Особенности процесса сваривания и типы ЭШ сварки
Здесь к главному отличию относится отсутствие электрической дуги. Вся электроэнергия поступается в шлак, являющийся проводником. Благодаря такой реакции выделяется нужное для расплавки количество тепла. Специальный электрод погружают в подготовленную ёмкость с побочными продуктами. Здесь отсутствует горение дуги, но ток продолжает поступать через расплавленный шлак. Следует отметить, что у данных работ есть отличительные черты:
- расстояние между плитами, которые находятся в вертикальном положении;
- активная плоскость не контактирует с кислородом, поскольку вся площадь закрыта шлаком;
- электрошлаковая сварка сопровождается малым расходом флюса, и шов легируется электродной проволокой;
- сплав долго пребывает жидким, благодаря чему из состава испаряются лишние газы.
Сварные соединения, выполняемые электрошлаковой сваркой
Также присоединение звеньев протекает при помощи плоского электрода. Цилиндрические тоже можно эксплуатировать, но он доставит дополнительных трудностей. Чаще шов наносят сверху в низ, а между обоими предметами допускается наличие зазора. Но для правильности припайки в пустой промежуток помещаются медные ползунки имеющие свойства кристаллизации.
Важный момент! Сущность проведения электрошлаковой сварки заключается в расплавлении и последующем быстром охлаждении листов.
И если проводить такие манипуляции на открытом воздухе, то на поверхности способны появиться трещины. Но шлаковая субстанция защищает от подобных неприятностей.
Такая методика даёт возможность скреплять полосы неограниченной толщины, однако, исполнение работы невозможно в домашних условиях. Ведь весь механизм имеет большие габариты, а способы перемещения оборудования для электрошлаковой сварки подразумевают эксплуатацию рельсовых установок. А главным узлом является агрегат, подающий проволоку в соединительную зону.
Что касается дополнительных тонкостей, то жар, исходящий от ванны, оказывает влияние на прилегающие ко шву участки. Происходит такое из-за сильных перепадов температуры. Околошовные зоны делятся на несколько классов:
- Перегрева. В этом месте зёрна основного металла значительно увеличиваются.
- Участок полной перекристаллизации. Здесь протекают фазы превращения, но нагрева недостаточно для роста зерна.
- Самая дальняя зона. Тут происходит снижение прочности зоны, которое можно исправить грядущей термообработкой.
Да, такая автоматическая сварка невозможна в частном хозяйстве, но человек может обзавестись электрошлаковой плавильней. Она не занимает много пространства, проста в использовании, а для исходного сырья можно использовать всё что угодно: ржавые железки, чистые куски сплавов, стружку и прочее.
Чтобы правильно пользоваться таким устройством, необходимо получить важные знания. В частности, про характеристики металлопроката. Например, пластины повышенной толщины, сделанные из чугуна, титана, меди, алюминия и их аналоги, отлично подходят для такой процедуры. Однако такой вариант не годиться для спайки тонких объектов. Что касается использования, то его проще понять по зарисовкам. Схема всего процесса электрошлаковой сварки позволяет понять всю технику и особенности применения агрегата.
Суть процесса
Сущность технологии заключается в передаче тока шлаку, а от него – электроду и кромкам деталей. Стабильность процесса обеспечивается постоянной температурой, которая может достигать 1900-2000 °C.
Большая часть тепла попадает в сварочную ванну, далее энергия поступает к краям деталей.
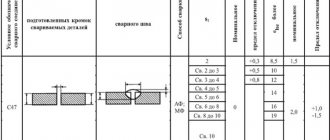
Основные схемы
Электрошлаковый метод используют не только для соединения деталей, но и для отлива, наплавки. Сварку выполняют плавящимися электродами или мундштуками, присадочными прутками большого диаметра. Существует 6 основных схем работы, которые можно увидеть на изображении.
Стоит рассмотреть особенности каждого варианта:
- Первые 2 способа считаются самыми распространенными. Их применяют для соединения заготовок высотой 2-4,5 см с помощью присадки диаметром 3 мм.
- Третья схема может использоваться для сварки более массивных конструкций. Толщина каждой детали может достигать 12 см.
- Четвертый вариант отличается высокой производительностью.
- Пятая схема относится к категории узконаправленных методов. Ее используют при работе с низколегированными сталями. Высота листа может достигать 10 см.
- Шестая схема предназначена для создания габаритных конструкций без дальнейшей термической обработки. Толщина свариваемых заготовок может составлять до 6 см. Способ помогает получить прочный однородный шов.
Схема процесса сварки.
Типы сварных швов и соединений
Технология ЭШС позволяет варить детали, находящиеся в разных пространственных положениях. Самыми используемыми считаются следующие виды швов:
- Стыковые соединения. Между деталями оставляют небольшое расстояние, что считается главной особенностью электрошлаковой технологии. Порядок разделки кромок и формирования сварных швов регулируется ГОСТ 15164. При сварке встык разных по толщине деталей утончают более толстый край. Допускается приваривание металлической пластины к менее массивной заготовке.
- Тавровые и угловые соединения. Применяются реже, чем стыковые. При использовании плавящегося мундштука сварные кромки разделывают K- или V-образным способом.
- Прямолинейные соединения. Выполняются в вертикальном положении. Допускается небольшой наклон.
- Кольцевые швы. Используются при работе со сферическими или цилиндрическими заготовками.
Рекомендуем к прочтению Какие виды сварки существуют
Технология ЭШС
Всё начинается со сборки деталей: устанавливают две пластины на определённом расстоянии друг от друга, снизу с и обеих сторон устанавливают специальные скобы, которые фиксируют заготовки. Затем в пустой промежуток помещают сварочную проволоку и засыпают флюсом (в дальнейшем он будет расплавляться, образуя твёрдую основу). После накопления определённого количества жидкого шлака дуга шунтируется им и гаснет. Далее, электроэнергия течёт сквозь побочные продукты, которые имеют завышенные параметры сопротивления. В ходе проведения процесса сваривания создаётся высокотемпературная обстановка, которая доводит железо до расплавленного состояния. Также в ходе наложения шва гладь проходит стадию охлаждения.
По мере поднятия ванны фиксирующие скобы демонтируют и образуется ровная и прочная спайка. Однако это не окончательный этап, ведь требуется зачистить готовый шов, удаляя поверхностные трещины и раковины. Технологические планки, которые монтировались в начале процедуры, срезают болгаркой или другим инструментом. Технология осуществления электрошлаковой сварки позволяет получить высококлассный экземпляр, который можно подвергать последующей ковке и штамповке. Следует отметить, что методика показывает высочайшую эффективность при конструировании кольцевых соединений.
Технология электрошлаковой сварки
Несмотря на всю сложность, многие предприятия активно практикуют такой подход. Дело в том, что полученное соединение получается настолько качественным, что оно схоже с основной структурой заготовки. При всём этом пропадает необходимость в отливке и ковке большинства деталей. Также электрошлаковая сварка менее затратная, а схема, на которой хорошо видны все этапы, свидетельствует прямым тому подтверждением.
Прогресс не стоит без дела, и с каждым годом появляются свежие приёмы, позволяющее решить трудные задачи металлургической отрасли. Относятся совершенствования не только к появлению новых приспособлений, но и к обнаружению новых материалов. Следует обозначить, что в приоритете такой «эволюции» стоит автоматизация и компактность установок, а также манера нанесения спаек.
Важные свойства
Технология электрошлаковой сварки обладает многими положительными особенностями и свойствами, которые являются ее преимуществами.
Среди основных качеств стоит выделить:
- защита соединения от воздействия атмосферного воздуха. Данную функцию выполняет шлак в жидком виде;
- изменение показателей плотности тока при сварочном процессе в отличие от других методов сваривания оказывает небольшое воздействие на структуру соединения;
- во время процесса отмечается невысокое кратковременное прерывание подачи тока;
- за один раз можно делать соединения с любой толщиной;
- можно сваривать необработанные края деталей;
- наблюдается небольшой расход энергии;
- низкая стоимость расходных материалов – шлака;
- наблюдается высокий КПД.
Важно! Во время электрошлаковой сварки применяется не постоянный ток, как при многих других методах сваривания, а переменный.
Способы сваривания
Все действия направлены на соединение узкого круга металлов, которые попадают под класс низкоуглеродных и среднеуглеродных. В исключительных случаях допускаются легированный тип. Также все плиты должны иметь достаточную толщу. Всего есть три разновидности современной электрошлаковой сварки:
- С применением непрерывной подачи присадочного электрода, направляющегося слева на право. Ход контакта носит возвратно-поступательный характер, что даёт высокую плотность взаимодействия;
- С эксплуатацией плоских контактов, заменяющих ползуны из медной материи. Этот подход сопровождается меньшим расходом присадок, но электроды повинны идеально подходить под форму заготовок;
- Третий – комбинация двух предыдущих видов. Здесь участвую сразу два вида контактов, где плоский зафиксирован на месте, а плавящийся подаётся в активную среду.
Многоэлектродная электрошлаковая сварка
Электрошлаковая наплавка лентой
Каждый тип используется в зависимости от показателей будущего предмета и характеристик сплавляемой материи.
Какие применяют флюсы
Флюсы и шлаки для электрошлаковой сварки это одно и тоже. Данная субстанция является ведущей, и она должна соответствовать определённым условиям:
- обеспечение старта реакции в максимально короткий промежуток времени и с любым напряжением;
- проплавление кромок на высоком уровне;
- высокие атрибуты и прочность готового шва;
- простота очистки излишков по завершению действий.
Также для каждой процедуры требуется выбирать свою разновидность вещества. Например, для низколегированных или углеродистых типов железа предназначен АН-8. Режимы его прокалки составляют 400-500 °С. В химический состав гранул входят оксиды кремния, марганца, кальция, магния, алюминия. В наплавленном металле будет содержаться 0,12% фосфора и 0,1% серы.
Для высоколегированных предназначен АН-22. Эта материя похожа на стекловидное строение жёлтого цвета. Что касается режима прокалки, то он должен доходить 650-800 °С.
Флюс для электрошлаковой сварки
При обработке нержавейки используются флюсы АН-45 и его аналоги. Однако при расплавлении данного вещества наблюдается большое выделение фтористых газов, что является главным недостатком. Технологические свойства имеют следующий характер:
- Хорошее образование шва с плавным переходом к основе изделия.
- Низкая склонность к образованию сколов и трещин.
- Размер зёрен может быть 0,25-3,0 мм.
- Удовлетворительная определимость шлаковой корки.
Встречаются и менее популярные разновидности. Например, АН-9, АНФ-1, АНФ-7. Каждый из компонентов отличается химическим составом, температурой плавления и внешним видом, которые должны ещё и соответствовать ГОСТу.
Подготовительные работы
Сварку начинают с выбора присадочных материалов и оборудования. После этого подготавливают детали к соединению.
Выбор сварочных материалов
Типы используемых для ЭШС проволок можно изучить с помощью таблицы:
| Вид стали | Марка присадочного материала |
| Конструкционная | СВ-08А, СВ-08ГА |
| Среднеуглеродистая литая | СВ-10Г2С, СВ-10Г2 |
| Котельная | СВ-10Г2С, СВ-10Г2 |
| Среднеуглеродистая кованая | СВ-10Г2 |
| Низколегированная | СВ-10Г2С, 18ХМА, СВ-08-Г2С, СВ-08ХН2М |
| Среднелегированная | СВ-08Х3Г2СМ, СВ-20ХН3МФ |
| Высоколегированная | СВ-04Х19Н11М3 |
Все представленные в таблице материалы можно варить с применением флюсов АН-99, АН-8. При соединении сталей 08Х18Н10Т и 25ХН3МФА используют материал марки 48-ОФ-6.
Выбор режимов
Главными показателями являются:
- сила тока, I;
- снижение напряжения между шлаковой ванной и электродом, U;
- скорость поступления проволоки, Vе;
- скорость ведения электрода, Vсв;
- глубина шлаковой ванны, h;
- вылет проволоки, L;
- скорость колебаний электрода, Vk;
- число стержней, n;
- сечение электрода.
Формула для расчета силы тока
Для расчета силы тока применяют формулу I=(0,22Ve 90)n 1,2(Vсв 0,48Vп)ab, где a и b – высота и ширина заготовок. Скорость подачи присадки составляет: Vе= VсвF/S. Показатели Vk, L, h являются постоянными.
Выбор количества электродных проволок
Параметр зависит от габаритов свариваемых заготовок. Если толщина не превышает 5 см, работают с 1 проволокой. 2 электрода требуются, когда параметр составляет 5-12 см. При сварке более массивных элементов применяют 3 проволоки.
Рекомендуем к прочтению Как варить металлы в газозащитной среде
Подготовка изделий
Перед началом работы торцы деталей очищают от ржавчины, оксидной пленки. Для этого используют специальные шлифовальные машины. Кромкам придают нужные формы и размеры. Рекомендуют устанавливать детали с клиновидным зазором, увеличивающимся кверху. Угол раскрытия выбирают с учетом способа сварки и фиксации заготовок. Показатель чаще всего составляет 1-2°. Детали закрепляют планками или скобами, привариваемыми вдоль стыка. После завершения сварки фиксаторы срезают газоплазменным способом.
Подготовка изделия к процессу сваривания
Торец предмета с габаритами не более 20 см обрабатывают газорезателем. Необходимость этой операции возникает из-за нужды откорректировать гребни и выхваты: они обязаны быть 0,2-0,3 см, с отклонением от прямого угла не более 0.4 см. Поверхность более толстых металлических изделий проходит стадию механического воздействия, а весь прокат очищают от окислов и коррозии при помощи наждачной машины. Литьё и ковка обязаны быть обработаны по аналогичной методике, и на расстоянии 8 см от торца.
Если присутствует необходимость в соединении двух прокатов с разными слоями, то в работе используют ступенчатую систему ползунов, либо над поверхностью металла большей толщины проводят удаление необходимого слоя. При скреплении кольцеобразных сплавов разность в диаметре стыка не должна быть больше 0,5, а сдвиг свыше 1 мм. Из вышеперечисленного можно сделать вывод, что такие действия имеют ювелирный характер. Но тут содержится ещё один немаловажный момент: чтобы получилась качественная деталь, всю разметку нужно делать с небольшим отступом в большую сторону. Это необходимо делать из-за деформации, которая возникает в ходе воздействия жаром.
Подготовка деталей к сборке и сварке
Пригодность деталей к ЭШС в основном определяется чистотой обработки торцевых поверхностей свариваемых кромок и состоянием боковых поверхностей кромок, по которым будут перемещаться устройства, формирующие шов.
Для сварки металла толщиной до 200 мм торцевые поверхности кромок подготовляют газорезательными машинами. Величина отдельных гребешков и выхватов не должна превышать 2—3 мм, а максимальное отклонение от прямоугольности реза должна быть не более 4 мм. При толщинах металла свыше 200 мм, а также для кольцевых швов и деталей из легированных сталей в большинстве случаев применяют механическую обработку.
Боковые поверхности деталей, выполненных из проката, обычно зачищают от ржавчины и окалины наждачными кругами. Боковые поверхности литых и кованых деталей подвергают механической обработке на ширину 60—80 мм от торца кромки с чистотой R 80— R 40. В тех случаях, когда применяют для сварки неподвижные формирующие устройства (медные водоохлаждаемые или стальные привариваемые), боковые поверхности литых деталей не обрабатывают.
При сборке стыковых соединений прямолинейных швов смещение кромок (депланация) не должно превышать 2—3 мм. При сварке деталей разной толщины перед сборкой более толстую кромку сострагивают или на тонкую кромку устанавливают по всей длине стыка выравнивающую планку, которую после сварки сострагивают. При сварке деталей разной толщины используют специальные ступенчатые ползуны. Случайные смещения кромок не должны превышать 1—2 мм.
Допуски на смещение кромок для кольцевых швов меньше. Максимальная разность диаметров стыкуемых деталей не должна превышать ±0,5 мм, а наибольшее смещение кромок при сборке должно быть не более 1 мм. При сварке кольцевых швов цилиндрических изделий большого диаметра с малой толщиной стенки, свальцованных из проката без механической обработки кромок, смещение кромок не должно превышать 3 мм.
При сборке под сварку для уменьшения депланации листов обычно используют шайбы-пластины с двумя круглыми отверстиями или другие приспособления. Эти пластины пропускают в зазор между листами, а в отверстия (диаметром ≈40 мм) забивают цилиндрические клинья со скосом.
Перед сваркой сборочные приспособления следует удалять и заменять закрепляющими устройствами, которыми чаще всего служат скобы, привариваемые с тыльной стороны стыка. При большой толщине листов, когда скорость сварки невелика, вместо скоб можно применять пластины, привариваемые односторонними швами с лицевой стороны и удаляемые в процессе сварки, фиксирующие скобы или пластины устанавливают через 500—800 мм. Пластины приваривают так, чтобы шов заканчивался за 60—80 мм от торцевой поверхности кромок.
Для получения точных размеров готового сварного изделия необходимо собирать детали с зазором, учитывающим деформации соединяемых деталей при сварке. Следует различать расчетный, сварочный и сборочный зазоры. Сварочный зазор обычно принимают на 1—12 мм больше расчетного.
В действительности изделие собирают с большим так называемым сборочным зазором. Сборочный зазор в нижней части стыка равен сварочному зазору. В верхней части стыка сборочный зазор следует увеличивать на 2—4 мм на каждый метр длины стыка.
Электрошлаковые швы формируют с помощью водоохлаждаемых ползунов или медных подкладок, а также приваривающимися подкладками или замковыми соединениями.
Для начала электрошлакового процесса и выведения его за пределы сварного соединения используют входной карман и выходные планки.
Осуществление возбуждения ЭШ процесса
Эта реакция начинается в самом начале, когда в ванне расплавляется флюс и вся зона разогревается до рабочей температуры. Также на качество оказывает сильное влияние подготовка.
Всего существует два варианта наведения шлаковой ванны:
- твёрдый старт. Здесь плавка осуществляется за счёт электрической дуги, с последующим шунтированием и подсыпанием нового шлака;
- жидкий старт. Тут в рабочее пространство добавляют флюсовую материю в жидком состоянии. Её предварительно расплавляют в печи.
Использование первого пункта требует больше энергетических затрат из-за повышения силы тока. Также на дно планки засыпается перемолотый порошкообразный металл, который способствует получению сварочной дуги. На протяжении всей работы необходимо следить за расходниками, и периодически добавлять их.
Скачать ГОСТ 15164-78
Технология сварки
Свариваемые детали устанавливают вертикально, оставляя достаточный зазор между кромками. Формирование металла шва происходит принудительно. В зону сварки подается проволочный электрод или стальная пластина (стержень) и флюс. Между проволокой и металлом в начале процесса горит дуга. После образования достаточного слоя жидкого флюса (шлаковой ванны) дуга гаснет, и прохождение электрического тока происходит только через флюс. Выделяющееся тепло способствует дальнейшему расплавлению флюса, проволочного электрода и кромок свариваемых материалов. Расплавленный металл образует сварочную ванну, стекая на дно шлаковой ванны.
Сварочная головка вместе с медными ползунами-кристаллизаторами перемещается по соединяемым деталям снизу вверх, удерживая их. Ползуны, формующие металл шва, охлаждаются через каналы, по которым циркулирует вода. Цель – обеспечение нормального формирования шва и предотвращение вытекания из плавильного пространства жидкого шлака и металла. По мере заполнения зазора пластины ползуна перемещаются вверх. Металл ванны охлаждается, происходит кристаллизация и образование сварного шва по всей высоте кромок соединяемых материалов.
Материалы и оборудование при проведении ЭШС
Одним из популярных станков для данной процедуры является А535. Он предназначен для однопроходной ЭШС с переменным электричеством. Но эта установка подойдёт для ограниченной электрошлаковой сварки.
Важно добавить, что приспособление отлично справится со спайкой кольцевых и продольных швов, диаметр которых будет не более 300 мм.
Технические характеристики:
- напряжение сети – 380 В;
- частота тока – 50 Гц;
- количество стержней – 3 шт;
- диаметр проволоки – 3 мм;
- толщина металла – до 450 мм.
Аппарат для электрошлаковой сварки А535
Другое оборудование — А550. Электрошлаковая сварка с его помощью проходит по аналогичному сценарию, но тут отличаются его некоторые параметры и свойства. Некоторые производители предлагают изготовить модель по индивидуальному заказу, где его напряжение будет составлять 380 В, 415 В с частотой 50 Гц. Также можно задать высоту хода автомата, в зависимости от размеров заготовки.
Для улучшения качеств изделия могут добавляться различные присадки. Они также подаются напрямую в резервуар, где смешиваются с главным веществом и помогают на протяжении всего действия.
Оборудование для электрошлаковой сварки
Автоматы для данного способа сварки отличаются конструктивно и видом источника питания. Специальные устройства перемещают электроды вдоль ванны, что обеспечивает ее равномерный прогрев. Ограничивающие боковые ползуны и мундштук с проволокой по мере формирования шва поднимаются вверх. Особенности конструкции видны на видео. Стабильность процесса обеспечивают источники питания — трехфазные трансформаторы. Их применение дает возможность изменять выходное напряжение в диапазоне 38-54 В.
В СССР были разработаны аппараты трех типов.
- Рельсовые — перемещаются вдоль шва по вертикальным направляющим.
- Безрельсовые — крепятся к обрабатываемому изделию механическим способом и перемещаются непосредственно по нему.
- Шагающие устройства — движутся по конструкции посредством электромагнитов.
Применение специального плавящегося мундштука дало возможность использовать ЭШС для получения швов сложной конфигурации. Для формирования требуемого шва мундштук, который повторяет его форму, плавится вместе с проволокой.
Преимущества и недостатки способа ЭШС
Ведущей положительной чертой этого воздействия является возможность сваривания предметов огромных габаритов. Благодаря открытию этой методики стало проще конструировать и ремонтировать массивные объекты. Другие положительные особенности процесса электрошлаковой сварки:
- высочайшие показатели производительности при работе с крупногабаритными пластинами;
- консервативное потребление электроэнергии и вспомогательных веществ из расчёта на 1 кг;
- прекрасное качество скрепления, которое наделено схожестью со структурой основного материала;
- нет нужды в разделывании кромок, что сильно облегчает подготовительные действия.
К описанию настоящих характеристик можно добавить, что эта манера является более экономной, и в теории можно сделать шов любой толщины за один проход.
Контроль качества
Появление дефектов ухудшает качество сварного соединения, делая его менее прочным. Для обнаружения недостатков предназначены специальные методы.
Как проводится контроль качества сварных соединений
Характерные дефекты
При работе по технологии ЭШС сварные соединения могут приобретать такие недостатки:
- Горячие трещины. Возникают при работе с любыми видами сталей. Однако наиболее подвержены трещинам высокоуглеродистые сплавы. Способствует появлению дефектов и высокая скорость сварки при жесткой фиксации деталей.
- Холодные трещины. Появляются при соединении заготовок из среднелегированных сталей с ферритовой присадкой. Предотвратить появление дефектов помогает уменьшение глубины ванны, равномерный провар соединения.
- Иные дефекты. К ним относятся посторонние включения, поры, непровары. Появляются при несоблюдении правил сварки.
Рекомендуем к прочтению Классификация основных видов сварки плавлением
Способы контроля сварных швов
Соединения, получаемые в результате ЭШС, требуют комплексного исследования. Применяют такие методы контроля:
- внешний осмотр;
- ультразвуковое сканирование;
- магнитная дефектоскопия;
- рентгенологический контроль;
- радиационная дефектоскопия.
Ультразвуковое сканирование швов.
Область применения
Область применения любой электрошлаковой сварки имеет узкий круг специализации. Чаще к ней прибегают в строительстве крупного транспорта, например, торговых судов. Также ЭШС помогает в строительстве массивных мостов, где качество соединения и прочность играют жизненно важную роль.
Конструкции, сваренные электрошлаковой сваркой
Именно такой манерой сваривают опорный волок толстолистового прокатного стана, вес которого составляет более 100 тонн, а сечение в несколько квадратных метров. В ходе исследования и совершенствования оказалось, что ЭШ сварку можно использовать в различных металлургических манипуляциях: электрошлаковый переплав. Отличие здесь в том, что ток подводится не к проволоке, а к электроду из переплавляемого материала. Само расплавленное вещество скапливается в ёмкости, которая охлаждается путём циркуляции воды.