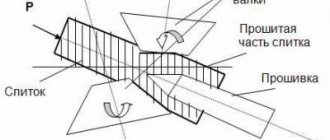
Методы гибки труб и профилей
Процесс сгибания труб присутствуют во многих производственных операциях: в прокладке нефтегазовых трасс, тепловых магистралей, в монтаже сетей водопровода и водоотведения, систем промышленной вентиляции и кондиционирования. Гнутые трубы выполняют роль ответвлений, соединительных отрезков, отводов и ограждений в конструкциях различных механизмов и жестких металлических конструкций.
Во всех случаях гибка труб производится с помощью трубогибочных машин
. Каждая технология изменения направленности трубы имеет свои особенности и показания, которые следует учитывать при выборе оборудования.
ГИБКА ТРУБ СТАЛЬНЫХ ИЛИ ПЛАСТИКОВЫХ: СПОСОБЫ РЕАЛИЗАЦИИ ПРОЦЕССА
По большому счету, существует всего два способа деформации трубного проката:
- холодная гибка труб
- деформация разогретых изделий
Первый способ – «холодная» гибка – возможен только в том случае, если деформируемая труба изготавливается из достаточно пластичного материала, способного менять свою форму под влиянием внешних сил.
Поэтому «холодную» гибку, как правило, практикуют при деформации относительно небольших металлических труб (за исключением труб из чугуна).
Правда, гибка труб из нержавеющей стали (или любых других труб с повышенной кольцевой
жесткостью) вынуждает нас задействовать в этом процессе особые станки – трубогибы. Поскольку собственными силами мы можем согнуть только очень пластичные трубы из меди или алюминия.
Впрочем, «мягкие» пластиковые трубы такому способу гибки не поддаются даже на трубогибах. Ведь, несмотря на декларируемую мягкость, пластиковые трубы либо не обладают достаточной пластичностью для такого способа деформации, либо у них нет кольцевой жесткости, достаточной для удержания изделия в согнутом состоянии (полиэтиленовые изделия без армирующего каркаса).
Исключение можно сделать только для комбинированных материалов на основе полиэтилена — гибку металлопластиковых труб выполняют только «холодным» способом. Внутри такой трубы находится армирующий пояс из алюминия – в процессе деформации гнут именно его и форму после гибки удерживает именно он.
Горячая гибка – возможна практически в любом случае. Ведь в разогретом состоянии пластичность любого материала повышается на порядок. Например, высокотемпературная гибка стальных труб (или изделий из любого другого металла) осуществляется очень просто: трубу просто нагревают в месте деформации и сгибают руками. То есть станки или механические трубогибы, в этом случае, нам уже не понадобятся.
С пластиком, в данном случае, опять возникают проблемы. Горячая деформация невозможна в принципе – полимерные трубы теряют свою кольцевую жесткость при нагреве выше 250 градусов Цельсия. То есть, в процессе горячей деформации такая труба просто растечется по поверхности.
Ну, а теперь, когда мы познакомились со способами деформации, давайте перейдем от теории к практике и разберем, как гнуть трубы «холодным» и «горячим» способом.
Несмотря на наличие соединительных деталей в виде тройников, угольников и т. д., часто возникает необходимость в гибке стальных труб. При малом радиусе закругления и большом диаметре трубы гибка выполняется в горячем состоянии на специальных гибочных станках. Холодную гибку малого диаметра можно выполнять вручную.
Гибка труб с песком.
Чтобы труба при изгибании не сминалась и не выпучивалась, а сохраняла нормальное сечение на месте изгиба, ее набивают речным песком (см. ст. Гибка труб с песком. Механизация уплотнения песка в трубах при гнутье. Заглушки для набитых песком труб.). Песок должен быть сухим, чистым и не крупным (зерно до 2 мл в диаметре). Речной песок обеспечивает хорошее перемещение перчинок вовремя гибки. Горный же песок для этого непригоден, так как он не обладает необходимой подвижностью. Нельзя, набивать трубу сырым песком, так как образовавшийся пар может разорвать ее или выдавить пробки.
Деревянная пробка для труб.
Труба с песком закрывается деревянной конусной пробкой.
Между пробкой и сухим песком рекомендуется класть небольшой слой влажного песка, чтобы уплотнить пробку и уменьшить около нее текучесть сухого песка. После этого труба набивается полностью песком и закрывается пробкой со второго конца (рис. 1, а); при массовом производстве для гибки труб можно применять пружину (рис. 1, б).
Виды станков для гибки профильной трубы
Исходя из требуемого угла загиба, материала и диаметра трубы, гибку можно осуществить вручную или с применением специального оборудования. Различают также горячую и холодную гибку, с наполнением полости трубы и без ее наполнения.
Здесь схема, формулы и рекомендации по расчету параметров гибки труб, следование которым является гарантией хорошего результата
После прекращения воздействия нагрузки возникает такое явление, как пружинение, прямо пропорциональное модулю упругости материала. Величина возможной деформации также зависит от примененного метода гибки и геометрии объекта.
Относительно недавно появившиеся способы — гибка труб с участием токов промышленной и высокой частоты и гибка с растяжением. В первом случае используется высокопроизводительная высокочастотная установка, в которой трубу диаметром 95 – 300 мм нагревают, выполняют гибку и охлаждают.
В ее состав входят две части — механическая в виде гибочного станка и электрическая, включающая электрическую часть и высокочастотную установку.
Гибкие материалы: Гибкая подводка для смесителей и унитазов || Подводка гибкая ду50
Труба деформируется только на нагретом участке, находящемся в зоне индуктора. Изменение геометрии до заданного размера происходит под воздействием отклоняющегося ролика. Таким методом можно получить гиб с кривизной малого радиуса.
Гибку с использованием второго способа осуществляют на гибочно-растяжных машинах, в комплект которых входит поворотный стол. На трубу воздействуют большие растягивающие и изгибающие усилия. Так получают круто-изогнутые гибы с постоянной толщиной стенки по всей окружности.
Применяют метод для гибки труб большого диаметра, используемых в авиационной, автомобильной промышленности, судостроении, где к трубопроводу предъявляют высокие требования. Преимущество в возможности изгибать трубы со стенкой от 2 – 4 мм на 180⁰.
Трубогибочный станок OP или трубогиб предназначен для гибки гидравлических труб под углом от 0 до 180°. Итальянский производитель трубогибочного оборудования, компания OP S.r.l предлагает различные типы трубогибов – ручные, с электрическим управлением, сервисные станки, станки промышленного назначения.
При выборе трубогибочного станка в первую очередь обратите внимание на следующие параметры: максимальный диаметр трубы, толщину стенки, угол изгиба. Зная эти параметры, вы сможете подобрать для себя нужный станок.
Трубогибочные станки бывают двух видов
К переносному оборудованию можно отнести трубогибочный станок ручной. Он имеет небольшой вес, легко монтируется. Ручной трубогиб подойдет для мобильных мастерских и сервисных предприятий, оптимален для гибки труб с небольшой толщиной стенки, медных труб.
Стационарные станки бывают с ручным и электрическим приводом. Данное оборудование позволяет сгибать трубы с большей толщиной стенки и большего диаметра. В данном разделе также представлены станки промышленного назначения, с помощью электронного управления вы сможете заранее задать необходимый угол изгиба, что существенно сэкономит время при конвейерном производстве.
Наша компания предлагает широкий ассортимент трубогибочного оборудования разного назначения. Оборудование отличается высокими производственными характеристиками, качеством сборки, долговечностью в использовании. Если вы планируете расширить свое производство или открыть полноценный цех по обслуживанию гибких и жестких трубопроводов, мы советуем обратить внимание на итальянский бренд О Р.
При покупке оборудования мы предлагаем бесплатное обучение, выдаем сертификат. На каждый станок распространяется годовая гарантия.
Общий вид
Вне зависимости от того, какие расходные материалы и механизмы есть в вашей домашней мастерской или гараже, станок для гибки профильной трубы своими руками может быть изготовлен по различным конструктивным схемам. Сделав даже простейший самодельный трубогиб, в дальнейшем, если в этом возникнет необходимость, вы сможете усовершенствовать его конструкцию, наделив такое оборудование рядом дополнительных функций.
Конструкция станка для гибки труб (в разрезе)
Основными элементами конструкции любого станка, на котором выполняется гнутье труб, являются:
- несущая рама, которая изготавливается из мощного металлического профиля;
- три вала, вращающиеся на отдельных осях (именно посредством таких элементов, которые должны отличаться высокой прочностью, гибочные станки и воздействуют на профильную трубу, деформируя ее на требуемый угол изгиба);
- механизм, при помощи которого рабочие валы приводятся во вращение;
- цепь, соединяющая элементы приводного механизма.
Перед изготовлением самодельного оборудования для гибки желательно подготовить его чертеж или найти готовый в интернете. Более того, там можно обнаружить и видео с подробной инструкцией, объясняющей процесс изготовления устройства для изгиба профильных труб.
Чертеж трубогиба
После того как чертеж трубогиба подготовлен, можно приступать к сборке несущей рамы. Если вы планируете применять свой трубогибочный станок для труб большого диаметра, то для сборки его несущей рамы лучше не использовать сварку: она не сможет обеспечить конструкции оборудования требуемую надежность.
Детали трубогиба: подшипники, валы и цепная передача
Валы, которыми оснащается любой гибочный станок для профильной трубы, – это цилиндры с осями вращения, изготовленные из высокопрочной стали. Как уже говорилось выше, на трубогибочный станок устанавливают три рабочих вала, при этом два из них фиксируются немного выше поверхности рабочего стола, а третий – над ними.
Радиусы гибки труб зависят от того, на каком расстоянии располагаются между собой рабочие поверхности нижних валов. Таким образом, если, создавая свой трубогибочный станок, вы сразу предусмотрите в его конструкции возможность горизонтального перемещения нижних валов и вертикального – верхнего, вы сможете регулировать параметры выполняемого сгиба, а также обрабатывать трубы различного размера.
Сваренная из толстого металла П-образная каретка с прижимным валом
Для закрепления подшипников используются «полумесяцы» из 4-миллиметрового металла
После того как все рабочие валы трубогибочного станка установлены на раме, необходимо собрать механизм, который будет приводить их во вращение. В качестве такого механизма лучше всего использовать цепную передачу, элементами которой будут три звездочки и сама цепь, соответствующая им по своим параметрам.
Гибкие материалы: Гибкая подводка для воды. Выбор и монтаж гибкой подводки
Две звездочки устанавливаются на оба нижних вала трубогиба для профильной трубы, а третья фиксируется ниже, на одном из элементов несущей рамы. Очень важно предусмотреть возможность изменения положения нижней звездочки, так как это позволит вам выполнять натяжку цепи на трубогибочном станке. Чтобы приводным механизмом станка можно было легко управлять, на одной из звездочек фиксируют ручку, которую следует сделать не только прочной, но и максимально удобной в работе.
Трубогиб собран и готов к испытанию
По завершении сборки станка следует выполнить на нем тестовый изгиб трубы. Если результаты теста вас удовлетворили, можно начинать пользоваться своим оборудованием.
Профилегибочный станок своими руками можно изготовить по еще более простой конструктивной схеме. Если вы остановите свой выбор на приспособлении данного типа, следует иметь в виду, что для того, чтобы согнуть профильную трубу своими руками на подобном устройстве, вам потребуются серьезные физические усилия.
Чертеж небольшого ручного профилегиба, закрепляемого на слесарном верстаке (нажмите для увеличения)
Если оборудование для гибки, оснащенное рабочими валами, используется для проката профильной трубы, в процессе которого выполняется ее загибание, то профилегибы простейшей конструкции, о которых идет речь, работают по другому принципу. На устройствах данного типа осуществляется гибка профильной трубы по радиусу, который предварительно необходимо сформировать из жестко закрепленных элементов.
Чтобы изготовить устройство, на котором можно будет эффективно выполнить гибку трубы по радиусу, лучше всего самостоятельно залить бетонную площадку и максимально надежно зафиксировать на ней металлические штыри.
- Один конец трубы надежно фиксируется.
- Физически воздействуя на второй, незакрепленный конец трубы, изделие начинают плавно и аккуратно гнуть, огибая его поверхностью штыри, располагающиеся по дуге.
- После того как труба приобрела требуемую конфигурацию, ее второй конец тоже закрепляют и оставляют изделие в таком положении на некоторое время, чтобы металл привык к новому состоянию.
Поскольку работа на таком приспособлении требует приложения значительных физических усилий, то для облегчения задачи (особенно при гибке труб большого диаметра) место будущего сгиба предварительно нагревают газовой горелкой или на костре. Более подробно познакомиться с правилами работы на таком устройстве можно по соответствующему видео.
Конечно, такое приспособление, которое можно соорудить во дворе своего дома, обладает минимальной эффективностью и функциональностью. Например, с его помощью достаточно сложно выполнять гибку нержавеющих труб или осуществлять сложный изгиб. Тем не менее использовать его для простейших гибочных работ вполне можно. Такие работы, например, могут быть связаны с прокладкой трубопровода или изготовлением каркаса для домашней теплицы.
Холодный метод гибки труб подразумевает два варианта гибки:
- Сгибание инструментом без дорна. Данная технология применяется для сгибания труб большого радиуса (от 3D), заготовок с толстыми стенками, а также в случаях, когда не требуется высокая точность работ. Данный способ является устаревшим и в последние годы используется все реже.
- Сгибание трубы дорновым инструментом. В зависимости от вида трубогибочной машины выполняется сгибание заготовки в различных плоскостях определенным способом:
| Гибка труб способом обкатки |
| Сгибание заготовок способом наматывания |
| Гибка труб способом волочения |
| Сгибание способом вальцовки (3-х роликовая вальцевая гибка) |
| Гибка труб на 2-х опорах |
| Гибка труб способом растяжения |
| Гибка труб с внутренним гидростатическим давлением |
| Гибка через фильеру, имеющую кривую ось |
| Гибка по копирам |
Переносные трубогибы
- Трубогибы рычажные. За счет большого плеча возможно совершать необходимые действия исключительно мышечным усилием человека. В изделиях из пластичного металла, включая нержавеющую сталь сечением до 3/4 дюйма, они позволяют делать загиб до 180 о .
- Трубогибы арбалетного типа. Изделие размещают на двух опорных точках, вращающихся вокруг собственных осей. Гибочный башмак, соединенный с перемещающимся штоком, прилагает усилие к той части трубы, которая расположена между опорами. Такие легко переносимые трубогибы способны согнуть трубу из нержавейки диаметром до 100 мм на угол до 90 о . Шток, создающий давление, может быть выполнен как:
- механический винтовой;
- гидравлический с ручным приводом;
- гидравлический с электроприводом.
- Электрические трубогибы. В них гибка труб производится на сменных гибочных сегментах различного радиуса. Здесь с помощью поворотной оправки заготовку загибают под определенным углом.
сохранение диаметра трубы при гибке – фото
Металлические трубы – стальные, железные, медные, алюминиевые, поступают в продажу и применяются в уже готовом виде, и не предполагает его изменения, так как при монтаже используется резьбовое или сварочное соединение. Изделия из мягких металлов – медь, алюминиевые сплавы, и небольшого сечения изгибать своими руками возможно, хотя и нежелательно.
Если же речь идет о железных трубах с большой толщиной стенок, то такого рода процесс должен производиться только в заводских условиях.
Классификация изделий
Трубопровод, помимо материала, сечения, формы и толщины стенки отличается методом производства. Последнее имеет весьма большое значение при эксплуатации изделия.
- Сварные – прямошовные или спиралешовные. Имеют сварной шов по всей длине, при этом сваренные кромки характеризуются разной толщиной. При изгибании форму сечения и диаметр изделия крайне сложно сохранить.
- Бесшовные – производятся методом прессования, волочения и так далее, и, в свою очередь, подразделяются на две категории.
2.1. Горячекатаные – характеризуются небольшой гибкостью. Толщина стенки неравномерна, что обусловлено технологией изготовления.
2.2. Холоднокатаные – менее всего склонны к деформации при изгибании. Поэтому несмотря на высокую стоимость при создании сложных инженерных систем, используется эта категория продукции.
Деформации при гибке
Изменение первоначальной формы трубопровода сопровождается появлением дефектов, сказывающихся на последующей эксплуатации.
- Овализация – круглая или овальная труба при изгибе теряет точную форму сечения – сплющивается. Полезная площадь сечения при этом не изменяется, но распределение потоков воды происходит иначе, что в водопроводной или отопительной системе создает дополнительную нагрузку.
- Образование гофров и изломов – деформируется внутренняя часть трубопровода, что образует преграду для протекающей воды и провоцирует усиленное отложение солей.
- Утоньшение – изменяется толщина стенки, что ведет к потере механической прочности.
- Формирование упругого отпора – при этом изменяется радиус изгиба, то есть трубопровод не образует заданной конструкции.
Избежать вышеперечисленных проблем позволяет специальное оборудование.
Гибка труб в холодном состоянии выполняется при помощи различных приспособлений.
При горячей гибке с наполнителем трубу отжигают, размечают, а затем один конец закрывают деревянной пробкой. Для предупреждения смятия и появления трещин при гибке трубу наполняют мелким сухим песком. После заполнения песком второй конец трубы забивают пробкой, у которой должны быть отверстия для выхода газов, образующихся при нагреве мест изгиба трубы.
Радиус закругления при гибке труб берется не меньше трех диаметров трубы, а длина нагреваемой части зависит от угла изгиба и диаметра трубы. Тонкостенные трубы диаметром больше 30 мм гнут только в нагретом состоянии с наполнителями. После окончания гибки пробки выколачивают и высыпают песок. Плохое, неплотное заполнение трубы песком, недостаточный или неравномерный прогрев перед гибкой приводят к образованию складок или разрывов.
Простейшим приспособлением для гибки труб диаметром до 10—15 мм в свободном состоянии является плита с отверстиями, в которой в соответствующих местах устанавливаются штыри, служащие упорами при гибке.
Трубы небольших диаметров (до 40 мм) с большими радиусами кривизны гнут в холодном состоянии, применяя простые ручные приспособления с неподвижной оправкой (рис. 87). Гибочная оправка крепится к верстаку с двух сторон скобами. Трубу для гибки вставляют между гибочной оправкой и хомутиком, зажимают и руками гнут по желобообразному углублению гибочной оправки.
Рис. 87. Приспособления для гибки труб в холодном состоянии: 1 — плита, 2 — подвижный ролик, 3 — рукоятка, 4 — скоба,
5 — труба, 6 — ролик-шаблон, 7 — хомутик
Гибка медных и латунных труб. Подлежащие гибке в холодном состоянии медные или латунные трубы заполняют расплавленной канифолью. Канифоль после гибки выплавляют начиная с концов трубы во избежание разрыва.
Медные трубы, подлежащие гибке в холодном состоянии, отжигают при 600—700 °С и охлаждают в воде. Наполнитель при гибке медных труб в холодном состоянии — канифоль, а в нагретом — песок.
Гибкие материалы: Гибкие полимерные теплоизолированные трубы. Гибкие теплоизолированные полимерные трубы «Касафлекс»
Латунные трубы, подлежащие гибке в холодном состоянии, отжигают при 600—700 °С и охлаждают на воздухе. Наполнители те же, что и при гибке медных труб.
Дюралюминиевые трубы перед гибкой отжигают при 350—400 °С и охлаждают на воздухе.
Гибка труб в кольцо производится на трехроликовом гибочном станке без наполнителя.
Правильно изогнутыми считаются трубы, не имеющие вмятин, вы- пучин и складок.
При гибке труб необходимо соблюдать следующие условия:
- — тщательно следить за равномерностью вытягивания внешней стенки и посадки внутренней стенки трубы;
- — учитывать, что внешняя стенка трубы легче вытягивается, чем происходит посадка внутренней стенки;
- — трубу гнуть плавно, без рывков: появившиеся складки правят молотком.
Развальцовка (вальцевание) труб заключается в расширении (раскатывании) концов труб изнутри специальным инструментом (вальцовкой). Для этого вальцовочное приспособление зажимают в слесарных тисках. Трубу вставляют в соответствующее по диаметру отверстие, а затем ударами молотка по оправке развальцовывают конец трубы до необходимых размеров.
Метод горячего сгибания труб заключается в предварительном подогреве зоны будущего сгиба детали или всей детали по необходимости. Данная процедура выполняется газовыми либо нефтяными горелками или в горнах. Также подогревание заготовки может проходить на станках с помощью токов высокой частоты. Данная технология является весьма трудоемкой, поэтому ее задействуют, когда отсутствуют агрегаты для холодной гибки труб.
Главной особенностью горячей гибки труб является использование специального наполнителя. В подавляющем большинстве им выступает чистый речной песок определенной фракции, без включения мелких или крупных частиц, в том числе без органических или неорганических примесей. Присутствие посторонних включений может повлечь за собой их пригорание к частицам песка или поверхности трубы. Кроме того, песок не должен быть мокрым, иначе при повышении температуры возникнет высокое давление пара в трубе и ее деформация.
Принцип действия горячей гибки труб
- После засыпания песка в заготовку происходит повышение температуры до 900 градусов по С и выполняется гибка трубы нужного радиуса.
- Нагревание детали происходит единоразово без пережога, чтобы не допустить ухудшения качества.
- Выбор размера подогреваемой зоны на трубе зависит от угла сгибания, толщины и размера диаметра.
- После завершения процедуры, вынимают заглушки, удаляют наполнитель и прочищают заготовку.
Метод холодной гибки труб — это процесс изменения радиуса трубы без нагрева в месте сгиба.
Холодным способом выполняется сгибание профиля и трубных заготовок из:
- Меди.
- Алюминия.
- Стали.
- Цветных сплавов.
- Железа.
Данный метод в несколько раз производительнее и не требует использования большого объема энергоресурсов и трудозатрат, что ведет к снижению себестоимости продукции.
Кроме того, холодная гибка труб выполняется многими видами трубогибочных машин, в том числе — полуавтоматическими станками с ЧПУ, что положительно сказывается на точности гибки. Это особенно важно при выполнении сложной пространственной гибки труб или сгибания хрупких тонкостенных деталей. Именно поэтому данный способ получил гораздо большее распространение, чем технология горячего сгибания.
В случае работы с тонкостенными или хрупкими трубами рекомендовано использование механического стабилизатора – дорна.
Дорн – особый элемент оснастки, который помещается в полость трубы для регулирования процесса гибки трубы. Применение дорнового инструмента обеспечивает стабильность конструкции и позволяет избежать деформации заготовки, появления складок, заломов, трещин.
Горячий метод гибки труб
Данный способ используется в случае невозможности согнуть трубу холодным методом с помощью трубогибочного устройства. Трудоемкость его значительно выше. Кроме того, используется наполнитель для заготовки. Это может быть заранее просеянный и просушенный речной песок без мелких частиц и органики, пригорающих к стенкам трубы при нагреве. В противном случае возможно образование пара высокого давления при нагреве трубы.
Процесс сгибания происходит при нагревании заготовки примерно до +900 °С. Для получения изделия высокого качества необходимо исключить пережог заготовки. Размер нагреваемого участка зависит от радиуса изгиба и сечения трубы. После окончания гибки песок удаляют из полости, предварительно убрав удерживающие его заглушки. Затем изделие очищают и промывают.
Какие сложности возникают в процессе гибки профильной трубы
Под гибкой профильной трубы подразумевается её загиб частично или полностью. Как известно, у профтруб степень прочности высокая, поэтому согнуть их можно лишь под давлением или при нагревании сгибаемого участка. В процессе, на деталь оказывают действие две силы:
- сжатия — внутри;
- расширения — снаружи.
Именно в противоположности направленности этих сил и заключается сложность работы при закруглении патрубка:
- В различных местах профтрубы может по-разному реагировать на изгиб, что приведёт к потере соосности, то есть, отдельные участки заготовки будут располагаться на разных поверхностях.
- Труба не всегда способна выдержать процесс растягивания и может сомнутся или лопнуть. Чаще такие моменты возникают при неправильном способе сгибания.
- У изделия могут появиться складки, которые напоминают гофру.
- Снижается степень прочности при перегреве, нарушается структура.
- Сминаются боковые стенки — это происходит при чрезмерном давлении, при прохождении заготовки через гибочную конструкцию.
Особенности процесса гибки
Каждый металл обладает своими особенностями, без их учета невозможно придать металлическому прокату сложную форму. На изгибаемую трубу воздействуют радиальные и тангенциальные силы.
Первые деформируют сечение, а последние способствуют появлению складок. Основное требование к окончательному результату — сечение трубы должно остаться без изменений, а на стенках не должно быть гофр. Гибка позволяет свести к минимуму число сварных швов при прокладке трубопроводов со всяческими отводами.
Виды используемых трубогибов.
На рынке современных инструментов сегодня представлены ручные трубогибы различных модификаций:
- механические;
- гидравлические;
- электрические.
В зависимости от материала и диаметра укладываемых труб происходит выбор разновидности используемого трубогиба.
Для изгиба труб малого диаметра, изготовленных из мягких металлов, возможно использование механических трубогибов, работа которых основана на принципе рычага с применением достаточно большой физической силы. Эта модификация инструмента подходит для редких работ с трубами и требует допуска погрешности в величине угла изгиба.
К более удобным модификациям трубогибов можно отнести гидравлические инструменты. Их возможно использовать в работе с трубами достаточно большой толщины, достигая большой скорости работы и соблюдения точности угла изгиба. Главным достоинством гидравлических инструментов является то, что работа не требует применения физической силы и имеет достаточно небольшой размер, что обеспечивает мобильность инструмента.
Для изгиба труб большого диаметра рационально использовать электрогидравлические трубогибочные станки, которые состоят из маслоблока с гидравлической жидкостью, насоса и электродвигателя, а также шаблонов, по которым происходит изгиб на необходимый угол.
Работа гидравлического трубогиба основана на использовании давления, получаемого в результате работы гидроцилиндров гидравлического насоса, работающего от электропитания.
Таким образом, к профессиональным инструментам следует отнести трубогибы, работа которых основана на использовании принципов гидравлики и с успехом используются при прокладке различных газовых коммуникаций и водопроводов, а также при прокладке различных защитных труб для дорогостоящих коммуникационных кабелей.
Гнем посредствам трубогиба
Если для изготовления теплицы применяются профтрубы большого диаметра, то загнуть ее в ручную будет сложно. Предлагаем ознакомиться с инструкцией как самостоятельно изготовить стандартный трубогиб, его конструкция представляет собой ведущее колесо (оно перемещается по граням сгибая трубу под нужным углом), станицу, транспортёр и прижимные элементы.
Трубогиб бывает:
- Ручной — предназначен для проведения небольшого объёма работ. Заготовка помещается в транспортёр и зажимается вальцем. Колесо вращается рукояткой, в итоге происходит загибание.
- Электрический — оборудование рекомендовано для профтруб имеющих большую толщину. Прибор работает от электричества, а колесо вращается электроприводом, поэтому не придётся тратить свои силы. Принцип действия схож с предыдущим, профиль заправляется в транспортёр, он, проходя через прижимную зону изгибается.
При использовании данного устройства углы изнутри и снаружи трубы испытывают равное давление, поэтому изгиб получается высокого качества и не лопается.
Разновидности вальцевых трубогибов и принципы их работы
Оборудование для гибки труб метолом вальцовки функционирует так. В рабочей клети машины устанавливается три ролика (для более сложных, пространственных схем гиба количество роликов увеличивают). Изгибаемая труба пропускается в зазор между роликами, профиль которых должен соответствовать внешнему диаметру трубы. Межосевое расстояние между опорными нижними роками выставляется в зависимости от длины заготовки и радиуса гибки.
Вальцевые трубогибы выпускаются:
- С горизонтальной компоновкой, если трубчатый профиль имеет небольшие габаритные размеры (до Ø 60…80 мм);
- С вертикальной компоновкой – для профильных труб, а также с круглым поперечным сечением, но большого внешнего диаметра;
- С симметричным и асимметричным расположением опорных роликов. Асимметричная компоновка позволяет выполнять пространственную гибку трубчатых заготовок.
Наиболее простая, трёхвалковая трубогибочная установка состоит из:
- Станины.
- Приводного электродвигателя.
- Клиноременной передачи.
- Промежуточного вала с маховиком.
- Редуктора.
- Узла приводных опорных валков.
- Верхнего ролика с механизмом его продольной регулировки.
- Противовеса, контролирующего натяжение заготовки в процессе гибки.
- Пульта управления.
Эксплуатационным преимуществом валковых трубогибов является то, что на них возможно выполнить повторный проход полуфабриката для корректировки размерных характеристик процесса гибки.
Для этого согнутую трубу можно вновь пропустить через валки, которые предварительно переустановлены на новое исходное положение. Потребность в повторном проходе появляется тогда, когда в процессе холодной гибки неизвестна интенсивность пружинения металла трубы. Кроме того, цикл холостого хода у трубогибов данного типа гораздо меньше, поскольку извлечение готового изделия и заправка в зазор между валками новой заготовки может быть выполнено простым реверсированием привода.
Для осуществления пространственной гибки вальцевые трубогибы комплектуются также спиральными приспособлениями, которые позволяют изменять вертикальное расположение прижимных валков в процессе гибки.
Ввиду чрезвычайной простоты своей кинематической схемы вальцевые трубогибы значительно дешевле роликовых. Малая энергоёмкость процессов гибки труб объясняет небольшие значения рабочих усилий, и, как следствие, применение электродвигателей малой мощности. Для труб малого поперечного сечения такие установки могут иметь даже ручной привод. Поэтому часто трубогибочные машины изготавливают своими руками, сообразно определённому кругу поставленных задач.