Вальцовка разных видов металлов считается популярной технологической операцией, которая выполняется на металлообрабатывающих предприятиях. Наиболее популярные сферы, где применяется эта технология — строительство, ремонт. Вальцы для листового металла можно изготовить самостоятельно. Однако для этого необходимо ознакомиться с принципом работы этого оборудования, его устройством, сильными и слабыми сторонами.
Вальцы для изгиба листового металла
Где применяется?
Данный вид деформации металла используют для обработки и производства различных изделий. Например, при подготовке готовой продукции к штамповке или как первичную переработку. Вальцеванию подлежит не только листовой металл или сплавы, но также трубы, прутки, профили, полимерные материалы из резиновых смесей, пластика или пластмасс. После вальцовки или холодной штамповки структура материала становится более плотной, существенно улучшаются его технические характеристики. В зависимости от типа и настроек станка, в ходе обработки получают изделия в форме:
- цилиндра;
- овала;
- конуса;
- квадрата.
С помощью вальцовочного оснащения сегодня производят широкий ряд изделий для различных областей и сфер деятельности:
- цилиндрические обечайки;
- композитные панели;
- широкие ленточные пилы;
- швеллера для кондиционеров;
- профилированные металлические уголки;
- декоративные строительные элементы.
Вальцевание необходимо не только для изготовления новой продукции, но и для различных предварительных, дополнительных и последующих видов обработки металла и композитов – уплотнения, сдавливания или сплющивания заготовок. На вальцовочном оборудовании поверхность заготовок приобретает равномерный лоск, убираются неровности, шероховатости, материал становится одинаковой толщины по всей плоскости. Учитывая, что заготовки могут иметь различные формы и конфигурации, для создания необходимой конструкции подача листа производится по одному из трех направлений.
- Поперечная – при вальцевании длинных элементов незамкнутого трубного проката.
- Продольная – для обработки коротких элементов и заготовок незамкнутых труб.
- Винтовая – для производства изделий, не предполагающих последующую сварку стыка.
Благодаря развитию современных технологий, методику вальцевания используют как на предприятиях, так и в домашних условиях с помощью миниатюрных компактных ручных станков и специального инструмента. Оснащение при этом можно изготовить самостоятельно своими руками. В производственных же цехах для вальцовки материалов задействуют профессиональное крупногабаритное оборудование с электрическим или гидравлическим приводом.
Принцип работы
Расположение валов
Для начала следует ознакомиться с основными правилами обработки зерновых культур с помощью этого оборудования. Правильно подобранный режим работы позволит существенно снизить затраты и добиться оптимального качества переработки. Для этого необходимо изучить характеристики конкретной модели.
Вальцовый станок должен быть частью комплекса оборудования. Прежде чем сыпучий материал поступает на переработку он должен быть должным образом подготовлен – выполнена очистка от мусора, проведена процедура просушки. Только после этого по специально подающей линии он поступает в вальцовый станок для перемола. Обычно это происходит с помощью шнекового транспортера.
Этапы переработки материала с помощью вальцов.
- Устанавливается оптимальный режим работы станка. Это относится к скорости вращения валов, а также определению угла между их поверхностями. В процессе обработки эти параметры могут измениться, если того требует производственный процесс;
- Подключение подающего шнека и подача сыпучего материала;
- Зерно попадает в подающий блок. Через него оно поступает на распределительную планку. С ее помощью происходит равномерное ссыпание материала по всей поверхности обрабатывающих валов.
- Измельчение. Может выполняться одной, двумя или тремя парами вальцов. Часть из них имеет рифленую поверхность. Такие модели предназначены для первичного помола. Если же необходимо повысить качество обработки – применяют валы с рифлями небольшой высоты. Но при этом они располагаются намного чаще, чем в первичном блоке.
- Окончательный этап – выгрузка готового материала.
Для обеспечения максимальной автоматизации в конструкции предусмотрены механизмы контроля выполнения работы. С их помощью происходит регулирование степени помола, предотвращается чрезмерная перегрузка на валы обработки. Дополнительно на лицевой части станка есть прозрачное окошко для визуального контроля процесса.
Важным параметром является частота расположения и форма рифлей валов. Зачастую их делают клинообразной формы, чтобы при зацеплении друг с другом зерно подвергаюсь максимальному давлению, и как следствие — выполнялось более качественное измельчение.
BENDMAK
| Ручные вальцы CZ 46-10/0.8 | Рабочая длина 1050 мм | Толщина металла 0.8 мм | В наличии | Гибка листового металла 68 436 q 1 915 BYN 326 980 KZT 60 600 KGS 378 248 AMD $778 659 € |
| Ручные вальцы CZ 56-10/1.0 | Рабочая длина 1050 мм | Толщина металла 1.0 мм | В наличии | 72 583 q 2 031 BYN 346 794 KZT 64 273 KGS 401 168 AMD $826 699 € |
| Ручные вальцы CZ 56-12/0.8 | Рабочая длина 1250 мм | Толщина металла 0.8 мм | В наличии | 96 519 q 2 701 BYN 461 158 KZT 85 468 KGS 533 463 AMD $1 098 930 € |
| Ручные вальцы C 46-10/0.8 | Рабочая длина 1050 мм | Толщина металла 0.8 мм | В наличии | 89 433 q 2 502 BYN 427 302 KZT 79 193 KGS 494 299 AMD $1 017 862 € |
| Ручные вальцы C 56-10/1.0 | Рабочая длина 1050 мм | Толщина металла 1.0 мм | В наличии | 97 901 q 2 739 BYN 467 761 KZT 86 692 KGS 541 102 AMD $1 114 944 € |
| Ручные вальцы CY 70-10/1.8 | Рабочая длина 1050 мм | Толщина металла 1.8 мм | Доставка за 60 дней | 175 410 q 4 909 BYN 838 092 KZT 155 327 KGS 969 497 AMD $1 996 1 691 € |
| Ручные вальцы CY 90-10/3.3 | Рабочая длина 1050 мм | Толщина металла 3.3 мм | В наличии | 215 763 q 6 038 BYN 1 030 894 KZT 191 060 KGS 1 192 529 AMD $2 455 2 080 € |
| Ручные вальцы CY 75-12/2.0 | Рабочая длина 1250 мм | Толщина металла 2.0 мм | В наличии | 196 494 q 5 499 BYN 938 829 KZT 173 997 KGS 1 086 029 AMD $2 236 1 894 € |
| Ручные вальцы CY 90-12/3.0 | Рабочая длина 1250 мм | Толщина металла 3.0 мм | В наличии | 228 033 q 6 381 BYN 1 089 519 KZT 201 925 KGS 1 260 346 AMD $2 595 2 199 € |
| Ручные вальцы CY 70-15/1.2 | Рабочая длина 1550 мм | Толщина металла 1.2 мм | В наличии | 201 765 q 5 646 BYN 964 013 KZT 178 665 KGS 1 115 162 AMD $2 296 1 945 € |
| Ручные вальцы CY 90-15/2.5 | Рабочая длина 1550 мм | Толщина металла 2.5 мм | В наличии | 245 574 q 6 872 BYN 1 173 328 KZT 217 458 KGS 1 357 296 AMD $2 795 2 368 € |
| Ручные вальцы CY 95-20/1.8 | Рабочая длина 2050 мм | Толщина металла 1.8 мм | Доставка за 60 дней | 298 198 q 8 345 BYN 1 424 761 KZT 264 057 KGS 1 648 151 AMD $3 394 2 875 € |
Производители
Правила выбора и эксплуатации лазерного гравера по металлу
Особой популярностью пользуются следующие производители:
- Metalmaster — модели от этой компании выделяются своей надежностью, долговечностью. Дают возможность работать с металлическими листами, арматурой, трубами. Известные модели – MSR 1215 и MSR 1315.
- Stalex — еще одна известная компания, оборудование от которой ценят покупатели. Применяется во время обработки листов разной толщины. Корпуса этого оборудования изготавливаются из прочных марок стали, которые имеют повышенный показатель коррозийной устойчивости.
- Энкор Корвет. Не подходят для серийного производства из-за низкой надежности, однако для небольшой мастерской являются хорошим вариантом.
Одновременно с этим покупатели выделяют такие компании, как JET, PRINZING, SAHINLER, SCHWARTMANNS
Важно учитывать технические характеристики и возможности оборудования
Особенности конструкции
Вальцы (их еще называют ) позволяют осуществлять контролируемую пластическую деформацию листов, изготовленных из металла. Работающее по принципу проката, такое устройство оснащается несколькими валами, которые при прохождении между ними металлической листовой заготовки или труб изменяют их конфигурацию. Серийные модели такого листогибочного оборудования и самодельные вальцы работают по одному принципу и, соответственно, имеют схожую конструкцию. Рассмотрим основные элементы станка.
Устройство трехвалковых вальцов ручного типа
Станина-основание
Это несущий элемент, обеспечивающий устойчивость вальцов, а также правильное взаимное положение всех их составных частей.
Две вертикальные опорные стойки
В их подшипниковых узлах и устанавливаются валы, которых может быть всего два (двухвалковый станок), три (трехвалковый) и даже четыре. В конструкции большинства вальцов, оснащенных тремя рабочими органами, два нижних валка могут изменять свое положение только в горизонтальной плоскости, а третий – упорный, расположенный сверху, – еще и регулируется по высоте. Кроме того, верхний валок для снятия готовой детали оснащается механизмом быстрого опрокидывания.
Механизм подъема верхнего прижимного вала
Валки
В процессе выполнения обработки листовой заготовки валки должны совершать вращение, для чего любой оснащается приводным механизмом, который может быть цепным или зубчатым. Схема работы таких такова, что во вращение приводятся только нижние валки, а верхний, плотно прижимаясь к поверхности обрабатываемой заготовки, вращается под действием сил трения.
Схема работы валков
Ручные
Это наиболее простые вальцы, которые чаще всего и изготавливают своими руками. Для приведения в действие таких устройств могут использоваться цепные и зубчатые передачи, параметры которых следует подбирать в зависимости от характеристик обрабатываемого материала. Вальцы ручные с учетом того, что для работы на них требуется прикладывать значительные физические усилия, используется преимущественно для обработки небольших заготовок.
С электрическим приводом
Такие вальцы по уровню своей производительности относятся к средней категории. Вальцы трехвалковые с электрическим приводом за счет достаточно высокой мощности приводного механизма позволяют выполнять обработку заготовок значительных размеров.
Электромеханические вальцы часто являются модификацией ручного станка, к которому добавили двигатель и пульт управления
С гидравлическим приводом
Это наиболее мощное из всего представленного на современном рынке вальцовочного оборудования. За счет того, что гидравлический привод, которым оснащены такие вальцы, позволяет их рабочим органам воздействовать на заготовку с большим усилием, на таком устройстве можно эффективно обрабатывать металлические листы даже очень значительной толщины.
Среди промышленных гидравлических вальцов есть даже такие гиганты
На качество выполняемой на вальцах обработки в первую очередь оказывают влияние характеристики валков. Поскольку валки испытывают в процессе работы значительные механические нагрузки, для их изготовления используют высокопрочную инструментальную сталь. Кроме механического воздействия, при обработке листовых заготовок значительной толщины, которые предварительно нагревают для придания им большей пластичности, валки испытывают еще и термическое воздействие. Следует отметить, что такое воздействие, которое может быть очень значительным, достаточно негативно отражается на эксплуатационных характеристиках валков.
Конструкция и принцип действия
Вальцовый станок состоит из нескольких ключевых элементов, после изучения которых станет понятен его принцип действия. К ним относятся:
- Несущий элемент или как его еще называют — станина. Может изготавливаться из листовой стали или чугуна.
- Валки, которых может быть от двух до 4. Во время самостоятельного изготовления, мастера рекомендуют устанавливать 3 валка.
- Привод — электрический или гидравлический (на ручных моделях устанавливается ручка для управления валками).
- Панель управления. На системах ЧПУ устанавливаются разные датчики, монитор.
Принцип работы поэтапно:
- Изначально подготавливается лист металла, который будут подвергать вальцовке. Он должен быть ровным, без трещин, выемок. Его располагают на двух нижних валках. Заранее их разводят в разные стороны.
- После этого мастер опускает третий вал к листу, чтобы надежно зажать его между рабочими частями.
- Нижние валки начинают вращаться под действием привода или ручной силы человека. Лист перемещается. С началом движения он начинает огибать валки.
Постепенно металлическая заготовка проходит через все рабочие части по заданным конфигурациям до получения изделия требуемой формы.
Вальцы с ЧПУ на производстве
Конструкция механизма и принцип действия
Основной деталью как заводских, так и собственноручно изготовленных вальцовых станков считается тяжелая станина, выполняющая роль основания. Обычно ее изготавливают из чугуна или листа стали большой толщины. На эту мощную станину и прикрепляется орган станка, включающий в себя от двух до девяти валков.
Эти вальцы также в некоторых устройствах оснащены специальной канавкой, позволяющей гнуть не только металлические листы, но и использовать для вальцовки труб и прутов.
Вальцы бывают:
- Металлические полированные.
- Обрезиненные.
Технологические возможности работы вальцового станка определяются его конструктивными особенностями, в частности:
- ширина металлолиста;
- поперечники вальцов, от которых напрямую зависит радиус изготовляемой детали;
- толщина самого металла;
- расстояние между валами (вымеряется максимальное);
- изготовление элементов конусовидной формы.
Кроме вышеперечисленных, есть еще множество факторов, от которых зависит производительность машин для вальцевания и удобство в их использовании.
Трубы на валковой машине изготовляются достаточно просто:
- Первым делом подготовленный металлический лист зажимается специальной рукояткой между валами (средним и крайним);
- После этого с помощью третьего валка к нему прижимается заготовка;
- Затем специалист запускает электрический двигатель, или же собственноручно вращает валки.
Весь процесс работы состоит в том, что металлический лист, проходя с обозначенной скоростью через валы, сгибается под необходимыми валами.
Для изготовления труб из желоба собственноручно достаточно будет приобрести вальцовой станок для ручной работы. Но необходимость данного рода покупки отпадет, если смастерить такое устройство своими руками.
Станок для вальцовки листового металла
Основной составляющей станка являются вальцы или валки, которые и производят непосредственно изгиб металлического листа. Их может быть два, три или четыре штуки, один из которых является основным, а остальные, вращаясь, производят процесс вальцевания. Большей популярностью пользуются трех- и четырехвалковые станки. Чем большее количество валков, тем больший по толщине металл можно деформировать, и производительность таких станков почти в два раза выше. Четырехвалковые станки имеют высокую точность вальцовки.
Как правило, большинство предприятий используют трехвалковые гибочные станки с асимметрично расположенными вальцами. В таких станках нижний и верхний валки являются приводными и для правильной работы настраиваются с зазором, который равен толщине металла или меньше, чтобы при работе не допускалось его проскальзывание. Регулировка происходит нижним валом опусканием или поднятием.
Виды станков
Профессиональный станок ЗМ2
Для достижения необходимого качества обработки необходимо правильно определиться с моделью станка. Это относится только к заводским моделям, так как самодельные в большинстве случаев не отвечают современным технологическим требованиям.
После выяснения требуемых технических и эксплуатационных характеристик можно приступать к выбору оборудования. Зачастую стараются приобрести отечественные станки, так как они отличаются надежностью, а главное – возможностью приобретения комплектующих. Это является одним из определяющих параметров, так как простой производственной линии при появлении аварийных ситуаций должен быть минимальным.
Типы вальцовых станков для обработки зерна отечественного производства:
- мукомольные. Применяются для качественного размола зерновых культур или аналогичных им сыпучих материалов. Самые распространенные модели – А1-БЗ-ЗН и А1-БХН. Отличаются качеством конечного продукта, имеют максимальную степень автоматизации;
- станки для размельчения. Они предназначены для обработки вторичного продукта и применяются в качестве дополнительного оборудования в производственных линиях. Наиболее популярным и распространенным является вальцовый станок ЗМ, который имеет достаточно высокий показатель производительности.
Разница между этими видами оборудования заключается в качестве обработки. Поэтому следует детально изучить все технологические и эксплуатационные параметры конкретной модели. Обычно дополнительно к вальцовым станкам устанавливают еще несколько агрегатов. С их помощью происходит достижение оптимального результата.
Для оптимального показателя размола после вальцового станка рекомендуется установить деташер. Это устройство ударно-стирающего действия.
Виды
Ручные вальцы используются очень часто, их можно встретить даже в самых обычных домашних мастерских. Такие приспособления могут использоваться для получения вентиляционных деталей и других трубопроводов. Чаще всего ручными вальцами пользуются для единичных работ, но такой же инструмент используют и в промышленности. Они позволяют существенно сэкономить на оплате электроэнергии. Основными характеристиками являются:
- незначительное разнообразие вариантов обработки металла;
- возможность выполнять различные схемы обработки без дополнительной подготовки;
- обязательные механические усилия оператора при работе;
- сравнительно малая производительность;
- непригодность для полноценного конвейерного производства.
Но для листового металла большой толщины, то есть для листа 3 мм и толще, гораздо легче применять электромеханические вальцы. С помощью подобной техники можно производить в больших масштабах желоба, трубы и конусные детали. Из получаемых на таком оборудовании конструкций собирают готовую продукцию. Иногда на электромеханических вальцах делают полностью готовые изделия небольшого размера. Основные применения таковы:
- быстрое изгибание листа в требуемый радиус;
- формирование ребер жесткости и выемок на заготовках под трубы;
- приготовление мест, где трубы будут соединяться;
- первоначальная обработка и дефектовка металла.
Очень тяжелые работы могут выполняться на гидравлических вальцах. С их помощью часто делают:
- компрессоры и их детали;
- рекламные щиты;
- резервуары для жидкостей, газов и твердых тел.
Толщина заготовок, обрабатываемых на гидравлическом оборудовании, составляет от 3 до 70 мм. Ширина их варьируется от 1500 до 3000 мм. Привод в каждом станке строго индивидуален. Вальцовочный трехвалковый станок куда проще, и некоторые модели такого рода могут создаваться даже самостоятельно. Но такую технику поставляют и различные компании, специализирующиеся на металлообрабатывающем оборудовании. Есть варианты с ручным и электромеханическим приводом.
Вальцовка конусов может быть выполнена на почти любом виде трехвалковых вальцов. Но все же для этой работы профессионалы советуют использовать более продвинутое четырехвалковое оборудование.
Вальцы трехвалковые представлены в видео далее.
Основные виды вальцов и их назначение
Вальцовочные станки в современном мире очень часто встречаются на многих предприятиях по производству металлоизделий. Такое устройство без проблем можно смастерить в домашних условиях своими руками. Используя данный механизм, специалисту под силу изготовить из металлического листа детали различных форм – цилиндрической, овальной или конической.
Вальцовочные устройства, которые сейчас выпускают в промышленных масштабах, способны обрабатывать листы из различных видов стали, а также меди, алюминия, латуни, чугуна.
Существует три категории вальцовочных устройств:
- Ручной станок для вальцовки листового металла. Устройство данного типа изготовляется в двух вариантах: напольный (когда развальцовочный станок устанавливается на стойке), и настольный (когда агрегат монтируется на верстаке). Для работы на данном типе вальцовочного ручного станка придется приложить немало физических усилий, хотя несомненным плюсом является легкость в эксплуатации и очень простая конструкция, позволяющая сберечь надежность устройства на длительный период времени.
- Станок вальцовочный электромеханический. Устройство данного типа имеет в своих составляющих редуктор. Он позволяет заметно повысить эффективность такого агрегата. Электромеханический станок используется в промышленном производстве для обрабатывания металлических листов и для того, чтобы немного изменить конфигурацию трубного проката.
- Вальцевой станок с гидравлическим приводом. Данный тип машины относится к наиболее мощным и очень часто эксплуатируется на предприятиях различных направлений. По сравнению с ручным и электромеханическим станками он имеет в своей конструкции в разы больше рабочих механизмов. Эти приспособления и делают устройство более мощным. На данном типе оборудования без проблем гнутся даже самые толстые металлические листы (до 8мм).
Преимущества ручных вальцов:
- компактность устройства;
- невысокая масса;
- хорошая мобильность;
- электроэкономичность;
- сравнительно небольшая стоимость.
Виды вальцов для листового металла
Листоправильные станки для работы с металлическими заготовками могут быть разными, сфера их применения зависит от технических характеристик и спектра предполагаемых к решению задач:
- размеры и диаметр валов зависят от типа конструкции, в зависимости от этого будет меняться радиус возможного сгиба;
- длина валов определяет ширину заготовки, с которой можно работать за один раз;
- привод определяет толщину изделий, пригодных к обработке.
Многое будет зависеть и от конструкционных особенностей станков.
Станки разделяются между собой в зависимости от технологических возможностей и технических характеристик. Станки для работы с металлом можно разделить на несколько основных категорий:
- двухвалковые;
- трехвалковые;
- четырехвалковые.
Первый тип самый простой. Основу их конструкции составляют два рабочих вала и жесткий каркас, валы располагаются параллельно друг под другом. Тот, что находится сверху, всегда вдвое меньше размером. Предпочтительнее в качестве материала для него использовать сталь.
Заготовка прижимается нижним валом и прокручивается, что и придает изделию нужную форму. Возможности сгиба металла формируются в зависимости от характера вращения валов, именно поэтому два одинаковых станка могут отличаться друг от друга с точки зрения эффективности. Регулируется станок механически, так что радиус изделия можно выставить заранее.
Второй тип можно разделить на симметричные и асимметричные. В работе предусматривается принцип обката листа заготовки вокруг одного из валов, который является основным в конструкции.
Электромеханические станки с тремя валами иногда носят название силовые, они более массивны по своей конструкции и имеют более высокий предел прочности в отличие от ручного привода. На таком оборудовании можно изготавливать изделия в масштабах промышленности. Для домашних мастерских такие конструкции подойдут для обработки меди или алюминия толщиной до 4 мм.
Четырехвалковые вальцовочные станки в конструкции предусматривают еще один вал в самом низу, который облегчает сгиб металла. Именно такой станок чаще всего используется для промышленной обработки. Здесь толщина заготовок может достигать 75 мм, форма может быть простой или геометрически сложной – точно воспроизвести получится одинаково и то и другое.
Это во всех отношениях профессиональный инструмент для работы с металлом.
Основные технические параметры
Пример самодельной конструкции
Нередко данный тип оборудования применяется не только для комплектации больших пищевых перерабатывающих комбинатов, но и в фермерских и частных хозяйствах. В этом случае используются простые модели. Поэтому к выбору определенного типа станка и его характеристикам следует подходить особо тщательно. В особенности это касается самодельного оборудования.
На первом этапе определяется показатель производительности. Он указывает, какой объем материала вальцовый станок сможет обработать за единицу времени. При этом учитывается качество помола. Затем следует выяснить степень автоматизации процесса. В основном это относится к комплектации блока загрузки и удаления обработанного зерна.
Для выбора оборудования необходимо учитывать такие характеристики:
- размеры и вес. Они определяют возможность установки станка в рабочем помещении;
- тип загрузочного блока и его месторасположение в конструкции. Обычно он находится в верхней части конструкции. Важно определиться с конфигурацией подающей горловины – она должна подойти к подающему шнеку. В противном случае необходимо приобрести или сделать переходник;
- параметры вальцов. Прежде всего это их диаметр, длина и количество. Также необходимо обратить внимание на трудоемкость их замены и настройки;
- мощность силовой установки;
- количество оборотов рабочих вальцов. Для оптимизации рабочего процесса этот параметр должен изменяться в зависимости от желаемого результата размельчения и скорости обработки.
Для каждой модели производитель предъявляет требования к качеству исходного материала. Учитывается степень его предварительной очистки, влажность и удельный вес. Поэтому подготовительный этап является не менее важным, чем процесс измельчения.
Обычно диапазон зазора между вальцами составляет от 0,1 до 5 мм. Это определяется видом обрабатываемых зерновых культур, а также требуемым качеством помола.
Какие вальцы выбрать?
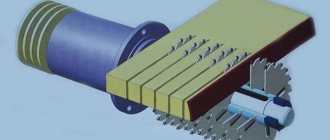
Двухвалковые вальцы
| Двухвалковые вальцы имеют два вала, расположенных один над другим. Как правило, верхний вал изготовлен из прочной стали и имеет небольшой диаметр сечения. Нижний вал имеет значительно больший диаметр и выполнен из стали, покрытой гибким упругим материалом (полиуретан, каучук). При этом диаметр получаемой трубы зависит от силы прижима двух валов при вальцовке. Преимуществом таких вальцев является отсутствие прямых необработанных участков по краям заготовки (без предварительного подгиба и подрезки краёв). |
Трёхвалковые вальцы
Вальцы с тремя валами — самые распространенные станки благодаря разнообразию размеров, отработанной технологии и более низкой стоимости. Они позволяют производить трубы различных форм, конусы, водосточные желобы.
По взаимному расположению валов такие вальцы делятся на несколько видов:
| Симметричное расположение валов Такие вальцы отличаются простой конструкцией и низкой ценой. Недостаток — отсутствие возможности подгиба краев заготовки. | Симметричное регулируемое расположение валов При такой конструкции сводятся к минимуму прямые участки по краям заготовки, благодаря чему получаемые трубы отличаются идеальной формой. | Асимметричное расположение валов При асимметричном расположении валом практически отсутствуют прямые участки по краям заготовки, поэтому качество труб сравнимо с продукцией четырехвалкового станка. |
Рекомендации по изготовлению вальцовочного станка
Чтобы сделать валковый листогиб самостоятельно, необходимо подготовить инструменты, расходные материалы, найти чертежи в интернете, провести сборку по представленной инструкции.
Требуемые инструменты, расходные материалы:
- Металлические листы.
- Швеллера, уголки, профиля.
- Сварочный аппарат.
- Болгарка, дрель.
- Трубы в качестве вальцов.
- Шестерни, цепь, подшипники.
- Пружины для изготовления прижимного механизма верхнего вальца.
Количество расходных материалов высчитывается по чертежу. Найти готовые эскизы можно в интернете. На них указываются размеры, расположение основных частей, направление вращения рабочих частей.
Поэтапная сборка:
- С помощью сварочного аппарата из металлических листов сварить основание (станину). Сварочные швы зачистить, обработать антикоррозийным составом.
- Из швеллеров изготовить боковые стойки, которые навариваются на станину.
- Из металлических профилей изготовить корпус для расположения ременной передачи, шестерней. Для изготовления этого механизма можно использовать цепь, звездочки от велосипеда.
- Валы должны быть установлены в отверстиях подшипников. Перед их окончательным закреплением, проверить параллельность рабочих частей.
- Закрепить ручку для вращения валов.
Перед тем как окончательно скреплять все элементы самодельного станка между собой, необходимо проверить его в действии. Во время пробного вальцевания, необходимо точно выставить натяжение цепи. Не забывать смазывать подшипники маслом во время эксплуатации. Вальцы, собранные своими руками, которые будут установлены в холодном гараже или мастерской без отопления, необходимо покрыть защитной краской, чтобы избежать появления ржавчины.
Выбор и обоснование конструктивной схемы станка
Принцип работы вальцового станка
Листогибочные вальцы различаются по следующим параметрам:
- По количеству рабочих валков: могут быть трех– или четырехвалковыми (установки с большим числом валков встречаются редко).
- По схеме расположения валков. Имеются механизмы, оси валков которых расположены симметрично и асимметрично поперечной оси.
- По способу фиксации валков в станине — на подшипниках качения или скольжения.
- По типу привода — от вальцев ручных, до приводимых в действие двигателями переменного и (реже) постоянного тока.
Вопрос — как сделать вальцы, которые будут предназначены для листового металла — следует начать с разработки технического задания. При этом следует учесть, что ручной привод эффективен при гибке изделий с толщиной не выше 0,8…1.2 мм, и при ширине не более 500…800 мм, иначе приводную рукоятку придется делать очень длинной. Это не только неудобно, но и приведет к увеличению размеров производственной площади, где предполагается установить агрегат.
По той же причине трехвалковую схему стоит предпочесть четырехвалковой — сложность изготовления возрастет, а видимых выгод пользователь не получит. Тем более нет смысла делать вальцы с еще большим количеством валков (например, семивалковые исполнения нужны при необходимости выполнения радиусной гибки листовых изделий на диаметры от 1500…1600 мм).
Более сложным является вопрос симметричности расположения валков в трехвалковых вальцах. Симметричная схема (при которой валки располагаются равносторонним треугольником: нажимной — сверху, а рабочие — снизу) конструктивно проще и технологичнее в изготовлении. Однако, после обработки на таком оборудовании передний и задний края заготовки на некотором расстоянии (примерно половины от межосевого) останутся прямыми и потребуют повторного цикла деформирования. Если на вальцах предполагается производство толстолистовых изделий преимущественно типа цилиндров с изогнутыми краями, то придется изготавливать асимметричную машину.
Какие вальцы выбрать?
Двухвалковые вальцы
| Двухвалковые вальцы имеют два вала, расположенных один над другим. Как правило, верхний вал изготовлен из прочной стали и имеет небольшой диаметр сечения. Нижний вал имеет значительно больший диаметр и выполнен из стали, покрытой гибким упругим материалом (полиуретан, каучук). При этом диаметр получаемой трубы зависит от силы прижима двух валов при вальцовке. Преимуществом таких вальцев является отсутствие прямых необработанных участков по краям заготовки (без предварительного подгиба и подрезки краёв). |
Трёхвалковые вальцы
Вальцы с тремя валами — самые распространенные станки благодаря разнообразию размеров, отработанной технологии и более низкой стоимости. Они позволяют производить трубы различных форм, конусы, водосточные желобы.
По взаимному расположению валов такие вальцы делятся на несколько видов:
| Симметричное расположение валов Такие вальцы отличаются простой конструкцией и низкой ценой. Недостаток — отсутствие возможности подгиба краев заготовки. | Симметричное регулируемое расположение валов При такой конструкции сводятся к минимуму прямые участки по краям заготовки, благодаря чему получаемые трубы отличаются идеальной формой. | Асимметричное расположение валов При асимметричном расположении валом практически отсутствуют прямые участки по краям заготовки, поэтому качество труб сравнимо с продукцией четырехвалкового станка. |
Четырёхвалковые вальцы
| Четырёхвалковые вальцовочные станки являются наиболее удобными, производительными и точными. Зачастую оснащаются контроллером ЧПУ, имеют электропривод прижима подгибающих валов. Такие станки позволяют получить трубы с очень высоким качеством гибки по всей длине без оставшихся прямых участков по краям, что особенно критично при последующей шовной сварке труб встык. Кроме того четвертый вал позволяет быстро выполнять центрирование листа, действуя как упор. |
Вальцы двухвалковые гидравлические серии MG2R
Двухвалковые листогибочные станки серии MG2R специализированы для серийного изготовления тонкостенных цилиндров и труб.Эти немецкие двухвалковые вальцы имеют малые габаритные размеры и удобный пульт управления.
Верхний стальной валок оказывает давление на покрытый полиуретаном нижний валок. Отпружинивание полиуретановой оболочки нижнего валка давит на лист и придает ему форму.
После завершения гибки верхний валок отводится гидравлическим приводом, упор для нижнего валка откидывается и труба удобно снимается со станка.
Диаметр верхнего валка выбирается в соответствие с требованиям к получаемому диаметру.Диаметр получаемой трубы может быть изменён сменой верхнего валка или при помощи специальных насадных труб.
В базовую комплектацию валковой машины входит:
-жесткая стальная сварная конструкция,высокопрочный корпус
-станок полностью не требует обслуживания
-прямой гидравлический привод валков
-электронная система защиты от перегрузки
-пульт управления с цифровым дисплеем и джойстиком для контроля за вращением и понижением верхего валка
-кнопка аварийной остановки станка;
-ручная регулировка ограничителя давления при помощи штурвала
-закаленный верхний валок до твердости 53-55 HRC
-нижний валок,покрытый полиуретаном
-гидравлический откидной упор для удобного снятия труб
-станок оснащён съёмным столом для быстрой и точной установки заготовок под углом
Возможные дополнительные опции:
-цифровая индикация для скорости вращения и давления верхнего валка
-система ЧПУ для полной автоматизации
-поддержка для крупных заготовок и листа
-приспособления для снятия готовых труб
-сменные формообразующие валки под разные диаметры
-подающий стол с приводом и автоматическим позиционированием листа
-вакуумный подъемник для автоматической загрузки подающего стола
Технические характеристики:
| Модель | Рабочая длина мм | Толщина листа мм | Ø диаметр верхнего валка, мм | Ø диаметр нижнего валка, мм | Двигатель кВт | Вес кг | Габариты мм |
| MG2R05 | 550 | 1.2 | 80 | 220 | 4.0 | 950 | 1.840×850×1.240 |
| MG2R07 | 750 | 1.2 | 90 | 220 | 5.5 | 1.600 | 2.034×850×1.240 |
| MG2R10 | 1.050 | 1.2 | 100 | 300 | 5.5 | 1.700 | 2.340×1.000×1.240 |
| MG2R12 | 1.250 | 1.2 | 110 | 300 | 5.5 | 1.850 | 2.540×1.000×1.240 |
| MG2R10HD | 1.050 | 4.0 | 140 | 300 | 7.5 | 1.950 | 2.500×1.000×1.300 |
| MG2R15HD | 1.550 | 4.0 | 150 | 300 | 7.5 | 2.150 | 3.000×1.000×1.300 |
| MG2R20HD | 2.050 | 4.0 | 160 | 300 | 7.5 | 2.400 | 3.500×1.000×1.300 |
Эти вальцовочные станки являются примером надежности и производительности. На сегодняшний день действует согласованная с производителем программа, по которой цена на 2-х валковые вальцы Hezinger является крайне привлекательной.