Бизнес может быть связан не только с изготовлением продукции, которая непосредственно потребляется населением. Хорошие результаты показывают предприятия, которые производят оборудование для самого производства. Какое же используется оборудование для домашнего и профессионального изготовления вощины, что лучше и цена вопроса? Об этом и не только наша статья.
Вощина представляет собой тонкий восковой лист, на котором особенным прессовым методом отпечатываются маленькие шестиугольники: донышки ячеек. Это материал, являющийся основой для пчелиных сот, благодаря которому пчелы могут направить все свои усилия на сбор меда.
Руководство к изготовлению вощины на вальцах
По книге Владимира Ивановича Ломакина 1914 год
Предисловие
Настоящая брошюра является вторым соединенным изданием двух разошедшихся книг— «Изготовление искусственной вощины на вальцах В. И. Ломакина и «Вальцованные восковые листы» Н. В. Ломакина и предназначается служить, исключительно, как руководству к изготовлению вощины. На тех вальцах и приборах, какие предлагаются для этой цели мною. Поэтому в них выкинуто все то, что не имеет прямого отношения к данной цели и самый материал расположен переработан, и дополнен. Таким образом, чтобы соответствовать новой цели служить точным, проверенным руководством, в котором ничего не пропущено, и нет ничего лишнего.
Н. В. Ломакин, 1911 г. Харьков.
Изготовление вощины на вальцах делится на две части:
- Изготовление гладких восковых листов;
- Протягивание гладких листов на вальцах.
Листы могут быть приготовлены двумя способами. Путем макания мокрой деревянной дощечки в растопленный воск и отливкой толстых пластов воска с последующею их прокаткой на специальных гладких вальцах. Второй способ более продуктивнее и совершеннее. Но первый не требует гладких вальцов—значит и затраты на оборудование будут меньше.
Сначала познакомимся с первым способом, а потом со вторым.
Первый способ изготовления вощины
Воск для вощины должен быть цельный, без примесей и высокого качества. Медовая пробойка (мервяной воск) настолько мягка и слаба, что совсем не пригодна к изготовлению из нее вощины.
Устройство воскотопки
Рис. 1
Растапливается воск в паровой воскотопке. На рис. 1 видна ее устройство и применение. Она состоит из отдельного парообразователя и сосуда с двойными стенками, между которыми циркулирует пар и внутри которого плавится воск. Парообразователь ставится на плиту (рис. 2) и соединяется трубкой при посредстве двух специальной резины муфточек с воскотопкой. Воскотопка ставится на табурет или на какую-либо другую подставку. В табурете делается два отверстия, соответствующие двум трубочкам внизу воскотопки. Одна из них—центральная, предназначается для спуска грязненого воска, а другая для выхода пара. Под эту трубку подставляется какой-либо сосудик для сбора вытекающей с паром воды.
рис. 2
Вода в парообразователе должна быть всегда не ниже 45 мм от дна и не выше 2/3 его высоты от дна до верхнего свода. Во время работы количество воды узнается на вес. Парообразователь поднимается над плитою и по тяжести его определяя приблизительное количество воды. Во избежание ожогов надо следить, чтобы трубки были соединены плотно.
Воск закладывается в воскотопку, избегая ударов о стенки кусками воска. Благодаря оригинальным особенностям воскотопки, воск в одно и тоже время и плавится и отстаивается. Когда он весь расплавится, то почти вся грязь и вода соберутся внизу воскотопки и воск уже может идти в работу. Если же нет особенной спешки в работе, то лучше дать воску постоять часа два в расплавленном виде. Вощина тогда уже будет чище и из нее выделится вся содержавшаяся в воске вода, которая и будет на дне воскотопки. Присутствие же в массе воска воды вызывает “слабость” вощины с характерным, матовым белесоватым видом.
Макальница
Отстоявшийся воск осторожно через верх выбирают кружкою и через мелкое ситечко перецеживают, в ведро. Оттуда уже переливают в макальницу. Макальница представляет собою сосуд из нержавеющей стали. Для уменьшения остывания воска обшивается в деревянный кожух. В макальницу, наполненную воском, макают мокрые деревянные дощечки. На которых воск застывает в виде тонкой пленки и образует восковые листы, легко снимаемые. Дощечки для макания делаются из чистой, шлифованной, без суков—фанеры. Размер дощечек 623х267х10 мм.
Рис. 3
За 3 — 5 часов до начала работ дощечки необходимо распарить в горячей воде. Их должно быть четыре. Две погружается в растопленный воск, а с двух других (в теплой воде) рабочий снимает востковые листы. Дощечки макаются в воск от 3 до 5 раз, в зависимости от температуры воска и необходимой толщины листа.
Воск в макальнице во время работы должен иметь температуру приблизительно, в 75° С. Поэтому только что налитый в макальницу воск имел температуру до 88°С. По мере того, как из макальницы воск вычерпывается от погружения в него дощечек, в воскотопке за это время успеет снова растопиться и отстояться достаточное количество воска. Верхний слой его сливается и им доливается макальница. И так далее, пока из воскотопки не выберется весь чистый воск. Оставшийся грязный воск сливается во что либо, где он отстаивается и застывает. Когда он остынет, грязный тонкий слой срезается, а чистый воск снова поступает в воскотопку. Когда грязный воск из воскотопки бывает удален, слой грязного воска, приставший к дну и бокам воскотопки, смывается горячею водою.
Последовательность работ
В воскотопку накладывается новая порция воска и работа идет обыкновенным порядком. Когда нет больше воска для подливания в макальницу, то в нее подливается горячая (град. 75С) вода до тех пор, пока получаются еще хорошие листы. Обыкновенно листы получаются удовлетворительные при толщине воска в макальнице в 10-20 мм. Часто в начале работы листы сильно трескаются, бывают очень тонки. Это оттого, что воск слишком горяч, нужно подождать пока он остынет. Часто листы бывают достаточной толщины, но трескаются. От того, что вода, в которой мокнут дощечки и снимаются листы, очень холодна. Рекомендуемая температура воды 30—35. Дощечки, раз бывшие в использовании, на следующий раз, после того как высохнут, не годятся, от таких плохо отстают восковые листы. Для другого использования их нужно хорошо просушить и прошкурить.
Выдержка восковых листов
Листы складываются в стопки и выдерживаются в прохладном месте. Это очень важное условие и вот почему. Только что застывший воск бывает мягок и сильно пристает к тем предметам, к каким его придавливают. Через неделю—две, а если же его сильно охладить (до 0°—2°) то через час—два он делается снова твердым, хрупким и гораздо менее липким. Если только что полученные листы пропускать между валиками, то они сильно пристают к вальцам.
При оттягивании от валиков вощина сильно вытягивается, на вид бывает не казиста—матовая. Если же эти листы пропускать через неделю—две, или даже на другой день, но предварительно на ночь охладить, то выходит совсем другая работа. Вощина не пристает к вальцам, не вытягивается и может быть изящна на вид—блестящая.
Получив восковые листы, чрез некоторое время можно приступить к прокатыванию их на вальцах.
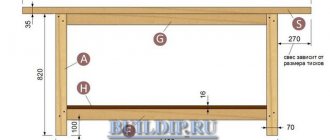
О вальцах
Столик, на котором будут поставлены вальцы, привинчивается к полу или ставится утяжелитель на нижнюю полку. Вальцы ставятся на него так, чтобы все ножки касались скамьи. В случае, если какая приподнята, под нее подкладывается соответствующая по толщине дощечка, и тогда все четыре ножки вальцев привинчиваются к скамье. При этом нужно обращать особое внимание, чтобы вальцы во время работы не могли перекашиваться.
Обслуживание вальцов
Обращаю особое внимание на смазывание подшипников смазкой. Смазка должна быть частая и обильная, особенно нижних подшипников, в которые часто попадает мыло с валиков. При недостаточной смазке оси заедают в подшипниках, шестерни ломаются, и самые подшипники и оси скоро изнашиваются.
Смазав подшипники нужно смазать и валики. Валики я смазываю жидким мылом, которое приготовляю так. Беру глицериновое прозрачное мыло, делаю из него стружки. Помещаю их в коробок и завариваю из-под самовара таким количеством воды, чтобы по охлаждении получился этот завар по густоте на подобие негустого студня, и хорошо размешиваю. Покрываются этим мылом валики при посредстве кисти каждый раз перед пропусканием на них воскового листа. Перед работой валики нужно смазать часа за два до начала работы.
Распарка восковых листов
Теперь нужно приготовить воду для распаривания восковых листов—лист можно пропускать через вальцы теплый—распаренный, что и делается в особой ванне. Ванна делается из белого железа, размер ее 356X620 мм, высотой 356 мм. Тоже вделывается в деревянный кожух — ящик. Вода, в которой нагреваются восковые листы, не должна быть очень горячая, чтобы листы в ней не белели. Перегретый лист по своим свойствам становится похожим на только что полученный, он сильно пристает к валикам, растягивается.
Работа по прокатке, транспортировка и настройка
Вообще температура листов, температура валиков, температура помещения — находятся в зависимости между собой. Для холодных валиков нужно более горячие листы, и наоборот, и т. д.
Выходящий из-под вальцов, листик вощины принимается помощником и захватывается двумя тонкими дощечками 45-50 мм ширины и 250-270 мм длины. Никаких щипцов я не рекомендую использовать. Щипцы тормозят захватывание и утомляют пальцы, не давая взамен никакого удобства.
Чтобы во время дороги нижний валик на толчках не подпрыгивал и не ударял о верхний, нижние винты при отсылке отпускаются. Значить, теперь этими винтами нужно нижний валик поднять и приблизить его на столько к верхнему, чтобы только он не нажимал на верхний. При таком положении можно пропускать листы. Во время работы эти винты регулируются так, как показывает само дело. Можно их так подтягивать без опасения сжать конусы и попортить валики, чтобы нижний валик немного нажимал на верхний. Восковой лист должен быть толстый, чтобы из него получилось полотно вощины раза в три-четыре длиннее самого листа. Если лист тонок, тогда два листа складываются вместе, так чтобы оба они равнялись по толщине одному толстому листу. Лучше 2 тонких пропустить вместе, чем один толстый.
Тонкости в работе
Сначала работа идет очень хорошо: вощина отстает от валиков легко, не растягивается и имеет привлекательный блестящий вид. Но вот вощина начинает приставать к валикам сначала немного и только посредине, средина холста вощины начинает, вытягиваться и вгибаться. Чем дальше работать, тем это явление становится сильнее. Потом начинает приставать весь лист, вощина сильно вытягивается и получается уже никуда негодной. Если работать дальше, то вощина уже настолько пристает, что поминутно рвется.
Отчего бы это зависело?
В начале работы вальцы имеют температуру помещения, следовательно, бывают достаточно холодные. Но от нагретых восковых листов и они постепенно нагреваются. Посредине валики нагреваются скорее и сильнее, к концам же слабее и медленнее. Воск же имеет такое свойство: чем теплее он и чем теплее предмет, к какому его прижимают, тем сильнее он пристает к нему.
Как же помочь горю?
Очень просто: охладить валики и работать, пока они снова не нагреются. Чтобы охладить валики, я просто их обкладываю льдом. Сначала лед на них тает быстро—вода льется ручьем. Когда же они достаточно охладятся, когда с них вода начинает стекать по каплям, лед снимается. Грязь и сор оставшиеся от льда на валиках смываются холодною водою и работа продолжается, пока не потребуется валики охлаждать опять. Вот это единственный секрет, который озолотил Дадана и прославил его на весь мир. В своей известной книге, Дадан два раза намекает на него: «без пара и льда нельзя приготовить хорошей искусственной вощины», и «валики при пропускании воскового листа вгибаются».
Температуры в работе
Температура, в которой изготовляется вощина, лучше если будет около 15 С. Вощина при такой температуре даже при оттягивании от теплых вальцов почти не вытягивается. Но можно прекрасную гнездовую вощину готовить и при 28 град, жаре, только валики тогда приходится охлаждать очень часто. Медовую вощину при такой температуре готовить невозможно.
Еще на одно достаточно важное обстоятельство мне остается обратить внимание. Лед очень редко бывает чист и не загрязняет валиков. Последние после охлаждения всегда приходится обмывать, но не всегда весь сор можно смыть и нельзя заметить каждую соринку, оставшуюся на валике. Между тем кусочки дерева, соломы, песчинки и тому подобное, при пропускании их вместе с восковыми листами между валиками оставляют на конусах отпечатки. И вот после нескольких дней работы, если не принимать никаких мер, валики могут оказаться испещренными следами от песчинок и другого сора—почти испорченными. Чтобы этого не случилось, валики нужно покрывать тонкою тряпочкою и потом уже обкладывать льдом. И после охлаждения тряпочка осторожно снимается, ополаскивается от сора и снова употребляется при следующем охлаждении.
Укладка и резка листов
Прокатанные листы складываются стопками и на другой день, когда вощина немного отвердеет, они разрезаются круглым ножом по дощечке, которая в одно и тоже время служит и меркою листа и направляющею для ножа. Разрезаются листы, листов по 5—10 сразу. Круглый нож во все время промежутков работы должен находиться в кипятке, лучше разрезать горячим ножом.
Только что прокатанная вощина бывает мягка, на свет мутна и непрозрачна, некрасива. Дня через два три она настолько становится тверда, что ее уже можно давать пчелам. Через неделю — через две особенно в теплом помещении, она становится на вид стекловидна, прозрачна и блестяща.
Достоинства и недостатки первого способа
Только что описанный способ, несмотря на свою простоту, требует массу мелочных, но большой важности, знаний и известной сноровки.
Температура воска, охлаждающей воды, приемы складывания готовых листов в стоики и т. п. Всецело зависят от уменья и знания рабочих и целиком влияют на качество вощины. Эти явления таковы, что они непосредственно влияют на качество производимой вощины. Но здесь имеет место целый ряд других явлений, влияние которых не прямо, но которые, тем не менее, существенно сказываются на качестве и дешевизне производства продукта. К их числу относятся неравномерность толщины листов воска. Неблагоприятные явления, вызываемые этим свойством восковых листов, таковы: пропускаемый лист коробится, съезжает то в одну, то в другую сторону вальцов, и изготовляемая вощина будет иметь не одинаковые размеры ячеек, которые колеблется в сравнительно больших пределах. Вощина, изготовленная из таких листов, вообще слаба и легко вытягивается.
К крупным недостаткам первого способа надо еще отнести присутствие воды в самой массе воска, что также отражается на крепости вощины. Вода вводится в воск во время самого процесса работы. Мокрые дощечки, макаясь в воск, оставляют там часть своей воды. Правда, она собирается внизу макального сосуда, но, тем не менее, движением дощечки вниз и вверх часть ее безусловно должна перенашиваться с воском.
Второй способ изготовления вощины на ручных вальцах
Над устранением всех этих недостатков покойный В. И. Ломакин работал параллельно с усовершенствованием вальцов, и в результате явились вальцованные восковые листы, прокатанные через специальные гладкие вальцы—те же вальцы, что и для вощины, но только без гравировки. Чтобы уменьшить скольжение, валики слегка заштрихованы.
Топка воска
Воск растапливается точно также, как и при первом способе. После того, как он отстоится, его сливают в специальный сосуд, где он должен охладиться до температуры немного большей его плавления, т. е. до 75° С. Сосуд сделан так, что имеет большую поверхность охлаждения. При небольшом производстве можно это охлаждение вести в ведре с носиком, из которого в дальнейшем будем вести разливку воска по коробкам. При большом же производстве, воск охлаждается и в ведре и в сосуде. Надо избегать переохлаждения (образование пленки остывшего на поверхности воска ни в коем случае не допустимо).
Формы
Когда должная температура достигнута, приступают к разливке воска по формочкам. Эти формочки делаются из оцинкованного железа (лучше нержавеющей стали или силикона) размером 356X267 мм при высоте 22 мм. Эти формочки, которые будем называть коробками, должны быть чистые и перед использованием быть хорошо смочены водою, что делается рукой. Очень полезно предварительно класть их на полчаса в холодную воду. Лишняя вода струшивается. Ставят их на строго горизонтальную поверхность. Кружку (определенного объема) наполняют воском из ведра через носик (опорожненное ведро наполняют воском из сосуда) и переливают в коробки через мелкое ситечко. При этой операции лучшая температура помещения заключается в пределах от 12° до 20° С. Надо избегать сквозняка, особенно холодного. Не дав воску сильно затвердеть, коробки перекидывают и легким постукиванием опоражнивают. Пласты, толщиною в 16 мм, кладут в холодную воду со льдом. Там они лежать до часу. Затем их вынимают и складывают в стопки.
Сообщу отчего бывают неудачи. Если коробки грязны или сухи, плохо смочены (надо иметь ввиду, что цинк, вообще, плохо смачивается), воск горяч, высока температура помещения или воск в коробках сильно затвердел—часто бывает прилипание. Но легкий налет воска, покрывающий коробки во время работы, делу не вредит и никакой необходимости счищать его нет. Напротив, попытка счистить этот налет горячею водою портить дело. вызывая сильное прилипание. Кроме этого при горячем воске или при сквозняке случается, что листы лопаются. Если воск холодный, то пласт получается нецелый—снизу с трещинами и узорами. Выдерживание листов после изъятия из коробков в холодной воде в течении 1/2—1 часа необходимо, чтобы пласты полностью охладились. В противном случае, будучи сложенными в стопки листы разогреваются. Отходят и вощина, приготовленная из таких пластов, очень плохо слаба—и имеет все свойства маканной.
Листы
Полученные листы выносят в холодное место для выдерживания, которое при этом способе, при достаточно холодном помещении, продолжается дня 3 — 4. Чем оно будет дольше, тем лучше. Перед прокаткой листы надо разогреть в ванне.
Вода должна удовлетворять тем же правилам что и для маканных, листы только не должны белеть. До 45° С. при 46-48 уже белеют. Вода должна покрывать листы со всех сторон. Для этого их кладут в ванну на длинное ребро, придавливая сверху несколькими листами, чтобы они не поднялись. Закрывают крышками, которыми снабжается каждая ванна. Полезно их почаще перекладывать. Во всяком случае необходимо листы разобрать, чтобы вода обходила каждый лист кругом. Минуть через 30 — 40 (лучшее указание для этого опыт) пласты можно прокатывать через гладкие вальцы.
Порядок работы вальцами
Вальцы предварительно за полчаса смазывают мылом и устанавливают па толщину 2,5-4 мм.
При пропускании пласта его немного нажимают вперед, как бы помогая вальцам захватывать пласт. Вальцы вращаются совершенно свободно и человек, прокативши листов 20, не должен чувствовать большой усталости.
Протянув листов 10 – 12 их разрезают, пока они еще мягки круглым большим ножом и поперек на отдельные листы на 22 мм шире высоты рамки, на которую делается вощина. Полученные прокатанные листы можно складывать в стопки и употреблять в дело дня через 3. Если же их вынести на холод, то при достаточном охлаждении их можно пускать в дело уже на другой день.
От работы валики нагреваются, но пока распарится новая партия листов вальцы успеют охладиться. Когда форсируют работу, то надо иметь 2 ванны: пока одна парится, другая прокатывается. Тогда охлаждение достигается поливкой валиков холодною водою в то время, когда листы разрезаются и вальцы стоят.
В гравированные вальцы пускаются полученные листы не обрезом, а кромкою (стороною, перпендикулярною к линии разреза). Сообразно этому, с практикою, делается толщина листиков. Только в крайнем случае какого-либо неудобного по своим размерам заказа можно отступить от этого правила и протягивать вперед обрезом.
Специальное оборудование
Чтобы сделать вощину своими руками на рамку дадан или рута, потребуется соответствующее оборудование:
- для рифления вощины применяется агрегат ручной, который делают из алюминия, покрывают никелем и оловом;
- в комплекте агрегатов имеются разнообразные приводы – ручной, гладкий и рифленый;
- агрегат, имеющий моторизацию, оснащен ручным двигателем из сплава алюминия;
- следует отметить, что Болгария представляет собственное оборудование, а именно – пресс-станок, благодаря которому не требуется охлаждение. Его работа аналогична вафельнице, имеющей ячейки около 5,4 миллиметров. Материал изготовления – алюминий;
- что касается швейцарского оборудования, то огромным спросом пользуется пресс, работающий по принципу вафельницы. Данный пресс представлен в разных размерах и комплектациях;
- у силиконовой матрицы покрытие выполнено на основе никеля.
Выводы по способам изготовления вощины
В заключение скажу какими преимуществами обладает этот способ со стороны технической и стороны хозяйственной. С первой стороны мы имеем способ, при котором качество вощины доводится до высокой степени совершенства. Вощина получается однородная, крепкая и изящная на вид. Как пример вощины из вальцованных листов, могут служить пробные листы, прилагаемые мною к вальцам. Ничего подобного нельзя сделать маканием. Легкость вращения обоих вальцов тоже не последний плюс.
Со стороны хозяйственной и экономической этот способ предоставляет возможность развить производство вощины интенсивно и более удобно. Вощина может быть сделана из последнего фунта воска так же хорошо, как и из большой партии. Два человека, попеременно вращающие вальцы, могут за 10 часов протянуть через гравированные вальцы до 190 кг. чистой вощины. Тогда как маканных листов более 125 кг. почти нельзя. Благодаря равномерной, точно подбираемой толщине восковых листов, количество брака и обрезков доводится до минимального. Несмотря на 2 вальцов, количество расходуемого мыла не повышается по сравнению с первым способом.
Применение вощины
Вощину я советую употреблять не иначе, как только на проволоках. Раньше я был противник проволок, но теперь вощины вовсе не употребляю не на проволоках. Натягиваю их вертикально на расстоянии 60-65 мм друг от друга. При таких условиях, как бы не была тонка вощина и в каком бы месте гнезда не находилась, она никогда не вытягивается, не коробится, и рамка отстраивается совершенно ровно.
Разновидности производства
Производство вощины – это ответственный, важный процесс для удачного пчеловодства. Натуральная вощина производится на основе воска пчел. Что касается искусственной, то в ее составе имеется химический элемент, напоминающий пчелиный воск или парафин. Кроме этого, изготовление вощины может осуществляться с помощью полипропилена (пластмассы).
Производственный процесс осуществляется двумя методами, а именно:
- применяются специальные вальцы – ручные, автоматические, в которых расположен рельеф ячейковый. Благодаря ему можно прокрутить подогретый пчелиный воск;
- используется простой или электрический пресс. В составе имеется 2 пластины с шестигранными ячейками. Сравнивая пресс и вальцы, следует отметить, что производительность первого не слишком высокая, поэтому его лучше применять на пасеках, имеющих небольшие размеры.
Вальцы – это специальное устройство для пчеловождения, представляющее собой две сопрягаемые, которые находятся на рельефных боках и имеют форму цилиндра.
Что касается беспроволочного наващивания, то его часто используют для секционной медовой продукции. В рамках имеются внутренние пазы. Пластиковая вощина предназначена для рамок из дерева. Проволочное наващивание проходит ручным методом или электрическим.
Процесс производства наполовину искусственного продукта подразумевает добавление к пчелиному воску разнообразных химических элементов, парафина. Такая вощина может быть ломкой, что не дает осуществить полноценное наващивание. Если она подвергается деформации, выровнять ее не получится.
Настройка вальцов для откатки вощины.
Вальцы высылаются мною совершенно установленные и проверенные на те задания, которые я ставлю своим вальцам, с приложением пробного листа и руководства. Но пчеловоду часто приходится самому устанавливать вальцы, которые могут обжаться от работы или из любопытства расстроены самим пчеловодом. Вся процедура полной установки разобранных вальцов требует настолько много знания и опыта, что я даже не буду о ней говорить, а только ограничусь теми случаями, которые могут представиться в практике пчеловода.
Умение «читать» вощину
Каждая неправильность в установке прежде всего отражается на вощине. Поэтому мы научимся читать на вощине неправильности установки. Вощина рассматривается на свет и притом в том положении, в каком выходит она из-под вальцов. Для предупреждения всяких ошибок надо искать на вощине оттиснутую надпись (на вальцах гравируется фамилия заказчика). Если бы случайно спутали, какой стороной шел лист, то, взглянув на надпись сейчас же найдем потерянное.
Лист вощины берется руками так, чтобы можно было читать. Сторону, расположенную к себе, т. е. бывшую около передней стойки (где шестерни), будем называть передним краем полотна. Противоположную, т. е. которая около задней стойки,—задним краем полотна вощины. Внимательно рассмотревши вощину на свет, мы можем различать нижние ячейки, соответствующие конусам нижнего валика, и верхние —верхнего валика. Необходимо твердо уметь различать нижние ячейки от верхних. С практикой это различие замечается с первого взгляда. Эта разница следующая: дно ячейки имеет три грани, две вертикальных и одну горизонтальную, в ячейках нижнего валика горизонтальная грань находится внизу, а в ячейках верхнего — вверху. Это различие видно на черт. 1, где правая ячейка принадлежим нижнему валику (нижняя сторона полотна вощины). Для наших вальцов это—правило.
У других же конструкторов может быть и наоборот. Или даже как у Каменева горизонтальных граней две, а вертикальных одна. Идеально сделанные и тщательно установленные вальцы должны давать вощину, в которой все стенки ячеек должны быть одинаково окрашены. При рассматривании на свет, т. е. одной толщины. Обыкновенно же это почти недостижимо для ручной работы, и вощина пестрит то там, то там видим стенки толще. Если же в расположении этих утолщений мы замечаем некоторую правильность, законность, напр., все левые стенки ячеек толще, то вальцы установлены неправильно.
Установка вальцов
Приступим теперь к установке вальцов. Простейший случай, какой может встретиться в практике пчеловода, представлен на черт. 2. На вощине мы видим, что на всем протяжении полотна левые стенки ячеек нижнего валика толще. Это значить, что валики так расположены между собою, что расстояние между левою гранью ячейки нижнего конуса и правой верхнего больше, чем между правой гранью нижнего конуса и левой верхнего.
Наглядно это видно из черт. 3. В этом чертеже соединены разрез вертикальной плоскостью через валики и разрез шестерни с осью валика через плоскость винтов, которые представлены в перспективе. Второй разрез наложен па первый. Для ясности часть шестерни удалена, чтобы было видно взаимное положение конусов валиков. Все увеличено приблизительно вдвое. Рассматривая этот чертеж, мы видим, что, действительно, когда валики расположены таким образом, то левые грани ячеек будут толще. (Условимся, что когда говорим о частях ячейки, то исключительно нижней). Следовательно, вощине, изображенной на черт. 2, соответствует, положение валиков, изображенное на черт. 3.
Работа с винтами
Теперь нетрудно уже сообразить, что если мы повернем верхний валик по направлению, указанному стрелками, чтобы ось ab совместилась с осью а’b’, то этот недостаток будет устранен. Все стенки будут одинаковой толщины. Для подобных поворачиваний служат винты А и В, которые помещены в особые гнезда с и d, видимые на черт., вырезанные в оси валика. В данном случае мы поступим следующим образом. Правый винт В отпускаем совершенно свободно, a левый — А нажимаем слегка (градусов до 10ти) и закрепляем правым, нажимая ключом, чтобы винт плотно сел на свое место. Понятно, что от нажимания левого винта А валик повернется в желаемую сторону. Необходимо помнить, что во время установки вальцов нижние подъемные винты, которыми регулируется толщина вощины, должны быть отпущены, и вощина пропускается потолще. Иначе легко смять конусы.
Неопытною рукою винт А можно передать (или от какой-либо другой причины) и получится противоположный недостаток— будет толще правая грань. Вощина тогда будет иметь вид, изображенный на черт. 4. В разрезе эта вощина изображена на черт. 3 внизу. Для исправления поступают обратно— отпускают левый винт, нажимают правый и закрепляют левый.
Следующая может быть неправильность изображенная на черт. 5.
Здесь мы видим, что нередкий край полотна правилен, т. е. все стенки одинаковой толщины. На заднем же крае правые стенки толще, а по середине полотна все постепенные переходы из одного в другое. Для устранения этого служат боковые винты на задней стойке. Этими винтиками задний конец валика передвигается вправо и влево. Для уяснения служит черт. 6.
На нем изображен разрез вертикальной плоскостью через задние концы валиков с виднеющеюся за ними частью стойки. Пунктиром обозначены части, скрытые от непосредственного взгляда. Подшипники закрыты валиками, а винтики С и Д— стойкою. Рассматривая этот чертеж, мы видим, что если мы верхний валик слегка передвинем влево по направленно, указанному стрелкой, то конусы верхнего валика точно станут в углубления нижнего. Для этого мы отпускаем левый винт С. Нажимаем правый Д градусов до 20ти (смотря по степени неправильности) и закрепляем левый. Из чертежа видно, что от этого передвинется влево верхний подшипник с осью валика.
Недостатки
Опять таки, противоположный недостаток (черт. 7) может быть от излишнего усердия, когда прижимаем винтик Д. Здесь поступают обратно: отпускают первый винтик Д, нажимаем С, и закрепляем снова Д.
Гораздо сложнее обстоит дело, когда вощина имеет вид, изображенный на черт. 8 и 9. Эти чертежи соответствуют тем случаям, когда задний край правилен, a передний имеет одну стенку толще. По-видимому нет ничего проще исправить этот недостаток боковыми винтиками на передней стойке. На самом деле это очень и очень трудно и, лучше никогда передних боковых винтиков не трогать. Следя только затем, чтобы они не ослабли, и передний подшипник чтобы не хлябал. Для установки поступаю следующим образом. Предположим, что мы имеем вощину, где на переднем крае толще правые стенки, т. е. черт. 8. Тогда мы винтиками на верхней шестерне, уподобляя этот случай, изображенному на черт. 4, устанавливаем вальцы и следим только за тем, чтобы правилен был передний край. Когда это будет достигнуто, то задний край будет иметь вид, изображенный на черт. 7, что и устраняется боковыми задними винтиками.
Случай черт. 9 устраняется аналогично: нажимаю левый винт шестерни, a задний конец валика отводят в лево же.
Последние случаи бывают очень редко (конечно, я не говорю об установке новых или разобранных вальцов). Собственно, этими случаями исчерпываются все те, которые могут встречаться в практике пчеловодов. Как упражнение, предложу еще очень уж грубое и редкое расстройство вальцов (черт. 10 и 11).
Возьмем 10й. Для исправления этого недостатка установки сначала задними боковыми винтиками устанавливаем задний край и приводим случай к черт. 9. Для этого мы подадим задний конец валика влево. Потом нажимаем левый винтик шестерни и опять подаем задний конец валика еще влево. Нельзя делать это в два приема, ибо легко можно помять конуса, так как очень много придется подавать конец валика влево. Когда же это делается постепенно с промежуточной прокаткой вощины, то опасность устраняется. Чертеж 11й я же не буду объяснять — он аналогичен 10му, и желающие сами его решат. Вот и все теоретические правила, которые надлежать знать имеющему наши вальцы и расстроившему их. Сообщу еще несколько практических обязательных требований.
Из опыта
Необходимо внимательно прочесть вощину и разобраться, что и куда подать, для чего необходимо хорошенько уяснить себе чертежи 3 и 6, и в каждом затруднительном случае, хотя самым примитивным образом, представить себе разрезы через валики и из них уже исходить. Это не фраза— лично я, несмотря на свою довольно большую опытность, при установке вальцов других систем иногда запутываюсь и приходится восстанавливать или в уме, или на бумаге разрез, соответственный данному случаю, и тогда только распутывать его.
Второе золотое правило — чем сложнее случай, тем строже надо соблюдать правило подъемных винтов, чтобы ее только валики не касались друг друга, но чтобы был еще запас свободного места. Третье, самое важное, практическое правило—не волноваться, а обдумывать каждое движение. Если чувствуете, что холодный ужас досады начинает заползать в душу, — бросьте лучше, ибо вальцы если не погибнут, то во всяком случае будут сильно помяты и дело только ухудшится.
Подготовка восковой ленты
Специальные машинки носят название вальцы. Это достаточно несложное приспособление, вальцы можно выполнить из материалов домашнего обихода.
Для того чтобы в результате приложенных усилий получилась постановка вощины в улей была эффективной, лента должна быть правильно выполнена:
- Прокатывают, предварительно подогревая воском вальцы;
- Делают армирование марлей, вымоченной в жидком воске.
Для качественно выполненной работы (высокий класс) потребуется точно соблюдать предписания специалистов и обеспечить весь процесс специализированным оборудованием. Важно грамотно подобрать сколько «кг» начального материала требуется для качественного результата. Переработка остатков воска позволит обеспечить безотходное производство.
Причины выхода из строя вальцов
Скажу в заключение несколько слов отчего могут портиться вальцы. От трех причин:
- Когда не смазывают подшипников и не дают просыхать попавшее в них при работе с валиков мыло. Без смазки оси могут заедать в подшипниках и вообще скоро стираться.
- Когда при работе нет тщательной чистоты. На листах в валики могут попадать разные инородные предметы: песок, камушки, дерево, гвоздики. Все это сминает конусы и делает на них отпечатки. Сор и всякие инородные предметы попадающее на восковых листах между валиками самое большое зло, от них чаще всего портятся валики—гравировка.
- Когда на гнездовых вальцах желают получать тонкую медовую вощину, сильно нажимают нижним валиком на верхний валик, отчего конусы в валиках тоже могут сминаться.
Самый же тяжкий грех—это когда через вальцы пропускают посторонние предметы: бумагу, холст и т. д. Никогда, ни при каких обстоятельствах нельзя этого делать.
Вам может быть интересно:
Требования ГОСТ
Современные требования к вощине прописаны в действующем ГОСТ 21180-2012 «Вощина. Технические условия». Самое главное – материал изготовления и его обработка. Это должен быть натуральный, который подвергается тщательной стерилизации. Необходим контроль за влажностью материала на этапе его подготовки (не более 2%). От этого показателя напрямую зависит класс готового продукта.
ГОСТом предусмотрено по согласованию изготовителя с потребителем производить более «толстую» вощину на рамку размером 435×300 мм с числом листов в 1 кг от 11 до 13 шт., на рамку 435×230 мм — от 15 до 18 шт. Также согласно действующего ГОСТа применимо изготовление с ячейками укрупненных размеров (до 5,60 мм для пчел среднерусской породы районов Сибири).