| конус в Викисловаре |
У этого термина существуют и другие значения, см. Конус (значения).
Конус
(от др.-греч. κώνος «сосновая шишка»[1]) — тело в евклидовом пространстве, полученное объединением всех лучей, исходящих из одной точки (
вершины
конуса) и проходящих через плоскую поверхность. Иногда конусом называют часть такого тела, имеющую ограниченный объём и полученную объединением всех отрезков, соединяющих вершину и точки плоской поверхности (последнюю в таком случае называют
основанием
конуса, а конус называют
опирающимся
на данное основание). Если основание конуса представляет собой многоугольник, такой конус является пирамидой.
Связанные определения
- Отрезок, соединяющий вершину и границу основания, называется образующей конуса
. - Объединение образующих конуса называется образующей
(или
боковой
)
поверхностью конуса
. Образующая поверхность конуса является конической поверхностью. - Отрезок, опущенный перпендикулярно из вершины на плоскость основания (а также длина такого отрезка), называется высотой конуса
. - Угол раствора конуса
— угол между двумя противоположными образующими (угол при вершине конуса, внутри конуса). - Если основание конуса имеет центр симметрии (например, является кругом или эллипсом) и ортогональная проекция вершины конуса на плоскость основания совпадает с этим центром, то конус называется прямым
. При этом прямая, соединяющая вершину и центр основания, называется
осью конуса
. - Косой
(
наклонный
) конус — конус, у которого ортогональная проекция вершины на основание не совпадает с его центром симметрии. - Круговой конус
— конус, основание которого является кругом. - Прямой круговой конус
(часто его называют просто конусом) можно получить вращением прямоугольного треугольника вокруг прямой, содержащей катет (эта прямая представляет собой ось конуса). - Конус, опирающийся на эллипс, параболу или гиперболу, называют соответственно эллиптическим
,
параболическим
и
гиперболическим конусом
(последние два имеют бесконечный объём). - Часть конуса, лежащая между основанием и плоскостью, параллельной основанию и находящейся между вершиной и основанием, называется усечённым конусом
, или
коническим слоем
.
Развертка наклонного конуса
Рассмотрим порядок построения развертки боковой поверхности наклонного конуса методом аппроксимации (приближения).
Алгоритм
- Вписываем в окружность основания конуса шестиугольник 123456. Соединяем точки 1, 2, 3, 4, 5 и 6 с вершиной S. Пирамида S123456, построенная таким образом, с некоторой степенью приближения является заменой конической поверхности и используется в этом качестве в дальнейших построениях.
- Определяем натуральные величины ребер пирамиды, используя способ вращения вокруг проецирующей прямой: в примере используется ось i, перпендикулярная горизонтальной плоскости проекций и проходящая через вершину S. Так, в результате вращения ребра S5 его новая горизонтальная проекция S’5’1 занимает положение, при котором она параллельна фронтальной плоскости π2. Соответственно, S’’5’’1 – натуральная величина S5.
- Строим развертку боковой поверхности пирамиды S123456, состоящую из шести треугольников: S01060, S06050, S05040, S04030, S03020, S02010. Построение каждого треугольника выполняется по трем сторонам. Например, у △S01060 длина S010=S’’1’’0, S060=S’’6’’1, 1060=1’6’.
Степень соответствия приближенной развертки действительной зависит от количества граней вписанной пирамиды. Число граней выбирают, исходя из удобства чтения чертежа, требований к его точности, наличия характерных точек и линий, которые нужно перенести на развертку.
Перенос линии с поверхности конуса на развертку
Линия n, лежащая на поверхности конуса, образована в результате его пересечения с некоторой плоскостью (рисунок ниже). Рассмотрим алгоритм построения линии n на развертке.
Алгоритм
- Находим проекции точек A, B и C, в которых линия n пересекает ребра вписанной в конус пирамиды S123456.
- Определяем натуральную величину отрезков SA, SB, SC способом вращения вокруг проецирующей прямой. В рассматриваемом примере SA=S’’A’’, SB=S’’B’’1, SC=S’’C’’1.
- Находим положение точек A0, B0, C0 на соответствующих им ребрах пирамиды, откладывая на развертке отрезки S0A0=S’’A’’, S0B0=S’’B’’1, S0C0=S’’C’’1.
- Соединяем точки A0, B0, C0 плавной линией.
Свойства
- Если площадь основания конечна, то объём конуса также конечен и равен трети произведения высоты на площадь основания.
V={1 \over 3} SH,
где S
— площадь основания,
H
— высота. Таким образом, все конусы, опирающиеся на данное основание (конечной площади) и имеющие вершину, находящуюся на данной плоскости, параллельной основанию, имеют равный объём, поскольку их высоты равны.
- Центр тяжести любого конуса с конечным объёмом лежит на четверти высоты от основания.
- Телесный угол при вершине прямого кругового конуса равен
2\pi \left(1 — \cos {\alpha \over 2} \right), где α — угол раствора конуса.
- Площадь боковой поверхности такого конуса равна
S = \pi R l,
а полная площадь поверхности (т. е. сумма площадей боковой поверхности и основания)
S = \pi R (l + R), где
R
— радиус основания,
l
— длина образующей.
- Объём кругового конуса равен
V={1 \over 3} \pi R^2H.
- Для усечённого конуса (не обязательно прямого и кругового) объём равен:
V={1 \over 3} (HS_2-hS_1),
где S1 и S2 — площади соответственно верхнего (ближнего к вершине) и нижнего оснований, h
и
H
— расстояния от плоскости соответственно верхнего и нижнего основания до вершины.
- Пересечение плоскости с прямым круговым конусом является одним из конических сечений (в невырожденных случаях — эллипсом, параболой или гиперболой, в зависимости от положения секущей плоскости).
Расчет объема
Формула объема любого конуса выглядит следующим образом:
V = 1/3 * π * h * r2
где V – это объем конуса;
h – высота;
r – радиус;
π — константа, равная 3,14.
Для того чтобы рассчитать обьем конуса, необходимо иметь данные о высоте и радиусе основания тела.
Для расчета высоты тела необходимо знать радиус основания и длину его образующей. Поскольку радиус, высота и образующая объединяются в прямоугольный треугольник, то высоту можно рассчитать по формуле из теоремы Пифагора (a2+ b2= c2 или в нашем случае h2+ r2= l2, где l – образующая). Высота при этом будет рассчитываться путем извлечения квадратного корня из разности квадратов гипотенузы и другого катета:
a = √c2- b2
То есть высота конуса будет равна величине, полученной после извлечения квадратного корня из разности квадрата длины образующей и квадрата радиуса основания:
h = √l2 — r2
Рассчитав таким методом высоту и зная радиус его основания, можно вычислить объем конуса. Образующая при этом играет важную роль, так как служит вспомогательным элементом в расчетах.
Аналогичным образом, если известна высота тела и длина его образующей, можно узнать радиус его основания, извлекая квадратный корень из разности квадрата образующей и квадрата высоты:
r = √l2 — h2
После чего по той же формуле, что указана выше, рассчитать объем конуса.
Уравнение конуса
Уравнения, задающие боковую поверхность прямого кругового конуса с углом раствора 2Θ, вершиной в начале координат и осью, совпадающей с осью Oz
:
- В сферической системе координат с координатами (r
, φ, θ):
\theta = \Theta.
- В цилиндрической системе координат с координатами (r
, φ,
z
):
z = r\cdot\operatorname{ctg}\Theta или r = z\cdot\operatorname{tg}\Theta.
- В декартовой системе координат с координатами (x
,
y
,
z
):
z = \plusmn \sqrt{x^2+y^2}\cdot \operatorname{ctg}\Theta. Это уравнение в каноническом виде записывается как \frac {x^2} {a^2} + \frac {y^2} {b^2} — \frac {z^2} {c^2} = 0,
где константы a
,
с
определяются пропорцией c/a = \cos \Theta/\sin\Theta. Отсюда видно, что боковая поверхность прямого кругового конуса представляет собой поверхность второго порядка (она носит название
коническая поверхность
). В общем виде коническая поверхность второго порядка опирается на эллипс; в подходящей декартовой координатной системе (оси
Ох
и
Оу
параллельны осям эллипса, вершина конуса совпадает с началом координат, центр эллипса лежит на оси
Oz
) её уравнение имеет вид
\frac {x^2} {a^2} + \frac {y^2} {b^2} — \frac {z^2} {c^2} = 0,
причём a/c
и
b/c
равны полуосям эллипса. В наиболее общем случае, когда конус опирается на произвольную плоскую поверхность, можно показать, что уравнение боковой поверхности конуса (с вершиной в начале координат) задаётся уравнением f(x,y,z)=0, где функция f(x,y,z) является однородной, то есть удовлетворяющей условию f(\alpha x,\alpha y,\alpha z)=\alpha^n f(x,y,z) для любого действительного числа α.
Сечение конуса
Осевым сечением конуса называется плоскость, проходящая по его оси либо высоте. В прямом конусе такое сечение представляет собой равнобедренный треугольник, в котором высотой треугольника является высота тела, его сторонами выступают образующие, а основание – это диаметр основания. В равностороннем геометрическом теле осевое сечение является равносторонним треугольником, так как в этом конусе диаметр основания и образующие равны.
Плоскость осевого сечения в прямом конусе является плоскостью его симметрии. Причиной этому служит то, что его вершина находится над центром его основания, то есть плоскость осевого сечения делит конус на две одинаковые части.
Так как в наклонном объемном теле высота и ось не совпадают, плоскость осевого сечения может не включать в себя высоту. Если осевых сечений в таком конусе можно построить множество, так как для этого необходимо соблюдать лишь одно условие — оно должно проходить только через ось, то осевое сечение плоскости, которому будет принадлежать высота этого конуса, можно провести лишь одно, потому что количество условий увеличивается, а, как известно, две прямые (вместе) могут принадлежать только одной плоскости.
Развёртка
Прямой круговой конус как тело вращения образован прямоугольным треугольником, вращающимся вокруг одного из катетов, где h
— высота конуса от центра основания до вершины — является катетом прямоугольного треугольника, вокруг которого происходит вращение. Второй катет прямоугольного треугольника
r
— радиус в основании конуса. Гипотенузой прямоугольного треугольника является
l
— образующая конуса.
В создании развёртки конуса могут использоваться всего две величины r
и
l
. Радиус основания
r
определяет в развертке круг основания конуса, а сектор боковой поверхности конуса определяет образующая боковой поверхности
l
, являющаяся радиусом сектора боковой поверхности. Угол сектора \varphi в развёртке боковой поверхности конуса определяется по формуле:
φ = 360°·(r
/
l
).
Прямой конус с круглым основанием
Пожалуй, это конус самый распространенный из рассматриваемого класса фигур. Состоит он из круга и боковой поверхности. Получить геометрическими методами его не представляет никакого труда. Для этого следует взять прямоугольный треугольник и вращать его вокруг оси, совпадающей с одним из катетов. Очевидно, что этот катет станет высотой фигуры, а длина второго катета треугольника образует радиус основания конуса. Схема ниже демонстрирует описанную схему получения рассматриваемой фигуры вращения.
Изображенный треугольник можно вращать вокруг другого катета, при этом получится конус с большим радиусом основания и меньшей высотой, чем первый.
Для однозначного определения всех параметров круглого прямого конуса следует знать любые две его линейных характеристики. Среди них выделяют радиус r, высоту h или длину генератрисы g. Все названные величины являются длинами сторон рассмотренного прямоугольного треугольника, поэтому для их связи справедлива теорема Пифагора:
g2 = r2 + h2.
Отрывок, характеризующий Конус
Князь Андрей приехал в квартиру генерала Бенигсена, занимавшего небольшой помещичий дом на самом берегу реки. Ни Бенигсена, ни государя не было там, но Чернышев, флигель адъютант государя, принял Болконского и объявил ему, что государь поехал с генералом Бенигсеном и с маркизом Паулучи другой раз в нынешний день для объезда укреплений Дрисского лагеря, в удобности которого начинали сильно сомневаться. Чернышев сидел с книгой французского романа у окна первой комнаты. Комната эта, вероятно, была прежде залой; в ней еще стоял орган, на который навалены были какие то ковры, и в одном углу стояла складная кровать адъютанта Бенигсена. Этот адъютант был тут. Он, видно, замученный пирушкой или делом, сидел на свернутой постеле и дремал. Из залы вели две двери: одна прямо в бывшую гостиную, другая направо в кабинет. Из первой двери слышались голоса разговаривающих по немецки и изредка по французски. Там, в бывшей гостиной, были собраны, по желанию государя, не военный совет (государь любил неопределенность), но некоторые лица, которых мнение о предстоящих затруднениях он желал знать. Это не был военный совет, но как бы совет избранных для уяснения некоторых вопросов лично для государя. На этот полусовет были приглашены: шведский генерал Армфельд, генерал адъютант Вольцоген, Винцингероде, которого Наполеон называл беглым французским подданным, Мишо, Толь, вовсе не военный человек – граф Штейн и, наконец, сам Пфуль, который, как слышал князь Андрей, был la cheville ouvriere [основою] всего дела. Князь Андрей имел случай хорошо рассмотреть его, так как Пфуль вскоре после него приехал и прошел в гостиную, остановившись на минуту поговорить с Чернышевым. Пфуль с первого взгляда, в своем русском генеральском дурно сшитом мундире, который нескладно, как на наряженном, сидел на нем, показался князю Андрею как будто знакомым, хотя он никогда не видал его. В нем был и Вейротер, и Мак, и Шмидт, и много других немецких теоретиков генералов, которых князю Андрею удалось видеть в 1805 м году; но он был типичнее всех их. Такого немца теоретика, соединявшего в себе все, что было в тех немцах, еще никогда не видал князь Андрей. Пфуль был невысок ростом, очень худ, но ширококост, грубого, здорового сложения, с широким тазом и костлявыми лопатками. Лицо у него было очень морщинисто, с глубоко вставленными глазами. Волоса его спереди у висков, очевидно, торопливо были приглажены щеткой, сзади наивно торчали кисточками. Он, беспокойно и сердито оглядываясь, вошел в комнату, как будто он всего боялся в большой комнате, куда он вошел. Он, неловким движением придерживая шпагу, обратился к Чернышеву, спрашивая по немецки, где государь. Ему, видно, как можно скорее хотелось пройти комнаты, окончить поклоны и приветствия и сесть за дело перед картой, где он чувствовал себя на месте. Он поспешно кивал головой на слова Чернышева и иронически улыбался, слушая его слова о том, что государь осматривает укрепления, которые он, сам Пфуль, заложил по своей теории. Он что то басисто и круто, как говорят самоуверенные немцы, проворчал про себя: Dummkopf… или: zu Grunde die ganze Geschichte… или: s’wird was gescheites d’raus werden… [глупости… к черту все дело… (нем.) ] Князь Андрей не расслышал и хотел пройти, но Чернышев познакомил князя Андрея с Пфулем, заметив, что князь Андрей приехал из Турции, где так счастливо кончена война. Пфуль чуть взглянул не столько на князя Андрея, сколько через него, и проговорил смеясь: «Da muss ein schoner taktischcr Krieg gewesen sein». [«То то, должно быть, правильно тактическая была война.» (нем.) ] – И, засмеявшись презрительно, прошел в комнату, из которой слышались голоса. Видно, Пфуль, уже всегда готовый на ироническое раздражение, нынче был особенно возбужден тем, что осмелились без него осматривать его лагерь и судить о нем. Князь Андрей по одному короткому этому свиданию с Пфулем благодаря своим аустерлицким воспоминаниям составил себе ясную характеристику этого человека. Пфуль был один из тех безнадежно, неизменно, до мученичества самоуверенных людей, которыми только бывают немцы, и именно потому, что только немцы бывают самоуверенными на основании отвлеченной идеи – науки, то есть мнимого знания совершенной истины. Француз бывает самоуверен потому, что он почитает себя лично, как умом, так и телом, непреодолимо обворожительным как для мужчин, так и для женщин. Англичанин самоуверен на том основании, что он есть гражданин благоустроеннейшего в мире государства, и потому, как англичанин, знает всегда, что ему делать нужно, и знает, что все, что он делает как англичанин, несомненно хорошо. Итальянец самоуверен потому, что он взволнован и забывает легко и себя и других. Русский самоуверен именно потому, что он ничего не знает и знать не хочет, потому что не верит, чтобы можно было вполне знать что нибудь. Немец самоуверен хуже всех, и тверже всех, и противнее всех, потому что он воображает, что знает истину, науку, которую он сам выдумал, но которая для него есть абсолютная истина. Таков, очевидно, был Пфуль. У него была наука – теория облического движения, выведенная им из истории войн Фридриха Великого, и все, что встречалось ему в новейшей истории войн Фридриха Великого, и все, что встречалось ему в новейшей военной истории, казалось ему бессмыслицей, варварством, безобразным столкновением, в котором с обеих сторон было сделано столько ошибок, что войны эти не могли быть названы войнами: они не подходили под теорию и не могли служить предметом науки. В 1806 м году Пфуль был одним из составителей плана войны, кончившейся Иеной и Ауерштетом; но в исходе этой войны он не видел ни малейшего доказательства неправильности своей теории. Напротив, сделанные отступления от его теории, по его понятиям, были единственной причиной всей неудачи, и он с свойственной ему радостной иронией говорил: «Ich sagte ja, daji die ganze Geschichte zum Teufel gehen wird». [Ведь я же говорил, что все дело пойдет к черту (нем.) ] Пфуль был один из тех теоретиков, которые так любят свою теорию, что забывают цель теории – приложение ее к практике; он в любви к теории ненавидел всякую практику и знать ее не хотел. Он даже радовался неуспеху, потому что неуспех, происходивший от отступления в практике от теории, доказывал ему только справедливость его теории. Он сказал несколько слов с князем Андреем и Чернышевым о настоящей войне с выражением человека, который знает вперед, что все будет скверно и что даже не недоволен этим. Торчавшие на затылке непричесанные кисточки волос и торопливо прилизанные височки особенно красноречиво подтверждали это. Он прошел в другую комнату, и оттуда тотчас же послышались басистые и ворчливые звуки его голоса. Не успел князь Андрей проводить глазами Пфуля, как в комнату поспешно вошел граф Бенигсен и, кивнув головой Болконскому, не останавливаясь, прошел в кабинет, отдавая какие то приказания своему адъютанту. Государь ехал за ним, и Бенигсен поспешил вперед, чтобы приготовить кое что и успеть встретить государя. Чернышев и князь Андрей вышли на крыльцо. Государь с усталым видом слезал с лошади. Маркиз Паулучи что то говорил государю. Государь, склонив голову налево, с недовольным видом слушал Паулучи, говорившего с особенным жаром. Государь тронулся вперед, видимо, желая окончить разговор, но раскрасневшийся, взволнованный итальянец, забывая приличия, шел за ним, продолжая говорить:
Как рассчитать угол конуса
Содержание
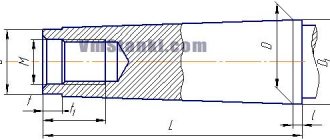
| Элементы конуса | Расчетные формулы | Элементы конуса | Расчетные формулы |
| K | K = (D-d)/ lK = 2tga | D | D = K× l + dD = 2× l×tga + d |
| a | tga = (D-d)/ 2ltga = K / 2 | d | d = D – 2× l×tgad = D – K× l |
Угол a вычисляют по тригонометрической функции тангенса.
Нормальные конические поверхности должны быть изготовлены по стандартным размерам, некоторые из которых указаны в табл.4.
Кроме этих поверхностей, различают также конусы Морзе и метрические конусы. Наружные конусы Морзе выполняют на хвостовой части сверл (см. рис.6
), зенкеров, разверток, центров, а внутренние конусы – в отверстиях шпинделей, оправок, переходных втулок, в которые эти инструменты устанавливают. Существуют семь номеров конусов Морзе (от до
6
) со своими размерами и углами наклона
a
. Наименьшим является конус Морзе (
1:19,212
), наибольшим – конус Морзе
6
(
1:19,18
). Их размеры приведены в стандарте СТ СЭВ 147-75. Недостатком конусов Морзе следует считать разные углы наклона
a
у различных номеров.
Таблица 4
Стандартные размеры конусов деталей
| Конусность K | Угол конуса 2a | Угол наклона a | Обозначение конусности |
| 1:100 1:50 1:20 1:10 1:3 1:1,866 1:1,207 1:0,866 | 0 0 34¢23² 1 0 8¢45² 2 0 51¢51² 5 0 43¢29² 18 0 55¢30² 30 0 45 0 60 0 | 0 0 17¢12² 0 0 34¢23² 1 0 25¢56² 2 0 51¢45² 9 0 27¢45² 15 0 22 0 30¢ 30 0 | 1:100 1:50 1:20 1:10 1:3 30 0 45 0 60 0 |
Метрические конусы 4, 6, 80, 100, 120, 160, 200
(см. тот же стандарт) имеют одинаковую конусность
1:20
(и угол
a
), а номер конуса обозначает размер диаметра большого основания.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения:
Да какие ж вы математики, если запаролиться нормально не можете.
8256 – | 7223 – или читать все.
91.146.8.87 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock! и обновите страницу (F5)
очень нужно
Конусность – отношение разности диаметров двух поперечных сечений кругового конуса к расстоянию между ними.
Конусность имеет двойной Уклон: k=2i Конусность на чертеже может быть указана в градусной мере, в радианах и в процентах. Заданы конусность пробки крана 1:5, диаметр D=BC=20 мм, длина l=35 мм.
Необходимо построить очертание пробки крана одним из двух способов: Первый способ. Из формулы k=2i находим i=1:10. Отмечаем точки BC и строим треугольник DKP так, чтобы KP:BK=1:10. Продолжив BP до пересечения с осью конуса, получим вершину конуса S. Точку S соединяем с точкой C. Отложив по оси пробки от BC отрезок l=35 мм и проведя через конец этого отрезка прямую, перпендикулярную к оси , получим диаметр d=EF=13 мм торца пробки; Второй способ. Из формулы k=(D-d)/l находим d=EF=20-35/5=13 мм; Величина угла при вершине конуса:
здесь угол φ представлен в радианах.
где L – расстояние от большого сечения до вершины S конуса, а отношение: D/(2L) = tgφ Пусть задана конусность например 1 : 2,5 откуда i=1:5 и tgφ=0,2 тогда перевод ее в градусы выполняется по формулам:
Конусность стандартизована. ГОСТ 8593-81 устанавливает нормальные конусности и углы конусов
| Обозна- чение | конуса | Конус- | ность | Угол | конуса | Угол | уклона |
| Ряд 1 | Ряд 2 | Угл. ед. | Рад. | Угл. ед. | Рад. | ||
| 1:500 | 1:500 | 0,0020000 | 6`52,5″ | 0,0020000 | 3`26,25″ | 0,0010000 | |
| 1:200 | 1:200 | 0,0050000 | 17`11,3″ | 0,0050000 | 8`25,65″ | 0,0025000 | |
| 1:100 | 1:100 | 0,0100000 | 34`22,6″ | 0,0100000 | 17`11,3″ | 0,0050000 | |
| 1:50 | 1:50 | 0,0200000 | 1°8`45,2″ | 0,0199996 | 34`22,6″ | 0,0099998 | |
| 1:30 | 1:30 | 0,0333333 | 1°54`34,9″ | 0,0333304 | 57`17,45″ | 0,0166652 | |
| 1:20 | 1:20 | 0,0500000 | 2°51`51,1″ | 0,0499896 | 1°25`55,55″ | 0,0249948 | |
| 1:15 | 1:15 | 0,0666667 | 3°49`5,9″ | 0,0666420 | 1°54`32,95″ | 0,0333210 | |
| 1:12 | 1:12 | 0,0833333 | 4°46`18,8″ | 0,0832852 | 2°23`9,4″ | 0,0416426 | |
| 1:10 | 1:10 | 0,1000000 | 5°43`29,3″ | 0,0999168 | 2°51`44,65″ | 0,0499584 | |
| 1:8 | 1:8 | 0,1250000 | 7°9`9,6″ | 0,1248376 | 3°34`34,8″ | 0,0624188 | |
| 1:7 | 1:7 | 0,1428571 | 8°10`16,4″ | 0,1426148 | 4°5`8,2″ | 0,0713074 | |
| 1:6 | 1:6 | 0,1666667 | 9°31`38,2″ | 0,1662824 | 4°45`49,1″ | 0,0831412 | |
| 1:5 | 1:5 | 0,2000000 | 11°25`16,3″ | 0,1993374 | 5°42`38,15″ | 0,0996687 | |
| 1:4 | 1:4 | 0,2500000 | 14°15`0,1″ | 0,2487100 | 7°7`30,05″ | 0,1243550 | |
| 1:3 | 1:3 | 0,3333333 | 18°55`28,7″ | 0,3302972 | 9°27`44,35″ | 0,1651486 | |
| 30° | 1:1,866025 | 0,5358985 | 30° | 0,5235988 | 15° | 0,2617994 | |
| 45° | 1:1,207107 | 0,8284269 | 45° | 0,7853982 | 22°30` | 0,3926991 | |
| 60° | 1:0,866025 | 1,1547010 | 60° | 1,0471976 | 30° | 0,5235988 | |
| 75° | 1:0,651613 | 1,5346532 | 75° | 1,3089970 | 37°30` | 0,6544985 | |
| 90° | 1:0,500000 | 2,0000000 | 90° | 1,5707964 | 45° | 0,7853982 | |
| 120° | 1:0,288675 | 3,4641032 | 120° | 2,0943952 | 60° | 1,0471976 |
Конусности и углы конусов должны соответствовать указанным на чертеже и в таблице. При выборе конусностей или углов конусов ряд 1 следует предпочитать ряду 2.
Конусность поверхности
обозначается на чертеже: – надписью Конусность с указанием ее величины; – указывающей на нее стрелкой с полкой где пишется: – Конусность с указанием ее величины; – знак конусности и ее величина.
В машиностроении, наряду с цилиндрическими, широко применяются детали с коническими поверхностями в виде наружных конусов или в виде конических отверстий. Например, центр токарного станка имеет два наружных конуса, из которых один служит для установки и закрепления его в коническом отверстии шпинделя; наружный конус для установки и закрепления имеют также сверло, зенкер, развертка и т. д. Переходная втулка для закрепления сверл с коническим хвостовиком имеет наружный конус и коническое отверстие
Читать также: Прибор для замера твердости металла
Понятие о конусе и его элементах
Элементы конуса . Если вращать прямоугольный треугольник АБВ вокруг катета АБ (рис. 202, а), то образуется тело АВГ, называемое полным конусом
. Линия АБ называется осью или
высотой конуса
, линия АВ —
образующей конуса
. Точка А является
вершиной конуса
.
При вращении катета БВ вокруг оси АБ образуется поверхность круга, называемая основанием конуса
.
Угол ВАГ между боковыми сторонами АВ и АГ называется углом конуса
и обозначается 2α. Половина этого угла, образуемая боковой стороной АГ и осью АБ, называется
углом уклона конуса
и обозначается α. Углы выражаются в градусах, минутах и секундах.
Если от полного конуса отрезать его верхнюю часть плоскостью, параллельной егооснованию (рис. 202, б), то получим тело, называемое усеченным конусом
. Оно имеет два основания верхнее и нижнее. Расстояние OO1 по оси между основаниями называется
высотой усеченного конуса
. Так как в машиностроении большей частью приходится иметь дело с частями конусов, т. е. усеченными конусами, то обычно их просто называют конусами; дальше будем называть все конические поверхности конусами.
Связь между элементами конуса. На чертеже указывают обычно три основных размера конуса: больший диаметр D, меньший — d и высоту конуса l (рис. 203).
Иногда на чертеже указывается только один из диаметров конуса, например, больший D, высота конуса l и так называемая конусность. Конусностью называется отношение разности диаметров конуса к его длине. Обозначим конусность буквой K, тогда
Если конус имеет размеры: D =80 мм, d = 70 мм и l = 100 мм, то согласно формуле (10):
Это значит, что на длине 10 мм диаметр конуса уменьшается на 1 мм или на каждый миллиметр длины конуса разница между его диаметрами изменяется на
Иногда на чертеже вместо угла конуса указывается уклон конуса
. Уклон конуса показывает, в какой мере отклоняется образующая конуса от его оси. Уклон конуса определяется по формуле
где tg α — уклон конуса; D — диаметр большого основания конуса в мм; d — диаметр малого основания конуса в мм; l — высота конуса в мм.
Пользуясь формулой (11), можно при помощи тригонометрических таблиц определить угол а уклона конуса.
Уклон конуса и конусность обычно выражают простой дробью, например: 1 : 10; 1 : 50, или десятичной дробью, например, 0,1; 0,05; 0,02 и т. д.
Способы получения конических поверхностей на токарном станке
На токарном станке обработка конических поверхностей производится одним из следующих способов: а) поворотом верхней части суппорта; б) поперечным смещением корпуса задней бабки; в) с помощью конусной линейки; г) с помощью широкого резца.
Обработка конических поверхностей поворотом верхней части суппорта
При изготовлении на токарном станке коротких наружных и внутренних конических поверхностей с большим углом уклона нужно повернуть верхнюю часть суппорта относительно оси станка под углом α уклона конуса (см. рис. 204). При таком способе работы подачу можно производить только от руки, вращая рукоятку ходового винта верхней части суппорта, и лишь в наиболее современных токарных станках имеется механическая подача верхней части суппорта.
Для установки верхней части суппорта 1 на требуемый угол можно использовать деления, нанесенные на фланце 2 поворотной части суппорта (рис. 204). Если угол α уклона конуса задан по чертежу, то верхнюю часть суппорта повертывают вместе с его поворотной частью на требуемое число делений, обозначающих градусы. Число делений отсчитывают относительно риски, нанесенной на нижней части суппорта.
Если на чертеже угол α не дан, а указаны больший и меньший диаметры конуса и длина его конической части, то величину угла поворота суппорта определяют по формуле (11)
Способ обтачивания конических поверхностей поворотом верхней части суппорта имеет следующие недостатки: он допускает обычно применение только ручной подачи, что отражается на производительности труда и чистоте обработанной поверхности; позволяет обтачивать сравнительно короткие конические поверхности, ограниченные длиной хода верхней части суппорта.
Обработка конических поверхностей способом поперечного смещения корпуса задней бабки
Для получения конической поверхности на токарном станке необходимо при вращении заготовки вершину резца перемещать не параллельно, а под некоторым углом к оси центров. Этот угол должен равняться углу α уклона конуса. Наиболее простой способ получения угла между осью центров и направлением подачи — сместить линию центров, сдвинув задний центр в поперечном направлении. Путем смещения заднего центра в сторону резца (на себя) в результате обтачивания получают конус, у которого большее основание направлено в сторону передней бабки; при смещении заднего центра в противоположную сторону, т. е. от резца (от себя), большее основание конуса окажется со стороны задней бабки (рис. 205).
Смещение корпуса задней бабки определяют по формуле
где S — смещение корпуса задней бабки от оси шпинделя передней бабки в мм; D — диаметр большого основания конуса в мм; d — диаметр малого основания конуса в мм; L — длина всей детали или расстояние между центрами в мм; l — длина конической части детали в мм.
Смещение корпуса задней бабки производят, используя деления 1 (рис 206), нанесенные на торце опорной плиты, и риску 2 на торце корпуса задней бабки.
Если на торце плиты делений нет, то смещают корпус задней бабки, пользуясь измерительной линейкой, как показано на рис. 207.
Читать также: Николай матвеев вологодский автор
Преимущество обработки конических поверхностей путем смещения корпуса задней бабки заключается в том, что этим способом можно обтачивать конусы большой длины и вести обтачивание с механической подачей.
Недостатки этого способа: невозможность растачивать конические отверстия; потеря времени на перестановку задней бабки; возможность обрабатывать лишь пологие конусы; перекос центров в центровых отверстиях, что приводит к быстрому и неравномерному износу центров и центровых отверстий и служит причиной брака при вторичной установке детали в этих же центровых отверстиях.
Неравномерного износа центровых отверстий можно избежать, если вместо обычного применять специальный шаровой центр (рис. 208). Такие центры используют преимущественно при обработке точных конусов.
Обработка конических поверхностей с применением конусной линейки
Для обработки конических поверхностей с углом уклона а до 10—12° современные токарные станки обычно имеют особое приспособление, называемое конусной линейкой. Схема обработки конуса с применением конусной линейки приводится на рис. 209.
К станине станка прикреплена плита 11, на которой установлена конусная линейка 9. Линейку можно поворачивать вокруг пальца 8 под требуемым углом а к оси обрабатываемой детали. Для закрепления линейки в требуемом положении служат два болта 4 и 10. По линейке свободно скользит ползун 7, соединяющийся с нижней поперечной частью 12 суппорта при помощи тяги 5 и зажима 6. Чтобы эта часть суппорта могла свободно скользить по направляющим, ее отсоединяют от каретки 3, вывинчивая поперечный винт или отсоединяя от суппорта его гайку.
Если сообщить каретке продольную подачу, то ползун 7, захватываемый тягой 5, начнет перемещаться вдоль линейки 9. Так как ползун скреплен с поперечными салазками суппорта, то они вместе с резцом будут перемещаться параллельно линейке 9. Благодаря этому резец будет обрабатывать коническую поверхность с углом уклона, равным углу α поворота конусной линейки.
После каждого прохода резец устанавливают на глубину резания с помощью рукоятки 1 верхней части 2 суппорта. Эта часть суппорта должна быть повернута на 90° относительно нормального положения, т. е. так, как это показано на рис. 209.
Если даны диаметры оснований конуса D и d и его длина l, то угол поворота линейки можно найти по формуле (11).
Подсчитав величину tg α, легко определить значение угла α по таблице тангенсов. Применение конусной линейки имеет ряд преимуществ: 1) наладка линейки удобна и производится быстро; 2) при переходе к обработке конусов не требуется нарушать нормальную наладку станка, т. е. не нужно смещать корпус задней бабки; центры станка остаются в нормальном положении, т. е. на одной оси, благодаря чему центровые отверстия в детали и центры станка не срабатываются; 3) при помощи конусной линейки можно не только обтачивать наружные конические поверхности, но и растачивать конические отверстия; 4) возможна работа е продольным самоходом, что увеличивает производительность труда и улучшает качество обработки.
Недостатком конусной линейки является необходимость отсоединять салазки суппорта от винта поперечной подачи. Этот недостаток устранен в конструкции некоторых токарных станков, у которых винт не связан жестко со своим маховичком и зубчатыми колесами поперечного самохода.
Обработка конических поверхностей широким резцом
Обработку конических поверхностей (наружных и внутренних) с небольшой длиной конуса можно производить широким резцом с углом в плане, соответствующим углу α уклона конуса (рис. 210). Подача резца может быть продольная и поперечная.
Однако использование широкого резца на обычных станках возможно только при длине конуса, не превышающей примерно 20 мм. Применять более широкие резцы можно лишь на особо жестких станках и деталях, если это не вызывает вибрации резца и обрабатываемой детали.
Растачивание и развертывание конических отверстий
Обработка конических отверстий является одной из наиболее трудных токарных работ; она значительно труднее, чем обработка наружных конусов.
Обработку конических отверстий на токарных станках в большинстве случаев производят растачиванием резцом с поворотом верхней части суппорта и реже с помощью конусной линейки. Все подсчеты, связанные с поворотом верхней части суппорта или конусной линейки, выполняются так же, как при обтачивании наружных конических поверхностей.
Если отверстие должно быть в сплошном материале, то сначала сверлят цилиндрическое отверстие, которое затем растачивают резцом на конус или обрабатывают коническими зенкерами и развертками.
Чтобы ускорить растачивание или развертывание, следует предварительно просверлить отверстие сверлом, диаметр d, которого на 1—2 мм меньше диаметра малого основания конуса (рис. 211, а). После этого рассверливают отверстие одним (рис. 211, б) или двумя (рис. 211, в) сверлами для получения ступеней.
После чистового растачивания конуса его развертывают конической разверткой соответствующей конусности. Для конусов с небольшой конусностью выгоднее производить обработку конических отверстий непосредственно после сверления набором специальных разверток, как показано на рис. 212.
Режимы резания при обработке отверстий коническими развертками
Конические развертки работают в более тяжелых условиях, чем цилиндрические: в то время как цилиндрические развертки снимают незначительный припуск небольшими режущими кромками, конические развертки режут всей длиной их режущих кромок, расположенных на образующей конуса. Поэтому при работе коническими развертками применяют подачи и скорости резания меньше, чем при работе цилиндрическими развертками.
При обработке отверстий коническими развертками подачу производят вручную, вращая маховичок задней бабки. Необходимо следить за тем, чтобы пиноль задней бабки перемещалась равномерно.
Подачи при развертывании стали 0,1—0,2 мм/об, при развертывании чугуна 0,2—0,4 мм/об.
Скорость резания при развертывании конических отверстий развертками из быстрорежущей стали 6—10 м/мин.
Читать также: Навесы над калиткой фото
Для облегчения работы конических разверток и получения чистой и гладкой поверхности следует применять охлаждение. При обработке стали и чугуна применяют эмульсию или сульфофрезол.
Измерение конических поверхностей
Поверхности конусов проверяют шаблонами и калибрами; измерение и одновременно проверку углов конуса производят угломерами. На рис. 213 показан способ проверки конуса с помощью шаблона.
Наружные и внутренние углы различных деталей можно измерять универсальным угломером (рис. 214). Он состоит из основания 1, На котором на дуге 130 нанесена основная шкала. С основанием 1 жестко скреплена линейка 5. По дуге основания перемещается сектор 4, несущий нониус 3. К сектору 4 посредством державки 7 может быть прикреплен угольник 2, в котором, в свою очередь, закрепляется съемная линейка 5. Угольник 2 и съемная линейка 5 имеют возможность перемещаться по грани сектора 4.
Путем различных комбинаций в установке измерительных деталей угломера можно производить измерение углов от 0 до 320°. Величина отсчета по нониусу 2′. Отсчет, полученный при измерении углов, производится по шкале и нониусу (рис. 215) следующим образом: нулевой штрих нониуса показывает число градусов, а штрих нониуса, совпадающий со штрихом шкалы основания, — число минут. На рис. 215 со штрихом шкалы основания совпадает 11-й штрих нониуса, что означает 2’Х 11 = 22′. Следовательно, угол в данном случае равен 76°22′.
На рис. 216 показаны комбинации измерительных деталей универсального угломера, позволяющие производить измерение различных углов от 0 до 320°.
Для более точной проверки конусов в серийном производстве применяют специальные калибры. На рис. 217, а показан кониче-ский калибр-втулка для проверки наружных конусов, а на рис. 217, б—конический калибр-пробка для проверки конических отверстий.
На калибрах делаются уступы 1 и 2 на торцах или наносятся риски 3, служащие для определения точности проверяемых поверхностей.
На. рис. 218 приводится пример проверки конического отверстия калибром-пробкой.
Для проверки отверстия калибр (см. рис. 218), имеющий уступ 1 на определенном расстоянии от торца 2 и две риски 3, вводят с легким нажимом в отверстие и проверяют, нет ли качания калибра в отверстии. Отсутствие качания показывает, что угол конуса правилен. Убедившись, что угол конуса правилен, приступают к проверке его размера. Для этого наблюдают, до какого места калибр войдет в проверяемую деталь. Если конец конуса детали совпадает с левым торцом уступа 1 или с одной из рисок 3 или находится между рисками, то размеры конуса правильны. Но может случиться, что калибр войдет в деталь настолько глубоко, что обе риски 3 войдут в отверстие или оба торца уступа 1 выйдут из него наружу. Это показывает, что диаметр отверстия больше заданного. Если, наоборот, обе риски окажутся вне отверстия или ни один из торцов уступа не выйдет из него, то диаметр отверстия меньше требуемого.
Для точной проверки конусности применяют следующий способ. На измеряемой поверхности детали или калибра проводят мелом или карандашом две-три линии вдоль образующей конуса, затем вставляют или надевают калибр на деталь и повертывают его на часть оборота. Если линии сотрутся неравномерно, это значит, что конус детали обработан неточно и необходимо его исправить. Стирание линий по концам калибра говорит о неправильной конусности; стирание линий в средней части калибра показывает, что конус имеет небольшую вогнутость, причиной чего обычно является неточное расположение вершины резца по высоте центров. Вместо меловых линий можно нанести на всю коническую поверхность детали или калибра тонкий слой специальной краски (синьки). Такой способ дает большую точность измерения.
Брак при обработке конических поверхностей и меры его предупреждения
При обработке конических поверхностей, помимо упомянутых видов брака для цилиндрических поверхностей, дополнительно возможны следующие виды брака: 1) неправильная конусность; 2) отклонения в размерах конуса; 3) отклонения в размерах диаметров оснований при правильной конусности; 4) непрямолинейность образующей конической поверхности.
1. Неправильная конусность получается главным образом вследствие неточного смещения корпуса задней бабки, неточного поворота верхней части суппорта, неправильной установки конусной линейки, неправильной заточки или установки широкого резца. Следовательно, точной установкой корпуса задней бабки, верхней части суппорта или конусной линейки перед началом обработки можно брак предупредить. Этот вид брака исправим только в том случае, если ошибка во всей длине конуса направлена в тело детали, т. е. все диаметры у втулки меньше, а у конического стержня больше требуемых.
2. Неправильный размер конуса при правильном угле его, т. е. неправильная величина диаметров по всей длине конуса, получается, если снято недостаточно или слишком много материала. Предупредить брак можно только внимательной установкой глубины резания по лимбу на чистовых проходах. Брак исправим, если снято недостаточно материала.
3. Может получиться, что при правильной конусности и точных размерах одного конца конуса диаметр второго конца неправилен. Единственной причиной является несоблюдение требуемой длины всего конического участка детали. Брак исправим, если деталь излишне длинна. Чтобы избежать этого вида брака, необходимо перед обработкой конуса тщательно проверить его длину.
4. Непрямолинейность образующей обрабатываемого конуса получается при установке резца выше (рис. 219, б) или ниже (рис. 219, в) центра (на этих рисунках для большей наглядности искажения образующей конуса показаны в сильно преувеличенном виде). Таким образом, и этот вид брака является результатом невнимательной работы токаря.