Сведения о производителе профилешлифовального станка 395М
Производитель универсального профилешлифовального станка 395М — Ленинградский станкостроительный завод им. Ильича, основанный в 1924 году.
С 1984 года завод Ильича входит в Объединение прецизионного станкостроения как головное предприятие, а с 1993 года регистрируется как Санкт-Петербургский Завод прецизионного станкостроения, СПЗПС.
Станки, выпускаемые Ленинградским станкостроительным заводом им. Ильича.
В настоящее время Санкт-Петербургский Завод прецизионного станкостроения, СПЗПС
- 3а10п
станок круглошлифовальный Ø 15 - 312м
станок круглошлифовальный Ø 200 х 500 - 395М
станок профилешлифовальный 20 х 20 - 395МФ10
станок профилешлифовальный с УЦИ 20 х 20 - 3951ВФ1
станок профилешлифовальный с УЦИ 50 х 50 - В-88
станок круглошлифовальный Ø 140 - ЛА155ф30
— станок токарный продольного точения с ЧПУ Ø 16
395М станок профилешлифовальный оптический. Назначение и область применения
Профилешлифовальный оптический станок 395М принят к серийному производству в 1963 году, в 1978 году был заменен на более совершенную модель 395М-1.
Станок профилешлифовальный оптический 395М предназначен для шлифовки с высокой точноcтью сложных профилей, ограниченных прямыми линиями, дугами окружностей и кривыми разнообразной формы, причем материал обрабатываемого изделия может быть закаленным.
Главной особенностью станка 395М является наличие экрана, на котором в увеличенном виде 50 : 1 с помощью специального оптического проекционного устройства проектируются обрабатываемые изделия и шлифовальный круг.
На экран накладывается чертеж детали на кальке в масштабе 50 : 1. Обработка ведется совмещением изображения круга с контуром чертежа. Перемещение суппортов шлифовального круга вдоль профиля осуществляется вручную или механически при помощи электродвигателей постоянного тока, число оборотов которых регулируется с помощью реостатов.
Возвратно-поступательное движение салазок шлифовального круга осуществляется автоматически при помощи электродвигателя через кулисный механизм. После шлифовки обработанные поверхности доводятся.
Способы и особенности профильного шлифования
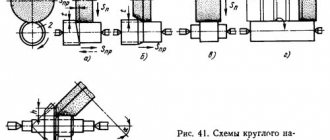
Профилешлифовальные станки предназначены для шлифования поверхностей, образующая которых кривая или ломаная линия. Процесс обработки на таких станках называют профильным шлифованием. Этим методом изготовляют обычно оснастку, фасонный режущий инструмент, копиры, шаблоны, лекала и т. д., значительно реже — детали машин.
В зависимости от схемы формообразования обрабатываемой поверхности профилешлифовальные станки можно разделить на две группы:
- Станки, обрабатывающие поверхность при заданном относительном движении круга и заготовки (рис. 10.12 — с кинематическим профилированием)
- Станки, обрабатывающие поверхность при копировании предварительного профилированного шлифовального круга
В первом случае профиль обрабатываемой поверхности создается при движениях круга вдоль линии а (см. рис. 10.12), называемой образующей профиля, и вдоль линии 1, называемой направляющей. Образующая воспроизводится в вертикальной плоскости при возвратно-поступательном движении шлифовального круга относительно заготовки. Линия 1 образуется в горизонтальной плоскости при взаимном перемещении круга и заготовки по заданной траектории. В профилешлифовальных станках имеется механизм формообразования направляющей, с помощью которого шлифовальный круг ведут по заданной траектории относительно заготовки или заготовку относительно шлифовального круга.
Во втором случае можно использовать специальные устройства правки, а для шлифования — плоскошлифовальные станки. Такой метод получил название глубинного шлифования, когда весь припуск снимают за один проход при медленной ползучей подаче стола. Шлифование широким профилированным кругом отличается большой производительностью. Кроме того, оператор освобождается от необходимости наблюдения и ведения круга. Поэтому плоскопрофилешлифовальные станки являются перспективными для оснащения их ЧПУ и включения в состав комплексов и систем для безлюдной обработки.
В оптическом профилешлифовальном станке (рис. 10.13) шлифовальный круг 1 перемещает оператор, воздействуя на рукоятки 3. Изображение круга 1 и заготовки 5 в увеличенном виде проектируется на экран 7, на котором нанесена направляющая профиля. Наиболее распространено 50-кратное увеличение оптической системы с размером экрана 500 х 500 мм. При такой кратности увеличения истинные размеры изображения составляют всего 10 х 10 мм.
Профильно-шлифовальные станки имеют следующие основные узлы: шлифовальный суппорт, координатный (крестовый) суппорт для детали, стол для установки чертежа и оптическое устройство.
На профильно-шлифовальных станках осуществляются следующие движения:
- вращение шлифовального круга;
- возвратно-поступательное движение суппорта со шлифовальным кругом;
- установочные перемещения координатного суппорта с обрабатываемой деталью в трех направлениях;
- перемещение шлифовальной головки.
Профильное шлифование
Профильное шлифование – вид абразивной обработки детали имеющей, какой-либо профиль. В зависимости от типа инструмента, которым выполняется обработка, можно выделить четыре основных подгруппы профильного шлифования:
- шлифование лентой с профильным прижимным утюжком;
- профильное шлифование на свободной ленте;
- шлифование профилирующимися кругами;
- щеточное шлифование.
Шлифование лентой с профильным прижимным утюжком
Используемый абразивный инструмент
Бесконечные шлифовальные ленты на эластичной тканевой основе со стыковым соединением типа «В» (внахлест со снятием абразива в зоне шва):
- благодаря эластичности основы, шлифовальная лента точно огибает обрабатываемый профиль;
- стыковое соединение шлифовальной ленты внахлест (тип «В») имеет высокую стойкость к боковым изгибам ленты, что необходимо при обработке профильных поверхностей.
Оборудование
Станки проходного типа, содержащие от 2 до 10 и более шлифовальных узлов. Большое количество шлифовальных узлов позволяет полностью охватить профиль детали, тем самым провести обработку предельно сложного профиля, а также использовать при прогоне детали через станок шлифовальные ленты нескольких видов зернистостей.
Обрабатываемые детали
Любые погонажные изделия, а также профильные кромки деталей из массива древесины или MDF.
Принцип работы
Шлифование выполняется лентой на эластичной тканевой основе, натянутой между валами и прижимаемой к обрабатываемой поверхности при помощи специального профильного утюжка.В зависимости от зернистости используемой шлифовальной ленты возможно проводить как грубое шлифование (Р-80 – Р-150) перед нанесением грунта, так и деликатное шлифование грунтованной поверхности (Р-180 – Р-320). Также агрессивность шлифования можно регулировать путем увеличения или снижения рабочего давления, подаваемого на прижимной утюжок.Для обработки различных профилей предусматривается использование нескольких комплектов шлифовальных утюжков. Большинство модификаций станков позволяет производить легкую и быструю замену утюжка новым.
Шлифование свободной лентой
Используемый абразивный инструмент
Бесконечные шлифовальные ленты на тканевой основе со стыковым соединением типа «Т» (встык на подложку): — спайка шлифовальной ленты встык на подложку позволяет получить предельно прочное соединение ленты с незначительным увеличением толщины шва, что при работе свободной лентой не вызывает каких-либо биений и не отражается на качестве обработанной поверхности.
Оборудование
Станки различных типов и модификаций с автоматической или ручной подачей заготовок в зону шлифовки. Основное отличительной особенностью данного оборудования является то, что зона шлифовки расположена на свободном участке шлифовальной ленты, не имеющем под собой какой-либо опорной части.Шлифование свободной шлифовальной лентой наиболее часто встречается в металлообрабатывающей промышленности.
Обрабатываемые детали
Криволинейные профильные детали: турбинные лопатки, сантехнические смесители, фитинги, отдельные элементы мебельной фурнитуры и многое другое.
Принцип работы
Заготовка подается к абразивной ленте оператором вручную или автоматически. Лента натянута роликами или валами и в рабочей зоне, не поддерживается никакими приспособлениями. Заготовка может подаваться на абразивный материал под различными углами и плоскостями.
Шлифование профилирующими кругами
Используемый абразивный инструмент
Шлифовальные круги с различной структурой и типом основы.
Лепестковый – представляет собой круг (вал), состоящий из сегментов/лепестков абразивного материала, равномерно расположенных по окружности. В качестве материала лепестков может использоваться абразивный нетканый материал в моногамном исполнении, а также в комбинации с абразивными сегментами на бумажной и тканевой основах. Круги данного типа могут отличаться друг от друга твердостью, которая зависит от плотности, количества лепестков, расположенных на определенном посадочном диаметре, и вида специальной пропитки.
Крученый – представляет из себя круг (вал), тело которого выполнено из абразивного нетканого материала, многослойно накрученного на посадочный диаметр. Круги данного типа могут отличаться друг от друга твердостью, которая определяется изначальной жесткостью самого нетканого материала, степенью и типом специальной пропитки, а также плотностью его накрутки, то есть количеством слоев/оборотов.
Полиуретановый – основа данных кругов состоит из полиуретановой массы, в которой равномерно по всему объему распределены абразивные зерна. В зависимости от назначения инструмента наряду с абразивными частицами в состав круга могут добавляться абразивные волокна нетканого материала. Круги данного типа отличаются друг от друга плотностью, пористостью, самого полиуретана и концентрацией абразивных зерен. Для профилирования кругов используется абразивный материал на гибкой тканевой основе, который наклеивается на профиль обрабатываемой поверхности при помощи клея цельной полосой от 1м. Профилирование осуществляется прижимом профиля к кругу на малых скоростях вращения круга.
Оборудование
Станки проходного типа с автоматической подачей шлифовального круга к заготовке и компенсацией износа круга, а также станки с ручным прижатием заготовки к шлифовальному кругу.
Обрабатываемые детали
Любые погонажные изделия, а также профильные кромки деталей.
Принцип работы
Обрабатываемая деталь в ручном или автоматическом режиме подается на круг, уже имеющий профиль обрабатываемой детали. В ходе работ круг постепенно изнашивается, при этом сохраняя изначально заданный профиль.
Для получения качественной поверхности, а также для увеличения рабочего ресурса круга необходимо четко соблюдать рекомендуемые производителем кругов максимально допустимые скорости вращения
Щеточное шлифование
Используемый абразивный инструмент
Различные модификации щеточных шлифовальных элементов: Диск типа «fladder» или «SHAFT Star» – это многолучевая звезда из шлифовальной шкурки на тканевой основе с пластиковыми прокладками, обеспечивающими правильное позиционирование дисков относительно друг друга.
Шлифовальные щетки типа «SHAFT Flex» – основой этого инструмента является центральная втулка, в которую вставляются шлифовальные щетки. Сами щетки состоят из следующих элементов:
- основа – пластиковая основа для крепления к центральной втулке;
- шлифовальная шкурка – эластичная шлифовальная шкурка, нарезанная на лепестки;
- щетина – может быть выполнена из сизаля или лески.
Торцевой щеточный элемент – данный тип шлифовального элемента состоит из щеточных сегментов закрепленных на диск, осуществляющий вращательные движения в одной плоскости с обрабатываемой поверхностью.
Оборудование
Шлифовальные элементы типа «fladder» — «SHAFT Star» или «SHAFT Flex» (см. пункт 1 и 2) могут применяться как с ручным инструментом, так и на промышленных станках. Торцевой щеточный элемент (см. пункт 3) применяется только для работы на станках.
Обрабатываемые детали
Профильные поверхности с глубиной профиля до 20мм (в зависимости от типа используемого элемента).Применяются для тонкого шлифования дерева и межслойного шлифования грунтов, а также для рустики (старения поверхности древесины). В металлообработке в основном применяется для удаления ржавчины и покрытий с металлов.
Принцип работы
Щеточные шлифовальные элементы не требуют профилирования, проникновение в глубину обрабатываемого профиля достигается за счет их разбивки на отдельные сегменты (лепестки шлифовальной ткани).
Общий вид профилешлифовального станка 395М
Фото профилешлифовального станка 395М
Фото профилешлифовального станка 395М
Фото профилешлифовального станка 395М
Как заказать и купить профилешлифовальный станок в “Пумори-инжиниринг Инвест”
Если Вы заинтересованы в покупке, на сайте ознакомьтесь с каталогом. Товарный список представлен тремя моделями: ACC-DXNC, UPZ-NC, UPZ-Li.
Подобрать подходящую модель Вам помогут высококвалифицированные специалисты в Екатеринбурге нашей компании. Свяжитесь по телефону или оставьте запрос на электронную почту.
Также вы можете заказать профилешлифовальный станок по цене, соответствующей качеству, через заявку на нашем сайте.
«Пумори-инжиниринг инвест» работает с японским производителем Окамото несколько лет и гарантирует точность, надежность, долговечность. Выгоды приобретения шлифовального оборудования у нас:
- Сопутствующие услуги: техаудит, обучаем операторов, поставляем ПО, запускаем в эксплуатацию, сервис;
- Лизинговые программы;
- Оперативный сервис;
- Оригинальные запчасти от производителя.
Расположение органов управления профилешлифовальным станком 395М
Расположение органов управления профилешлифовальным станком 395М
- Рукоятка зажима нижнего поворотного круга шлифовальной головки
- Рукоятка зажима среднего поворотного круга шлифовальной головки
- Рукоятка перемещения нижнего суппорта шлифовальной головки
- Винт изменения передаточного числа планетарного механизма (низшего суппорта)
Винт в положении:
- а) наибольшая скорость движения суппорта
- б) планетарный механизм выключен, перемещение суппорта осуществляется рукояткой 3
- в) наименьшая скорость движения суппорта
- Маховик для ручного перемещения верхнего суппорта. За один оборот маховика суппорт переместится на 0,02мм
- Рукоятка для откидывания подвижной оправки стекла
- Рукоятка для зажима кальки совместно с подвижной оправкой стекла
- Маховик подъема и опускания стола изделия
- Рукоятка зажима колонки подъема стола изделия
- Выключатель верхнего осветителя
- Выключатель нижнего осветителя
- Выключатель сети
- Рукоятка продольного перемещения стола изделия
- Рукоятка зажима нижних салазок стола изделия
- Рукоятка поперечного перемещения стола изделия
- Рукоятка зажима верхних салазок стола изделия
- Винт продольного перемещения алмазницы
- Винт поперечного перемещения алмазницы
- Тумблер для изменения направления движения нижнего суппорта шлифовальной головки
- Рукоятка автоматического управления нижним суппортом шлифовальной головки
- Общий выключатель верхнего и нижнего осветителей
- Кнопки пуска и остановки вращения шпинделя
- Рукоятка автоматического управления верхним суппортом шлифовальной головки
- Тумблер для изменения направления движения верхнего суппорта шлифовальной головки
- Рукоятка качания алмазницы
- Рукоятка переключения муфты изменения числа двойных ходов салазок шлифовального шпинделя
- Шлицевой паз для изменения длины хода салазок шлифовального шпинделя
- Рукоятка зажима шлифовальной головки после поворота ее на задний угол
- Отверстие для поворота шлифовальной головки на величину угла боковых граней
- Рукоятка зажима шлифовальной головки после поворота ее на боковой угол
- Винт изменения передаточного числа планетарного механизма (верхнего суппорта)
- а) наибольшая скорость движения суппорта
- б) планетарный механизм выключен: перемещение суппорта осуществляется рукояткой 35
- в) наименьшая скорость движения суппорта
Винт в положении:
- A. Нижняя шкала поворота шлифовальной головки
- Б. Средняя шкала поворота шлифовальной головки
- В. Верхняя шкала поворота шлифовальной головки
- Г. Шкала поворота шлифовальной головке для задания бокового угла
- Д. Шкала поворота шлифовальной головки для задания заднего угла
- Е. Шкала поворота алмазницы
Функционирование профилешлифовального станка 395М
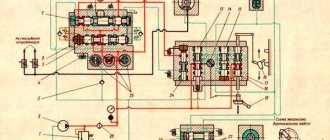
Схема оптического устройства профилешлифовального станка 395М
Профильно-шлифовальный станок 395М с экраном показан на рис. 76, а. Обрабатываемая деталь закрепляется на координатном столе 23, имеющем продольное, поперечное и вертикальное перемещение от точных ходовых винтов. Продольное перемещение салазок 18 производится рукояткой 19, поперечное перемещение салазок 20 — рукояткой 21, вертикальное перемещение стола — маховиком 22. Деталь устанавливается на рабочем столике 17, который смонтирован на верхних продольных салазках координатного стола и вместе со столиком располагается под объективом 13 оптического устройства. Оптическая система проектирует увеличенное изображение профиля детали на экран 14. Чертеж профиля детали, выполненный в масштабе 50 : 1, закрепляется между двумя экранными стеклами и освещается осветителями 15 и 16.
Шлифовальная головка 24 вместе со шпинделем 8 шлифовального круга имеет установочное и рабочее перемещения. Шпиндель, смонтированный в вертикальных салазках 10, совершает возвратно-поступательное движение при включении рычага 11. Длина хода салазок 0—50 мм. С помощью винта 12 шлифовальный круг устанавливается по высоте относительно профиля обрабатываемой детали. Подвижный фланец 4 служит для поворота круга в горизонтальной плоскости, а круговые салазки 6 и 7 — для установки его под углом в горизонтальной и вертикальной плоскостях. Шлифовальная головка смонтирована на верхних продольных салазках 3, перемещающихся по нижним поперечным салазкам 1 при помощи рукояток 2 и 5. Шлифовальный круг вращается от электродвигателя 9. Периодическая правка круга производится с помощью приспособления, устанавливаемого на боковой стенке круговых салазок 10.
Станок позволяет шлифовать различные профили деталей плоской и круглой формы с точностью до 0,01—0,02 мм. Обработка производится так. Рабочий вручную перемещает шлифовальную головку относительно профиля детали и следит за тем, чтобы режущая кромка шлифовального круга все время точно совпадала с соответствующей точкой увеличенного изображения этого профиля, совмещенного с профилем чертежа на экране.
Схема оптического устройства показана на рис. 76, б. Луч света от лампы 1, проходя через линзы 2 и 3, призму 4, диафрагму 5, линзы 6—9, проектирует контур детали на экране проектора 14 в виде четкой тени. Осветители 13 через линзы 10—12 добавочно освещают деталь. Далее лучи проходят через проекционный объектив, состоящий из линз 15, 16, 17, и направляются через призму 18 к зеркалу 19, отражаясь от которого, попадают на зеркало 20 и далее на экран, состоящий из стекол 21 и 22 с закрепленным между ними чертежом. Ошибка на экране в 1 мм соответствует ошибке профиля обрабатываемой детали в 0,02 мм.
Кроме описанных типов станков, работающих шлифовальным кругом, имеются профильно-шлифовальные станки, работающие гибкой абразивной лентой. В таких станках движущаяся лента с нанесенным на нее абразивом, облегая фасонный профиль обрабатываемой поверхности, шлифует ее.
Внутришлифовальные станки
Применение внутришлифовального станка.
Внутришлифовальные станки предназначены для шлифования внутренних поверхностей вращения. Применение внутришлифовального станка является одним из прогрессивных методов обработки металлов резанием. Само по себе шлифование означает процесс обработки заготовок резанием с помощью инструментов — кругов, состоящих из абразивного материала. В машиностроении наиболее часто применяют следующие виды шлифования:
- круглое наружное,
- круглое внутреннее
- плоское.
Над круглым внутренним работает внутришлифовальный станок. Действие осуществляется благодаря продольной подачи шлифовального круга, возможно, заготовки, а также обработка врезанием.
Внутришлифовальный станок относится к шлифовальной группе станков, которые предназначены для изготовления деталей с малыми отклонениями формы, размеров, малыми параметрами шероховатости поверхности и отличаются высокой производительностью.
Данный вид оборудования применяются для обработки внутренних поверхностей вращения. Подобный вид станка используется в работе по шлифовке отверстий.
Внутришлифовальный станок. Описание.
Отверстия в деталях на внутришлифовальных станках обрабатывают напроход и врезанием. Способ врезания используют при обработке коротких, фасонных, глухих отверстий, не имеющих канавок для выхода из круга. Во всех остальных случаях применяют шлифование напроход, обеспечивающее более высокую точность, меньший параметр шероховатости поверхности.
Внутришлифовальный станок оснащен удобным интерфейсом. Это делает обработку изделий очень простой. Дополнительно станки можно дооснастить различными системами измерения, контроля детали, что повышает производительность.
Свойства и характеристики в нутришлифовальных станков.
Внутришлифовальный станок оснащен системой подачи, системой компенсационной правки. Они являются двумя независимыми системами. После смены нового круга отсутствует необходимость корректировки станка. Единый цикл обработки для контроля конечного размера заготовки.
Внутришлифовальный станок оснащен подскакивающим устройством, поэтому нет необходимости повторной ручной установки после измерения или правки.
Рабочий стол оборудован осевым устройством микродвижения для того, чтобы обрабатывать торцевую поверхность внутришлифовальным шпинделем. Он приводится в движение гидравликой. Бесступенчатая регулировка скорости. Имеется ручная или гидравлическая подача шлифовального круга. Тиристорный конвертер изменяет скорость шпинделя. Постель внутришлифовального станка имеет обработанную поверхность для установки люнета чтобы шлифовать длинные заготовки.
Внутришлифовальный станок оснащен приложением шлифования торцевой поверхности. Вращающаяся скорость шлифовального шпинделя составляет 18000р/мин. Наибольший внутренний диаметр шлифуемого изделия может достигнуть 20мм.
Внутришлифовальный станок — типы.
Внутришлифовальный универсальный станок 3А228. Такой станокприменяется в инструментальных, ремонтных цехах с единичным или мелкосерийным производством.
Бесцентровый внутришлифовальный автомат модели 6С153М используется для шлифования посадочных отверстий во внутренних кольцах шарикоподшипников и аналогичных деталей.
Внутришлифовальный станок 3К228А предназначен для шлифования цилиндрических, конических, глухих, сквозных отверстий. Он имеет широкие диапазоны частот вращения шлифовальных кругов, шпинделя изделия, величины поперечной подачи и скоростей перемещения стола, обеспечивающих обработку деталей на оптимальных режимах. У данного типа внутришлифовального станка роликовые направляющие поперечного перемещения шлифовальной бабки вместе с конечным звеном — шариковой, винтовой парой — обеспечивают минимальные перемещения с высокой точностью.
Внутришлифовальный станок 3К228А имеет ускоренное наладочное поперечное перемещение шлифовальной бабки. Это значительно сокращает вспомогательное время при его переналадке. Еще одним положительным фактором такого оборудования является уменьшение нагревания станины. Плюс исключается передача вибрации станку. Гидропривод на внутришлифовальном станке установлен отдельно от станка и соединен с ним гибким шлангом. Магнитный сепаратор, также как фильтр-транспортер у такой модели станка обеспечивают высокое качество очистки охлаждающей жидкости. Это повышает качество обработанной поверхности.
Универсальный внутришлифовальный станок 3К229А отличается особо высокой точностью гост 8-82 А Наибольший диаметр шлифовального круга, составляет 250х76х63 мм
Кинематическая схема профилешлифовального станка 395М
Кинематическая схема профилешлифовального станка 395М
На профилешлифовальном станке 395М можно шлифовать плоские и круглые поверхности со сложными профилями. Размер шлифуемой плоскости 10 X 10 мм. Размер плоскости при комбинированной обработке с помощью эталонных плиток — 150 х 60 мм, максимальная толщина шлифуемого изделия 48 мм.
На станке создается несколько формообразующих исполнительных движений:
- движение скорости резания — вращение шлифовального круга
- возвратно-поступательное движение вертикальной подачи — перемещение ползуна в направлении толщины шлифуемой детали 1
- профильная подача — взаимно согласованные перемещения верхних 2 и нижних салазок 3 шлифовальной бабки.
Кинематическая группа движения скорости резания — простая. Ее внутренняя связь состоит из одной вращательной кинематической пары между шпинделем шлифовального круга и шлифовальной головкой 4, установленной на ползуне. Внешней связью является ременная передача между валом двигателя и шпинделем круга. Все параметры этого движения постоянны и не настраиваются. Шлифовальный круг диаметром 125 мм имеет 3000 об/мин.
Кинематическая группа движения вертикальной подачи ползуна — простая, с внутренней связью в виде одной поступательной кинематической пары между ползуном 5 и корпусом шлифовальной бабки.
Внешняя связь передает движение от двигателя Д1 через ременную передачу на шкив диаметром 110 мм и далее через коробку is1 и кулисный механизм ползуну 5. Это движение — простое, с незамкнутой траекторией и должно настраиваться по четырем параметрам. Фактически настройка производится: на путь — поворотом эксцентриковой втулки, изменяющей положение пальца кулисы, на скорость — коробкой подач is1 ползуна (возможны две ступени 45 и 85 дв.ход/мин), на исходное положение — изменением положения присоединения кулисы к ползуну через ходовой винт на ползуне; на направление движение не настраивается, так как шлифование происходит в обоих направлениях.
Кинематическая группа профильной подачи — сложная, создающая двухэлементарное исполнительное движение. В ее внутреннюю связь, расположенную между верхними салазками 2 шлифовальной бабки и нижними салазками 3, входят не только зубчатые колеса редукторов, но и’ двигатели постоянного тока Д2 и Д3 и сам рабочий, который смотрит на экран и управляет через реостаты скоростями вращения двигателей Д2 и Д3. С помощью оптической системы на экране изображаются чертеж профиля детали, увеличенный в 50 раз (профиль вычерчивается в расчлененном виде тонкими линиями толщиной 0,2 мм), и действительное положение контуров круга и детали во время шлифования, тоже увеличенных в 50 раз. Чертеж профиля детали на экране является как бы копиром, к контуру которого рабочий старается приблизить круг. Эта внутренняя связь не является чисто, механической, в нее входит также человек, как элемент биологической связи, и такую связь, по-видимому, можно назвать биомеханической. Двигатели Д2 и Дз тоже находятся во внутренней связи и, таким образом, внешняя связь сливается с внутренней связью. Точность работы этой группы в основном зависит от самого рабочего.
Если рабочий ведет работу на станке вручную при выключенных двигателях Д2 и Д3, то он является не только элементом внутренней связи, согласующим скорости прямолинейных движений П3 и П4, но еще и источником движения. В редукторах этой группы встроены планетарные механизмы с западающей шпонкой, присоединяющей ходовой винт или непосредственно к червячному колесу (быстрое перемещение) или к левому центральному колесу (медленное перемещение).
Ручное, вертикальное, продольное и поперечное перемещения стола 6 со шлифуемой деталью являются вспомогательными движениями, в основном нужными для получения правильного изображения детали на экране.
Шлифовальная головка может устанавливаться наклонно в двух плоскостях.
Для шлифования фасонных тел вращения (круглые фасонные резцы) на стол устанавливают специальное приспособление со своим двигателем, позволяющее вращать шлифуемую деталь (на рисунке не показано).
На станке имеется приспособление для правки круга.
Так как шлифование различных участков профиля детали часто требует применения шлифовальных кругов разной формы, то для их быстрой смены во время работы каждый круг имеет свой фланец.
Технические характеристики
Характеристики станков для шлифовки внутренних поверхностей:
- диаметры обрабатываемых отверстий от 6 до 800 мм;
- частоты вращения двигателя от 12 тыс. об/мин. до 80 тыс. об/мин.;
- мощность электродвигателей от 1,5 до 11,5 кВт;
- длина хода шлифовальной бабки до 500 мм;
- частота вращения заготовки от 10 до 2000 об/мин;
- скорость шлифовки до 35 м/с;
- точность обработки до 1 мкм;
- шероховатость диска от 0,08 мкм.
Технические характеристики станка 395М
| Наименование параметра | 395м | 395мФ10 | 3951ВФ1 |
| Размер профиля обрабатываемого изделия | |||
| Наибольшие размеры шлифуемого изделия, мм | 150 х 60 х 78 | 150 х 60 х 78 | 150 х 60 х 78 |
| Наибольшая высота профиля шлифуемого изделия, мм | 48 | 78 | 78 |
| Размер плоскости непосредственной шлифовки при увеличении х50, мм | 10 х 10 | 10 х 10 | 10 х 10 |
| Размер плоскости непосредственной шлифовки при увеличении х25, мм | 20 х 20 | 20 х 20 | 20 х 20 |
| Размер плоскости непосредственной шлифовки при увеличении х25, мм | 50 х 50 | ||
| Размер плоскости шлифовки с использованием эталонных плиток, мм | 150 х 60 | ||
| Максимальная толщина обрабатываемого изделия, мм | 48 | ||
| Основные движения суппортов шлифовальной головки | |||
| Поворот нижнего суппорта, град | ±45° | ±45° | ±45° |
| Перемещение нижнего суппорта в поперечном направлении, мм | 150 | 150 | 160 |
| Поворот верхнего суппорта, град | ±45° | ±45° | ±45° |
| Перемещение верхнего суппорта в продольном направлении, мм | 130 | 200 | |
| Скорость перемещения суппортов шлифовальной головки, мм/мин | 0,2..1,0; 4..20 | ||
| Поворот бабки шлифовальной головки вокруг горизонтальной оси, град | ±10° | ±15° | |
| Поворот салазок шлифовального шпинделя вокруг горизонтальной оси, град | +10°..-30° | +5°..-30° | +5°..-30° |
| Длина хода шлифовальных салазок, мм | 50 | 6..80 | 6..80 |
| Число двойных ходов шлифовальных салазок, ход/мин | 45; 85 | 44; 88 | 44; 88 |
| Основные движения стола изделия | |||
| Вертикальное перемещение стола вместе с колонкой, мм | 100 | 100 | 100 |
| Продольное перемещение, мм | 60 | 60 | 60 |
| Поперечное перемещение, мм | 150 | 150 | 150 |
| Максимальный диаметр шлифовального круга, мм | 125 | 150 | 150 |
| Скорость вращения, об/мин | 3500 | 3700; 4500 | 3600; 4500 |
| Увеличение оптической системы | 25:1, 50:1 | 25:1, 50:1 | 10:1; 25:1, 50:1 |
| Рабочая площадь экрана, мм | 500 х 500 | 500 х 500 | 500 х 500 |
| Тип оптического проектора | ИЗП-25 | ИЗП-25 | ИЗП-25 |
| Привод и электрооборудование станка | |||
| Тип устройства цифровой индикации | — | Ф5291 | Ф5291 |
| Количество электродвигателей на станке | 4 | 9 | |
| Электродвигатель шпинделя, кВт | 0,65 | 0,55 | |
| Электродвигатель привода суппортов шлифовальной головки, кВт | 0,1 х 2 | 0,12 х 2 | |
| Электродвигатель перемещения каретки шлифовального шпинделя, кВт | 0,25/ 075 | ||
| Электродвигатель приспособления для круглого шлифования, кВт | 0,12 | ||
| Электродвигатель пылесоса, кВт | 0,65 | 0,75 | |
| Электродвигатель насоса охлаждения, кВт | 0,01 | ||
| Вентилятор нижнего осветителя, кВт | 0,028 | ||
| Суммарная мощность электродвигателей, кВт | 2,35 | 2,5 | |
| Габаритные размеры и масса станка | |||
| Габаритные размеры станка (длина х ширина х высота), мм | 1485 х 1600 х 2000 | 1555 х 1620 х 2000 | 1955 х 1650 х 1960 |
| Масса станка с электрооборудованием и охлаждением, кг | 1500 | 1965 | 2400 |
- Оптический профилешлифовальный станок 395-м. Паспорт и руководство, 1963
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Наерман Е.С. Справочник молодого шлифовщика, 1991.
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики шлифовальной группы
- Ремонт, восстановление и модернизация шлифовальных станков: американский подход
- Круглое шлифование. Обработка на круглошлифовальных станках. Методы шлифования
- Наладка круглошлифовального станка при установке деталей в центрах
- Шлифовальные станки с ЧПУ
- Маркировка шлифовальных кругов
- Испытания и проверка металлорежущих станков на точность
- Шлифовальные станки. Рынок шлифовальных станков в России
- Заводы производители шлифовальных станков
- Справочник шлифовальных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Особенности и предназначение профилешлифовальных станков по металлу.
Высокоточные профилешлифовальные станки с ЧПУ применяются в комплексном шлифовании поверхностей заготовок с криволинейной образующей в автоматическом режиме.
Мощности для профильной обработки оснащается современными ЧПУ и дополнительными устройствами контроля шлифования.
Взаимодействие элементов оборудования обеспечено инновационной системой управления на базе ПО Fanuc.
Выбирая в качестве рабочих машинн профилешлифовальные станки с ЧПУ по металлу компании Okamoto – вы получаете эталонное оборудование высокоточного шлифования с массой преимуществ:
- Собственные комплектующие;
- Точнось до 0,6 мкм;
- Высокая скорость обработки;
- «Многопрофильность» шлифовальных машин: применение во многих отраслях промышленности;
- Простая система ЧПУ (управление одновременно по двум координатам).