Сведения о производителе горизонтально-расточного станка 2А622
Производитель горизонтально-расточных станков 2А622 Ленинградский станкостроительный завод им. Свердлова, основанный в 1868 году.
С 1949 предприятие тяжёлого станкостроения. Начал выпуск металлорежущих станков собственной конструкции (горизонтально-расточных, координатно-расточных, копировально-фрезерных, типа «обрабатывающий центр» и др.
В 1962 на базе завода создано Ленинградское станкостроительное производственное объединение.
Объединение обладает замкнутым технологическим циклом, имеет литейное, заготовительное, гальваническое производства, все виды механической обработки, стендовую сборку станков, малярные и упаковочные участки.
В 2003 г. в отношении предприятия была возбуждена процедура банкротства
В 2004 г — банкротство завода. Торговая марка продана предприятию Киров-Станкомаш, ООО
Станки производства Ленинградского станкостроительного завода им. Свердлова
- 2А470
— станок координатно-расточной двухстоечный особо высокой точности 1400 х 2240 - 2А614
— станок горизонтально-расточной универсальный Ø 80 - 2А620
— станок горизонтально-расточной универсальный Ø 90 - 2А620Ф1
— станок горизонтально-расточной универсальный Ø 90 - 2А622
— станок горизонтально-расточной универсальный Ø 110 - 2А622Ф1
— станок горизонтально-расточной универсальный Ø 110 - 2А622Ф4
— станок горизонтально-расточной с ЧПУ Ø 110 - 2А656Ф11, 2А656РФ11
— станок горизонтально-расточной тяжелый универсальный с подвижной стойкой Ø 160 - 2В460
— станок координатно-расточной двухстоечный 1000 х 1600 - 2В622Ф4
— станок горизонтально-расточной с ЧПУ Ø 125 - 2Е460
— станок координатно-расточной двухстоечный 1000 х 1600 - 2Е470
— станок координатно-расточной двухстоечный 1400 х 2240 - 2Е656, 2Е656Р
— станок горизонтально-расточной тяжелый универсальный с подвижной стойкой Ø 160 - 262Г
— станок горизонтально-расточной универсальный Ø 85 - 2620, 2620А
— станок горизонтально-расточной универсальный Ø 90 - 2657
— станок горизонтально-расточной универсальный Ø 150 - 6441Б
— станок копировально-фрезерный горизонтальный с электронным управлением 630 х 1200
2А622 Горизонтально-расточные станки c неподвижной передней стойкой. Назначение, область применения
Горизонтально-расточные станки 2А622 заменили устаревшие станки моделей 2622.
Станки 2А622 предназначены для консольной обработки различных крупных корпусных деталей массой до 4000 кг, имеющих точные отверстия, оси которых связаны между собой точными размерами.
Станок 2А622 снабжен неподвижной передней стойкой и встроенным поворотным столом, имеющим продольное и поперечное перемещение относительно оси шпинделя.
На станках 2А622 можно производить сверление, зенкерование, растачивание и развертывание точных отверстий по точным координатам, фрезерование и нарезание резьбы.
Конструкция станков позволяет производить фрезерование по восьмиугольному контуру с двумя подачами: поперечной — стола и вертикальной — шпиндельной бабки, а также фрезерование с круговой подачей стола.
Конструктивные и эксплуатационные особенности станков:
- расточный шпиндель с твердой азотированной поверхностью в стальных закаленных втулках большой длины;
- повышенная жесткость, виброустойчивость шпинделя;
- механизированный зажим инструмента;
- шариковинтовые пары;
- закаленные токами высокой частоты боковые направляющие качения для подвижных узлов;
- специальная прецизионная опора качения поворотного стола;
- автоматический поворот стола через 90°;
- автоматический зажим и отжим подвижных узлов станка на направляющих;
- подвесной жесткий электрический пульт;
- телескопическая защита направляющих;
- электрический штурвал для точной установки подвижных узлов с чувствительностью до 0,005 мм;
- централизованная, автоматизированная смазка направляющих;
- тиристорный привод подач.
Станки 2А622 могут быть оснащены различными системами числового программного управления как отечественного, так и зарубежного производства.
Модификации горизонтально-расточного станка 2А622
Станки моделей 2А622, 2А622Ф1, 2А622Ф2 с выдвижным шпинделем диаметром 110 мм и неподвижной плитой на торцовой стенке шпиндельной бабки отличаются повышенной жесткостью и виброустойчивостью шпиндельной системы и рекомендуются для высокопроизводительной консольной обработки. С помощью съемной планшайбы можно обтачивать торцовые поверхности, растачивать большие отверстия.
2А622, 2А622Ф1-1 — горизонтально-расточные станки производства станкостроительного
2А622-2, 2А622Ф1-2 — горизонтально-расточные станки производства Чаренцаванского станкостроительного завода
- Станок модели 2А622-1 снабжен оптическим отсчетом координат.
- Станок модели 2А622Ф1-1 оснащается цифровой индикацией координат.
- Станок модели 2А622Ф2-1 оснащается системой числового программного управления.
Класс точности станков Н.
В 1975 г. станкам моделей 2А622-1, 2А622Ф1-1 присвоен «Знак качества».
- Главная
- Каталог
- Горизонтально-расточные станки
- Горизонтально-расточной станок 2А622
Горизонтально-расточной станок 2А622
Горизонтально-расточной станок 2А622 — Вега-Пром
Купить В корзине
11 300 000 руб.
Артикул: 110541
Горизонтально расточной станок 2а622 производство Ленинградского станкостроительного завода им. Свердлова СССР. Завод успешно функционировал, выпускал не только ГРС, но и наладил выпуск координатно расточных и копировально фрезерных. В те годы это было круто (советский обрабатывающий центр). Предприятие имело свой замкнутый цикл, снабжало не только весь Союз, но поставляло на экспорт. Все было отлично, но новая политика, новые люди и завода не стало. В 2003 году — процедура банкротства. 2004 Торговую марку приобрел завод Киров-Станкомаш и на этом все .
Данные станки и сегодня пользуются высоким спросом, так как зарубежные аналоги слишком дорого обходятся. При модернизации станков такого класса, перевода их на современные ЧПУ как Российского, так и иностранных производителей, позволяет добиться работоспособности, технологичности, отвечающим современным требованиям. После проведения модернизации старого парка, купить расточный станок можно на 50% дешевле импортных.
— Фрезерование по 8-ми угольному контуру с двумя подачами (горизонтальная — столом, вертикальная — шпиндельной бабкой); — Фрезерование при круговой подаче стола; -Шпиндель с твердой азотированной поверхностью;
-Высокая жесткость, виброустойчивость;
-Зажим инструмента механический;
-Наличие ШВП;
-Поворот стола через 90 градусов;
-Зажим и отжим подвижных узлов станка на направляющих-автоматический;
-Пульт управления-подвесной или выносной на отдельно стоящей стойке;
-Телескопическая защита направляющих;
-Электрический штурвал (задатчик) для точного позиционирования подвижных узлов с чувствительностью до 0,001 мм;
-Смазка направляющих-автоматизирована;
| Параметр | Значение |
| Диаметр выдвижного шпинделя, мм | 110 |
| Мощность главного привода, кВт | 8.5 |
| Скорость вращения шпинделя, мин-1 | 10 — 1 250 |
| Скорость вращения планшайбы, мин-1 | 6,3 — 160 |
| Наибольший момент на выдвижном шпинделе, Нм | 3 000 |
| Диаметр планшайбы, мм | 630 |
| Размеры поворотного стола, мм | 1 250 х 1 120 |
| Число частот вращения шпинделя | 23 |
| Число частот вращения планшайбы | 15 |
| Наибольший момент на планшайбе, Нм | 2 500 |
| Исполнение конуса шпинделя | Морзе 6 |
| Перемещение стола поперечное (Х), мм | 1 000 |
| Перемещение шпиндельной бабки вертикальное (Y), мм | 1 000 |
| Перемещение стола продольное (Z), мм | 1 200 |
| Перемещение шпинделя продольное (W), мм | 710 |
| Усилие подачи шпиндельной бабки, Н | 20 000 |
| Усилие подачи шпинделя, Н | 15 000 |
| Усилие подачи стола, Н | 20 000 |
| Поворотный стол — вращение (В), град | 360 |
| Пределы подач шпиндельной бабки и стола, мм/мин | 1,25 — 1 250 |
| Пределы подач радиального суппорта, мм/мин | 0,8 — 800 |
| Грузоподъёмность стола, кг | 3 000 |
| Рабочие подачи по линейным осям, мм/мин | 2 — 2 000 |
| Дискретность задания перемещений, мм | 0,001 |
| Класс точности согласно ГОСТ2110 | Нормальный |
| Габаритные размеры в стандартном исполнении (L x B x H), мм | 6 790 x 4 880 x 3 100 |
| Общая масса станка 2А622, кг | 16 000 |
Похожие товары
- Горизонтально-расточной станок 2А614
Артикул: 1105518 880 000 руб.
В корзину В корзине
- Горизонтально-расточной станок 2А620
Артикул: 110540
8 150 000 руб.
В корзину В корзине
Фото горизонтально-расточного станка 2А622
Фото горизонтально-расточного станка 2а622
Фото горизонтально-расточного станка 2а622
Фото горизонтально-расточного станка 2а622
Фото горизонтально-расточного станка 2а622
Расположение органов управления горизонтально-расточным станком 2А622
Расположение органов управления горизонтально-расточным 2а622
Перечень органов управления горизонтально-расточным станком 2А622
- рукоятка выбора величины подачи;
- выбор скорости вращения шпинделя;
- лимб отсчета перемещения шпинделя;
- штурвал;
- пульт штурвала;
- лимб отсчета перемещения суппорта;
- отжим инструмента;
- зажим инструмента.
Главный пульт горизонтально-расточного станка 2А622Ф4
Главный пульт горизонтально-расточного станка 2а622ф4
- S12 — Аварийная кнопка ВСЕ СТОП
- — Выносной пульт коррекции УЧПУ
- H25 — Выбор узла В
- H24 — Выбор узла W
- H23 — Выбор узла Z
- H22 — Выбор узла Y
- H21 — Выбор узла X
- S135 — Выбор узла В
- S134 — Выбор узла W
- S133 — Выбор узла Z
- S132 — Выбор узла Y
- S131 — Выбор узла X
- S15 — Вариатор подачи
- S19 — Оператор для управлении узлами подачи
- S136 — Включение рабочей подачи в направлении «+»
- S137 — Включение рабочей подачи в направлении «-«
- S156 — Запись кадра с позиционированием
- S157 — Запись кадра с подачей
- S36 — СТОП подача
- S143 — СТОП вращения шпинделя
- — Выносной пульт управления УЧПУ
- H26 — Автоматическая работа
- H34 — УЧПУ не готово к работе
- H35 — Нет силового питания тиристорных преобразователей
- H36 — Гидростанция неисправна
- H33 — Неисправности холодильной машины
- H27 — Засорение фильтра
- H87 — Наезд на аварийные конечные выключатели
- S16 — Вариатор скорости вращения главного привода
- S151 — Включение насоса охлаждающей жидкости
- S13 — Включение освещения станка
- S144 — Включен не вращения шпинделя по часовой стрелке
- S119 — Включение смазки
- S146 — Включение толчкового проворота шпинделя по часовой стрелке
- S145 — Включение вращения шпинделя против часовой стрелки
- S147 — Включение толчкового проворота шпинделя против часовой стрелки
- S152 — Включение гидростанции
- S148 — СТОП вращения шпинделя
- S153 — СТОП гидростанции
- S52 — Регулирование скорости перемещений
- S54 — Выбор диапазона скоростей шпинделя
- S51 — Выбор направления перемещения узлов, подачи и вращения шпинделя
- S185 — Переключатель выбора работы с пульта главного или переносного
Лампы сигнализации
Кнопки
Лампы сигнализации
Кнопки
Переключатели в наладочном режиме
- S159 — Работа с планшайбой
- S158 — работа с фрезерной головкой
Управление горизонтально-расточным станками 2А622
Нa главном пульте сосредоточены все основные пусковые органы управления. Кроме главного пульта, на станке имеются еще несколько мест оперативного управления станком:
- на шпиндельной бабке расположен механизм переключения скоростей, механизм выбора величины подачи, кнопка включения штурвала, рукоятка включения планшайбы и рукоятка, включение которой дает возможность перемещать суппорт планшайбы от штурвала при нарезании резьбы столом;
- на нижних санях столах расположен доводочный оператор на гибком шланге для тонкой установки подвижных узлов;
- на оптических отсчетных устройствах имеются кнопки включения освещения оптики.
Описание пульта управления цифровой индикации и пульта устройства числового программного управления даны по второй части руководства по эксплуатации.
Органы управления на главном пульте
Избиратель рабочего органа
Избиратель предназначен для выбора рабочего органа и представляет собой кнопочный переключатель.
При выборе органа нажимом кнопки орган, соответствующий ранее нажатой кнопке, зажимается.
При нажиме на кнопку происходит подготовка электрической схемы привода выбранного органа к включению и отжим выбранного органа.
Оператор установочных перемещений
Оператор предназначен для управления установочными перемещениями подвижных органов станка.
Оператор выполняет следующие функции:
- выбор направления и включение движения — нажатием соответствующей кнопки на рукоятке оператора;
- изменение скорости медленного установочного движения в диапазоне скорости подачи — вращением рукоятки;
- включение быстрого установочного движения с наибольшей скоростью — одновременным нажатием двух кнопок.
Переключатель непрерывного фрезерования
Переключатель имеет восемь положений и предназначен для изменения направления непрерывной подачи при фрезеровании плоскостей торцовыми фрезами. Фрезерование плоскостей торцовыми фрезами с непрерывным вращением шпинделя и непрерывной подачей способствует повышению качества обработанной поверхности.
Переключатель позволяет осуществлять фрезерование плоскости:
- горизонтальными строчками;
- вертикальными строчками;
- обходом по контуру с возможностью изменения направления подачи через 45°;
- строчками, направленными под углом 45°.
Механизм переключения скоростей
Механизм расположен на шпиндельной бабке и предназначен для выбора и переключения скорости шпинделя посредством одной рукоятки 180 (рис. 9 и 10).
Вариатор подачи
Вариатор подачи предназначен для выбора величины подачи в миллиметрах на оборот шпинделя и изменения величины подачи в процессе резания (рис. 11).
Штурвал
Штурвал предназначен для перемещения от руки шпинделя, радиального суппорта, шпиндельной бабки и стола продольно (рис. 12).
На пульте под штурвалом расположены:
- тумблер выбора тонкого перемещения выбранного подвижного органа или быстрого перемещении только шпинделя;
- кнопка включения штурвала.
Доводочный оператор
На нижних санях станка расположен доводочный оператор — электрический штурвал для тонкого перемещения подвижных узлов.
2А622Ф4 Горизонтально-расточной станок с ЧПУ. Назначение, область применения
Горизонтальный расточной станок с ЧПУ 2А622Ф4 предназначен для выполнения разнообразных расточных, фрезерных и сверлильных работ, включая контурное фрезерование и нарезание резьб метчиками.
Шероховатость обработанной поверхности отверстия при чистовом растачивании резцом ВК8, установленным в выдвижном шпинделе, в чугуне СЧ15, ГОСТ 1412—79; Ra=1,6 мкм.
Горизонтально-расточной станок 2А622Ф4 выполнен в компоновке с неподвижной стойкой, несущей вертикально-подвижную шпиндельную бабку с выдвижным шпинделем и встроенным поворотным столом, имеющим продольное и поперечное (относительно оси шпинделя) перемещение. Раздельные приводы подач позволяют осуществлять одновременную обработку по трем координатам и выбрать наиболее оптимальный режим резания, а также изменять величину подачи узлов в процессе резания.
Подвижные узлы перемещаются с помощью шарико-винтовых передач качения с предварительным натягом.
Смазка направляющих подвижных узлов и главного привода автоматизирована.
Встроить станок 2А622Ф4 в автоматическую линию нельзя. Степень автоматизации — Ф4 (управление в контурном режиме).
Управление станком 2А622Ф4 осуществляется устройством числового программного управления (УЧПУ). Программируемые перемещения по четырем осям — X, Y, Z ,W. Ось В работает в режиме позиционирования.
Отсутствуют загрузочное устройство и устройство для транспортирования стружки.
Система СОЖ состоит из насосной станций емкостью 200 л, устройства полива инструмента и детали и системы сбора СОЖ.
Станок 2А622Ф4 имеет удобную вспомогательную систему ручного управления с пульта.
Зона обработки освещается светильником с люминисцентными лампами, встроенным в шпиндельную бабку.
Вредные выделения отсутствуют.
По сравнению с предыдущими исполнениями станка модели 2А622Ф4 исполнение 04 имеет следующие преимущества:
- применена новейшая отечественная система ЧПУ класса CNC 2C42—65 с выносным пультом, увеличенными размерами дисплея, с увеличенным объемом памяти до 96К, в том числе объем энергонезависимой памяти (ПЗУ) составляет 48К;
- вся релейная автоматика станка записана в ПЗУ УЧПУ, что позволило исключить большое количество релейно-контактной аппаратуры на станке и тем самым повысить надежность и долговечность электрооборудования;
- режим записи управляющей программы во время обработки детали в ручном режиме (самообучение станка) исключил этап предварительной подготовки программы и ее проверки на станке;
- в режиме программного управления имеются дополнительные автоматические циклы расфрезерования отверстий и обработки крепежных отверстий под фланец, что упрощает и сокращает процесс управляющей программы;
- система диагностики поиска неисправностей с выведением причин неисправностей на дисплей повышает ремонтоспособность станка, резко сокращает время поиска неисправностей;
- устройство ЧПУ позволяет хранить программы как на перфоленте, так и на магнитной ленте кассетного магнитофона, что обеспечивает удобство записи, перезаписи и хранения программ;
- наличие подвижного пульта управления с дисплеем, на который выводятся необходимые для работы данные, обеспечивает удобство управления станком.
Конструктивные и эксплуатационные особенности станка 2А622Ф4:
- Поворотный рабочий стол автоматически останавливается в положениях 0, 90, 180, 270 градусов и имеет высокоточные датчики обратной связи по всем координатам
- Телескопическая защита и автоматизированная смазка направляющих
- Быстродействующие автоматические гидрозажимы
- Шарико-винтовые передачи качения с предварительным натягом
- Механизированный зажим инструмента
- Шпиндельный узел смонтирован на прецизионных подшипниках качения
- Шпиндельная бабка с выдвижным шпинделем подвижна в вертикальном направлении
Станок соответствует высоким требованиям современного технического уровня станкостроения.
Шумовые характеристики в соответствии с ОСТ2 Н89-40—75.
Уровень вибрации в соответствии с ГОСТ 12.2.009—80.
Транспортирование станка должно осуществляться: для внутрисоюзных поставок в таре согласно ГОСТ 10198—78.
Категория упаковки — КУ-2 по ГОСТ 23170—78Е и ОСТ2 М92-1—81.
Временная противокоррозийная защита (консервация) осуществляется в соответствии с ГОСТ 9.014—78 и ОСТ2 Н89-30—79.
Выбор транспортной упаковки и условий транспортирования осуществляется в соответствии с ГОСТ 7599—82 и ОСТ Н92-1—81.
Разработчик—Ленинградское ОКБС.
Класс точности станка Н по ГОСТ 8—82Е.
Описание основных узлов горизонтально-расточных станков 2А622
Станина
Станина с четырьмя направляющими имеет замкнутое коробчатое сечение со стенками, усиленными системой продольных и поперечных ребер жесткости. Три ряда башмаков позволяют быстро и легко выверять направляющие станины с требуемой точностью.
При исполнении станков с увеличенным поперечным ходом стола с двух сторон основной станины расположены две дополнительные боковые направляющие, установленные на башмаках (рис. 13).
Станина имеет широкие плоские шлифованные направляющие с телескопической защитой, обеспечивающей длительное сохранение первоначальной точности.
На торце станины размещен редуктор с электродвигателем привода перемещения шпиндельной бабки, шпинделя, радиального суппорта и стола продольно.
Распределение движений производится посредством электромагнитных муфт.
Передняя стойка
Передняя стойка, несущая шпиндельную бабку, жестко закреплена на плоскости станины и имеет высокую жесткость и виброустойчивость.
Передние направляющие стойки — плоские, шлифованные; боковые направляющие представляют собой закаленные накладные стальные планки, по которым на роликах качения перемещается шпиндельная бабка.
Шпиндельная бабка
Шпиндельная бабка представляет собой узел, состоящий из связанных между собой механизмов, смонтированных внутри и снаружи корпуса бабки: привода механизма главного движения, шпиндельного устройства, механизмов перемещения шпиндельной бабки, расточного шпинделя, радиального суппорта планшайбы (для станков 2А620-1, 2А620Ф1-1 и 2А620Ф2-1), хвостовой части, механизмов управления и отсчета перемещений расточного шпинделя и радиального суппорта планшайбы.
Привод механизма главного движения шпиндельной бабки осуществляется от фланцевого односкоростного электродвигателя трехфазного тока при помощи пружинной муфты переменной жесткости через промежуточный редуктор с двумя электромагнитными муфтами, расположенный на боковой стенке корпуса шпиндельной бабки.
Шпиндельное устройство состоит из расточного и полого фрезерного шпинделей.
Расточный шпиндель из азотированной стали перемещается внутри термически обработанных втулок, запрессованных во фрезерном шпинделе.
Фрезерный шпиндель смонтирован в прецизионных цилиндрическом и коническом роликовых подшипниках.
Передний конец фрезерного шпинделя снабжен фланцем, имеющим посадочную цилиндрическую поверхность, торцовый шпоночный паз и резьбовые отверстия для закрепления инструмента и приспособлений.
Планшайба с радиальным суппортом монтируется на своем шпинделе.
Механизмы перемещения шпиндельной бабки, шпинделя и радиального суппорта кинематически связаны с электродвигателем постоянного тока через редуктор, расположенный на правом торце станины, и вертикальный вал.
Подача всех подвижных органов осуществляется при помощи электродвигателей постоянного тока с приводом широкого диапазона.
Вариатор величин подач подвижных органов расположен на шпиндельной бабке рядом с механизмом переключения скоростей и представляет собой двухрядный многоступенчатый переключатель со шкалой величин подач в миллиметрах на один оборот. Величина подачи подвижного органа может быть изменена в процессе резания. При изменении чисел оборотов шпинделя автоматически сохраняется постоянство величины подачи в миллиметрах на оборот при фактическом изменении величины подачи в миллиметрах в минуту.
Стол
Поворотный стол станка имеет продольное и поперечное перемещение и центрируется в опоре с прецизионным цилиндро-роликовым подшипником.
При исполнении станков с увеличенным поперечным ходом стола 1600 мм на нижних салазках стола установлены отъемные боковые опоры, перемещающиеся по двум дополнительным боковым направляющим,
Боковые направляющие нижних салазок стола представляют собой закаленные стальные планки, по которым на роликах качения перемещаются верхние салазки стола.
Продольное перемещение стола осуществляется от электродвигателя постоянного тока через редуктор, расположенный па правом торце станины. Поперечное перемещение и поворот стола—от электродвигателя постоянного тока через редуктор, расположенный на заднем торце нижних салазок. Распределение движения производится электромагнитными муфтами.
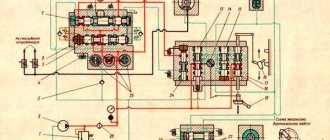
Кинематическая схема горизонтально-расточного станка 2А622
Кинематическая схема горизонтально-расточного станка 2а622
Привод главного движения горизонтально-расточных станков 2А622
Привод вращения шпинделя и планшайбы осуществляется посредством двухступенчатого агрегата скоростей с электромагнитными муфтами, монтируемого на шпиндельной бабке. Кинематические схемы станков показаны на рис. 14, 15 и в табл. 2.
Для защиты от динамического воздействия в механизме главного привода имеется упругая муфта (рис. 16).
Передача движения на шпиндель осуществляется двумя парами зубчатых колес 63, 64 (100) и 65, 66 (69) (рис. 17, 18, 19). Большее колесо 64 (100) приводит во вращение шпиндель в нижнем диапазоне скоростей с большими моментами, а другое, меньшее колесо 66 (99) — в верхнем диапазоне скоростей с меньшими моментами. Передача движения на планшайбу осуществляется парой колес 36, 35. Для включения вращения планшайбы имеется специальная рукоятка.
Привод подачи шпинделя, радиального суппорта, планшайбы, шпиндельной бабки и продольного перемещения стола
Осевое перемещение шпинделя, радиальное перемещение суппорта планшайбы (рис. 20), вертикальное перемещение шпиндельной бабки и продольное перемещение стола осуществляются от общего электродвигателя постоянного тока через редуктор, который размещен на станине станка (рис. 21).
Распределение движения в цепи перемещения шпинделя, шпиндельной бабки, радиального суппорта и стола продольно производится посредством электромагнитных муфт.
В кинематической цепи привода радиального суппорта имеется планетарный механизм с сателлитами 26 и 71, обеспечивающий возможность перемещения суппорта во время вращения планшайбы (рис. 22).
Осевое перемещение расточного шпинделя осуществляется шарико-винтовой передачей 86 и 84, расположенной в хвостовой части шпиндельной бабки (рис. 23).
Вертикальное перемещение шпиндельной бабки осуществляется посредством вращающейся гайки, расположенной в редукторе на шпиндельной бабке, и неподвижного шарикового винта, закрепленного на стойке (рис. 24).
На станках смонтирован механизм предотвращения падения шпиндельной бабки при обрыве троса противовеса (рис. 25).
При подвешенном противовесе шпиндельной бабки деталь 243, соединенная с тросом противовеса, находится в верхнем положении, сжимая пакет тарельчатых пружин 244. При этом шарик 245, упираясь в бурт детали 243, через систему рычагов фиксирует смонтированную в редукторе шпиндельной бабки деталь 248 в верхнем положении.
При обрыве троса противовеса деталь 243 под воздействием пакета тарельчатых пружин 244 переместится вниз, освобождая шарик 245 и через систему рычагов деталь 248. Деталь 248 под воздействием пружины 249 переместится в нижнее положение и зацепится с деталью 247, фиксирующей вал 246 от проворота. При этом шпиндельная бабка надежно фиксируется от падения.
Привод поперечного перемещения и поворота стола
Поперечное перемещение стола и поворот стола осуществляются от общего электродвигателя постоянного тока через редуктор, который размещен на заднем торце нижних саней.
Распределение движения к цепи поперечного перемещения и поворота стола производится посредством электромагнитных муфт в редукторе (рис. 26).
Кинематика нарезания резьбы
Станок позволяет нарезать метрическую и дюймовую резьбу (см. „Таблица набора сменных шестерен для нарезания резьбы»).
Нарезание резьбы производится выдвижным шпинделем при его осевом перемещении или радиальным суппортом планшайбы при продольном перемещении стола.
Для нарезания резьбы цепь подачи шпинделя соединяется с приводом вращения шпинделя посредством гитары с набором сменных зубчатых колес, расположенной па переднем торце шпиндельной бабки.
Для нарезания левых резьб па гитаре устанавливается паразитная шестерня.
Для перемещения суппорта планшайбы от штурвала при нарезании резьбы подачей стола следует включить рукоятку, расположенную на крышке шпиндельной бабки.
Кинематика штурвала
На шпиндельной бабке имеется штурвальное устройство для перемещения от руки шпинделя, радиального суппорта, шпиндельной бабки и продольного перемещения стола.
турвал позволяет осуществлять тонкое перемещение подвижного органа и быстрое перемещение выдвижного шпинделя.
Включение штурвала осуществляется кнопкой с пульта на шпиндельной бабке.
Станок 2А622Ф1 – как купить, оплата, доставка, гарантия
Цена на станок горизонтально-расточный 2А622Ф1 указана на нашем сайте с НДС для стандартного комплекта поставки.
Купить станок 2А622Ф1 несложно – достаточно позвонить на указанные ниже телефоны в вашем городе.
Продажа горизонтального расточного станка по металлу 2А622Ф1 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможно другое процентное соотношение и другой порядок оплаты, согласованный со специалистом отдела продаж нашего предприятия и прописанный в Договоре поставки. Доставка оборудования производится автомобильным и железнодорожным транспортом компаний-перевозчиков ООО «Деловые Линии», ООО «ПЭК», «Байкал-Сервис», ООО «Желдорэкспедиция» и другими, сторонними перевозчиками посредством транспортно-логистических компаний, а также транспортом Покупателя или нашей компании. Расходы по транспортировке груза оплачивает Покупатель, если иное не оговаривается и не указывается в Договоре поставки. Гарантия на новый горизонтально-расточной станок 2А622Ф1 – 12 мес. Предприятие-производитель оставляет за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Читать также: Какой диск для торцовочной пилы лучше
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продажам!
Если Вам необходимо купить Горизонтально-расточной станок с УЦИ 2А622Ф1 звоните по телефонам:
в Москве в Санкт-Петербурге в Минске +375 (17) 246-40-09 в Екатеринбурге в Новосибирске в Челябинске в Тюмени +7 (3452) 514-886
в Нижнем Новгороде в Самаре в Перми в Ростове-на-Дону в Воронеже в Красноярске
в Нур-Султане;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Горизонтально-расточной станок с УЦИ 2А622Ф1 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
Технические характеристики горизонтально-расточных станков 2А622
| Наименование параметра | 2А620 | 2А622 |
| Основные параметры станка | ||
| Диаметр выдвижного расточного шпинделя, мм | 90 | 110 |
| Наибольший диаметр расточки шпинделем, мм | 240 | 320 |
| Наибольший диаметр расточки суппортом планшайбы, мм | — | |
| Наибольшая длина расточки и обточки суппортом планшайбы, мм | — | |
| Точность установки координат, мм | 0,025 | 0,025 |
| Точность установки поворотного стола, сек | 3 | 3 |
| Наибольший диаметр сверла (по конусу), мм | ||
| Стол | ||
| Рабочая поверхность стола, мм | 1120 х 1250 | 1120 х 1250 |
| Наибольшая масса обрабатываемого изделия, кг | 4000 | 4000 |
| Наибольшее перемещение стола, мм | 1000 х 1250 | 1000 х 1250 |
| Пределы рабочих подач стола (вдоль и поперек), мм/мин | 1,25…1250 | 1,25…1250 |
| Наибольшее усиление подачи стола (вдоль и поперек), кгс | 2000 | 2000 |
| Деление шкалы лимба, мм | 0,025 | |
| Деление шкалы лимба поворота стола, град | 0,5 | 1 |
| Выключающие упоры | есть | есть |
| Скорость быстрых продольных перемещений, м/мин | 6,0 | 6,0 |
| Скорость быстрых поперечных перемещений, м/мин | 5,0 | 5,0 |
| Скорость быстрых установочных круговых перемещений, об/мин | 2,8 | |
| Шпиндель | ||
| Наибольшее горизонтальное (осевое) перемещение шпинделя, мм | 710 | 710 |
| Частота вращения шпинделя, об/мин | 10…1600 | 10…1250 |
| Количество скоростей шпинделя | 23 | 22 |
| Пределы рабочих подач шпинделя, мм/мин | 2…2000 | 2…2000 |
| Пределы рабочих подач радиального суппорта, мм/мин | 0,8…800 | — |
| Пределы рабочих подач шпиндельной бабки, мм/мин | 1,4…1110 | 1,4…1110 |
| Наибольшее вертикальное перемещение шпиндельной бабки (установочное), мм | 1000 | 1000 |
| Скорость быстрых перемещений шпиндельной бабки, м/мин | 6,0 | 6,0 |
| Скорость быстрых перемещений шпинделя, м/мин | 4,0 | 4,0 |
| Скорость вращения планшайбы, об/мин | 6,3…160 | — |
| Количество скоростей планшайбы | 13 | 13 |
| Возможность отключения вращения планшайбы | есть | есть |
| Возможность одновременной подачи суппорта и шпинделя | есть | есть |
| Наибольшее перемещение радиального суппорта планшайбы, мм | 160 | — |
| Скорость быстрых перемещений радиального суппорта, м/мин | 1,39 | — |
| Наибольший крутящий момент на шпинделе, кгс*м | 140 | 180 |
| Наибольший крутящий момент на планшайбе, кгс*м | 250 | — |
| Наибольшее усиление подачи шпинделя, кгс | ||
| Наибольшее усиление подачи суппорта, кгс | ||
| Наибольшее усиление подачи бабки, кгс | ||
| Нарезаемая метрическая резьба, мм | 1…10 | 1…10 |
| Нарезаемая дюймовая резьба, число ниток на 1″ | 4…20 | 4…20 |
| Привод | ||
| Устройство цифровой индикации (УЦИ) | Ф5147 | Ф5147 |
| Устройство программного управления (УЧПУ) | 2П62-3И | 2П62-3И |
| Количество электродвигателей на станке | ||
| Электродвигатель привода главного движения Мощность, кВт | 11 | 11 |
| Электродвигатель привода продольной подачи стола и шпинделя, кВт | 3,8 | 3,8 |
| Электродвигатель привода поперечной подачи и поворота стола, кВт | 3,8 | 3,8 |
| Суммарная мощность электродвигателей, кВт | 25 | 25 |
| Габариты и масса станка | ||
| Габариты станка, включая ход стола и салазок, мм | 6070 х 3970 х 3220 | 6070 х 3970 х 3220 |
| Масса станка, кг | 18300 | 17800 |
- Станки горизонтально-расточные 2А622-1, 2А620-1, 2А622Ф2-1, 2А620Ф2-1, 2А622Ф1-1, 2А620Ф1-1, 2А622ПФ1-1. Руководство по эксплуатации 2А622-1.000.000 РЭ, 1976
- Бернштейн-Коган В.С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969
- Глухов Н.М. Работа на координатно-расточных станках, 1953
- Григорьев С.П., Григорьев В.С. Практика координатно-расточных и фрезерных работ, 1980
- Ипатов С.С. Координатно-расточные станки в точном приборостроении, 1954
- Кашепава М.Я. Современные координатно-расточные станки, 1961
- Кудряшов А.А. Станки инструментального производства, 1968
- Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Зазерский Е.И., Гутнер Н.Г. Токарь-расточник, 1960
- Пономарев В.Ф. Справочник токаря-расточника,1969
- Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
- Богданов А.В. Расточное дело, 1960
Список литературы:
Связанные ссылки. Дополнительная информация
- Ремонт гидравлических систем металлорежущих станков
- Обозначения гидравлических схем металлорежущих станков
- Ремонт шестеренных гидравлических насосов
- Регулировка фрезерных станков
- Технология ремонта фрезерных станков
- Регулирование токарно-винторезного станка 1К62
- Обозначения кинематических схем металлорежущих станков
- Методика проверки и испытания токарно-винторезных станков на точность
- Методика проверки и испытания вертикально-сверлильных станков на точность и жесткость
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
2А622Ф4 – Станок горизонтальный расточно-фрезерный
Купить станочный подшипник с доставкой
Технические характеристики:
Станки модели 2а622ф4 предназначены для фрезерования плоскостей, пазов, уступов; сверления, рассверливания, центрования и зенкерования отверстий; растачивания и развертывания отверстий; нарезания резьбы метчиками; обточки поверхностей, обработки кольцевых канавок и подрезки торцев
Класс точности – по ГОСТ 8-82 Основные размеры – ГОСТ 7058
Размеры рабочей поверхности поворотного стола по ГОСТ6569-75,мм:
Ширина – 1250-1 Длина – 1250-1
Расстояние между пазами – 160 +-0,5 Количество пазов – 7 Ширина паза стола по ГОСТ 1574-75,мм – 22+0052 Конец выдвижного шпинделя по ГОСТ – 24644-81 Со степенью точности конуса по ГОСТ 19860-74 – 50АТS Диаметр D выдвижного шпинделя – 110(для 2В622Ф4 – 125) Наибольшая масса обрабатываемого изделия, кг – 4000 Наибольшее продольное перемещение выдвижного шпинделя, мм – 710 Наибольшее продольное перемещение поворотного стола, мм – 1000 Наибольшее вертикальное перемещение шпиндельной бабки, мм – 1000 Наибольшее поперечное перемещение поворотного стола, мм – 1250 Частота вращения шпинделя, мин-1 – 6…2500 (4-1250 при исполнении станка – 03) Дискретность задания частот вращения по программе, мин-1 – 1 Наибольший допустимый крутящий момент на выдвижном шпинделе – 1765(180)
Наибольшее осевое усилие, Н(кгс)
При подаче выдвижным шпинделем – 10780 (1100) При подаче столом – 19600 (2000)
Наибольшее тангенциальное усилие резания при растачивании одноконечным резцом, закреплённым в выдвижном шпинделе,при расстоянии от торца фрезерного шпинделя до вершины резца не более 200 мм, Н(кгс) – 7840 (800) Наибольший диаметр сверла, мм – 50 Наибольший диаметр фрезы, мм – 250 Подачи выдвижного шпинделя, шпиндельной бабки стола в поперечном и продольном направлениях, мм/мин – 1-5000 Скорость быстрых установочных перемещений подвижных узлов, мм/мин – 10000
Габариты станка, мм
Ширина – 4130 Длина – 6335 Высота – 3980
Масса станка без гидро- и электрооборудования, установленного вне станка – 17500 Масса станка, кг – 20500 Количество одновременно управляемых координат – 4/5 Техническая характеристика электрооборудования. Род тока, питающий сеть – переменный, трёхфазный Частота тока, Гц – 50+-0,1 Напряжение, В – 380+-5% Род тока вспомогательных электроприводов – переменный, трёхфазный Напряжение цепи освещения рабочей зоны, В – 110 Напряжение электромагнитов распределительных золотников – 24, постоянный Мощность электродвигателя главного движения, кВТ, не менее – 25 Номинальный момент электродвигателя подачи, не менее Н*м (кгс*м) – 47(4,8) Номинальная суммарная потребляемая мощность при полной нагрузке одновременно работающих электродвигателей, кВт – 69,4 Техническая характеристика гидрооборудования. Давление в гидравлической системе, МПа (кгс/см2) не более – 4,9+-02(50+-2) Давление в системе смазки, МПа (кгс/см2) не более – 0,98(10) Производительность насоса, л/мин – 5/18 Марка масла – ИГП-18 ТУ38,101798-7 класс чистоты 12 – по ГОСТ 17216-71 Холоднопроизводительность холодильной машины, не менее, ккал/ч – 400
Читать также: Как долить масло в подкатной домкрат видео