварочная горелка без инжектора.
Суть работы газовой горелки, оснащенной инжектором.
В данной горелке образование смеси газов осуществляется путем впрыскивания горючего газа (который имеет низкое либо среднее давление) и кислорода, который подается из баллона в горелку под давлением равным 0,5-4 кгс/см 2 . Процесс происходит следующим образом: кислород, проходя через осевой канал инжектора, направляется в смесительную камеру на довольно большой скорости. В результате чего происходит разрежение в канале, через который проходит горючий газ или пары жидкого горючего. Этот процесс заставляет горючее поступать также в смесительную камеру, только проходит он не по осевому каналу, а за пределами инжектора. Смесь, что образовывается в камере инструмента, подается через мундштук и воспламеняется.
Пропорции газов в горючей смеси при желании можно немного отрегулировать с помощью вентилей горелки. Отметим, что для инжекторных горелок горючий газ должен подаваться из баллона под давлением не меньше 0,01 кгс/см 2 .
Суть работы горелки, не имеющей инжектора.
Данная горелка работает по более простому принципу.
Оба газа – кислород и горючий, подаются в горелку практически под одинаковым давлением, которое должно составлять не меньше 0,5 кгс/см 2 . Газы смешиваются в камере, после чего направляются в наконечник горелки.
Требования, предъявляемые к газовым горелкам для сварочных работ.
Как и любое оборудование, предназначенное для проведения сварочных работ, газовые горелки должны отвечать ряду требований. Назовем основные из них:
- Горелки должны иметь не очень большие размеры и относительно маленький вес (иначе использовать их будет крайне неудобно).
- Кислород и горючий газ должны смешиваться в определенном соотношении. К примеру, горелок, которые используются с ацетиленом, предъявляют следующие требования по соотношению – Vк/Va = 0,8-1,5.
- Горелка должна поддерживать постоянный состав смеси во время проведения сварочных работ.
- Газовая горелка для сварки должна позволять сварщику менять мощность пламени.
- Скорость, с которой полученная смесь выходит из горелки, должна превышать скорость воспламенения этой смеси. В противном случае может наблюдаться такое явление, как обратный удар пламени.
- Горелка обязательно оснащается вентилями для регулировки состава смеси.
- Газовые горелки для сварочных работ должны соответствовать всем требованиям безопасности.
Отметим, что при использовании инжекторных горелок следует помнить, что на состав смеси могут негативно повлиять засорения мундштука, нагревание наконечника и прочие факторы. Поэтому перед использованием горелки необходимо проверять ее и при необходимости очищать от сварных брызг мундштук. В ходе работы следить, чтобы наконечник горелки не нагревался выше допустимой температуры. Безынжекторные горелки для сварочных работ также требуют тщательного контроля и ухода.
Самые востребованные способы
Критерии выбора цепи для бензопилы
Сварка в нижнем положении.
Способы газовой сварки могут описываться и перечисляться в нескольких толстых томах.
Возьмем самые распространенные из них:
Левая сварка
Левый способ газовой сварки – самый распространенный среди мастеров любой квалификации. Используется для соединения металлов с тонким краем и невысоким уровнем температуры плавления. Левая и правая сварка – две стороны одной медали, запомнить это легко.
Правая сварка
Правый способ сварки годится для работы с металлами с толщиной больше 3-х мм и высокой теплопроводностью. Нужно заметить, что сварочный шов при правой сварке получается более качественным благодаря лучшей защите металла пламенем.
Использование тепла пламени при правом способе экономичнее, а скорость процесса выше почти на 20%. В эту же копилку плюсов можно добавить экономию расходов газов около 10%.
Присадочную проволоку нужно брать с диаметром, меньшим ровно в два раза толщины металлической заготовки. Проволока не может быть толще 8-ми мм.
Сварка с использованием сквозного валика
Эта технология газовой сварки предполагает постепенное, шаг за шагом, перемещение пламени с плавлением верхней кромки отверстия в заготовке и накладыванием слоя расплавленного металла на нижний край этого же отверстия.
Предварительно листы металла фиксируют вертикально, оставляя зазор между ними в половину толщины самой заготовки. Шов формируется в форме валика, который и соединяет детали. Он отличается плотностью, без каких-либо пор или шлаковых остатков.
Сварка с помощью ванночек
Здесь название говорит само за себя. Принцип метода заключается в образовании новых и новых ванночек по ходу шва. Как только образовывается одна из них, в нее вводится конец присадочной проволоки, там плавится, а затем перемещается в восстановительный участок огня горелки.
Этим способом соединяют тонкие листы, когда нужно выполнить стыковые или угловые типы швов. Это любимый вид сварки для труб из стальных низколегированных или малоуглеродистых сплавов.
Многослойная газовая сварка
Применяется при очень ответственных видах работ, так как характеризуется довольно низкой производительностью, да и сварочные газы здесь требуются в большом объеме – метод не из дешевых. В нем происходит отжиг нижних слоев при наплавке верхних – последующих.
В результате идет отличная проковка каждого слоя перед формированием следующего шва. Такой способ значительно повышает качество металла шва.
Процесс идет в коротких участках
Особое внимание уделять очистке поверхности нижележащего слоя перед наложением следующего
Сварка окислительным пламенем и раскислением
Баллоны для газовой сварки.
Эта технология создана для соединения деталей из малоуглеродистых стальных сплавов. Пламя здесь имеет резко окислительный характер, вследствие чего в сварочной ванне образуются окислы железа. Если есть окисление, необходимо и так называемое раскисление.
Его добиваются с помощью специальной присадочной проволоки с высокими долями марганца и кремния. Отличный способ с производительностью выше на 10%, чем остальные методы.
Необходимое оборудование для газовой сварки
Водяной затвор
Виды корщеток для болгарки, критерии выбора
Это простая и эффективная защита трубы, генератора ацетилена и других элементов от огня в виде обратной тяги из газовой горелки. Вода в этом затворе должна быть на уровне, за которым нужно следить. Обычно он находится между горелкой и ацетиленовой трубой.
Газовые баллоны
Эти баллоны разного цвета в зависимости от вида газа. Ко всем баллонам применяется строгое правило: никогда не красить верхнюю часть, чтобы не случилось контакта краски и газа. Еще один технический нюанс: на ацетиленовые баллоны нельзя ставить медные вентили из-за высокого риска взрыва от взаимодействия ацетилена и меди.
Шланги разного назначения
Устройство горелки.
Шланги нужно много для чего: подачи газов и горячих жидкостей. Кроме того, они должны работать под давлением, так что это совсем не садовые шланги для полива огородика, а серьезные приспособления с особыми техническими характеристиками.
Шланги бывают трех категорий:
- с красной полосой для давления до 6-ти атмосфер;
- с желтой полосой для горючих веществ;
- с синей полосой для давления вплоть до 20-ти атмосфер.
Газовые горелки
Газы и пары от горючих жидкостей смешиваются в смесителе горелки. Они выпускаются в огромном разнообразии, делясь на инжекторные и горелки без него, разной мощности и так далее.
Газовый пост
Это специальный рабочий стол для сварки. Лучший вариант поста – столешница с возможностью ее поворачивать и фиксировать. Хороший пост оборудован вытяжной вентиляцией и хорошей системой складирования и хранения инструментов сварщика.
https://www.youtube.com/watch?v=7_k6hZ0SyPo
Газовая сварочная горелка. Устройство сварочных горелок
Газовой сварочной горелкой называют устройство, позволяющее правильно смешивать горючий газ (или пары горючей жидкости) с кислородом и получить стабильное сварочное пламя нужной мощности. Сварочные горелки входят в состав газосварочного оборудования.
Классификация сварочных горелок
Сварочные горелки классифицируются по нескольким признакам:
а) по способу подачи кислорода и горючего газа для газовой сварки различают инжекторные и безынжекторные газовые горелки;
б) по роду горючего вещества горелки делятся на газовые (в которые подаётся горючий газ) и жидкостные (в которых распыляется бензин или керосин);
в) в зависимости от своего назначения горелки бывают универсальные и специализированные;
г) в зависимости от количества потоков газового пламени грелки делятся на однопламенные и многопламенные;
д) по способу применения горелки делятся на ручные и машинные;
е) по мощности горелки бывают малой мощности (с расходом ацетилена с расходом ацетилена 25-400л/ч, средней мощности (в них расход ацетилена составляет 400-2800л/ч) и большой мощности (с расходом газа 2800-7000л/ч).
Классификация и область применения горелок для ацетиленокислородной сварки
Согласно ГОСТ1077, однопламенные универсальные газовые горелки для ацетиленокислородной сварки делятся на четыре вида: Г1 (микромощности), Г2 (малой мощности), Г3 (средней мощности,) и Г4 (горелки большой мощности).
Наибольшее применение получили горелки малой и средней мощности. Горелки малой мощности используют при сварке тонкого металла, толщиной 0,2-07мм. В комплекте с ними идут четыре наконечника разной величины.
Горелки средней мощности применяют при ручной газовой сварке, для сварки чугунов, сварки цветных металлов и сплавов, или же для наплавки, пайки и предварительного подогрева металлов. В комплекте с горелками средней мощности имеется ствол и семь сменных насадок различной величины. Насадки крепятся и фиксируются на стволе с помощью накидной гайки.
Такая комплектация горелок позволяет регулировать мощность сварочного пламени в большом диапазоне и производить сварку металлов толщиной 0,5-30мм.
Устройство и принцип действия инжекторных и безынжекторных сварочных горелок
На рисунке ниже показано устройство инжекторных (вверху) и безынжекторных (внизу) сварочных горелок.
Наибольшее распространение на практике получили инжекторные горелки. Инжектор представляет собой цилиндр, в котором по центру выполнен канал небольшого диаметра для кислорода, и выполнены радиально расположенные каналы для горючего газа. Подача кислорода осуществляется с давлением, превышающим давление горючего газа. Таким образом, с помощью кислородного потока горючий газ подсасывается в смесительную камеру. Подобный принцип подачи называется инжекцией.
Кислород из газосварочного баллона подаётся в сварочную горелку и через присоединительный штуцер (поз.5) проходит к инжектору (поз.7). Регулировочный вентиль (поз.6) позволяет контролировать количество подаваемого кислорода.
Проходя через центральное отверстие инжектора (поз.7) под большим давлением, кислород создаёт разряженное пространство в смесительной камере (поз.8) и засасывает в неё горючий газ, который подаётся через радиальные каналы инжектора. Образующаяся в смесительной камере горючая смесь по наконечнику (поз.2) направляется к мундштуку (поз.1). На выходе из мундштука газовая смесь сгорает, образуя сварочное пламя. Наконечник соединяется со стволом сварочной горелки при помощи накидной гайки (поз.3).
Инжекторные сварочные горелки идут в комплекте со сменными наконечниками. Сменные наконечники различаются диаметрами отверстий в мундштуке и инжекторе, благодаря чему можно изменять мощность сварочного пламени.
В безынжекторных горелках отсутствует инжектор. Кислород и горючий газ в них подаётся под одинаковым давлением (около 100кПа). В таких горелках вместо инжектора установлено обычное смесительное сопло, которое вворачивается в наконечник.
Информация о методе ацетиленовой сварки
Виды шлифовальных станков, критерии выбора моделей
Основным компонентом в данном виде сварки является ацетилен. Его получают искусственным путем в процессе смешивания воды и карбида кальция. В горелке образуется его смесь с кислородом, горение которой позволяет создавать высокую температуру.
В результате горения ацетилена в кислородной среде создается высокая температура, что позволяет оплавлять края деталей и прочно соединять их между собой.
Сложность газовой сварки
Основная сложность сварки ацетиленом и кислородом в том, чтобы получить C2H2. Раньше это делали в специальном аппарате, затем газ подавался по шлангам в горелку.
В нее же подводился кислород из баллона, они смешивались, и образовывалось пламя. Карбид кальция и вода заливались в генератор вручную. Этот трудоемкий процесс выполнялся перед каждой сваркой. После выполнения работ воду сливали и повторно использовали оставшийся карбид.
Сейчас проводить ацетиленовую сварку намного проще. Уже не надо вручную смешивать воду с карбидом: есть специальные баллоны и ацетиленом, их надо только подключить к горелке.
Описание технологии
Для проведения сварки сначала на горелке открывают подачу ацетилена. На то, что он выходит, указывает неприятный запах. Затем поджигают газ и медленно начинают подавать кислород из баллона.
Пламя должно приобрести синий цвет. На емкостях с кислородом и ацетиленом имеются редукторы. Для первого газа давление выставляют до 2 атм., а для второго — 2-4 атм. Большие значения усложняют процесс сварки.
В процессе газовой сварки под действием высокой температуры края соединяемых заготовок переходят в жидкое состояние, а после их застывания получается прочное соединение. Баллоны с кислородом окрашивают в голубой цвет, а с ацетиленом — в белый.
Баллоны с кислородом и ацетиленом.
Преимущества данного метода
При горении такого газа в среде кислорода достигается температура, превышающая градус плавления стали и других металлов. Квалифицированный сварщик с помощью такого оборудования выполняет работы качественно и с высокой эффективностью.
Кроме этого, ацетиленовая сварка имеет такие преимущества, как:
- высокая мобильность (не требуется подключения к электричеству);
- возможность регулировки температуры пламени (это позволяет предотвратить деформацию деталей и стыка, контролировать скорость выполнения работ);
- удобное выполнение поворотного шва, когда расстояние до стены небольшое (в других видах сварки приходится делать операционный стык);
- возможность соединять заготовки из металлов с разной температурой плавления;
- возможность сваривать тонколистовые изделия из конструкционной стали, меди, чугуна, латуни (в таких случаях другие методы сваривания неэффективны);
- применение разных присадочных проволок, помогающее улучшить качество шва.
Недостатки использования ацетилена
Среди недостатков такого способа сварки надо отметить следующие:
- Взрывоопасность ацетилена высокая, но здесь многое зависит от человека.
- Во время работы нагревается большая площадь соединяемых изделий, что приводит к изменению свойств материала. В машиностроении такой метод не используют.
- Если надо соединить детали толщиной более 5 мм, то лучше использовать электросварку.
- Ацетилен не подходит для работы с высокоуглеродистой сталью.
- Если соединять внахлест, то в изделиях образуются большие напряжения, и они деформируются.
- На материалы и оборудование затраты увеличиваются, в отличие от электродуговой сварки.
- Выполнять работы может только опытный сварщик.
Только опытный специалист может справиться с ацетиленовой сваркой.
Для каких металлов подходит
Данный вид сварки подходит для большинства черных и цветных металлов. Он практически незаменим при соединении тонкостенных труб и аналогичных деталей, при работе с медью, чугуном, заготовками из конструкционной стали.
Ацетиленовая горелка принцип работы
§ 44. Сварочные горелки
Горелки разделяются на инжекторные и безынжекторные, однопламенные и многопламенные, для газообразных горючих (ацетиленовые и др.) и жидких (пары керосина). Наибольшее применение имеют инжекторные горелки, работающие на смеси ацетилена с кислородом.
Схема и принцип работы инжекторной горелки.
Горелка состоит из двух основных частей — ствола и наконечника (рис. 64). Ствол имеет кислородный
1
и ацетиленовый
16
ниппели с трубками
3
и
15
, рукоятку
2
, корпус
4
с кислородным
5
и ацетиленовым
14
вентилями. С правой стороны горелки (если смотреть по направлению течения газов) находится кислородный вентиль
5
, а с левой стороны — ацетиленовый вентиль
14
. Вентили служат для пуска, регулирования расхода и прекращения подачи газа при гашении пламени. Наконечник, состоящий из инжектора
13
, смесительной камеры
12
и мундштука
7
, присоединяется к корпусу ствола горелки накидной гайкой.
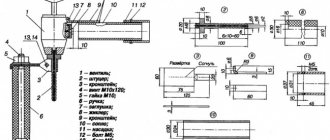
Рис. 64. Устройство инжекторной горелки: 1, 16 — кислородный и ацетиленовый ниппели, 2 — рукоятка, 3, 15 — кислородная и ацетиленовая трубки, 4 — корпус, 5, 14 — кислородный и ацетиленовый вентили, 6 — ниппель наконечника, 7 — мундштук, 8 — мундштук для пропан-бутан-кислородной смеси, 9 — штуцер, 10 — подогреватель, 11 — трубка горючей смеси, 12 — смесительная камера, 13 — инжектор; а, б — диаметры выходного канала инжектора смесительной камеры, в — размер зазора между инжектором и смесительной камерой, г — боковые отверстия в штуцере 9 для нагрева смеси, д — диаметр отверстия мундштука
Инжектор 13
представляет собой цилиндрическую деталь с центральным каналом малого диаметра — для кислорода и периферийными, радиально расположенными каналами — для ацетилена. Инжектор ввертывается в смесительную камеру наконечника и находится в собранной горелке между смесительной камерой и газоподводящими каналами корпуса горелки. Его назначение состоит в том, чтобы кислородной струей создавать разреженное состояние и засасывать ацетилен, поступающий под давлением не ниже 0,01 кгс/см 2 . Разрежение за инжектором достигается благодаря высокой скорости (порядка 300 м/с) кислородной струи. Давление кислорода, поступающего через вентиль 5, составляет от 0,5 до 4 кгс/см 2 .
Инжекторное устройство показано на рис. 65.
Рис. 65. Разрез инжекторного устройства: 1 — смесительная камера, 2 — инжектор, 3 — корпус горелки
В смесительной камере кислород перемешивается с ацетиленом и смесь поступает в канал мундштука. Горючая смесь, выходящая из мундштука со скоростью 100 — 140 м/с, при зажигании горит, образуя ацетилено-кислородное пламя с температурой до 3150°С.
В комплект горелки входит несколько номеров наконечников. Для каждого номера наконечника установлены размеры каналов инжектора и размеры мундштука. В соответствии с этим изменяется расход кислорода и ацетилена при сварке.
Конструкция пропан-бутан-кислородных горелок отличается от ацетилено-кислородных горелок тем, что перед мундштуком имеется устройство 10
(рис. 64) для подогрева пропан-бутан-кислородной смеси. Дополнительный нагрев необходим для повышения температуры пламени. Обычный мундштук заменяется мундштуком измененной конструкции.
Техническая характеристика инжекторных горелок.
В настоящее время промышленность выпускает сварочные горелки средней мощности — «Звезда», ГС-3 и малой мощности — «Звездочка» и ГС-2. В эксплуатации находятся также горелки «Москва» и «Малютка», выпускавшиеся до 1971 г.
Горелки «Москва», «Звезда» и ГС-3 предназначены для ручной ацетиленокислородной сварки стали толщиной 0,5 — 30 мм.
В комплект горелки средней мощности входит ствол и семь наконечников, присоединяемых к стволу горелки накидной гайкой (табл. 15), Обязательный комплект включает наконечники № 3, 4 и 6, чаще всего необходимые при выполнении сварочных работ, остальные наконечники поставляются по требованию потребителя. Горелки «Звездочка», ГС-2 и «Малютка» поставляются с наконечниками № 0, 1, 2, 3. В горелках «Звезда», ГС-3, «Звездочка» мундштуки изготовляются из бронзы Бр.Х 0,5, металла более стойкого, чем медь МЗ, применявшаяся для изготовления мундштуков горелок «Москва» и «Малютка». По этой причине срок службы выпускаемых горелок повышен по сравнению с выпускавшимися ранее.
15. Техническая характеристика горелок малой и средней мощности
Горелки типа ГС-3 работают с рукавами диаметром 9 мм. Горелки малой мощности «Малютка», «Звездочка» и ГС-2 предназначены для сварки сталей толщиной 0,2 — 4 мм. Горелки ГС-2 работают с резиновыми рукавами диаметром 6 мм.
Для пропан-бутан-кислородной смеси промышленность выпускает горелки типов ГЗУ-2-62-I и ГЗУ-2-62-II; первая предназначена для сварки стали толщиной от 0,5 до 7 мм, вторая — для подогрева металла. Для пламенной очистки поверхности металла от ржавчины, старой краски и т. д. выпускается ацетиленокислородная горелка Г АО (горелка ацетиленовая, очистка). Ширина поверхности, обрабатываемой горелкой за один проход, составляет 100 мм.
Для закалки металла выпускаются наконечники НАЗ-58 к стволу горелки ГС-3.
Сварку и другие виды обработки металлов пропан-бутан-кислородным пламенем можно производить горелкой ГЗМ-2-62М с четырьмя наконечниками.
Нарушение работы инжекторного устройства приводит к обратным ударам пламени и снижению запаса ацетилена в горючей смеси. Запас ацетилена представляет собой увеличение его расхода при полностью открытом ацетиленовом вентиле горелки по сравнению с паспортным расходом для данного номера мундштука. Причинами этих неполадок могут быть засорение кислородного канала, чрезмерное увеличение его диаметра вследствие износа ацетиленовых каналов, смещение инжектора по отношению к смесительной камере и наружные повреждения инжектора. Для нормальной работы горелки диаметр выходного канала мундштука должен быть равен диаметру канала смесительной камеры, а диаметр канала инжектора — в 3 раза меньше.
Посадочное место инжектора отрегулировано для инжекторов, входящих в комплект горелки.
Инжекторы горелки «Москва» можно использовать в горелке «Звезда», а инжекторы горелки «Малютка» — в горелке «Звездочка».
Проверка горелки на инжекцию (разрежение) проводится каждый раз перед началом работы и при смене наконечника. Для этого с ниппеля снимается ацетиленовый рукав и открывается кислородный вентиль. В ацетиленовом ниппеле исправной горелки должен создаваться подсос, обнаруживаемый прикосновением пальца к отверстию ниппеля.
Поддержание мундштука в надлежащем состоянии обеспечивает нормальное пламя по форме и размерам (см. гл. X). Мундштуки работают в условиях высокой температуры, подвергаются механическому разрушению от брызг при сварке и требуют ухода за ними (чистка, охлаждение и т. д.). Риски, задиры, нагар на стенках отверстия выходного канала мундштука снижают скорость выхода горючей смеси и способствуют образованию хлопков и обратных ударов, искажают форму пламени. Эти недостатки устраняют подрезкой торца мундштука на 0,5 — 1 мм, калибровкой и полировкой выходного отверстия.
После каждого ремонта детали горелок обязательно обезжиривают бензином марки Б-70.
Безынжекторные горелки
работают под одинаковым давлением кислорода и ацетилена, равным от 0,1 до 0,8 кгс/см 2 . Эти горелки обеспечивают более постоянный состав горючей смеси в процессе работы. Безынжекторные горелки можно питать ацетиленом, либо от баллонов, либо от генераторов среднего давления.
Специальные горелки.
Для газопламенной обработки материалов иногда целесообразно применять специальные горелки. Промышленностью выпускаются горелки для нагрева металла с целью термической обработки, удаления краски, ржавчины, горелки для пайки, сварки термопластов; пламенной наплавки и др. Принципиальное устройство специальных горелок во многом аналогично горелке, используемой для сварки металлов. Отличие состоит в форме и размерах мундштуков, а также в тепловой мощности, форме и размерах пламени. Специальные горелки выпускают для любого горючего газа.
1. Почему для газовой сварки из горючих газов употребляют главным образом ацетилен?
2. Расскажите о классификации ацетиленовых генераторов.
3. Какую роль выполняет в горелке инжектор?
4. Какое влияние оказывает инжекторное устройство и устройство мундштука на работу горелки?
5. Какие бывают специальные горелки?
По сниженной стоимости самоспасатель спи 20м на нашем сайте.
Используемое оборудование
В недавнем прошлом обеспечить качественное соединение при помощи ацетилена было затруднительно, что объяснялось несовершенством используемых технологий. Однако сегодня появилось высококачественное оборудование, которое позволяет получать на выходе пламя с ровными параметрами, а сварщик имеет возможность с легкостью регулировать интенсивность и температуру горения пламени горелки. Такое оборудование для сварки ацетиленом включает соответствующий генератор, который в процессе работы заправляется карбидом и позволяет контролировать уровень давления в системе. Современные установки для такой сварки ацетиленом отличаются полной безопасностью в эксплуатации, они надежны, и просты в использовании.
Также возможно использование вместо кислорода и генератора сразу же баллона, заправленного ацетиленом, что позволяет существенно упростить выполнение сварочных работ. Тем самым снижаются трудозатраты и повышается производительность выполнения такой сварки. Однако необходимо учитывать, что использование уже заправленных ацетиленовых баллонов приводит к некоторому увеличению себестоимости выполняемой сварки металлических элементов.
Газовая сварка ацетиленом металлических изделий
Одним из несомненных преимуществ этой технологии сварки является ее простота. Для такой работы потребуются специальные горелки для работы с ацетиленом. Такие горелки промаркированы индексами от 0 до 5. Оборудование с индексом 0 имеет наименьшую производительность и предназначено для работы с легкосплавными металлами. А вот установки с маркировкой 5 отличаются максимальной производительностью, что позволяет использовать их для работы с тугоплавкими металлами.
Залогом качественного выполнения такой сварки ацетиленом станет правильный выбор горелки и ее грамотная регулировка. Необходимо также учитывать, что номер используемых электродов должен соответствовать маркировке горелки. В целом же, выбор электродов не представляет сложности. По параметрам они должны соответствовать показателям тугоплавкости металлов и быть приближены к нему своим сплавом.
Горелку продувают горючим газом из генератора и лишь после появления характерного запаха ацетилена можно поджигать горелку и добавлять небольшое количество кислорода из баллона. Регулируя вентиль на баллоне с кислородом, сварщик может регулировать интенсивность пламени, его температуру и насыщенность. Давление редуктора должно составлять приблизительно 2 атмосферы для кислородного баллона и от 2 до 4 атмосферы для генератора. В каждом конкретном случае эти показатели должны выбираться в зависимости от особенностей свариваемых металлических элементов.
Поверхности металлических элементов для сварки ацетиленом должны быть очищены от краски и других загрязнений. Их подгоняют максимально близко друг к другу. Далее необходимо пламя горелки направлять на шов соединения, а присадочный материал должен перемещаться вслед за горелкой. Подобная технология работы позволит обеспечить эластичность и прочность соединения. Также можно использовать технологию сварки, когда пламя от горелки направлено в сторону от получающегося шва. При этом присадочный материал вносится в высокотемпературную сварочную ванну, расплавляется и стекает в получаемый соединительный шов. Недостатком подобной технологии является увеличение зоны нагрева, что может привести к короблению металлических элементов и изменению структуры металла.
Принцип действия инжекторной горелки
В инжекторных горелках подача горючего газа в смесительную камеру производится за счет подсоса его струей кислорода, вытекающего с большой скоростью из отверстия сопла. Этот процесс подсоса газа более низкого давления струей кислорода, которая подводится с более
Рис. 61. Устройство инжекторной горелки:
высоким давлением, называется инжекцией. Горелки, в которых используется подобный принцип действия, называются инжекторными.
Для нормальной работы инжекторных горелок требуется, чтобы давление ацетилена было значительно ниже, чем давление кислорода (0,001-0,12 МПа и 0,15-0,5 МПа соответственно).
На рис. 61 приведена схема устройства инжекторной горелки.
Горелка состоит из двух основных частей — ствола и наконечника. Ствол имеет кислородный ниппель 1 и ацетиленовый ниппель 16 с трубками 3 и 15, рукоятку 2, корпус 4 с двумя вентилями — ацетиленовым 14 и кислородным 5.
Вентиля служат для пуска и прекращения подачи газа при гашении пламени, а также для регулировки расхода.
Наконечник горелки состоит из смесительной камеры 12, инжектора 13, трубки 11 с ниппелем наконечника б и мундштука 7. Весь узел наконечника подсоединяется к корпусу ствола горелки специальной накидной гайкой.
Инжектор 13 (рис. 62) — это цилиндрическая деталь с центральным каналом для кислорода и периферийными радиально расположенными каналами для ацетилена. Центральный канал имеет очень маленький диаметр.
Рис. 62. Схема инжекторного устройства
Для нормальной инжекции необходим правильный вы* *
бор зазора между торцом инжектора и конусом смеси — ,• тельной камеры.
Разряжение за инжектором (подсасывающее ацетилен) достигается за счет высокой скорости кислородной струи (до S00 м/сек). Давление кислорода, который поступает через вентиль 5, составляет от 0,5 до 4 кгс/см2.
В смесительной камере ацетилен смешивается с кислородом и смесь поступает в канал мундштука. Смесь выходит из мундштука со скоростью 50-170 м/сек.
Нагрев наконечника горелки снижает инжекцию и уменьшает разряжение в камере инжекции, что уменьшает поступление ацетилена в горелку. Это, в свою оче — 1 редь, ведет к усилению окислительного действия сварочного пламени. Чтобы восстановить нормальный состав сварочного пламени, сварщик должен по мере нагревания наконечника увеличивать поступление ацетилена, открывая ацетиленовый вентиль.
В комплект горелки входит несколько наконечников разных номеров. Для каждого наконечника установлены размеры каналов инжектора и размеры мундштука.
Конструкция пропан-кислородных горелок отличается наличием перед мундштуком устройства 10 для подогрева пропан-кислородной смеси. Дополнительный нагрев нужен для повышения температуры пламени.
Безынжекторные горелки. В безынжйкторных горелках горючий газ и кислород подаются примерно под одинаковым давлением (0,05—0,01 МПа). В горелке отсутствует инжектор: вместо него имеется простое смесительное сопло, которое ввертывается в трубку наконечника горелки (рис. 63).
Кислород по рукаву через ниппель 4, вентиль 3 и специальные дозирующие каналы поступает в смеситель горелки. Аналогично поступает в горелку и ацетилен.
Рис. 63. Схема безынжекторной горелки
Для образования нормального сварочного пламени горючая смесь должна вытекать из горелки с определенной скоростью, а именно со скоростью горения. Если скорость истечения больше скорости горения, то пламя будет отрываться от мундштука и гаснуть. Если же, наоборот, скорость истечения меньше скорости горения, то горючая смесь будет загораться внутри наконечника.
В связи с этим сварочные посты дополнительно оборудуют автоматическими регуляторами, обеспечивающими равенство давлений ацетилена и кислорода.
Пара слов о расходных материалах
Какой газ используют при сварке – вопрос не маловажный, в котором нужно разбираться, чтобы сделать верный выбор. Типы используемых газов разные, выбор зависит от нескольких факторов.
Кислород
Кислород, к примеру, отличается полным отсутствием цвета и запаха. Роль у него особая, он выполняет функцию катализатора процессов плавления металлов во время сварки. Хранение и транспортировка кислорода производятся в баллонах с постоянным давлением. Это дело непростое, но вполне выполнимое.
Пламя газовой горелки.
В помещениях, где хранятся баллоны, ни в коем случае не должно быть ни источником тепла, ни прямого солнечного света.
Как получают сварочный кислород: это делается достаточно просто – из атмосферного воздуха с помощью специализированного оборудования.
Кислород подразделяется по чистоте на три типа:
- высший сорт с концентрацией газа в 99,5%;
- первый сорт с 99,2%;
- второй – с 98,5%.
Ацетилен
Это второй по популярности газ, применяемый в ГС как для сварки, так и для резки. Он также без цвета и запаха. При повышенном давлении или нагревании ацетилен может взорваться. Производится он из карбида кальция и воды.
Ацетилен – не самый дешевый газ, но его преимущество делает его очень востребованным среди сварщиков. Все дело в температуре горения – она у ацетилена замечательно высокая, особенно в сравнении с такими более дешевыми газами как метан, пропан или пары керосина.
Флюс и присадочная проволока
Это главные участники процесса формирования сварочного шва. Присадочная проволока должна быть абсолютно очищенной от малейших признаков грязи или коррозии. Иногда вместо проволоки можно применять полоску из такого же металла, что и заготовки для сваривания.
Единственный металл, который может обойтись без флюсовой смеси, это углеродистая сталь. Ну а особая нужда в присутствии флюса возникает при сварке меди, алюминия и их сплавов.
Виды пламени
Одним из достоинств газосварки является возможность использования огня с разными химическими свойствами: окислительным, восстановительным, с повышенным содержанием ацетилена.
«Нормальным» считается восстановительное пламя, при котором металл окисляется с той же скоростью, что восстанавливается. Оно применяется в большинстве случаев. Для соединения деталей из бронзы и других сплавов с содержанием олова применяется только восстановительный огонь.
Окислительное пламя образуется при увеличении количества кислорода в газовой смеси. В некоторых случаях оно предпочтительно и даже необходимо, например, при соединении латуни и пайке твердым припоем.
Особое свойство окислительного пламени состоит в возможности увеличить скорость газовой сварки. Но при этом необходимо применять специальную присадку, содержащую раскислители — марганец и кремний.
Если использовать с окислительным пламенем в качестве присадочной проволоки тот же материал, что и в свариваемых деталях (за исключением латуни) — шов выйдет хрупким, с большим количеством пор и каверн.
https://youtube.com/watch?v=rXRycorsAOo
Пламя с увеличенным содержанием горючего газа применяется для наплавки на какую-либо деталь другой детали из более твердого сплава, а также при варке деталей из чугуна и алюминия.
Внутрисопловое смешение
В устройствах с внутрисопловым смешением смесь образуется в шлицевых каналах между наружной гильзой и внутренним мундштуком. Подача режущего кислорода осуществляется рычажным клапаном, а подогревающего и горючего газа – регуляторами, которые установлены на рукоятке.
Данное оборудование выпускается в 3-х исполнениях: для работы с ацетиленом, пропаном и природным газом. Поскольку газ смешивается не у рукоятки, как в инжекторных устройствах, а в головке, такие аппараты имеют повышенный уровень безопасности. Вместе с тем, подобный принцип действия требует более сложной конструкции, что приводит к увеличению стоимости приспособления. Также для стабильной работы требуется повышенное давление горючего газа – от 20 кПа.
Устройства с внутрисопловым смешением
Плюсы и минусы
Самым главным достоинством этого вида сварки является автономность, поэтому отсутствует необходимость в источнике тока, что особо приемлемо при выполнении монтажно-строительных работ на площадках, где отсутствует электроэнергия.
Преимущества ацетиленовой сварки:
- Возможность регулирования расстояния до свариваемой поверхности и рабочих режимов, что позволяет исключить брак в виде прожогов, даже в случае соединения тонких металлических листов.
- Мобильность перемещений и транспортировка по монтажно-строительной площадке.
- Надежность и высокое качество производимых работ.
- Контроль за процессом сварки.
- Возможность выполнения неповоротного шва, вблизи препятствий, например, стены без необходимости осуществления операционного стыка.
- Создание неразъемных металлических соединений с различными температурами точек плавления.
- Настройка силы и размера сварочного пламени.
- Повышение качества шва с применением легирующей стальной проволоки.
- Устранение процессов возникновения деформационных сдвигов конструкции и стыка, путем регулировки температурного режима нагрева, тем самым достигая расчетный режим сваривания металлов.
- Низкая стоимость оборудования и расходников для устройства.
Недостатки при использовании мини ацетиленовой горелки:
- Работы могут выполнять только обученные и аттестованные работники.
- Низкая производительность работ по сварке.
- Изменение химических и структурных свойств материала на большой площади нагрева.
- Применение ацетилена создает высокую пожароопасность среды;
- Большая загазованность в месте сварочных работ.
- Низкокачественное пайка узлов из легированных стальных материалов.
- Невозможность выполнения сварки внахлёст.
Инструкция по эксплуатации
Все операции с ацетиленовой горелкой может производить обученный персонал, аттестованный на знание правил ПБ 03.273/99 и других отраслевых и региональных нормативных актов для работ на объектах подведомственных Госгортехнадзору РФ.
Сварщики при производстве работ с использованием газовых баллонов обязаны соблюдать строгие меры пожарной безопасности: не бросать их без наблюдения, не помещать около горячих источников, с кислородом и другими воспламеняющимися газовыми смесями.
Перед началом сварочных работ в помещениях, его тщательно вентилируют до/во время/после процесса сварки. До выполнения работ должны быть оформлены все необходимые разрешительные документы и допуски.
Краткая характеристика
Сварка ацетиленом является древним методом сваривания деталей из металла. Ацетилен получают в результате соединения карбида кальция и воды. Раньше смешивание производилось вручную с использованием специального генератора. Дополнительно применялся баллон с кислородом, шланги, горелка.
Главная особенность ацетилена, как химического элемента, состоит в строении его молекулы C2H2. Она обладает двумя слабыми водородными связями и высокоэнергичной тройной связью между атомами углерода. Именно эти свойства позволили использовать газ при проведении сварочной технологии. Он производит качественное и прочное соединение конструкций из разных видов металла.
Однако у этой технологии был большой недостаток — использование генератора и ручное смешивание ацетилена. Эта мера отличалась сложностью, и ее требовалось выполнять перед каждым свариванием. Но не все так плохо, положительные моменты все же имелись, остатки газа после сливались, они применялись снова.
Однако через некоторое время сварка ацетиленом и кислородом начала проводиться с использованием специальных баллонов с необходимым газом. По этой причине сейчас нет необходимости производить ручное соединение карбида кальция и воды.