05.06.2020
Станок позволяет проводить обработку деталей самого разного назначения. Современные универсальные модели имеют множество параметров, с помощью которых работа с изделиями осуществляется без сложностей. Но есть у этого инструмента и уязвимый аспект – взаимодействие с объектами неподходящей формы. Планшайба для токарного патрона – это простой выход в подобных ситуациях.
Большие изделия не помещаются в сам станок, поэтому закрепить их на необходимой позиции невозможно. Что же до нестандартных форм, обычно зажимное устройство, осуществляющее роль крепежного элемента, повреждает их. Сдавливание не слишком хорошо для плоских материалов, края могут треснуть, изогнуться. Особенно неприятно, когда на этих местах расположена различная фурнитура. Да и сам объект вполне способен повредиться в такой ситуации. Соответственно, без специализированного переходника приступать к обработке строго не рекомендуется.
Для чего нужна планшайба на токарном станке
Если наблюдается смещение по оси шпинделя, а также иные препятствия нормальному креплению через кулачки патрона, то установка переходника обязательна. Фиксация на диск происходит через прижатие к оснастке. Если невозможно без ущерба поступить так, то есть вариации разнообразных креплений, которые имеют строгую специализацию. Многочисленные предложения на рынке позволяют подобрать крепежные элементы почти для любой модели. Впрочем, никто не мешает под конкретную задачу изготовить выверенный крепеж.
После установки диска в обязательном порядке необходимо удостовериться, что сохранилось правильное расположение по оси. Ведь в отличие от вставки непосредственно в патрон, обозначенная методика отнюдь не гарантирует автоматического центрирования. Поэтому придется произвести небольшую сверку.
Примечательно, что переходная планшайба может выручить и в ситуации, когда взаимодействовать придется не с необычной формой детали, а с нетривиальным режущим инструментом. То есть, крепится уже лезвийное устройство. Но это достаточно редкая ситуация.
Требования, предъявляемые к планшайбам
Как уже было неоднократно сказано выше, планшайбы перед своим попаданием на рынок должны пройти сертификацию, удостоверяющую покупателя об их соответствии нормам, установленным государством. Так, например, планшайбы должны быть:
- Выполнены из чугуна (марка СЭ20, ГОСТ 1412) или из стали (35Л, ГОСТ 977);
- Снабжены классической круговой шкалой, цена деления которой при этом не должна превышать значение в 1 о ;
- Прекрасно откалиброваны, центрированы. Проверка должна производиться регулярно описанными в нормативных документах способами.
Полный перечень требований, предъявляемых к планшайбам, перечислен в нормативном документе ГОСТ 16935-93, группа №27.
Конструкция
Нет разницы в том, какой именно станок используется: по металлу или дереву. Данное приспособление для закрепления предметов подойдет в обеих ситуациях. Чаще всего встречаются диски, созданные из стали и чугуна. На них изготавливают пазы и углубления. Главная цель – надежная фиксация объекта. В зависимости от того, какие именно пазы располагаются на поверхности, существует определенный перечень форм, с которыми допускается взаимодействие данного фиксатора.
Кроме того, к шпинделю сама оснастка частенько подсоединяется с помощью ступиц. А вот модели, которые ставятся на патрон, отличаются легко. Ступицы не похожи на конусы, представляют собой строгие цилиндры.
Во многих вариациях размер планшайбы позволяет установить на нее дополнительные фиксаторы. Обычно прижимного типа. Тогда будущая продукция зажимается по принципу тисков, если у нее есть выступающие части, которые игнорируют механическое давление на сжатие.
Не стоит забывать, что нетипичная обработка – это всегда в определенной мере риск. Производителем не задумано подобное действие, значит, есть вероятность разрушения изделия при запуске. А также разлета осколков по большой площади. Соответственно, главное оружие в этом случае – это тщательная проверка баланса, расчет, тестовый запуск. Опасность теоретически возникает и для оборудования, оно способно повредиться при неточных параметрах крепежей.
Внимательность и осторожность – главные правила, обязательные для соблюдения.
Основные разновидности оборудования
Большинство токарных станков применяется для работы с внешними и внутренними поверхностями деталей различной формы, в том числе конической, цилиндрической и фасонной. Различные типы аппаратов позволяют также сверлить отверстия и обрабатывать торцы.
Теперь поговорим о том, какие именно виды аппаратов доступны сегодня. Основная классификация токарных станков основывается на их назначении, выполняемых ими функциях и особенностях конструкции.
1. Токарно-винторезные станки. Они являются универсальными и предназначены для выполнения большого количества операций. Важно и то, что они позволяют обеспечить высокий уровень точности. Данный вид оборудования также требуется для резьбонарезки.
Первые виды токарно-винторезных токарных станков появились достаточно давно. С течением времени их конструкция совершенствовалась, они становились все более функциональными и совершенными. Наиболее современные модели оснащаются ЧПУ — числовым программным управлением. Эта функция позволяет задавать основные параметры работы, после чего автоматика будет следить за их соблюдением без участия человека.
При выборе модели токарно-винторезного токарного станка важно учесть его основные характеристики:
- Максимальную частоту вращения шпиндельной головки, а также возможность ее точной настройки.
- Диаметр прутка, устанавливаемого в отверстие.
- Крутящий момент.
- Номинальную мощность.
- Число подач продольного и поперечного типа.
- Возможность нарезания различных видов резьбы.
Все эти характеристики зависят от устройства токарно-винторезного токарного станка и его типа. Покупать такое оборудование следует только у проверенных продавцов — официальных дилеров крупных компаний.
2. Токарно-карусельные станки. Аппараты из этой группы предназначены для работы с заготовками с большим весом и диаметром, но с малой высотой. К этой категории можно отнести элементы турбин и генераторов, маховиков, зубчатых колес и так далее. Они применяются для обработки поверхности и торцов, нарезки пазов и фрезерования, а также могут производить шлифовку и резьбонарезку.
В отличие от других видов станков, в этих устройствах основное движение совершает планшайба, а поступление — суппорты. Большинство современных аппаратов снабжаются функцией ЧПУ, что позволяет автоматизировать значительную часть работы.
3. Лоботокарные аппараты. Основное назначение этого типа токарных станков — обработка деталей, представляющих собой тела вращения. При этом лучше всего они подходят для работы с заготовками большого диаметра, но с ограниченной толщиной. К этой категории относятся, например, колеса, шестерни, фланцы и так далее. Лоботокарные станки предназначены для обработки торцов, резьбонарезки, расточки внутренних поверхностей и так далее. Ось вращения в этих аппаратах расположена в горизонтальной плоскости.
Лоботокарные станки на современных производствах практически не применяются. В большинстве своем их вытеснили токарно-карусельные. Лоботокарные станки сегодня чаще применяются в условиях мастерских для производства единичных изделий с крупными габаритами и ремонтных работ.
- Планшайба для токарного станка в Москве
4. Токарно-револьверные станки. Они предназначены для работы с деталями из калиброванного прута. От универсальных токарных станков их отличает наличие револьверной головки — специального держателя для инструмента. Благодаря тому что его можно калибровать в процессе работ, производство многих деталей можно производить за одну установку. При этом не требуется производить перенастройку станка. Современные модели этих станков позволяют устанавливать в головку до 12 инструментов. В результате с их помощью можно производить практически все виды обработки:
- Расточка.
- Зенкерование.
- Сверление.
- Фасонное точение.
- Резьбонарезка и так далее.
5. Токарно-фрезерные обрабатывающие центры. Как и следует из названия, они сочетают в себе функции токарных и фрезерных станков. В состав центра входит фрезерная головка, которая делает эти станки прямыми конкурентами токарно-револьверным в плане большого количества выполняемых операций:
- точение;
- фрезерование;
- долбление канавок;
- шлифовка;
- сверление отверстий;
- резьбонарезка.
Благодаря своим достоинствам обрабатывающие центры можно считать одними из наиболее перспективных разработок. Все основные модели снабжаются ЧПУ, благодаря чему позволяют автоматизировать большинство токарных операций. К недостаткам данного вида оборудования относятся достаточно высокая стоимость и серьезные требования к квалификации специалистов.
6. Автоматы продольного точения. Их основная задача — производство серийных изделий из прутка из различных марок стали, алюминия, меди. Они позволяют выполнять различные виды токарных и фрезерных работ с допуском не более 0,1 мм. Автоматы могут вести обработку круглых и шестигранных прутков, а также фасонного профиля и проволоки. Существуют различные типы этих устройств, в которых устанавливаются подвижные и неподвижные шпиндельные бабки. Аппараты могут быть одношпиндельными или револьверными. Последние отличаются большим набором функций и могут проводить различные операции без перекалибровки.
7. Многошпиндельные токарные станки. Эти аппараты также могут выполнять весь спектр операций и предназначены для работы с заготовками, сформированным из прутков или труб. Они обладают высокой мощностью и жесткостью конструкции, могут выполнять различные операции одновременно. Данный тип станков относится к категории дорогостоящих и обычно применяется крупными предприятиями с целями обеспечения серийного производства.
Перечисленные виды аппаратов относятся к числу наиболее распространенных и встречаются на большинстве предприятий. Разумеется, существуют и другие виды токарных станков, но дать их описание в рамках одной статьи невозможно.
Перед подведением итогов важно отметить еще одну классификацию оборудования, основанную на технологических особенностях.
1. Настольные станки. Они, что и следует из названия, фиксируются на рабочем месте специалиста. Разумеется, эта категория включает в себя аппараты, которые отличаются малыми размерами и весом. С их помощью можно выполнять все основные виды токарных операций, включая расточку, фрезерование и другие. Разумеется, в плане производительности они уступают стационарным вариантам и чаще применяются небольшими компаниями, нежели крупными производственными фирмами. Нередко их используют в быту за счет достаточно скромного энергопотребления и доступной стоимости.
2. Станки с ЧПУ. Мы неоднократно упоминали их в статье, но хотели бы рассмотреть их отдельно. Данные станки имеют более высокую стоимость и предъявляют повышенные требования к квалификации персонала. При этом на них переходят практически все крупные предприятия. Дело в том, что эти модели токарных станков, вне зависимости от их назначения и характеристик, значительно более производительны, чем их аналоги, управляемые человеком. Они также обеспечивают высокий уровень точности.
- Как сделать самодельный токарный станок по металлу своими руками
Сегодня на рынке представлены следующие типы станков:
- Разомкнутые. В них применяется один поток информации. Устройство декодирует его, а затем передает команды всем составным механизмам.
- Замкнутые. Принцип работы тот же, что и в разомкнутых, но информация поступает из двух потоков: от считывающего механизма и от измерительного устройства.
- Самонастраивающиеся. Наиболее совершенные модели, которые способны автоматически регулировать свою работу с учетом получаемых с измерительного устройства данных.
Еще одна классификация станков с ЧПУ основывается на том, каким образом обеспечивается контроль над рабочими процессами. В данном случае выделяют:
- Позиционные станки. В них положение обрабатывающего механизма задается перед началом работ.
- Прямоугольные станки. Они предназначены для обработки заготовок ступенчатой формы. Такие аппараты могут самостоятельно переключать передачи с продольной на поперечную и обратно.
- Контурные станки. Они обеспечивают полный контроль над выполнением операций с помощью встроенной автоматики.
3. Станки с бесступенчатым приводом. Их основное отличие от других моделей — возможность контролировать и менять частоту вращения шпинделя. Такие станки предназначены для обработки внешней и внутренней поверхности заготовок. К другим преимуществам данного типа оборудования относится его надежность и простое управление, связанные с отсутствием коробки переключения скоростей. В различных моделях станков контроль вращения осуществляется с помощью механического, электрического или гидравлического привода.
4. Трубонарезные аппараты. Данные станки относятся к категории узкоспециализированных, так как позволяют совершать достаточно ограниченный набор действий: обработку торцов, резьбонарезку и собственно резку. Обычно эти аппараты также снабжаются ЧПУ, что позволяет им в автоматическом режиме проводить большинство операций.
Виды и назначение планшайб
Многие ошибочно полагают, что этот предмет становится универсальным способом решить любую задачу по обработке нетипичных деталей. Но на проверку, этот переходник очень строго специализирован. Другими словами, для работы с определенной категорией форм нужен свой ряд дисков.
Разумеется, один вариант вполне способен работать сразу с целой сферой схожих деталей по габаритам. Но специфика все равно остается весьма явной. Соответственно, существует целый ряд различных переходников, которые отличаются по:
- Назначению.
- Структурным параметрам.
- Креплению планшайбы.
- Даже материалам производства.
Поэтому следует всегда под рукой иметь целый набор, который подразумевает различное назначение. Причем некоторые из них бывают и самодельными. И не только потому, что экономия – это отличное решение. Есть и более прозаические причины. Какие-то неожиданные вариации могут просто отсутствовать на рынке или в ассортименте ближайшего поставщика. Об изготовлении подобного инструмента мы поговорим ниже. А сейчас перейдем непосредственно к видовому разнообразию.
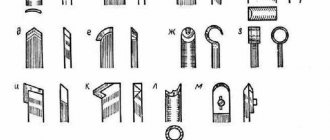
Диск с Т-образными пазами
Конструкция имеет поверхность, на которой и располагаются углубления. И крепление в итоге производится с помощью винтов. Это, пожалуй, один из самых универсальных типов. Видов продукции, которая без труда устанавливается на такую оснастку – огромное количество.
Количественный фактор пазов тоже изменяется. Чем их больше, тем большее широкое назначение подразумевается. Еще на стадии изготовления параметры диска легко адаптируются под текущую ситуацию. Таким образом, этим методом чаще всего и пользуются.
Это неплохой вариант, как планшайба для фрезерного станка. Впрочем, как уже обозначалось, использование допускается самое разнообразное.
Со сквозными пазами
Универсальный выбор для обработки металла. Подходит и для дерева, но преимуществ меньше. Главное отличие – наличие сквозных пазов. Их величина и частота определяются задачей. Обычно все отверстия располагаются по окружности, на определенном радиусе. И порой попадаются модели, где паз сплошной, представляет собой непрерывный полукруг.
Установка производится с помощью винтов. Часто сама деталь напрямую обратной стороной ставится на диск. Если для этого есть соответствующие отверстия уже у самого продукта, разумеется.
В большинстве случаев на поверхности переходника ставятся иные механизмы. Они позволяют разнообразить ассортимент фиксаторов, с которыми сможет взаимодействовать диск и увеличить сцепляющие возможности.
С отверстиями
У всей линейки видов в данной категории есть одна общая черта – углубление в центре. Ведь с его помощью сам диск «садится» на патрон. Соответственно, используется резьба. А вот остальные отверстия располагаются под уже определенный регламент. Какая линия продукции подразумевается к работе, столько и будет пазов. Используются круглые, овальные, удлиненные варианты.
Есть отличия в том, чем крепится заготовка в планшайбе. Фиксироваться в объекты могут не только на винты, но и на прихваты, что в значительной мере расширяет вариативность.
Поводковые
Когда подразумевается размещение детали между центрами, передача крутящего момента от вала на изделие обеспечивается как раз таким видом дисков. Они снабжены специальным углублением вдоль всей своей окружности, которая призвана удержать хомут. Он же опоясывает будущее изделие, становится чем-то вроде муфты.
Помимо этого для фиксирования на диске располагаются разные отверстия, обычно Т-образного формата. Их точное количество варьируется в свободном диапазоне. По сути, поводковая планшайба не обладает строгими параметрами в этом плане, все зависит от цели.
С наличием угольника
Дополнительный переходник часто имеет форму угла. Он крепится к дисковой части, освобождая пустую плоскую поверхность с другой стороны. На нем и располагается заготовка. Смысл этого дополнительного элемента в снижении механического фактора для объекта. Соответственно, его следует использовать, если продукция уязвима, имеет мягкие части, тонкие участки.
Чтобы устойчивость была максимальной, важно установить фиксацию не только в одной точке поверхности, а выбрать как минимум три. Допустимо и больше, все зависит от характеристик используемого материала. Также логично использовать дополнительные крепежи. Например, если форма тонкая и удлиненная, то подойдет особый переходник. Назначение патрона трезубца планшайбы как раз в работе с длинными деревянными конструкциями с плоским основанием.
Универсальные и специальные
Учитывая тот факт, что описанных вариаций разных моделей уже получилось много, производители часто стараются свести к минимуму их разнообразие. Поэтому создают наборы универсальных переходников. Их суть заключается в минимизации затраченного материала. То есть, производится один базовый диск, который с помощью приспособления становится любым из описанных выше. На него устанавливаются фиксирующие элементы, зубцы.
Получается нечто в стиле отвертки с основанием и десятком насадок. Нужна плоская – легко, понадобилась крестовая – еще проще.
А специальные – это изготовленные под конкретную партию по особому чертежу шайбы, которые будут бесполезны на другом производстве.
Простой настольный мини-станок
Переходник для установки зажимного патрона на ушм
Вторая самодельная мини-конструкция практически полностью состоит из дерева, поэтому при изготовлении используются:
- шуруповерт;
- ножовка;
- наждачная бумага;
- лобзик;
- плоскогубцы.
- доска №5 лучше дубовая;
- две плашки для паркета;
- шурупы №45, около 10 штук;
- строительный дюбель;
- пластинка алюминиевая;
- электромотор (можно от старого видеомагнитофона);
- вал со старого кассетника;
- толстая велосипедная спица или штырь;
- болт и гайка.
Сборка токарного станка своими руками.
- Отпиливаем отрезок доски 30 х 15 см — получилось основание.
- Из паркетных плашек выпиливаем вдоль два отрезка: один с наружным пазом, второй с внутренним. Просверливаем в 5 см от концов по одному отверстию под саморезы. Длина плашки будет равна будущей заготовке.
- К основанию прикручиваем рейки из паркета пазами внутрь, получаем направляющие. Между ними должна проходить целая паркетина.
- Заднюю бабку сделаем из паркетины, высотой около 10 см, выбрав выемку посередине. В нижней части выпиливаем широкое отверстие, в которое вклеиваем гайку. Впоследствии в гайку будет вкручен болт, фиксирующий заднюю стойку.
- На заднюю бабку прикрепляем брусочек, на который с помощью металлической пластинки фиксируем дюбель.
- Опора для резца будет сделана из спицы, согнутой в форме длинной скобы, расположенной вдоль станины. Ее крепим с помощью пары шурупов.
- Передняя бабка представляет собой брусочек из дерева, на который с помощью металлической скобки прикручивается электромоторчик. При креплении используйте прокладки из тонкой резины, уменьшающие вибрацию. Перед тем, как окончательно фиксировать, нужно совместить передний и задний центры.
- Планшайбу можно сделать своими руками из пластиковой шайбы, которую на вал приклеиваем на термоклей. В планшайбу вплавляем несколько заточенных штырьков для крепления заготовки.
Таким образом, сделать простой токарный станок своими руками не составит никакого труда. Видеоролик о самодельном станке с двигателем от стиральной машинки на 125 Вт:
Правила эксплуатации
Коротко пройдемся по основным нюансам, как установить и работать с таким элементом в зависимости от оборудования.
На универсальных
В принципе, что такое планшайба для патрона токарного станка по металлу – это переходник с особым видом фиксаторов. Но при этом сам он ставится на базу по иным законам.
- Неровная поверхность, ассиметричная всегда подразумевает монтаж на зажим.
- Чтобы выправить ось, нужно использовать подъемные планки.
- Задействуйте противовес (он обычно идет комплектом), чтобы избежать вибрации.
На токарно-карусельных
Здесь имеются принципиальные отличия. Если выше мы постоянно упоминали, что шайба – это просто дополнительный переходник, призванный упростить работу с необычными заготовками, в этом случае она основной элемент крепежа. Ведь сам станок представляет собой круглый стол, сверху которого и размещается диск с несколькими втулками. На них монтируются объекты. Что интересно, даже если сами втулки ломаются или приходят в негодность, они меняются отдельно. И он становится своего рода рабочей поверхностью, которая не подлежит смене.
Самоцентрируемые шайбы
Это одна из самых распространенных разновидностей насадок. Главные отличия заключаются в том, что в центре поверхности находится крупное отверстие. По размеру оно совпадает с втулками по периметру. Основная задача заключается в уплотнении соприкосновении с валом, чтобы увеличить уровень надежности и эксплуатационный срок оборудования.
Саморобна планшайба.
Если вы хотите больше узнать об отечественных мотоциклах, рекомендуем посмотреть видеосюжеты о мотоцикл ИЖ и его модельном ряде.
Советуем посмотреть наш видео раздел, и вы сразу найдете интересующую вас информацию уникального мотоцикла ИЖ.
Вообщем токарь выточил шайбу и попросил точно отметить как отрезать и сверлить =).
Решил, что отдам ему половинку картера и лучше сам отмерит всё =)
Мне нравится Мне нравится 6
Другие записи в этом бортжурнале
Мотор от Юпитер 4
Купил сиденье, морковку и крыло хром в сборе за 500 рэ. В сидуху уже вварена проставка. Но я всё равно усилию её, защищу! Покрашу черной кра. Читать далее
Проект движется к своему логическому завершению. Решил отказаться от подсветки в спидометре. Мб поставлю поворотники для красоты. Остал. Читать далее
Комментарии
Только авторизованные пользователи могут оставлять комментарии
Россия, МО, Пушкино
Я делал отверстия сам. И да, на этой планшайбе нету ступени — она упирается в картер, если вместе с картером отдал, токарь доработает. Отверстия эти тот ещё головняк.
- Ответить
- 1 марта 2021 года в 14:23
Как сделать планшайбу под токарный патрон
Когда ассортимент магазинов не устраивает покупателя, а также в случаях, если покупку не позволяет бюджет или временные сроки, используются самодельные варианты. Разумеется, чтобы своими руками произвести такое изделие, необходимо обладать соответствующим опытом.
Стоит уточнить, что говорить мы будем об упрощенной конструкции, которая подойдет исключительно для базовых деталей. Более сложные варианты не только проблематичны в производстве, но еще и обладают весьма высокой себестоимостью, а значит мероприятие становится затратным.
Создание заготовки
- Первоначально на брус наносится необходимая разметка. Посредством циркуля отмечаем диаметр, но лучше брать с запасом в 2-3 мм, чтобы при дальнейшей работе, когда придется склеивать части, размер не оказался меньше.
- Наносим клей на подготовленные элементы. Плотно прижимаем и оставляем на 20 минут.
- Следующий шаг – создаем металлическую шайбу. Лучше всего выбрать размер достаточный для гайки, чтобы она сидела плотно и не проваливалась. Последовательно привариваем ее сначала сверху, потом снизу.
- Устанавливаем на шпиндель, а также выбираем пазы и отверстия. Тут важно правильно определиться с конечной задачей. В противном случае грамотно закрепить деталь не получится. Учтите, что для установки различных устройств по типу токарных тисков необходимо оставить некоторое место на общей поверхности. А значит, заранее нужно выбрать подходящий размер плоскости.
- Последний этап – нанесение защитных слоев. Тут выбор очевиден в пользу краски. Она не позволит появляться на внешней стороне ржавчине. Кроме того, если вы отметили неровности при обработке, их вполне допускается просто спилить.
Мы постарались максимально полно рассказать, что такое план шайба, для чего она нужна, как используются ее различные вариации. Большую часть видов можно приобрести можно в самых удобных наборах. Необязательно сразу брать большую партию, если в этом нет нужды. Широко распространены наборы, в которых есть только один основной диск и дополнительные компоненты для него.
ГОСТ 2675—80 Патроны самоцентрирующие спирально-реечные трехкулачковые
ГОСТ 2675—80 Патроны самоцентрирующие спиральные трехкулачковые
ГОСТ 2675—80 Патроны самоцентрирующие спиральные трехкулачковые
Стандарт распространяется на самоцентрирующие спирально-реечные трехкулачковые токарные патроны, устанавливаемые на шпиндели станков через переходные фланцы и непосредственно на фланцевые концы шпинделей.
Всего стандарт предусматривает десять типоразмеров токарных патронов: 80, 100, 125, 160, 200, 250, 315, 400, 500, 630 мм.
По способу установки на шпиндели токарные патроны должны изготавливаться следующих 3-х типов:
- Тип 1 — с цилиндрическим, пояском и с креплением через промежуточный фланец по ГОСТ 3889;
- Тип 2 — с креплением на фланцевые концы шпинделей под поворотную шайбу по ГОСТ 12593;
- Тип 3 — с креплением на фланцевые концы шпинделей по ГОСТ 12595.
- Десять типоразмеров — : 80, 100, 125, 160, 200, 250, 315, 400, 500, 630 мм;
- Исполнение 1 — с цельными кулачками;
- Исполнение 2 — со сборными кулачками;
- Класс точности — Н – нормальный ; П – повышенный ; В – высокий; А – особо высокий;
Патрон самоцентрирующий трехкулачковый. Тип 1 — с цилиндрическим, пояском и с креплением через промежуточный фланец по ГОСТ 3889
ГОСТ 2675—80 Патрон самоцентрирующий трехкулачковый. Тип 1 — с цилиндрическим, пояском
Патрон самоцентрирующий трехкулачковый. Тип 3 — установка на конус шпинделя, крепится винтами сквозь корпус патрона в торец фланца шпинделя по ГОСТ 12595
ГОСТ 2675—80 Патрон самоцентрирующий трехкулачковый. Тип 3 — установка на конус шпинделя
Обработка дерева и металла
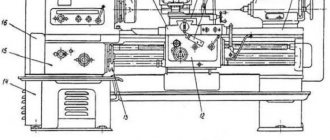
Установка на планшайбе. Заготовку сложной формы закрепляют непосредственно на планшайбе (корпусе) четырехкулачкового патрона или на специальной планшайбе — чугунном диске с Т-образными радиальными пазами. Если торец планшайбы после установки на шпиндель «бьет», то для обеспечения перпендикулярности торца планшайбы к оси шпинделя с торца снимают тонкую стружку. Заготовку крепят к планшайбе следующими способами: — непосредственно болтами через сквозные пазы планшайбы (если в заготовке имеются отверстия); — прихватами с Г-образной головкой («костылями»). Костыли изготовляют ковкой (гнутые из пруткового материала или сварные костыли не допускаются). Зажим заготовки осуществляют затягиванием гаек с обратной стороны планшайбы; — планками-прихватами. Один конец планки-прихвата б опирается на головку специально завинченного болта (или на привинченную опору), а второй конец прижимает заготовку при навинчивании гайки на винт. Планка-прихват работает по закону рычага, сила прижима определяется по формуле (Н): — т. е. чем ближе прижимной винт расположен к заготовке, тем больше сила прижима; — планками через заготовку. При соответствующей форме заготовку закрепляют на планшейбе планками, которые прижимаются двумя винтами.
Возможно сочетание различных способов крепления: кулачками и прихватами, кулачками и планками через заготовку, прихватами и планками и др.
Заготовку закрепляют вначале предварительным затягиванием гаек «крест-накрест», а затем окончательным. Чрезмерное затягивание- гаек не допускается. После закрепления и обработки первой заготовки на планшайбе устанавливают упоры, соприкасающиеся в нескольких точках с поверхностью заготовки. По этим упорам фиксируется положение последующих заготовок партии, что сокращает время выверки и закрепления.
Важным условием обработки заготовки на планшайбе является уравновешивание ее противовесом, который собирается из чугунных шайб одинакового диаметра, но различных по массе, и закрепляется болтом в пазу планшайбы против неуравновешенной массы заготовки. Подбор массы противовеса проверяют балансировкой непосредственно на станке. Балансировка производится следующим образом. После закрепления заготовки и противовеса шпиндель отключают от механизма коробки скоростей, при этом шпиндель получает свободное вращение. Затем резко провертывают планшайбу вручную и следят, в каком положении и насколько быстро планшайба остановится. Если планшайба остановилась заготовкой вниз, то добавляют груз противовеса, а если нижнее положение занял противовес, то груз уменьшают. Уравновешивание достигнуто, если после провертывания планшайбы она не останавливается мгновенно, причем остановка происходит в любом положении, независимо от расположения заготовки и противовеса.
Работу на планшайбе ведут с соблюдением предосторожности, чтобы рука не попала в зону крепления заготовки. Кроме того, периодически проверяют, надежно ли закреплены планшайба, заготовка и противовес. Установка на угольнике. Заготовки корпусов подшипников, кронштейнов, патрубков и подобных деталей обрабатывают закрепленными на угольнике (рис. 256). Угольники бывают литые или сварные, рабочие плоскости их взаимно перпендикулярны. Угольник крепят болтами к планшайбе, а заготовку на угольнике (болтами через отверстия в заготовке, костыля-им или прихватами). Угольник и заготовку уравновешивают противовесом, как описано выше. Положение заготовки выверяют рейсмасом.
На рис. 257 показан регулируемый угольник. Положение заготовки относительно оси шпинделя может регулироваться при помощи горизонтального и вертикального винтов. Установка в приспособлениях на базе комплекта УС П. На машиностроительных предприятиях мелкосерийного и индивидуального производств собирают станочные приспособления из деталей стандартного комплекта. Это так называемые универсально-сборные приспособления ( УСП ). Комплект состоит из плит, планшайб, угольников, упоров, планок, прихватов, винтов, гаек и других деталей, изготовленных с высокой точностью. Из этих деталей быстро создают необходимые приспособления. После обработки партии заготовок приспособление разбирают и из освободившихся деталей собирают другое приспособление. УСП собирают на специальных участках.
На базе комплекта УСП собирают различные токарные приспособления для крепления заготовок сложной формы. На рис. 2 показано приспособление, собранное на планшайбе из стандартной круглой плиты, угольника, поворотной плиты, двух прихватов. На этом приспособлении можно обрабатывать заготовку с двух сторон.
Дополнительные приспособления
При точении тонкостенных изделий или работе с хрупкой древесиной используют металлические крепёжные кольца. Имея навык обращения с металлом их можно изготовить и своими руками. Также в паре с кулачками типа C могут использоваться винтовые вставки, вкручивающиеся в предварительно просверленное в детали отверстие. Патроны, предназначенные для решения специфических задач по дереву:
- кулачковый с независимой регулировкой – для эксцентрикового точения;
- цанговый — зажимает заготовки круглого сечения при стягивании лепестков конической цанги стяжной гайкой. Имеет малый диапазон захвата;
- цилиндрический – трубка с тремя и более резьбовыми фиксаторами по окружности; тисочный – для захвата прямоугольных заготовок. Параллельные губки сжимаются винтом;
- вакуумный – для чистовой доводки. Работает за счет разницы давления воздуха, создаваемого насосом;
- сверлильный – для фиксации сверл. Крепится в пиноль задней бабки.