Вальцы представляют собой универсальное оборудование, позволяющее эффективно справляться с листогибочными операциями. Изготовить вальцы своими руками не так уж трудно, но для этого необходимо предварительно познакомиться с серийными моделями, их конструкцией и принципом действия.
Трехвалковые ручные вальцы – наиболее подходящая конструкция для самостоятельного изготовления
Особенности конструкции
Вальцы (их еще называют листогибочным станком) позволяют осуществлять контролируемую пластическую деформацию листов, изготовленных из металла. Работающее по принципу проката, такое устройство оснащается несколькими валами, которые при прохождении между ними металлической листовой заготовки или труб изменяют их конфигурацию. Серийные модели такого листогибочного оборудования и самодельные вальцы работают по одному принципу и, соответственно, имеют схожую конструкцию. Рассмотрим основные элементы станка.
Устройство трехвалковых вальцов ручного типа
Станина-основание
Это несущий элемент, обеспечивающий устойчивость вальцов, а также правильное взаимное положение всех их составных частей.
Две вертикальные опорные стойки
В их подшипниковых узлах и устанавливаются валы, которых может быть всего два (двухвалковый станок), три (трехвалковый) и даже четыре. В конструкции большинства вальцов, оснащенных тремя рабочими органами, два нижних валка могут изменять свое положение только в горизонтальной плоскости, а третий – упорный, расположенный сверху, – еще и регулируется по высоте. Кроме того, верхний валок для снятия готовой детали оснащается механизмом быстрого опрокидывания.
Механизм подъема верхнего прижимного вала
Валки
В процессе выполнения обработки листовой заготовки валки должны совершать вращение, для чего любой вальцовочный станок оснащается приводным механизмом, который может быть цепным или зубчатым. Схема работы таких вальцов такова, что во вращение приводятся только нижние валки, а верхний, плотно прижимаясь к поверхности обрабатываемой заготовки, вращается под действием сил трения.
Схема работы валков
Вальцы могут оснащаться приводами различного типа. Так, в зависимости от данного параметра различают вальцовочные устройства следующих категорий.
Ручные
Это наиболее простые вальцы, которые чаще всего и изготавливают своими руками. Для приведения в действие таких устройств могут использоваться цепные и зубчатые передачи, параметры которых следует подбирать в зависимости от характеристик обрабатываемого материала. Вальцы ручные с учетом того, что для работы на них требуется прикладывать значительные физические усилия, используется преимущественно для обработки небольших заготовок.
С электрическим приводом
Такие вальцы по уровню своей производительности относятся к средней категории. Вальцы трехвалковые с электрическим приводом за счет достаточно высокой мощности приводного механизма позволяют выполнять обработку заготовок значительных размеров.
Электромеханические вальцы часто являются модификацией ручного станка, к которому добавили двигатель и пульт управления
С гидравлическим приводом
Это наиболее мощное из всего представленного на современном рынке вальцовочного оборудования. За счет того, что гидравлический привод, которым оснащены такие вальцы, позволяет их рабочим органам воздействовать на заготовку с большим усилием, на таком устройстве можно эффективно обрабатывать металлические листы даже очень значительной толщины.
Среди промышленных гидравлических вальцов есть даже такие гиганты
На качество выполняемой на вальцах обработки в первую очередь оказывают влияние характеристики валков. Поскольку валки испытывают в процессе работы значительные механические нагрузки, для их изготовления используют высокопрочную инструментальную сталь. Кроме механического воздействия, при обработке листовых заготовок значительной толщины, которые предварительно нагревают для придания им большей пластичности, валки испытывают еще и термическое воздействие. Следует отметить, что такое воздействие, которое может быть очень значительным, достаточно негативно отражается на эксплуатационных характеристиках валков.
Улучшить качество обработки, выполняемой на вальцах, позволяет их оснащение системами ЧПУ, в задачи которых входит координирование всех режимов работы станка (взаимное положение валков, величина оказываемого на заготовку давления и др.).
ИБ2222 Пульт управления трехвалковой листогибочной машиной
Пульт управления трехвалковой листогибочной машиной ИБ2222
ИБ2222 Перечень органов управления вальцами
- Общий стоп
- Переключатель цепи управления
- Переключатель направления вращения главного привода
- * Кнопка включения механизма съема — вперед
- * Кнопка включения механизма съема — назад
- Кнопка включения подъема откидной опоры
- Кнопки опускания откидной опоры
- Кнопка переключения механизма поддержки обечайки вверх
- Кнопка переключения механизма поддержи обечайки вниз
- Кнопка перемещения заднего бокового валка вверх
- Кнопка перемещения заднего бокового валка вниз
- Кнопка перемещения переднего бокового валка вверх
- Кнопка перемещения переднего бокового валка вниз
- Лампа сигнальная «Сеть»
- Лампа сигнальная «Главный привод включен»
* Для машин со средствами механизации
Примечание: На листогибочных машинах пульт управления может быть встроенным в ограждение главного привода (машины ИБ2213, ИБ2216) или быть выносным — крепиться к кронштейнам коленного выключателя (машины ИБ2219, ИБ2220, ИБ2222).
Основные технические параметры
Как сделать листогибочный станок своими руками? Для этого необходимо не только разработать чертежи такого устройства, но и определиться с его техническими характеристиками. Лучше всего взять за основу конструкцию серийной модели и уже самостоятельно адаптировать ее под собственные потребности.
Сборочный чертеж трехвальцового станка заводского изготовления (нажмите для увеличения)
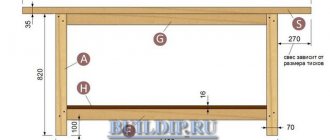
Учитывая тот факт, что свои вальцы вы собираетесь установить в определенном помещении, следует сразу определиться с их габаритами. От данного параметра, который напрямую зависит от длины устанавливаемых валов, будет зависеть, какой ширины листовые заготовки вы сможете обработать на устройстве, изготовленном своими руками. Определяясь с размерами ручных вальцов, следует также учитывать и то, что выполнять на них обработку листовых заготовок с шириной более 1,2 метра будет достаточно тяжело физически. Масса самодельного станка будет оказывать влияние на возможность его перемещения по помещению и транспортировки.
Вал приводной. Чертеж (нажмите для увеличения)
Вал откидной. Чертеж (нажмите для увеличения)
Вал прижимной. Чертеж (нажмите для увеличения)
Чертеж трехвалковых листогибочных вальцов с электроприводом (нажмите для увеличения)
Кроме габаритов и массы будущих вальцов, надо определить следующие характеристики такого оборудования:
- диаметр валков – основных рабочих органов устройства (от данного параметра, который является достаточно важным, будет зависеть то, с каким максимальным радиусом вы сможете сгибать обрабатываемые металлические листы);
- максимальное расстояние, на котором верхний упорный валок сможет располагаться от нижних;
- максимальное расстояние, на которое смогут раздвигаться нижние валки;
- скорость, с которой обрабатываемый листовой материал сможет перемещаться между валками.
Определится с размерами и конструкцией станка поможет изучение технических параметров заводских моделей
Важным параметром, на который следует обращать особое внимание при разработке чертежа будущих вальцов, является жесткость их конструкции. При обработке металлических листов значительные механические нагрузки испытывают не только валки, но и все остальные узлы – станина, приводной механизм и др. Именно поэтому выбирать схему работы вальцов, а также подбирать материалы для ее реализации следует с особой тщательностью.
Чаще всего принимаются за изготовление вальцов 3-х валковых, так как увеличение количества рабочих органов таких маломощных ручных устройств приводит к увеличению и уровня нагрузки, оказываемой на его приводной механизм.
Сведения о производителе трехвалковой листогибочной машины ИБ2222
Изготовитель трехвалковой листогибочной машины ИБ2222 — Славгородский завод кузнечно-прессового оборудования КПО имени 8-летия Октября.
Разработчик листогибочной машины ИБ2222 — Азовское специальное конструктМоскваое бюро кузнечно-прессового оборудования и автоматических линий, СКБ Ко.
Станки, выпускаемые Славгородским заводом кузнечно-прессового оборудования КПО
- И2222
— машина листогибочная трехвалковая 2000 х 16,0 - ИБ2220
— машина листогибочная трехвалковая 2000 х 10,0 - ИБ2222
— машина листогибочная трехвалковая 2000 х 16,0 - ИБ2222В
— машина листогибочная трехвалковая 2000 х 16,0
ИБ2222 Настройка машины для гибки конических обечаек
Настройка машины ИБ2222 для гибки конических обечаек
Для гибки конических обечаек верхний валок устанавливают в наклонное положение под углом ε к горизонту. Угол ε и величина перемещения левой опоры верхнего валка Δh лев. получаются из нижеприведенных соотношений между углом конуса и необходимыми радиусами гибки, (см.рис.28).
Угол при вершине конических обечаек (максимальный) составляет для машин:
- ИБ2213 — 30°
- ИБ2220, ИБ2216, ИБ2222 — 20°
- ИБ2219 — 15°
Установку верхнего валка в положение для гибки конических обечаек производить в следующей последовательности:
- отпустить нижние шлицевые гайки на винте откидной опоры
- передней тягой установить верхний валок в нужное положение одновременно заворачивая винт в стакан вращением муфты вручную. Контроль перемещения по линейке на стойке
- завернуть нижние шлицевые гайки небольшим усилием. Открыть откидную опору и затянуть верхние гайки. Затянуть нижние гайки, закрыть опору
- гайками зафиксировать тягу консоли верхнего валка, отрегулировав при этом свободное откидывание левой опоры
- отрегулировать положение конечного выключателя с помощью пазов в кронштейне конечного выключателя и планки с упором в приводе откидной опоры
- одеть на шейку верхнего валка при снятой откидной опоре приспособление для гибки конических обечаек. Хвостовик упора приспособления при надевании откидной опоры должен заходить в приспособление от поворота вокруг посадочной шейки — валка.
- Возврат валка в горизонтальное положение производить в обратной последовательности. При гибке конических обечаек лист устанавливается таким образом, чтобы вогнутая кромка меньшего диаметра заготовки усеченного конуса прилегала к упору приспособления для гибки конических обечаек.
- D1 = 270 (диаметр верхнего валка)
- D2 = 260 (диаметр боковых валков)
- * d1 = 324 (диаметр наладки для гибки трубы для верхнего валка)
- * d2 = 314 (диаметр наладки для гибки трубы для боковых валков)
- * d3 = 360 (диаметр наладки для гибки сортового проката)
- R = 420
Где * размеры для справок:
Максимальные размеры сортового проката и Rmin минимальный радиус гибки:
- Наладка инструмента для гибки трубы. Максимальный диаметр трубы — Ø32; 45, Rmin = 400 мм
- Наладка инструмента для гибки сдвоенного уголка полкой наружу. Максимальные размеры уголка — 50х50х5, Rmin = 450 мм
- Наладка инструмента для гибки швеллера полкой наружу. Максимальный размер швеллера — №12, Rmin = 400 мм
- Наладка инструмента для гибки квадрата. Максимальные размеры квдрата — 50х50, Rmin = 300 мм
- Наладка инструмента для гибки полосы на ребро. Максимальные размеры полосы — 36х60, Rmin = 400 мм