Где используется легированная проволока
Чаще всего проволока СВ08Г2С применяется при проведении работ на сварочных автоматах и полуавтоматах в промышленных условиях. Применяя ее, можно проводить ручную сварку различных изделий из стали. Применяя этот расходный материал, можно получить сварное соединение высокого качества. Шов получается ровным и чистым.
Сферы применения
Проволока этой марки незаменима при выполнении следующих операций:
- образование валика на соединительном шве;
- заполнение пространства между краями свариваемой заготовки.
При выполнении сварочных работ этот метиз является основным элементом технологических процессов. Без нее не обходится сварка в таких сферах, как:
- строительство;
- машиностроение;
- самолето-, кораблестроение.
Также отметим, что эта легированная проволока для сварки может использоваться в качестве эффективного присадочного материала. Одна из характерных особенностей – высокий коэффициент наплавки. Благодаря этому обеспечивается высокое качество выполнения сложных мероприятий по наплавке.
В последнее время высоколегированная проволока для сварки активно применяется при выполнении работ в газовой атмосфере. Для создания такой среды обычно используется аргон или смесь этого газа с другими. Часто для образования этой среды применяется углекислый газ. Выбор в пользу последнего продиктован его меньшей стоимостью в сравнении с аргоном. Когда сварочные работы проводятся в среде углекислого газа, то используется постоянный ток. Отметим, что такая среда рекомендована для выполнения работ по сварному соединению изделий из углеродистых сталей.
Основные достоинства
Проволока аналогичной маркировки позволяет выполнить герметичные швы высокого качества, во время производства сварки дуга отличается устойчивым горением, независимо от используемого оборудования: бюджетного оно класса или для профессионалов. Повторное возбуждение дуги при внезапном затухании не является проблемой даже для новичков.
При сварке в защитном газе металл практически не разбрызгивается, шовное соединение имеет приятный внешний вид, что немаловажно при ремонте конструкций остающихся на виду. При таком соединении дополнительная обработка или шлифовка не применяется, за ненадобностью. При использовании медного наконечника, его оплавление в процессе длительной эксплуатации незначительное, потому что проволока с маркировкой СВ08Г2С не оказывает на него абсолютно никакого влияния.
Проволока порошковая и газозащитная порошковая
Для того чтобы делать работу в полевых условиях или в открытых зданиях, была разработана порошковая сварочная проволока. Швы получаются качественные, механизация процесса занимает меньше времени, также меньше времени уходит на очистку металла от брызг. Такая проволока имеет два подвида: самозащитная порошковая и газозащитная порошковая.
Газозащитная создана для варки сварочным аппаратом полуавтоматом и автоматом, варить можно низколегированные и углеродистые стали, сварка проводится в среде газа защитного. Это может быть углекислота, аргон, их смеси. Такой способ имеет высокую степень проплавления металла, что позволяет проводить сварку нахлёсточных, угловых, стыковых соединений даже за один проход, в зависимости от конкретного случая каждый раз.
Типы
Существует несколько типов низкоуглеродистых сталей с:
- сердечником из флюса;
- высокой степенью наплавки;
- сердечником из флюса;
- сердечником из металлического порошка.
Это новые виды проволоки сварочной, при их помощи имеется возможность делать высокого качества сваривание металлических деталей, повышается скорость проведения сварки, уменьшается степень разбрызгивания металла, коэффициент наплавления высок, дымление при сварке наблюдается слабое. Этот факт также очень важен, особенно мал эффект дымления при сваривании металлов в среде аргона или в среде защитного газа, который состоит из смеси газов с высоким содержанием аргона.
Самозащитную порошковую проволоку ещё называют флюсовой, или самозащитной. Она имеет сердечник, в котором есть нужные шлакообразующие и защищающие сварочный шов присадки. Это избавляет от использования баллонного газа, что тоже выгодно, так как с использованием газа в баллонах связаны траты времени, транспортные расходы, трата денег и повышенная опасность на рабочем месте, потому как баллоны находятся под высоким давлением. Кроме этих проблем, баллоны требуют периодической аттестации.
При сварке полуавтоматом с помощью газа образовывается защитная ванна, газ выходит из сопла и попадает на расплавленный металл свариваемых деталей и создаёт условия для качественной сварки. Проволока в случае, когда сварка происходит без применения газа, создаёт защиту и качественное сваривание металла другим путём. Во время плавления проволоки, одновременно плавится и флюс, который входит в состав, образует в свариваемом месте защитный слой, который потоком воздуха не удаляется. Таким образом, этот вид сварки целесообразно применять на открытой местности при высокой скорости потока ветра, т. е. в полевых условиях.
Процесс получения
Проволока 08Г2С распространенная марка, потому что универсальна — с её помощью сваривают низколегированные стали и металлы с содержанием углерода. Она идеально подходит для работы начинающих сварщиков и опытным мастерам, реализуется в кассетах для профессионального использования весом 15 и более кг, компактный вариант — в катушках 5 кг.
При длительном хранении проволока не разматывается, поскольку намотка рядов выполнена плотно. Для производственных целей сварочная проволока такой маркировки реализуется в бухтах от 250 кг до массы более тонны. Такая упаковка действует на проволоку благоприятно и при прохождении через автомат подачи не изнашивает детали за счет скрученности. Стоимость в упаковке намного дешевле, чем намотанной на катушки или кассеты.
Где нужны сварочные работы
Вполне даже может быть, что сварочные работы некоторым людям могут потребоваться и в бытовых условиях, но подавляющее количество сварочных работ требуется в производственных условиях, там сварка числится практически как неотъемлемая функция производства. Когда возникает ситуация, при которой требуется сварить между собой металлы, также возникает вопрос о том, как следует эту работу выполнить, каким сварочным аппаратом и материалами это делать и тому подобные моменты.
Существуют различные способы сварки металлов, различные расходные материалы. Выбираются они в зависимости от того, какие металлы нужно сварить. Если нужно варить цветные или тугоплавкие металлы, следует использовать присадку сварочную определённого вида.
Каким образом выбирается марка материала?
Такой вопрос вполне может серьёзно озадачить новичка, но если во всём последовательно разобраться, то ничего сверхсложного в этом деле нет. Существует список, в котором указано, каким видом нужно варить определённые металлы.
Рекомендации
При покупке сварочной проволоки следует помнить о некоторых правилах, которые снизит вероятность приобретения контрафактной или некачественной продукции:
- следует приобретать материалы у производителей и поставщиков, имеющих сертификаты, в которых указано каким стандартам соответствует проволока и вообще подлинна ли она;
- рекомендуется покупать расходники в крупных магазинах; у проверенных продавцов, которые имеют возможность обеспечить хранение в соответствующих условиях.
Типы проволоки
По химическому составу выделяют несколько типов проволоки. Различные сорта, в зависимости от содержащихся примесей, применяют при сваривании самых разнообразных типов металлов:
- Высоколегированная проволока содержит множество дополнительных добавок.
- Среднелегированная проволока содержит меньшее количество присадок, что позволяет использовать ее в большинстве видов сварочных работ.
- Низколегированная проволока обладает минимальным содержанием примесей и содержит примерно 0.2 процента углерода, что позволяет сваривать углеродистые металлы или же стальные сплавы.
От количества и процентного содержания примесей, таких как углерод или никель, зависит приемистость проволоки к металлу.
Коэффициента наплавки
Наплавочные работы осуществляются на производстве для исправления небольшого брака в сварке, а также для придания поверхностям улучшенных физических свойств. Коэффициент наплавки проволоки (далее по тексту сокращенно КНП) является одним из важнейших параметров сварочных материалов.
Конкретная величина КНП определяется:
- Химическим составом получаемого соединения.
- Наличием шовного покрытия — с высоким процентом содержания меди или нет.
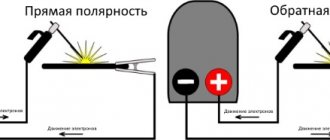
- Полярностью сварочного тока — прямая или обратная.
- Видом тока — постоянный или переменный.
Показатель наплавления имеет значение 8,5 г/А.ч и не опускается ниже.
Виды алюминиевой проволоки и правила ее применения
Сварочная алюминиевая проволока для полуавтомата представляет собой отдельные прутки или катушки определенного диаметра. В любом случае они герметично упакованы. С этим связана первая особенность использования данного материала.
Электроды для работы по алюминию не рекомендуется использовать при проведении важных и требующих высокого качества работ. Они уместны не в производственных, а в домашних, бытовых целях
Дело в том, что алюминий в обычных условиях покрыт прочной и эластичной оксидной пленкой. Температура ее плавления — около 2500º С. В это же время плавление чистого алюминия не выше 600º С. Для сплавов ситуация не сильно отличается.
Для эффективного очищения и обезжиривания алюминия и его сплавов рекомендуется дополнить механическую очистку использованием химических веществ (например, уайт-спирита, ацетона или особой горячей щелочной ванны)
Следствием этой особенности алюминия и его сплавов является необходимость предварительного удаления оксидной пленки с поверхности соединяемых деталей (например, механическим или ручным инструментом). Сам же электрод должен быть чист от оксида изначально.
Если упаковка электродов не израсходована до конца — ее нужно снова герметично упаковать с добавлением внутрь силикагеля для поглощения проникшей влаги
Алюминиевая проволока для полуавтомата При выборе проволоки для сварки алюминиевых сплавов нужно учитывать какие качества требуются от будущего сварного шва:
- Сопротивляемость шва на разрыв.
- Пластичность соединения.
- Стойкость к коррозии.
- Стойкость к растрескиванию от нагрева.
Диаметр алюминиевой проволоки для сварки полуавтоматом без газа должен быть больше толщины свариваемых ею деталей на 0.3-0.5 мм
Удобнее всего воспользоваться приводимой ниже таблицей.
При использовании сварочных электродов нужно помнить о необходимости их предварительной подготовки. В специальной покупной или самодельной печи проводится предварительный равномерный нагрев электродов и их так называемая прожарка. Это позволит формировать очень качественный шов.
Алюминий при нагреве не меняет своего цвета, в отличии от многих других металлов, поэтому нужно быть особенно осторожным при работе с ним — легко довести до прожига
Кроме предварительной подготовки электродов всегда нужно подготовить и соединяемые детали. Их нужно заранее равномерно прогреть. И следить за сохранением этого равномерного прогрева все время формирования шва.
Щелочная ванна — это наиболее эффективный способ комплексной очистки от оксидной пленки и обезжиривания алюминиевых деталей. Для нужно составить особый раствор из 2 литров чистой воды, 100 г тринатрийфосфата, 100 г соды и 50 г жидкого стекла. Раствор должен быть нагрет до температуры 60-70º С
Нужно учитывать и то, что алюминий склонен неравномерно остывать и, как следствие, трескаться. Конечно, это компенсируется пластичностью этого металла. Но если сварные швы расположить слишком близко друг от друга (около 10-15 мм), то обязательно появятся трещины.
Расплавленный алюминий и его сплавы очень текучи. Именно поэтому все швы делаются в один слой за один проход. При возможности рекомендуется использовать ограничивающие расплавленный металл вкладыши
Отличительные особенности
При выборе сварочных материалов как перед технологами на производстве, так и перед домашним мастером встает серьезный вопрос. Ему надо найти проволоку или электроды, и обеспечивающие высокое качество шовных соединений, и неприхотливые к режимам сварки, и, не в последнюю очередь, не слишком дорогостоящие. Проволока СВ08Г2С при сравнении выходит вперед по многим параметрам.
СВ08Г2С имеет следующие особенности по сравнению с другими сварочными материалами:
- способствует стабильности электрической дуги, снижает риск прилипания электрода к поверхности заготовки;
- поддерживает широкий спектр режимов сварочных работ;
- совместима с большинством типов сварочных аппаратов;
- позволяет минимизировать расплескивание расплавленного металла;
- облегчает повторный розжиг сварочной дуги;
- способствует экономии других расходных материалов, таких, как медные наконечники.
Автоматическая сварка проволокой
Совокупность этих особенностей позволяет сваривать прочные и долговечные швы, с качественным проваром кромок, равномерные по своему составу и обладающие минимумом пористости и других дефектов.
Область применения
Проволока выпускается разного сечения, поэтому с её помощью соединяются тонкостенные и толстые металлы: например, в быту часто применяется диаметр в 2 мм для ремонта небольших деталей, а сечение в 6 мм — используется в машиностроительной промышленности для сварки основания станков или других мощных металлоконструкций.
Проволока сварочная омедненная СВ08Г2С-О и ее применение:
- ручная сварка, когда для защиты используют аргон и его смесь с CO2, при этом применяется неплавкий вольфрамовый электрод,
- полуавтоматический вариант с защитой аргоном,
- в качестве легирующей присадки для сварочной ванны, когда плавящийся флюс образует защитное облако от возможного окисления, а застывающие шлаки — твердую поверхность с аналогичными свойствами защиты во время кристаллического формирования шва.
СВ08Г2С-О имеет лучшую совместимость со всеми выпускаемыми полуавтоматами, помогает надежно соединять вручную любые углеродистые стали с высоким качеством швов. Известные эксперты сварочных технологий отмечают особую уникальность проволоки с такой маркировкой для формирования валика шовного соединения и равномерного заполнения расплавленным металлом зазоров между кромками деталей.
Описание и технические характеристики проволоки сварочной СВ-08Г2С
СВ-08Г2С (ПСГ-0302) – один из наиболее универсальных типов сварочной проволоки, используемых в механизированных сварочных процессах. Эта проволока подходит как для использования в сварочных автоматах, так и в устройствах полуавтоматической сварки. Омедненная проволока применяется для сварки в среде защитных газов (CO2 или смесь CO2 с 20% содержанием Ar). Проволока СВ-08Г2С позволяет использовать при сварке чистый CO2, что значительно удешевляет и ускоряет производственные процессы. Для высоконагруженных конструкций, при сварке проволокой СВ-08Г2С можно использовать газовую смесь из CO2 (80%) и Ar (20%). В такой газовой смеси сварочный шов, выполненный с использованием омедненной проволоки СВ-08Г2С будет иметь самые высокие показатели ударной вязкости и предела прочности. Этот тип проволоки можно использовать любыми сварочными аппаратами в любых пространственных положениях.
Сварочную проволоку СВ-08Г2С при производстве покрывают защитным слоем меди. Омедненная проволока имеет большие сроки хранения и в меньшей степени подвержена химическим и физическим воздействиям во время хранения. В настоящее время сварочная омедненная проволока с маркировкой СВ-08Г2С производится многими заводами на территориях России, стран СНГ, Китае и Турции.
Как ни странно, даже при таком количестве поставщиков выбор сварочной проволоки оказывается не таким простым занятием. При выборе поставщика сварочной проволоки нужно внимательно выбирать поставщика и четко знать, какой завод – изготовитель производит выбранную Вами сварочную проволоку. Особенно это касается выбора омедненной сварочной проволоки СВ-08Г2С – она является одной из самых популярных и производится многими заводами в больших объёмах.
Так использование для сварки некачественной проволоки может выйти боком не только заказчику работ, но и чрезмерно экономному, или просто невнимательному подрядчику. Сварочные швы, заполняемые такой проволокой, имеют сниженные показатели прочности и ударной вязкости. А сварочное оборудование работает с повышенным износом, и чем дороже сварочный аппарат, используемый в работе, тем более сомнительной кажется выгода от использования некачественной проволоки. Защитный слой меди отслаивается, проволока крошится, загрязняя внутренние части сварочных подающих механизмов и забивая направляющую спираль (канал) по которому проволока поступает к горелке. Это в свою очередь приводит к простоям производства и дополнительным тратам на оборудование.
входит в группу компаний ИТС и является одним из крупнейших производителей и поставщиков сварочного оборудования. Проволока сварочная СВ-08Г2С произведенная на заводах группы компаний ИТС подвергается самому жесткому контролю на соответствие техническим стандартам. Контроль физических и химических характеристик проволоки проводится на соответствие ГОСТу 2246-70 и техническим условиям НПФ «ИТС» ТУ1211-022-11143754-2005. Единицей контроля выступают каждые 250! кг сварочной проволоки.
Сварочная омедненная проволока СВ-08Г2С, произведенная на заводах группы компаний ИТС успешно прошла все аттестационные испытания по испольщованию ее на высоконагруженных конструкциях и обьектах повышенной опасности, подконтрольных Ростехнадзору.
Где купить
Поставщики и производители проволоки Св-08Г2С, а также других расходных материалов собраны в отдельном разделе нашего сайта.
Разделы: Сварочная проволока
Метки: легированные сварочные проволоки, проволока для аргонодуговой сварки, проволока сварочная омедненная, проволока сварочная полированная, проволока стальная сварочная
Предыдущая статья: Сварочная проволока Дека Следующая статья: Сварочная проволока ER70S
Стальная сварочная проволока
Сварочная проволока изготовленная из низкоуглеродистых сталей может содержать до 0,12% углерода. Проволока марок Св-08, Св-08А и Св-08АА изготавливают из кипящей стали, а марки Св-08ГА, Св-10ГА и Св-10Г2 — с полуспокойной. Кипящие стали склонны к образованию CO и CO2 при высоких температурах. Они хороши выходят из сварочной ванны до кристаллизации металла шва. Проволока изготовленная из спокойных сталей склонна к образованию пор, больше разбрызгивается и в целом имеет немного хуже характеристики формирования шва. Поэтому такую проволоку можно использовать для газовой и электрошлаковой сварки где период кристаллизации шва дольше. Это способствует полному выходу газов на поверхность.
Для сварки и заполнения зазоров между кромками используют присадочную проволоку и прутки по химическому составу схожие с основным металлом. Нельзя выполнять сварку маркой проволоки неизвестного состава.
Таблица 2. Марки стальной сварочной проволоки (согласно стандарту ГОСТ 2246-70)
| Проволока | Условное обозначение |
| Низкоуглеродистая (6 марок) | Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА и Св-10Г2 |
| Легированная (30 марок) | Св-08ГС, Св-12ГС, Св-08Г2С, Св-10ГН, Св-08ГСМТ, Св-15ГСТЮЦА (ЭП-439), Св-20ГСТЮА, Св-18ХГС, Св-10НМА, Св-08МХ, Св-08ХМ, Св-18ХМА, Св-08ХНМ, Св-08ХМФА, Св-10ХМФТ, Св-08ХГ2С, Св-08ХГСМА, Св-10ХГ2СМА, Св-08ХГСМФА, Св-04Х2МА, Св-13Х2МФТ, Св-08Х3Г2СМ, Св-08ХМНФБА, Св-08ХН2М, Св-10ХН2ГМТ (ЭИ-984), Св-08ХН2ГМТА (ЭП-111), Св-08ХН2ГМЮ, Св-08ХН2Г2СМЮ, Св-06Н3, Св-10Х5М |
| Высоколегированная (41 марка) | Св-12X11НМФ, Св-10Х11НВМФ, Св-12Х13, Св-20Х13, Св-06Х14, Св-08Х14ГНТ, Св-10Х17Т, Св-13Х25Т, Св-01Х19Н9, Св-04Х19Н9, Св-08Х16Н8М2 (ЭП-377), Св-08Х18Н8Г2Б (ЭП-307), Св-07Х18Н9ТЮ, Св-06Х19Н9Т, Св-04Х19Н9С2, Св-08Х19Н9Ф2С2, Св-05Х19Н9Ф3С2, Св-07Х19Н10Б, Св-08Х19Н10Г2Б (ЭИ-898), Св-06Х19Н10М3Т, Св-08Х19Н10М3Б (ЭИ-902), СВ-04Х19Н11М3, Св-05Х20Н9ФБС (ЭИ-649), Св-06Х20Н11М3ТБ (ЭП-89), Св-10Х20Н15, Св-07Х25Н12Г2Т (ЭП-75), Св-06Х25Н12ТЮ (ЭП-87), Св-07Х25Н13, Св-08Х25Н13БТЮ (ЭП-389), Св-13Х25Н18, Св-08Х20Н9Г7Т, Св-08Х21Н10Г6, Св-30Х25Н16Г7, Св-10Х16Н25АМ6, Св-09Х16Н25М6АФ (ЭИ-981А), Св-01Х23Н28М3Д3Т (ЭП-516), Св-30Х15Н35В3Б3Т, Св-08Н50 и Св-06Х15Н60М15 (ЭП-367) |
См. также
Порошковая проволока
Обозначения в маркировке сварочной проволоки
Маркировка сварочной проволоки имеет определенный порядок, который отвечает за данные, которые передаются буквы и цифры, содержащиеся в названии марки. Это сокращает ее длину, делая все компактнее, и помогает лучше раскрыть необходимые нюансы содержания.
Первой цифрой, которая стоит перед всеми буквенными обозначениями и зачастую как-то выделяется от основной массы, как минимум тем, что стоит она обособленно, является диаметр.
За цифрой стоит буквенное обозначение, раскрывающее предназначение проволоки. Здесь может быть два варианта. Первым из них является «Нп», что означает наплавочная проволока, вторым «Св» – сварочная. Если возле этих букв стоят еще цифры, то они показывают содержание углерода в составе материала. К примеру если Св2, то содержание углерода в сотых долях будет 0,2%, а если Св06, то содержание углерода – 0,06%.
Пример маркировки сварочной проволоки
После указания типа материала и содержания в нем углерода, могут стоять еще отдельные буквы, которые дают показания чистоты состава по вредным примесям. Зачастую такими примесями становится фосфор и сера. В маркировке это буквы «А» и «АА» Если рассматривать на примере СВ08, то при отсутствии букв допускается 0,04% содержания примеси фосфора и серы, в марке СВ08АА – до 0,02%, а в марке СВ08А – до 0,03%.
Далее идет перечисление легирующих элементов в составе. Существуют следующие обозначения:
- М – молибден;
- С – кремний;
- Н – никель;
- Х – хром;
- Ц – цирконий;
- Д – медь;
- Ф – ванадий;
- Т – титан;
- Г – марганец;
- Ю – алюминий.
Не за всеми буквами можно встретить цифры. Здесь есть своеобразная особенность. Если число не стоит, то содержание данного элемента в проволоке составляет всего 1 процент. Если после буквы стоит какое-либо число, то оно показывает процентное соотношение содержания. К примеру, 2 – 2%, а 25 – 25%.
После указания химического состава указывается один их способов выплавки проволоки, что может быть очень важно при ответственных условиях использования. Существуют такие основные способы обозначения:
- ВИ – выплавка в вакуумно-индукционных печах;
- ВД – выплавка в вакуумно-дуговых печах;
- Ш – выплавка при помощи электрошлакового переплава.
Если такая же проволока может использоваться для производства электродов, то в обозначении ставится буква «Э». Если же она имеет лишь одно применение и используется исключительно для газовой сварки, то дополнительного обозначения не ставится.
Нередко производят проволоку с омедненной поверхностью. В таком случае в конце добавляется буква «О» – омедненная.
В самом конце марки ставится ГОСТ, по которому она изготавливается. Для сокращения многие производители упускают данный момент, но в полной маркировке все это должно обязательно присутствовать.
СОРТАМЕНТ
2.1. Диаметры проволоки и предельные отклонения по ним должны соответствовать указанным в табл. 1.
Таблица 1
мм
| Номинальный диаметр проволоки | Предельное отклонение для проволоки, предназначенной | Номинальный диаметр проволоки | Предельное отклонение для проволоки, предназначенной | ||
| для сварки (наплавки) | для изготовления электродов | для сварки (наплавки) | для изготовления электродов | ||
| 0,3 | -0,05 | — | 2,5 3,0 | -0,12 | -0,09 |
| 0,5 | -0,06 | ||||
| 0,8 | -0,07 | ||||
| 1,0 | -0,09 | — | 4,0 5,0 6,0 | -0,16 | -0,12 |
| 1,2 | |||||
| 1,4 | |||||
| 1,5 | |||||
| 1,6 | -0,12 | -0,06 | 8,0 | -0,20 | -0,16 |
| 2,0 | 10,0 12,0 | -0,24 | — | ||
(Измененная редакция, Изм, № 2).
2.2. Для высоколегированной проволоки, подвергаемой травлению,предельные отклонения по диаметру допускаются на 50 % более указанных в табл. 1.
2.3. Овальность проволоки не должна превышать половины предельного отклонения по диаметру.
Примеры условных обозначений:
Проволока сварочная диаметром 3 мм, марки Св-08А, предназначенная для сварки (наплавки), с неомедненной поверхностью:
Проволока 3 Св-08А ГОСТ 2246-70
Проволока сварочная диаметром 4 мм, марки Св-04Х19Н9, предназначенная для изготовления электродов:
Проволока 4 Св-04Х19Н9 — Э ГОСТ 2246-70
Проволока сварочная диаметром 2 мм, марки Св-30Х25Н16Г7, предназначенная для сварки (наплавки), из стали, выплавленной электрошлаковым переплавом:
Проволока 2 Св-30Х25Н16Г7- Ш ГОСТ 2246-70 .
Проволока сварочная диаметром 1,6 мм, марки Св-08Г2С, предназначенная для сварки (наплавки), с омедненной поверхностью:
Проволока 1.6, Св-08Г2С — О ГОСТ 2246-70
Проволока сварочная диаметром 2,5 мм, марки Св-08ХГСМФА, предназначенная для изготовления электродов из стали, выплавленной в вакуумно-индукционной печи, с омедненной поверхностью:
Проволока 2,5Св-08ХГСМФА-ВИ-Э-О ГОСТ 2246-70
Характеристики сварочной проволоки СВ08Г2С, особенности применения и советы
Для получения сварного шва высокого качества необходимо подбирать и соответствующие материалы, называемые расходными. Сварочная проволока СВ08Г2С по большинству показателей имеет высокие характеристики и применяется во многих отраслях. Технические условия на продукцию отражены в ГОСТ № 2246 от 1970 года.
Особенность применения
Для сварки сталей углеродистых, низколегированных, относящихся к группе 1 с классом прочности до К54. Использование данной проволоки снижает риск «залипания» электрода и уменьшает интенсивность разбрызгивания металла. Обеспечивается возможность работы с различными видами сварочного оборудования.
| Сечение (мм) | ||||
| 0,8 | 1 | 1,2 | 1,6 | |
| Вылет электродов (мм) | 8 – 12 | 8 – 14 | 10 – 15 | 15 – 20 |
| Рекомендуемый ток (А) | 60 – 150 | 80 – 180 | 90 – 220 | 120 – 350 |
| Напряжение (В) от 18 до | 22 | 24 | 28 | 32 |
Характеристики шва
- Сопротивление разрыву временное – от 500 (МПа).
- Текучесть предельная – 400 (МПа).
- Удлинение (относительное) – от 18%.
- Вязкость (ударная) – от 50 Дж/см2 (при t0 = 20 0С).
Расшифровка маркирования
- Св – для сварки.
- 0,8 – процентное содержание углерода (причем в сотых долях).
- Г – легирующий хим/элемент (марганец).
- Следующая цифра «2» – его содержание (в %).
Специфика поставки
Проволока СВ08Г2С поступает на рынок, как правило, в катушках по 15 или 5 кг. Однако лучшим вариантом считается приобретение материала в упаковке (без намотки на бобину) – 80, 250 кг. В этом случае обеспечивается минимальный износ подающей системы, так как проволока выходит «напрямую». Да и стоимость ее на единицу веса получается ниже.
Проволока бывает как неомедненная, так и с медным покрытием (в обозначении литера «О»). Последний вариант подвергается «жесткой» калибровке, что снижает износ наконечника.
Чем можно заменить
На практике нередко бывает так, что из-за нехватки необходимого материала, во избежание простоя и срыва графика работ, приходится искать «запасной» вариант, используя ту или иную аналогичную по своим характеристикам продукцию, применение которой не отразится в худшую сторону на качестве операций. Проволоку СВ08Г2С можно заменить такими образцами, как «ER» 70-S или 49, ОК 12-51, Novofil G3Si1 или W10.
Стоимость
Она зависит от многих составляющих (сечение, с омеднением или нет, производитель, объем закупки). Примерная цена – от 64 руб/кг. К примеру, омедненная проволока 1,2 мм весом 15 кг будет стоить около 1 450 рублей.
ismith.ru
Технические требования
Имеет сварочная проволока Св08Г2С ГОСТ2246-70 характеристики технические:
- предел прочности 550 Мпа;
- ударная вязкость 70 Дж/см2;
- предел текучести 450 Мпа.
Предъявляются требования к сплошности металла. Не допускаются поры и химические включения.
Омедненную сплошную проволоку отличают от других расходных материалов положительные технические качества:
- устойчивая горение:
- сварка длинной дугой;
- высокая прочность и герметичность шва;
- легкое зажигание дуги первичное и повторное;
- малое разбрызгивание;
- длительный срок службы наконечников.
Плавление омедненной проволоки происходит равномерно, что значительно уменьшает разбрызгивание. Шов образуется ровный, без гребешков. Расход материала за счет этого почти на 40% меньше по сравнению со светлыми видами проволоки.
Классификация
Признаки, по которым классифицируется сварочная проволока, следующие:
- назначению;
- виду поверхности;
- структуре;
- хим. составу.
По назначению изделия бывают общего и специального назначения. Проволока специального назначения предназначается для выполнения специфических работ – подводной сварки, сварки арматуры, ванной сварки и т.д. Такая проволока имеет химический состав, позволяющий упрощать вышеуказанные работы и содействовать получению сварного соединения высочайшего качества.
Проволока общего назначения предназначена для сварки, используется при проведении наплавочных работ и при изготовлении различных типов электродов (в маркировке присутствует буква Э).
По виду поверхности проволока выпускается неомедненной и омедненной (в маркировке присутствует буква О). Омедненная проволока применяется для сварки конструкций и изделий, изготовленных из углеродистой или низколегированной стали. Ее назначение – создать антикоррозионную защиту шву, а также способствовать устойчивости горения дуги. Особенно это актуально при проведении газовой сварки.
По структуре проволока бывает сплошной, порошковой и активированной. Состав стали, из которой изготавливают проволоку, имеет огромное значение при ее выборе для сварки конкретной марки металла и зависит от условного обозначения – маркировки. Обозначение проволоки
Хим. состав марок стали, из которой изготавливают проволоку, оговаривается в ГОСТ 2246-70 и согласно ему существует 6 марок, изготовленных из марок cтали с пониженным содержанием углерода, 30 марок – из легированной стали и 41 марка – из высоколегированной стали. Проволока считается низкоуглеродистой, если в ней суммарное содержание легирующих элементов составляет менее 2,5%, легированной, если суммарное содержание этих элементов находится в пределах от 2,5 до 10%, и высоколегированной – более 10%. Проволока имеет условное обозначение, которое говорит о количественном содержании различных элементов в ее составе.
Маркировка состоит из цифр и букв, где цифры это количество элементов, входящих в состав проволоки в %, а буквы — название химического элемента. Сварочная проволока может иметь в своем составе следующие элементы:
- А (N) – азот;
- Б (Nb) – ниобий;
- В (W) — вольфрам;
- Д (Cu)– медь;
- М (Mo) — молибден;
- Н (Ni)– никель;
- С (Si)- кремний;
- Т (Ti) — титан;
- Ю (Al) — алюминий;
- Ф (V) — ванадий;
- Х (Cr)– хром;
- Ц (Zr) – цирконий.
Перед маркировкой обязательно ставится цифра. После нее через дефис пишется Св. Цифра указывает Ø проволоки в мм, а Св говорит о том, что она предназначена для сварки. После Св идут цифры, указывающие на количество углерода (в сотых долях %) . В конце маркировки могут стоять буквы:
- А – в стали уменьшено содержание фосфора (Р) и серы (S);
- АА — проволока изготовлена из металла, у которого Р и S минимальное количество, т.е. металл очищен максимально от этих примесей.
Сера и фосфор негативно влияют на свариваемость, поэтому при сварке ответственных конструкций обязательно выбирают марки проволоки с пониженным их количеством.
Пример условного обозначения самой применяемой марки проволоки при проведении сварочных работ и ее расшифровка:
3-Св08Г2С
где:
- 3 – диаметр в мм;
- Св – проволока сварочная;
- 08 – содержит 0,08 % углерода;
- Г2 – содержит 2% марганца;
- С – содержит до 1 % кремния.
Св08Г2С используется и при ручной дуговой сварке, при выполнении наплавочных работ и при выполнении работ с помощью полуавтоматов и автоматов. Ею сваривают ответственные емкости, работающие под давлением, конструкции из различных сталей, трубопроводы, котлы и т.д. Проволока сплошного диаметра выпускается Ø от 0,3 до 12 мм.
Расшифровка марки
СВ08Г2С расшифровывается следующим образом:
- СВ – сварочная;
- 08 – содержание углерода, в % – 0,08;
- Г – наличие в составе марганца;
- 2 – количество марганца, в % – 2;
- С – наличие в составе кремния, так как после буквы «С» не проставлена цифра, то это означает, что содержание кремния не превышает одного процента.
Справка. Производителями выпускается две модификации проволоки: омедненная и без покрытия. В маркировке первой разновидности присутствует буква «О».
Омедненная сварочная проволока также пользуется высоким спросом, так как при ее использовании отмечается незначительный износ медных наконечников и рост проводимости, что обеспечивает стабильность дуги, увеличивает прочность и долговечность шва. Важно не путать стальную проволоку с покрытием из меди и полностью медные расходные материалы.
Проволоки для сварки: требования стандарта и виды
Стандарт и обозначение
Для проведения качественных сварочных работ при строительстве или ремонте применяется сварочная проволока ГОСТ 2246-70. Он введен 01.01.1973 года и в настоящее время действует с изменениями и дополнениями. Он распространяется на холоднокатаную изготовленную из низкоуглеродистой, легированной и нелегированной стали. Определяет технические условия, марки и классификацию.
В тексте приводятся примеры условных обозначений для сварочной проволоки с расшифровкой. Например, проволока сварочная Св-08Г2С–0 ГОСТ 2246–70.
- Она предназначена для сварки, что обозначается «Св».
- Имеет омедненную поверхность – литера «О».
- Цифра «08» говорит о низком – 0,08% содержании углерода, то есть низкоуглеродистая.
- «Г2» определяет содержание марганца – 2%.
- «С» — кремния, после которого нет цифры, это значит его доля менее 1%.
- Итоговая сумма легирующих, то есть добавленных для придания определенных качеств и свойств, элементов составляет более 2,5%. В этом случае она считается легированной.
Она применяется при работах с автоматическими и полуавтоматическими аппаратами, как правило, в судо-, самолето-, машиностроении и строительстве. Применяется также при дуговой сварке в защитных газах.
Характеристики
Сварочный шов сделанный полуавтоматической сваркой Сварочная проволока обеспечивает надежное сваривание с ровным и чистым швом, а также заполняет зазор между краями металла. У этой марки небольшое содержание примесей: фосфора и серы. Это вредные вещества, которых в совокупности менее 0,03%. Также в ее составе незначительное количество хрома – 0,2% и никеля – до 0,25%. Практически нет титана и молибдена.
Как устанавливать новую бухту проволоки в полуавтоматический сварочный аппарат Диаметр ее может быть от 0,8 до 5 мм. Медное покрытие — до 0,15 мм. По времени сопротивления разрыву делится на две группы.
По ГОСТ она сворачивается, в зависимости от сечения, в мотках прямоугольной формы или крупногабаритных катушках весов до 1 тонны. И в таком виде поставляться потребителю. В мотках она должна быть одним отрезком и свернута рядами. Мотки перевязаны в трех местах. К каждому крепится ярлык с название производителя, маркой и номером партии. К каждой партии сварочной проволоки – сертификат, в котором указывается также состояние ее поверхности, химический состав, результат испытаний и масса.
Химический состав
Сварочная проволок JULI СВ08Г2С. Фото Сварочные Технологии
Химический состав материалов для сварки определяется ГОСТом 2246–70. В соответствии с Госстандартом проволока содержит следующие элементы:
- углерод (С) – 0,05-0,11;
- кремний (Si) – 0,7-0,95;
- марганец (Mn) – 1,8-2,1;
- хром (Cr) – не более 0,2;
- никель (Ni) – не более о,25;
- сера (S) – не более 0,025;
- фосфор (Р) – не более 0,03.
Проволока без медного покрытия может содержать медь, не более 0, 25 %. ГОСТ допускает и содержание азота, не более 0,01.
Легированные проволоки с ванадием, алюминием и другими элементами не производится.