Аргонная сварка – уникальный и единственный способ соединения деталей из цветных металлов, отличающийся безупречным качеством и скоростью. Для этого вида сварки применяется особая аргоновая горелка (АГ), выполненная с керамическим соплом и держателем вольфрамового электрода. Устройство достаточно качественное и надежное, чтобы работать в средах с высокими температурами. Головка горелки должна проворачиваться на 180 градусов, чтобы ее можно было направить ко шву, защитив при этом рукоятку от перегрева температур.
Устройство и принцип работы
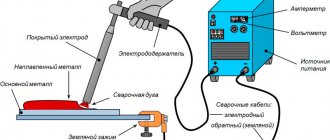
Аргоновая сварка похожа на обыкновенную дуговую, только сварочная ванна заполняется аргоном, который на 38.0 % тяжелее атмосферного воздуха, он опускается в сварочную ванну, вытесняя воздух и изолирует ее от атмосферного О2. В связи с такой обработкой сварочный шов выходит без оксидной пленки, а качество сварки улучшается. Аргон не является дорогостоящим газом, он имеется в воздухе и является побочным газом, в процессе выработке О2 и N2.
Основной элемент устройства – горелка. На электрод поступает рабочий ток, а сварочная площадка защищается аргоном от контакта с О2 из атмосферы, тем самым предотвращает окисление поверхности. В комплект устройства входит шлейф, шланг для газоподачи и силовой кабель. Иногда в комплекте отсутствует шлейф, поэтому потребуется обратить на это внимание, оформляя покупку. Сварка АГ может выполняться вручную, в режиме полуавтомата и 100% автоматический способ. От этого будет зависеть исполнение агрегата, чем больше процент автоматизации, тем сложнее конструкция и выше стоимость.
В конструкции АГ имеется резервуар для циркуляции воды с 2-мя штуцерами для входа и выхода. В центре сосуда на диэлектрических упорах размещен электрод, имеющий провод и точку для присоединения кабеля. Газ из баллона подается к соплу в свободное пространство рядом с электродом.
Как выглядит аргоновая горелка
Порядок подключения аргоновой горелки:
- Сварщик запускает циркуляционную охлаждающую систему и сварочный аппарат.
- Открывают подачу аргона на АГ.
- После создания защитного слоя зажигают дугу.
- Начинается нагрев, при Т плавления образуется ванночка из металла на границе соединения, в которую подается присадочный материал в виде проволоки.
- После образования хорошего соединения, сварщик перемещает горелку дальше по шву.
Переходники
Артикул: 072.700.002 Переходник M12х1–M16х1,5 DAB1216
Переходник M12х1–M16х1,5 предназначен для перехода с одной резьбы на другую. Используется для подключения аргонодуговых горелок TIG к сварочным аппаратам. Переходник изготовлен из латуни.
Цена: 697 р
Артикул: 072.700.001 Переходник M12х1–3/8 DAB1238
Переходник M12х1–3/8 предназначен для перехода с одной резьбы на другую. Используется для подключения аргонодуговых горелок TIG к сварочным аппаратам. Переходник изготовлен из латуни.
Цена: 690 р
Артикул: 070.100.052 Переходник M14х1–M12х1 DAB1412
Переходник M14х1–M12х1 предназначен для перехода с одной резьбы на другую. Используется для подключения арогонодуговых горелок TIG к сварочным аппаратам. Переходник изготовлен из латуни.
Цена: 697 р
Артикул: 070.100.114 Переходник M14х1–1/4 DAB1414-1
Переходник M14х1–1/4 предназначен для перехода с одной резьбы на другую. Используется для подключения арогонодуговых горелок TIG к сварочным аппаратам. Переходник изготовлен из латуни.
Цена: 697 р
Артикул: 070.100.043 Переходник M12х1–M10х1 DAB1210-1
Переходник M12х1–M10х1 предназначен для перехода с одной резьбы на другую. Используется для подключения арогонодуговых горелок TIG к сварочным аппаратам. Переходник изготовлен из латуни.
Цена: 673 р
Артикул: 070.100.042 Переходник M12х1–M10х1 (внут) DAB1210
Переходник M12х1–M10х1 (внут) предназначен для перехода с одной резьбы на другую. Используется для подключения арогонодуговых горелок TIG к сварочным аппаратам. Переходник изготовлен из латуни.
Цена: 636 р
Артикул: 070.100.041 Переходник M12х1-1/4 DAB1214
Переходник M12х1–1/4 предназначен для перехода с одной резьбы на другую. Используется для подключения арогонодуговых горелок TIG к сварочным аппаратам. Переходник изготовлен из латуни.
Цена: 697 р
Артикул: 070.100.032 Переходник 3/8–M12х1 DAB3812
Переходник 3/8–M12х1 предназначен для перехода с одной резьбы на другую. Используется для подключения арогонодуговых горелок TIG к сварочным аппаратам. Переходник изготовлен из латуни.
Цена: 697 р
Артикул: 070.100.031 Переходник 3/8G–ОКС (вода) DAB3800
Переходник 3/8G–ОКС (вода) предназначен для перехода с одной резьбы на другую. Используется для подключения арогонодуговых горелок TIG с водяным охлаждением к сварочным аппаратам. Переходник изготовлен из латуни.
Цена: 676 р
Артикул: 070.100.022 Переходник 3/8–1/8 DAB3818
Переходник 3/8–1/8 предназначен для перехода с одной резьбы на другую. Используется для подключения арогонодуговых горелок TIG к сварочным аппаратам. Переходник изготовлен из латуни.
Цена: 697 р
Артикул: 070.100.021 Переходник 3/8–1/4 DAB3814
Переходник 3/8–1/4 предназначен для перехода с одной резьбы на другую. Используется для подключения арогонодуговых горелок TIG к сварочным аппаратам. Переходник изготовлен из латуни.
Цена: 668 р
Артикул: 070.100.012 Переходник 1/8–M12х1 DAB1812
Переходник 1/8–M12х1 предназначен для перехода с одной резьбы на другую. Используется для подключения арогонодуговых горелок TIG к сварочным аппаратам. Переходник изготовлен из латуни.
Цена: 697 р
Артикул: 070.100.011 Переходник 1/8–3/8 DAB1838
Переходник 1/8–3/8 предназначен для перехода с одной резьбы на другую. Используется для подключения арогонодуговых горелок TIG к сварочным аппаратам. Переходник изготовлен из латуни.
Цена: 697 р
Артикул: 070.100.002 Переходник 1/4–M14х1 DAB1414
Переходник 1/4–M14х1 предназначен для перехода с одной резьбы на другую. Используется для подключения арогонодуговых горелок TIG к сварочным аппаратам. Переходник изготовлен из латуни.
Цена: 697 р
Артикул: 070.100.001 Переходник 1/4–3/8 DAB1438
Переходник 1/4–3/8 предназначен для перехода с одной резьбы на другую. Используется для подключения арогонодуговых горелок TIG к сварочным аппаратам. Переходник изготовлен из латуни.
Цена: 697 р
Для подключения вентильных горелок к аппаратам ручной дуговой сварки (MMA) вы можете использовать кабельные наконечники ОКС с быстросъёмом.
Разновидности аргоновых горелок
Аргоновые горелки подразделяются по виду охлаждения: воздух или вода. Во многих моделях TIG устроено воздушное, так как водяной метод потребует сложного оборудования. По методу подачи инертной среды бывают АТ с вентилем или кнопкой. Многие современные устройства снабжены и тем, и другим. По типу соединительного разъема со сварочным аппаратом, АТ не классифицируют из-за многообразия вариантов. Обычно производитель комплектует их под конкретные виды инверторов, единственное условие – разъем обязан соответствовать гнезду аппарата. С этим возникают проблемы, особенно при покупке в интернете, так как многие изготовители забывают указывать тип разъема. Также в комплекте должна быть указана длина шлейфа 4 или 8 метров.
Характеристику горелки можно определить от маркировки названия, например, TIG 26, что означает большую горелку с водяным охлаждением. АГ делятся на две группы: маленькие и большие. К первым относятся маркировка 9 (воздушное охлаждение) и 20 (водяное). Расходники и запчасти для них – взаимозаменяемы.
По типу конструкции
АГ подразделяют на вентильные и кнопочные. Первая конструкция — самая простая, для начала процесса просто открывают вентиль на баллоне. Часто такие горелки соединяются только к инвертору. Процесс розжига дуги заключается в постукивании проволокой по свариваемой поверхности. Такая конструкция АГ не применяется для соединения деталей из алюминия.
Кнопочная модель — более усовершенствованный тип. Кнопка довольна, функциональна и имеет несколько положений режима: газоподача, настройка сварочного тока, розжиг, образование дуги и другие. Подобные горелки просты в эксплуатации и обеспечивают достойное качество швов.
Комбинированные горелки с вентилем и кнопкой встречаются редко, их не рекомендуют использовать новичкам в аргоновой сварке, поскольку они сложные в процессах настройки, а вот опытные специалисты выбирают этот вариант горелок, так как они имеют больше функционала для создания разных сварочных режимов.
По типу охлаждения
Варианты охлаждения в АГ, существуют воздушное, работающее на естественном принципе циркуляции и водяное с принудительной подачей охлаждающей жидкости. Первый метод конструкционно прост, детали охлаждаются воздухом под действием О2. Такая система применяется при сварке небольших швов и с током до 200 А, иначе устройство аргоновой горелки будет перегреваться.
Водяное охлаждение — процесс выполняется за счет особых конструкционных элементов, для подачи к корпусу холодной воды.
Виды аргоновых горелок для ручной сварки
Сварка может производиться вручную, в полуавтоматическом режиме и в автоматическом. Соответственно, конструктивное исполнение будет отличаться. Чем более автоматизирован процесс, тем сложнее устройство.
Рассмотрим устройства исключительно для ручной сварки (TIG): какие они бывают, на что обращать внимание при выборе той или иной модели.
Основные функции горелки: держать сварочный электрод, создающий дугу, и подавать газ в зону сварки. С этим справляются даже простейшие горелки. Для качественного результата, кроме опыта сварщика, требуется, чтобы было удобно работать и можно было не ожидать подвоха в виде, например, выпадающего электрода или другой неприятной «мелочи».
Классифицировать аргоновые горелки можно по виду охлаждения: воздушное или жидкостное. В большинстве моделей горелок TIG предусмотрено воздушное охлаждение. Водяной теплоотвод требует дополнительной оснастки.
По способу подачи газа различают горелки, оборудованные вентилем или кнопкой. Некоторые модели снабжены и тем, и другим.
По типу разъема, подключаемого к сварочному аппарату, классифицировать горелки сложно из-за их многообразия.
Обычно производитель устанавливает разъемы под определенные виды инверторов. Разъем должен соответствовать гнезду сварочного аппарата. Здесь могут возникнуть проблемы при покупке горелки через интернет, поскольку лишь единичные изготовители указывают в наименовании тип разъема. Например, в горелке FUBAG FB TIG 26 5P – управляющий разъем 5pin, в TORCH 24 WATER 4m M12x1 – разъем M12x1. В крайнем случае разъем перепаивают.
Зато обязательно указана длина шлейфа. Самый распространенный его размер – 4 метра, реже — 8 метров, еще реже – промежуточные значения.
Что может подсказать маркировка?
На большинстве горелок или в наименовании товара на сайтах продавцы все же указывают «определяющее» числовое значение. Например, TIG 26 после названия производителя.
При выборе горелки начинающему сварщику стоит иметь представление о различиях горелок, скрывающихся под цифрами.
По большому счету, аргоновые горелки по габаритам можно разделить на две группы: маленькие и большие. К маленьким относятся 9 (воздушное охлаждение) и 20 (водяное). Расходные и комплектующие изделия для них – взаимозаменяемы. Для больших (подходящих для бытовых сварочных работ) горелок с номерами 18 (водяное охлаждение), 17 и 26 (воздушное) в отношении замены то же самое.
В обозначении недорогих отечественных горелок часто встречается обозначение вида WP 17 (имя производителя где-то указано, но его придется поискать). В принципе, минимум информации получен: большая аргоновая горелка с воздушным охлаждением под электроды из чистого вольфрама.
Электроды для аргоновой сварки
При аргоновой сварке используют электроды из тугоплавкого вольфрама, иногда чистого, иногда с присадками. Наличие добавок позволяет облегчить работу с рядом металлов и сплавов.
Кроме буквенной маркировки, разные виды вольфрамовых электродов отмечают цветом хвостовика.
Сведения для удобства представлены в таблице.
| Буквенное обозначение. | Цвет | Ток (DC или AC) | Свариваемые металлы | Примечание |
| WP | зеленый | AC | Магний, алюминий, сплавы | |
| WZ | белый | AC | Бронза, алюминий, никель, сплавы | |
| WT | красный | DC | Нержавеющая сталь, тантал, молибден | Особые меры безопасности: обязательная вентиляция в помещении. |
| WY | синий | DC | Углеродистые, низколегированные, нержавеющие стали, титан | |
| WL | золотистый | DC, AC | Любые стали и сплавы | |
| WC | серый | DC, AC | Любые стали и сплавы |
Диаметр электрода выбирают в зависимости от рабочего тока: до 50 А — диаметр 1 мм, до 100 А – 1,6 мм, до 200 А – от 2 мм до 2,4 мм, свыше 200 А – 3,2 мм, свыше 300 А – 4 мм. Кроме силы тока учитывают толщину свариваемого металла. Правильнее будет сказать, что от толщины и состава металла зависит выбор электрода и тока.
Неплавящиеся вольфрамовые электроды требуют заточки перед использованием. Общий принцип выбора остроты угла – чем шире планируемый шов, тем тоньше острие.
Само острие зачищается.
Что еще нужно сварщику перед работой?
Забота о технике безопасности при выполнении сварочных работ ложится на плечи самого сварщика. Маска (со щитком менее удобно), комбинезон или куртка со штанами, рукавицы из специально обработанной ткани – обязательная экипировка. Открытые участки кожи недопустимы.
Нужно проверить рабочее место на правильное подключение горелки к сварочному аппарату и баллону, целостность кабеля и рукава, наличие огнетушителя, отсутствие рядом легковоспламеняющихся и горючих предметов.
Критерии выбора
Сварка TIG больше всего применима там, где имеет значение вид выполняемого шва либо где свариваемые детали тонкие, и потребуется контролировать параметры дуги. Аппаратами TIG сваривают тонкие нержавеющие, детали из цветных деталей, требующих точного режима дуги, поскольку при перегреве узлы будут деформированы.
При подборе АГ применяют такие критерии:
- Режим тока от 5.0 до 230.0 А, сваривает нержавейку 0.5 мм и алюминиевые узлы 6.3 мм.
- Стабильность сварочного режима — важный параметр качественного процесса, особенно при окончании процесса.
- Режим тока — переменный или постоянный.Если планируется сваривать не только нержавеющую сталь, но и цветные металлы, то агрегат должен быть двух-режимным.
- При соединении переменным током, направление его меняется. Когда сваривают алюминиевые детали, при «+» направлении поверхность освобождается от оксидов, а при противоположном – выполняется процесс плавления. Важен также баланс между направлениями, поэтому допустимо менять продолжительность сварки электротоком определенной направленности.
- Простота использования. Этот вид аргонной сварки может выполнять мастер с высокой квалификацией. Поэтому для начинающих пользователей потребуется простой аппарат с понятными функциями управления.
- Наличие вентилятора для воздушного охлаждения. Он может включаться автоматически по температурному датчику или функционировать в постоянном режиме.
- Рентабельность и производительность — важные факторы при выборе АГ, на них влияют конструкция и расходники. При приобретении последних, нужно обращать внимание не только на цену, но и срок использования.
При выборе аргоновой горелке необходимо учитывать стабильность сварочного режима
Плюсы и минусы
Сварка аргоном, в общем, сложное оборудование для новичков, нужно готовиться к тому, что в этом случае скорость работы будет низкая. Тем не менее, зачастую этим устройствам альтернативы нет. Основные преимущества аргонодуговой сварки:
- Создание защитного шва от губительного воздействия атмосферы.
- Отсутствие перегрева металла при определенном опыте работ.
- Нет повреждения кристаллической решетки в местах соединения.
- Широкая сфера применения для любых видов сплавов.
- Редкая смена электродов.
- Доступность на рынке комплектующих для аргоновой горелки.
Недостатки АГ:
- Защита от окружающего воздуха легко может быть нарушена, если сварщик будет работать на сквозняке, поскольку защитный газ будет просто «сдуватся»;
- при режиме с большой силой тока потребуется периодическое охлаждение сварки;
- мощное излучение ультрафиолета при применении гелия;
- достаточно сложное оборудование, чтобы подключить и использовать, необходимо выполнить его настройки;
- необходима квалификация и опыт у сварщика.
Нюансы подключения
Аргоновый аппарат отличается от обычной дуговой, поэтому сварщику нужно соблюдать определенные правила:
- Шов должен накладываться исключительно по направлению обрабатываемой кромки, любые колебательные движения будут утолщать шов, и снижать его прочностные характеристики.
- При выполнении работ потребуется следить за режимной скоростью движения дуги и глубиной провара металла.
- Лучше выполнять ручную сварку с применением инверторного оборудования оборудованного механической подачей присадочного материала.
- Для того чтобы создать защитное аргоновое облако, подают газ за 20 сек до начала сварки и заканчивают после 5 сек. Газ защищает полученный шов микротрещин, тем самым обеспечивая его прочность.
- Заканчивают выполнения шва с помощью реостата, медленно снижая напряжение дуги.
- Зажигают дугу с использованием осциллятора с источником питания. Тогда можно создавать высокочастотные импульсы для ионизации зазора дуги, например, при частоте в сети 55 Гц и напряжении 220 В, осциллятор может подать напряжение в 5000 В счастотой до 450 Гц, что позволит легко зажечь электрод.
- В противоположность обычной дуговой, АГ нельзя начинать с касания электродом свариваемых деталей.
- Сначала на них подают газ в течении 20 сек, затем плавно подносят сопло аргоновой горелки к металлу на 2 мм, дугу медленно и ровно ведут вдоль шва, не допуская колебательных движений, при этом присадочную проволоку располагают перед соплом и подают также плавно.
Подбор сварочных горелок TIG
Горелка для аргонодуговой сварки – это важная часть сварочного оборудования, которая в качестве источника энергии использует электрический разряд. С её помощью образуется пламя, необходимое для сварочного процесса. Конструктивно она состоит из таких частей, как шланг для подачи аргона, силовая жила и рукоятка с головкой. Производители предлагают на выбор множество моделей горелок TIG, которые отличаются мощностью, длиной кабеля, способом подключения к сварочному оборудованию, типом охлаждения и управления.
1 / 1
Что такое аргонодуговая TIG сварка
Сварка TIG подходит как для соединения стыков толстых изделий, так и для создания аккуратных тонких швов. Её широко используют в автосервисах и на различных предприятиях. Сварка производится при помощи неплавящегося электрода в защитной среде инертного газа. Одно из главных преимуществ TIG заключается в том, что этот метод подходит для сварки самых разнообразных материалов: алюминия, магния, нержавеющей стали, меди, никеля и прочих металлов. Он с успехом применяется и для сварки разнородных металлов.
Основной элемент сварки TIG – это вольфрамовый электрод с температурой плавления чуть меньше 4000°C. Для аккуратной и точной работы ведения шва он требует периодической заточки, т.к. от этого в немалой степени зависит как чистота шва, так и его толщина. Перед работой вольфрамовый электрод помещается в цангу и фиксируется в горелке TIG. На конце последней находится керамическое сопло с электродом, расположенным по центру. По окружности в процессе работы подаётся инертный газ – обычно аргон. В качестве присадочной проволоки чаще всего используется тот же тип металла, из которого выполнены свариваемые изделия. Аргонодуговая сварка идеально подходит для соединения изделий из алюминия, т.к. без инертного газа этот металл в процессе плавления начинает окисляться под воздействием кислорода.
Основные критерии выбора
Чтобы сделать оптимальный подбор сварочной горелки TIG, для начала определитесь с типом охлаждения. Оно может быть воздушным или водяным. В первом случае кабель, по которому проходит сварочный ток, охлаждается за счёт воздуха – подключать дополнительные устройства при этом не требуется. Во втором случае кабель охлаждается водой, циркулирующей в горелке. Для этой цели оборудование дополняется специальным блоком. Какое же охлаждение выбрать:
- Если вы планируете работать на больших токах, то вам потребуется водяное охлаждение, если на малых – воздушное.
- Для сваривания тонких металлов необходимо воздушное охлаждение, толстых – водяное.
Обратите внимание на разъём горелки для TIG. Обычно он имеет подключение 2pin и 7pin. Чтобы не ошибиться с выбором, узнайте, какое гнездо стоит у вашего аппарата.
Что обозначают латинские буквы в названии устройства? Несколько слов об этом:
- F (от Flexible – «гибкий»). Устройство, имеющее эту букву, способно гнуться в разных направлениях. Это очень удобно при выполнении работ в труднодоступных местах.
- V (от Valve – «клапан», «вентиль»). Модель с такой буквой подходит для оборудования ручной дуговой сварки, но имеющего функцию TIG сварки.
- TS. Так в мире обозначают горелки, предназначенные для TIG сварки.
Найти подходящую для вашего аппарата газовую горелку вы можете в нашем каталоге. Дополнительно вы можете заказать у нас надёжные и высокотехнологичные сварочные аппараты, относящиеся к полупрофессиональному и профессиональному сегментам. Возможность точной настройки основных и вспомогательных параметров процесса облегчит работу и поможет добиться нужного результата. Если у вас возникнут сложности с выбором подходящего устройства, то наши менеджеры готовы вам помочь. Они расскажут вам об особенностях нашего оборудования, способах оплаты и условиях доставки.
Краткий обзор популярных производителей
Наиболее популярны модели АГ по рейтингу 2021:
- AURORA TIG 9V 110A – отечественная горелка работает со сварочными агрегатами марки СВАРОГ, имеет хорошую доступность в торговой сети и по расходникам и по запасным частям
- Стоимость зависит от модификации, и колеблется в пределах от 2.5 до 4.5 тыс. руб.
- СварогTS 26V (M12-1) – сварочный агрегат с воздушным охлаждением максимальным рабочим током — 180 А для постоянного и 130 А для переменного, допустимые электроды — от 0.5 до 4 мм, цена в Москве — от 4 до 6 тыс. руб.
- Барс TIG-17V – для режима с постоянным током 140 А и воздушным охлаждением, шлейф, длиной 4 м, большой набор комплектующих, цена 3.5 тыс. руб.
- Горелки TORCH для переменного и постоянного тока, цена до 3.0 тыс. руб. BlueWeld No 9 от 9.0 тыс. руб. тысяч, а No 26 — от 15.0 тыс. руб.
Аргоновая горелка AURORA TIG 9V 110A
Таким образом, можно подвести итог, что аргонодуговая горелка — основной элемент для аппарата сварки (WIG/TIG), позволяет работать с материалами разной толщины, в том числе с разнородными металлами, что делает ее незаменимой для таких видов работ. В руках опытного мастера она выполняет аккуратный шов, при этом металл практически не разбрызгивается.
Горелки с водяным охлаждением
Артикул: 072.258.120 Горелка TIG TP 25 (M12x1, 1/4G, 3/8G, 2PIN) 8м TBW2501-08
Аргонодуговая горелка TIG TP 25 (M12x1, 1/4G, 3/8G, 2PIN) с водяным охлаждением. Подключение осуществляется через гайку с резьбой M12×1. Подключение через 2 PIN. Два шланга под водяное охлаждение.
Цена: 7 542 р
Артикул: 072.254.120 Горелка TIG TP 25 (M12x1, 1/4G, 3/8G, 2PIN) 4м TBW2501-04
Аргонодуговая горелка TIG TP 25 (M12x1, 1/4G, 3/8G, 2PIN) с водяным охлаждением. Подключение осуществляется через гайку с резьбой M12×1. Подключение через 2 PIN. Два шланга под водяное охлаждение.
Цена: 6 493 р
Артикул: 072.208.100 Горелка TIG TP 20 (ОКС 35-50, б/р, 2PIN) 8м TBW2002-08
Аргонодуговая горелка TIG TP 20 (ОКС 35-50, б/р, 2PIN) с водяным охлаждением. Подключение осуществляется через ОКС 35-50. Подключение через 2 PIN. Два шланга под водяное охлаждение.
Цена: 8 522 р
Артикул: 072.204.100 Горелка TIG TP 20 (ОКС 35-50, б/р, 2PIN) 4м TBW2002-04
Аргонодуговая горелка TIG TP 20 (ОКС 35-50, б/р, 2PIN) с водяным охлаждением. Подключение осуществляется через ОКС 35-50. Подключение через 2 PIN. Два шланга под водяное охлаждение.
Цена: 5 689 р
Артикул: 072.208.120 Горелка TIG TP 20 (M12x1, 1/4G, 3/8G, 2PIN) 8м TBW2001-08
Аргонодуговая горелка TIG TP 20 (M12x1, 1/4G, 3/8G, 2PIN) с водяным охлаждением. Подключение осуществляется через M12x1. Подключение через 2 PIN. Два шланга под водяное охлаждение.
Цена: 7 418 р
Артикул: 072.204.120 Горелка TIG TP 20 (M12x1, 1/4G, 3/8G, 2PIN) 4м TBW2001-04
Аргонодуговая горелка TIG TP 20 (M12x1, 1/4G, 3/8G, 2PIN) с водяным охлаждением. Подключение осуществляется через M12x1. Подключение через 2 PIN. Два шланга под водяное охлаждение.
Цена: 4 841 р
Артикул: 072.188.100 Горелка TIG TP 18 (250,315AC/DC) 8м водяное охлаждение TBW1808-02
Аргонодуговая горелка TIG TP 18 (250,315AC/DC) с водяным охлаждением. Подключение осуществляется через ОКС 35-50 с выведенным шлангом для подачи газа. Подключение через 2 PIN. Два шланга под водяное охлаждение. Первый метр кабеля выполнен из кожи.
Цена: 9 522 р
Артикул: 072.184.100 Горелка TIG TP 18 (250,315AC/DC) 4м водяное охлаждение TBW1804-01
Аргонодуговая горелка TIG TP 18 (250,315AC/DC) с водяным охлаждением. Подключение осуществляется через ОКС 35-50 с выведенным шлангом для подачи газа. Подключение через 2 PIN. Два шланга под водяное охлаждение. Первый метр кабеля выполнен из кожи.
Цена: 5 978 р