Производителем деревообрабатывающего комбинированного станка Д300 является компания Техснаб, ООО, г. Иваново. Адрес сайта: https://tehsnabstanki.ru
занимается разработкой и выпуском деревообрабатывающих станков с 1992 года.
Станок Д300(К) — выпускал Кировский станкостроительный завод, основанный в 1880 году. Адрес сайта: https://ksz.kirov.ru
Деревообрабатывающие станки Компании Техснаб
- Д-250 — станок делится на 2 независимых станка: Фуганок и рейсмусовый узел
- Д300 — базовый станок. Ширина фугования (рейсмусования): 310мм. Масса станка: 650 кг.
- Д-400 — базовый станок. Максимальная ширина фугования (рейсмусования): 410мм. Масса станка: 780 кг.
Д300 станок деревообрабатывающий комбинированный. Назначение, область применения
Деревообрабатывающий комбинированный станок Д300 предназначен для комплексной обработки столярных изделий и несложной мебели пилением, строганием (фугованием), фрезерованием с ручной подачей заготовки на предприятиях средней мощности.
При соответствующей наладке на станке Д300 можно выполнять следующие виды обработки:
- строгание (фугование) по плоскости до 320 мм по ширине и до 4,3 мм в глубину за один проход;
- строгание по ребрам (кромке) под углом от 0 до 45°;
- рейсмусование одностороннее досок, брусьев с механической подачей до 320 мм по ширине и до 4,3 мм в глубину;
- сверление, изготовление продольных и поперечных пазов концевыми фрезами на сверлильно-пазовальном приспособлении.
- распиловку вдоль и поперек волокон доски толщиной до 80 мм при скорости подачи заготовки до 1,5 м/мин;
- распиловку вдоль волокон под углом от 0 до 45° с помощью линейки;
- распиловку плит, досок поперек волокон (торцевание) прямо и под углом с помощью торцовочной каретки;
- фрезерование фасонными фрезами до Ø180 мм;
- зарезание шипов фасонными фрезами с помощью каретки;
- криволинейное фрезерование фасонными фрезами по шаблону (копировальное устройство по заказу).
Строгальный шпиндель (ножевой вал):
Пильный шпиндель:
Фрезерный вертикальный шпиндель:
Особенности конструкции многофункционального станка Д300
- Жесткая станина и литые чугунные столы снижают вибрацию и обеспечивают высокую точность обработки длительное время
- Привод пильного, строгального и фрезерного шпинделей индивидуальный от 3-х электродвигателей
- Высокое качество фрезерования обеспечивается вертикальным высокооборотным шпинделем и системой прижимов (по заказу)
- Для зарезания шипов и пиления поперек волокон и под углом служит торцовочная каретка
- Пильный и фрезерный валы имеют возможность вертикального перемещения и при работе одного другой убирается в крайнее нижнее положение и отверстие заглушается
- Рейсмусование с автоподачей через два приводных вала, при этом фуговальные столы откидываются, открывая удобный доступ к рейсмусовому столу
- Сверлильно-пазовальный стол обеспечивает перемещения: в горизонтальной плоскостм в любом направлении с помощью системы рычагов и вертикально – винтом с маховичком и ручкой
- Для безопасной работы станок оборудован защитными устройствами и ограждениями: защитные кожуха имеют патрубки для присоединения стружкоотсосов
- Станок укомплектован эксцентриковыми прижимами, направляющими.
- На станке имеется возможность производить заточку режущего инструмента (сверл, резцов и пр.), а также плоских ножей с пряморежущей кромкой для фуганков и цилиндрических сборных фрез.
Условия эксплуатации – на открытых площадках, под навесом, в закрытых помещениях, кроме жилых помещений.
Станки Д300 должны эксплуатироваться в следующих условиях:
- Высота над уровнем моря – до 1000 м;
- Нормальное эксплуатационное значение атмосферного давления: 865…1065 ГПа (650—800 мм рт. ст.)
- Нормальные значения температуры воздуха при эксплуатации станка: +10°С … +25°С
- Рекомендуемая температура воздуха +17°С … +23°С
- Рекомендуемая относительная влажность воздуха не более 75% при 20 ºС
- Допускается влажность воздуха до 85% при +25 «С и при более низких температурах, но без конденсации влаги.
- Исполнение по степени защиты от влаги — незащищенное
Комплект поставки к станку Д300
Станок в сборе
Ящик Д300.052
Комплектность:
- Шипорезная каретка (в сборе)
- Зажим сверлильный (в сборе)
- Уголок
- Ножи строгальные (установлены на станке)
- Пила дисковая 315х32 z=48 (поставляется за доп. плату)
- Кожух пилы с секторами
- Комплект опор (поставляется за дополнительную плату)
- Вставка на круглопильное устройство
- Упор круглопильного устройства
- Кожух фрезерного устройства
- Зажим кожуха фрезерного устройства
- Кольцо и лист фрезерного устройства
- Стопор фрезерного устройства (установлен на станке)
- Направляющая строгального устройства (в сборе)
- Защита строгального устройства (в сборе)
- Устройство сверлильное (в сборе)
- Винты крепления сверлильного устройства
- Руководство по эксплуатации
Дополнительные приспособления к станку Д300
- Д300К1 — Быстросъемная копировальная приставка для криволинейного фрезерования;
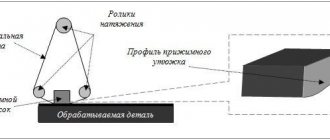
- Д300ФШ — Приспособление фрезерное прижимное. Применяется для увеличения производительности фрезерного узла;
- автоподатчик — Автоматическое подающее устройство;
- ДС2200 — Аспирационная система (стружкоотсос).
Преимущества и недостатки
Бытовые деревообрабатывающие станки обладают довольно большим количество достоинств, что и определяет их широкое распространение. Плюсами можно назвать нижеприведенные моменты:
- Оператору предстоит выполнять меньшее количество работы. При применении ручного инструмента прилагается больше усилий для получения требуемой поверхности. Кроме этого, строгальные станки могут оказаться неэффективными в применении, так как для завершения обработки может потребоваться выполнение других операций.
- Применяя универсальные станки по дереву можно добиться более высокого качества получаемых изделий. Это связано с повышенной точностью обработку и снижением степени влияния умений рабочего на конечный результат.
- Существенно повышается показатель производительности труда. Универсальный деревообрабатывающий станок увеличивает производительность в несколько раз. Это связано с тем, что на перебазирование заготовки уходит меньше времени, а сам процесс механической обработки максимально автоматизирован. Как показывают результаты, при грамотном подходе может увеличить показатель производительности в 7 раз при сравнении со случаем применения электрического инструмента по обработке древесины.
Универсальный деревообрабатывающий станок
У рассматриваемого типа оборудования есть и несколько существенных недостатков:
- Высокая стоимость. За счет совмещения нескольких узлов существенно повышается стоимость конструкции.
- Оборудование требует довольно много свободного пространства.
- Большая часть бытовых моделей предназначено для обработки небольших заготовок.
- При применении станка зачастую приходится проводить смену инструмента для выполнения следующей операции.
- Отсутствует возможность полной автоматизации процесса.
- Требуется периодическое профессиональное обслуживание.
- Высокий показатель энергопотребления.
Однако, при серийном производстве затраченные средства на покупку и установку многофункционального станка себя оправдывают.
Устройство комбинированного станка Д300
Станина (Д300.101.051) рис. 1.1. поз. 1.
Станина представляет собой сварную конструкцию, являющуюся базой для установки круглопильного, рейсмусового, строгального, фрезерного и сверлильного устройств. Станина монтируется на ровной жесткой плоскости и не требует специального фундамента. Выставка станины осуществляется по уровню в продольном и поперечном направлениях регулировкой опор. Конструкция станины предусматривает возможность установки станка на виброопоры.
Сборочная группа «Рейсмус» (Д300.200.001) рис. 1.1. поз. 3
В сборочную группу «Рейсмус» входят:
- устройство рейсмусовое (Д300.201.001)
- устройство строгальное (Д300.202.001)
Устройство рейсмусовое (Д300.201.001)
Устройство рейсмусовое состоит из ножевого вала, механизма подачи, которые монтируются на двух чугунных щеках, установленных на станину, подъемный стол монтируется непосредственно на станине. На щеках также устанавливается устройство, препятствующее выбросу обрабатываемой заготовки в сторону работающего.
Ножевой вал является режущим органом устройства и представляет собой стальной цилиндр с укрепленными в его пазах тремя строгальными ножами. Закрепление ножей осуществляется посредством зажимных болтов и клиньев, прижимающих ножи к опорным плоскостям вала. Нижняя кромка ножей опирается на пружины, что облегчает их выставку и регулировку. Ножевой вал вращается в двух шарикоподшипниках. Крутящий момент на ножевой вал передается от электродвигателя, установленного в пазах боковой стенки станины, посредством клиноременной передачи.
Натяжение ремня осуществляется вертикальным перемещением электродвигателя в пазах.
Подъемный стол монтируется в корпусе и устанавливается непосредственно на станине. Подъем осуществляется с помощью штурвала.
Механизм подачи заготовки состоит из двух валов (подающего рифленого и принимающего гладкого), которые приводятся во вращение с помощью понижающей зубчато-цепной передачи. Отбор мощности на механическую подачу производится от ножевого вала с помощью фрикциона (подпружиненное обрезиненное колесо), установленного на одном из валов зубчато-цепной передачи. Натяжение цепи осуществляется подпружиненной звездочкой.
Противовыбрасывающее устройство (упоры) смонтировано на одной из связей чугунных щек. Для установки подъемного стола по высоте на нужный размер обработки служит линейка с указателем.
Во время работы на строгальном устройстве механизм подачи заготовки должен быть отключен с помощью фиксируемого рычага.
Регулировка и наладка рейсмусового устройства
Ножи необходимо устанавливать так, чтобы они выступали на 1,5 мм за габариты ножевого вала. При установке контролировать равномерную выставку ножей по всей длине вала.
Затяжку болтов, удерживающих ножи, начинать от середины клина. Перед началом работы обязательно проверить надежность крепления ножей. Включив фуговальное устройство, убедиться в нормальной его работе, правильном направлении вращения. Необходимо следить за работой подшипников ножевого вала. В случае повышения температуры необходимо демонтировать подшипники, промыть и заменить смазку.
Регулярно следить за натяжением цепи механизма подачи заготовки и состоянием резинового покрытия приводного колеса фрикциона.
Примечание: при работе на рейсмусовом устройстве фуговальные столы могут быть повернуты на кронштейнах при наличии защитного кожуха ножевого вала.
Устройство строгальное (Д300.202.001) рис. 1.1. поз. 7
Устройство строгальное состоит из ножевого вала, подающего (переднего) и приемного (заднего) фуговальных столов, направляющей линейки и защиты ножевого вала. Столы смонтированы на верхних гранях щек рейсмусового устройства. Столы имеют регулировку по высоте, что обеспечивает снятие с обрабатываемого материала стружки различной толщины. Задний стол выставляется заподлицо с верхней точкой траектории движения ножей ножевого вала с помощью линейки и в процессе работы регулировке не подлежит.
Передний стол переставляется в зависимости от требуемой толщины снятия стружки. Подъем столов осуществляется за счет перемещения по резьбе осей, жестко связанных со столами.
Направляющая линейка служит для направления обрабатываемого материала и для строгания кромок под определенным углом (максимальный угол 45°). Линейка фиксируется зажимом. Ограждение ножевого вала регулируемое на ширину обрабатываемого материала. Электропривод единый для рейсмусового ,и строгальных устройств.
Регулировка и наладка строгального устройства
Следить за состоянием поверхностей столов. Задиры, выбоины необходимо устранить. Следить за надежностью крепежных элементов направляющей линейки. Остальные требования по регулировке и наладке строгального устройства аналогично п. 6.2.3. «Регулировка и наладка рейсмусового устройства».
Устройство круглопильное (Д300.401.001) рис. 1.1. поз. 2.
Устройство круглопильное применяется для продольной, поперечной и распиловки материала «под углом».
Приспособление состоит из рабочего стола, направляющей линейки, вращающегося шпинделя с дисковой пилой.
Корпус шпинделя имеет возможность перемещаться по направляющим литого кронштейна, на котором жестко закреплен стол, а сам кронштейн крепится к станине.
На шпинделе с одного конца установлена дисковая пила, которая закреплена между фланцев с помощью гайки, на другом конце шпинделя установлен шкив, на который с помощью клинового ремня передается крутящий момент с электродвигателя.
Электродвигатель закреплен на маятниковой опоре, которая смонтирована на боковой стенке станины. Натяжение ремня производится с помощью перемещения маятниковой опоры.
Высота пропила регулируется с помощью рычага путем перемещения корпуса шпинделя по направляющим кронштейна и фиксации в нужном положении.
Направляющая линейка, установленная на столе, имеет возможность, перемещаться для регулирования ширины отпила. Для отсчета ширины отпила на торце стола, установлена линейка.
Для поперечной распиловки и распиловки под углом используется шипорезная каретка, перемещающаяся по направляющим параллельно плоскости пилы. На каретке установлен упорный уголок для базирования заготовки. Для распиловки под углом уголок разворачивается и фиксируется в нужном положении.
Направление вращения пилы — на работающего.
Дисковая пила закрыта сварным стальным ограждением с устройством, препятствующим выбросу обрабатываемой заготовки в сторону работающего.
Сзади дисковой пилы установлен расклинивающий нож.
В нижней части кожуха имеется патрубок для подсоединения отсасывающего устройства удаления стружки.
Регулировка и наладка круглопильного устройства
Дисковую пилу установить на вал и надежно поджать гайкой через фланец. Проверить на холостом ходу направление вращения пилы. Направление вращения на оператора. Проверить надежность крепления расклинивающего ножа, наличие защитного ограждения и его крепление. Зазор между ножом по всей его длине и пилой не должен превышать 10 мм.
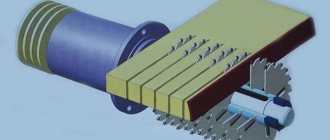
Устройство фрезерное рис. 1.1. поз. 4 (шипорезное рис. 1.1. поз. 5)
Устройство фрезерное (шипорезное) состоит из корпуса, прифланцованного к нижней поверхности стола круглопильного устройства. Внутри корпуса перемещается пиноль, в подшипниках которой установлен фрезерный шпиндель. На конце шпинделя устанавливаются фрезы различной толщины и профиля. Для установки фрез имеется комплект проставных втулок. Крепление инструмента на шпинделе производится с помощью гайки. Выдвижение шпинделя в рабочую позицию и регулировка по высоте осуществляется ручным приводом, состоящим из зубчатой пары и винта. В рабочем положении шпиндель фиксируется стопором.
Электродвигатель привода установлен на подмоторной плите. Натяжение ремня осуществляется перемещением плиты на двух скалках, которые после регулировки фиксируются.
Изменение скорости вращения шпинделя производится перекидыванием ремня на двухручьевых шкивах.
Шпиндель с установленными фрезами закрыт кожухом.
В задней части кожуха имеется патрубок для подсоединения отсасывающего устройства удаления стружки. Глубина фрезерования регулируется перемещением кожуха в направляющих пазах (показанное на рис 1.1. приспособление фрезерное не входит в комплект станка и поставляется за дополнительную плату).
Для нарезания шипов используется каретка со столом. На столе установлен упорный уголок с зажимом, позволяющий базировать и зажимать заготовку.
Уголок имеет возможность разворачиваться, что позволяет осуществлять нарезку шипов под различными углами.
При работе на круглопильном устройстве шпиндель фрезерного (шипорезного) устройства устанавливается в крайнее нижнее положение, а отверстие в столе закрывается специальной заглушкой.
При работе на фрезерном (шипорезном) устройстве дисковая пила круглопильного устройства должна быть установлена в крайнее нижнее положение и надежно зафиксирована, а ее защитный кожух должен быть снят.
Регулировка и наладка фрезерного (шипорезного) устройства
Опустить дисковую пилу круглопильного устройства в крайнее нижнее положение и надежно зафиксировать.
Снять заглушку на столе и выдвинуть шпиндель в рабочую позицию. Установить с помощью втулок фрезу (набор фрез) на шпиндель и надежно поджать гайкой.
Установить ограждение с направляющей планкой (при фрезеровании) или без нее (при нарезании шипов) и отрегулировать на необходимый размер. Надежно закрепить ограждение. Фрезу (набор фрез) путем перемещения шпинделя установить на необходимый размер по высоте, пиноль зафиксировать.
Проверить на холостом ходу направление вращения фрезы.
Направление вращения на оператора.
Устройство сверлильное рис. 1.1. поз. 6
Устройство сверлильное применяется для сверления отверстий и фрезерования пазов, выборок.
Устройство сверлильное состоит из стола, смонтированного на кронштейне, жестко закрепленном на щеке рейсмусового устройства.
Стол имеет возможность перемещаться: вертикально «вверх — вниз», горизонтально вдоль оси и перпендикулярно оси режущего инструмента. Перемещение стола осуществляется: по высоте винтом с маховиком и ручкой, в горизонтальной плоскости с помощью рычага.
На столе имеется базовый упор для заготовки и устройство крепления заготовки.
Регулировка и наладка сверлильного устройства
Сверлильный патрон (в комплект поставки не входит) установить на конический конец ножевого вала, рейсмусового устройства, и закрепить винтом.
Проверить на холостом ходу направление вращения патрона.
Установить режущий инструмент в патрон и зажать.
Проверить радиальное биение инструмента. Если биение больше 0,1 мм, заменить инструмент.
Убедиться в надежности работы зажима заготовки.
По окончании работы инструмент из патрона удалить.
Возможности универсальных станков
В зависимости от количества и типа устанавливаемых узлов деревообрабатывающее оборудование может обладать различными возможностями. Деревообрабатывающие многофункциональные бытовые могут использоваться в домашних условиях для проведения следующих операций:
- Криволинейное, продольное или поперечное резание.
- Сверление отверстий различным диаметром.
- Изготовление строительных и иных материалов при применении метода прессования.
- Обработка заготовок по плоскости: строгание и шлифование.
- Образование сложной формы при применении фрез.
- Заточка и обработка цилиндрических поверхностей, создание конуса.
Многофункциональные станки обрабатывают заготовки самого различного типа. Кроме этого, в продаже есть мини станки по дереву, который обладает меньшим функционалом, но высокой мобильностью в применении.
Схема электрическая принципиальная деревообрабатывающего комбинированного станка Д300
Технические характеристики комбинированного станка Д300
| Наименование параметра | Д-250 | Д300 | Д400 |
| Фугование (строгание) | |||
| Наибольшая ширина фугования (строгания), мм | 250 | 320 | 410 |
| Наибольшая глубина снимаемого слоя за один проход при строгании, мм | 5 | 4,3 | 4,3 |
| Диаметр режущей части ножевого вала, мм | 75 | 70 | 70 |
| Частота вращения ножевого вала на холостом ходу, об/мин | 4000 | 5600 | 5600 |
| Размеры строгального ножа, мм | |||
| Количество строгальных ножей | 3 | 3 | 3 |
| Ширина строгальных столов, мм | 250 | 320 | 410 |
| Общая длина строгальных столов, мм | 1100 | 1420 | 1420 |
| Рейсмус | |||
| Максимальная и минимальная толщина заготовки при рейсмусовании, мм | 190..5 | 180..5 | 180..5 |
| Наименьшая длина обрабатываемой заготовки при рейсмусовании, мм | 300 | 300 | 300 |
| Скорость подачи заготовки в режиме рейсмуса, м/мин | 6 | 10 | 10 |
| Размеры рабочей поверхности рейсмусового стола, мм | 252 х 600 | 320 х 550 | 400 х 650 |
| Максимальная ширина рейсмусования, мм | 248 | ||
| Наибольшая толщина срезаемого слоя при рейсмусовании, мм | 2,5 | ||
| Высота подъема рейсмусового стола (максимальная высота заготовки), мм | 195 | 180 | 180 |
| Пиление. Устройство круглопильное | |||
| Диапазон глубины пропила, мм | 1..70 | 1..80 | 1..80 |
| Наибольший диаметр пильного диска, мм | Ø250 х 33 х 3 | Ø250..Ø315 | Ø250..Ø315 |
| Посадочный диаметр пилы, мм | 32 | 32, 50 | 32, 50 |
| Толщина пилы, мм | 3 | 2 | 2 |
| Частота вращения пилы, об/мин | 4500 | 3500 | 3500 |
| Размеры рабочей поверхности пильного стола, мм | 980 х 470 | 750 х 500 | 750 х 500 |
| Размеры торцевой каретки, мм | 400 х 250 | ||
| Ход торцевой каретки, мм | 1080 | ||
| Вертикальное фрезерование. Устройство фрезерное | |||
| Вертикальное перемещение шпинделя (наибольшая толщина обрабатываемого материала), мм | 80 | 80 | 80 |
| Посадочный диаметр фрезерного шпинделя, мм | 32 | 32 | 32 |
| Наибольший диаметр фрезы, мм | 144 | 180 | 180 |
| Частота вращения фрезерного шпинделя, об/мин | 4500 / 6500 | 6000 / 8000 | 6000 / 8000 |
| Размеры рабочей поверхности стола, мм | 980 х 470 | 750 х 500 | 750 х 500 |
| Размеры рабочей поверхности шипорезной каретки, мм | 250 х 400 | 335 х 450 | 335 х 450 |
| Наибольший ход каретки, мм | 1080 | 900 | 900 |
| Сверление. Фрезерование концевой фрезой | |||
| Наибольший диаметр сверла, фрезы, мм | 16 | 16 | 16 |
| Частота вращения сверла, фрезы, мин | 4500 | 5600 | 5600 |
| Размеры рабочей поверхности стола, мм | 365 х 150 | 450 х 250 | 450 х 250 |
| Глубина сверления, мм | 100 | 150 | 150 |
| Продольный ход стола, мм | 150 | 150 | 150 |
| Электрооборудование станка | |||
| Род тока питающей сети | 220В / 380В 50Гц | 380В 50Гц | 380В 50Гц |
| Количество электродвигателей на станке, шт | 3 | 3 | 3 |
| Электродвигатель строгального, рейсмусового, сверлильного устройства, кВт | 1,5 | 2,2 | 2,2 |
| Электродвигатель круглопильного устройства, кВт | 1,5 | 3,0 | 3,0 |
| Электродвигатель вертикального фрезерного устройства, кВт | 1,4 | 3,0 | 3,0 |
| Суммарная мощность электродвигателей, кВт | 4,4 | 8,2 | 8,2 |
| Габарит и масса станка | |||
| Габарит станка (длна х ширина х высота), мм | 1260 х 1140 х 970 | 1660 х 1500 х 1100 | 2050 х 1560 х 1100 |
| Масса станка, кг | 304/355 | 650 | 750 |
Связанные ссылки. Дополнительная информация
- Справочник деревообрабатывающих станков
- Заводы производители деревообрабатывающих станков и оборудования
- Заводы производители бытовых деревообрабатывающих станков
- Заводы производители рубильных машин
- Классификация деревообрабатывающих станков
- Станки для продольного раскроя пиломатериалов
- Лесопильные рамы. Классификация
- Пиломатериалы. Основные понятия. Термины и определения
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Разновидности универсальных станков
Деревообрабатывающие станки для дома или промышленного применения могут классифицироваться по большому количеству различных признаков, среди которых отметим функциональное предназначение. На рынке можно встретить универсальный станок по дереву, который обладает следующими функциями:
- Распил. Ленточный деревообрабатывающий станок встречается практически в каждой частной мастерской. Эта же функция может быть частью многофункционального оборудования. Распил может проводиться по прямой или криволинейной траектории. Циркулярно-строгальный деревообрабатывающий станок является неотъемлемой частью практически любой мастерской.
- Прессование. Бытовые станки могут применяться и для изготовления различных материалов из массива дерева. Пресс существенно повышает плотность сыпучего неоднородного материала.
- Строгание. Строгальный станок по дереву применяется для получения плоскости с заданными параметрами. Применяется подобное оборудование крайне часто при изготовлении столешниц или других элементов мебели. Комбинированная модель может заменить фуговальные станки по дереву, так как сочетает в себе все необходимые функции.
Строгальный станок по дереву
- Сверление. Часто при изготовлении корпусных и других подобных изделий нужно создать сквозное или глухое отверстие. Для этого можно использовать отдельный сверлильный станок или приобрести рассматриваемый. Стоит учитывать, что в первом случае требуются столярные тиски, во втором крепление проводится при применении специального зажимного устройства.
- Фрезерование. Довольно большое распространение получил фрезерный деревообрабатывающий станок. Он может применяться для обработки плоской или кривой поверхности, а также образования различных пазов. За счет большого количества различных вариантов исполнения фрез область применения универсальных деревообрабатывающих станков существенно увеличивается.
- Точение цилиндрической формы. Токарный станок весьма распространен по причине того, что применяется для получения изделий цилиндрической формы. Именно поэтому настольный деревообрабатывающий станок может иметь узлы, позволяющие проводить точение.
- Шлифование. Для придания поверхности особых эксплуатационных качеств может проводится шлифование. Столярный станок в этом случае оснащается узлом, который позволяет проводить установку шлифовального круга различным диаметром.
Шлифовальный деревообрабатывающий станок
При необходимости проводится подбор наиболее подходящего варианта исполнения станка. К примеру, в некоторых случаях фрезерование проводится не часто, и за счет наличия этого узла существенно повышается стоимость изделия.
Стоит учитывать, что при увеличении количества узлов и функциональности станка существенно возрастает его стоимость.
Классификация проводится также по области применения:
- Специализированные. Приобретаются подобные варианты исполнения для выполнения точной обработки, устанавливается на крупных комбинатах. Оборудование этой группы характеризуется высокой функциональностью и производительностью. Многие модели также характеризуются наличием дополнительных опций.
- Универсальные. Оборудование этой группы встречаются крайне часто в домашних мастерских и на небольших производственных линиях. Функциональность оборудования находится на достаточно высоком уровне. Отметим, что подобные станки идеально подходят для проведения качественной обработки. Стоимость предложения довольно высока. Возможность установку в бытовых условиях можно связать с компактными размерами.
- Бытовые модели. Данная группа обходится дешевле всего, предназначена для установки в домашних мастерских. К особенностям можно отнести то, что при невысокой цене оборудование может прослужить долго, устройство подходит для установки в домашних условиях.
Бытовой деревообрабатывающий станок
Для применения дома рекомендуется выбирать модели с третьей или второй группы. Как правило, они просты в обслуживании и мог устанавливаться при сети 220В.