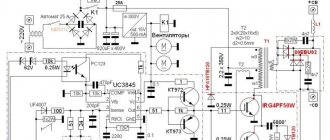
Типовая схема и принцип работы инвертора
Чем дороже сварочный инвертор, тем больше в его схеме вспомогательных узлов, задействованных в реализации специальных функций. А вот сама схема силового преобразователя остаётся практически неизменной даже у дорогостоящего оборудования. Этапы превращения сетевого электрического тока в сварочный достаточно легко проследить — на каждом из основных узлов схемы происходит определённая часть общего процесса.
С сетевого кабеля через защитный выключатель напряжение подаётся на выпрямительный диодный мост, сопряжённый с фильтрами высокой ёмкости. На схеме этот участок легко заметить, здесь расположены внушительные по размеру «банки» электролитических конденсаторов. У выпрямителя задача одна — «развернуть» отрицательную часть синусоиды симметрично вверх, конденсаторы же сглаживают пульсации, приводя направление тока практически к чистой «постоянке».
Схема работы сварочного инвертора
Далее по схеме находится непосредственно инвертор. Эта часть также легко поддаётся идентификации, здесь располагается крупнейший алюминиевый радиатор. Инвертор строится на нескольких высокочастотных полевых транзисторах или IGBT-транзисторах. Довольно часто несколько силовых элементов объединены в общем корпусе. Инвертор снова преобразует постоянный ток в переменный, но при этом частота его существенно выше — порядка 50 кГц. Такая цепочка преобразований позволяет использовать высокочастотный трансформатор, который в разы меньше и легче обычного.
С понижающего трансформатора напряжение снимает выходной выпрямитель, ведь мы хотим сварку именно на постоянном токе. Благодаря выходному фильтру природа тока меняется с высокочастотного пульсирующего до практически прямой линии. Естественно, в рассмотренной цепи преобразований есть множество промежуточных звеньев: датчиков, управляющих и контрольных цепей, но их рассмотрение выходит далеко за рамки любительской радиоэлектроники.
Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
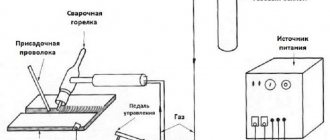
Принцип действия
Сварочные инверторы устроены так, что напряжение на выходе не зависит от напряжения на входе. А значит, выставленный ток сварки не зависит от напряжения сети. Использование инверторов удобно при создании дуги, так как прилипание электрода практически отсутствует.
Принцип работы заключается в следующем. Переменное напряжение из промышленной сети частотой 50 Гц поступает на выпрямительный блок. Преобразуюсь в постоянное значение, сигнал попадает на силовой блок, состоящий из IGBT транзисторов. В результате из-за их ключевого режима работы, на выходе с блока образуется импульсный сигнал с большей частотой, около 20−60 кГц. Далее, поступая на блок преобразователей, величина напряжения понижается, а сила тока соответственно увеличивается.
Таким образом, требуемая величина тока достигается путём изменения сигнала высокой частоты. Это и обеспечивается преимущество над другими видами источников питания сварочной дуги. Советы по работе на инверторе читайте здесь.
Узлы, пригодные к модернизации
Важнейший параметр любого сварочного аппарата — вольт-амперная характеристика (ВАХ), за счёт неё и обеспечивается стабильное горение дуги при разной её длине. Правильная ВАХ создаётся микропроцессорным управлением: маленький «мозг» инвертора на ходу меняет режим работы силовых ключей и мгновенно подстраивает параметры сварочного тока. К сожалению, каким либо образом перепрограммировать бюджетный инвертор нельзя — управляющие микросхемы в нём аналоговые, а замена на цифровую электронику требует незаурядных знаний схемотехники.
Однако «умений» управляющей схемы вполне достаточно, чтобы нивелировать «криворукость» начинающего сварщика, ещё не научившегося стабильно удерживать дугу. Гораздо правильнее сосредоточиться на устранении некоторых «детских» болезней, первая из которых — сильный перегрев электронных компонентов, ведущий к деградации и разрушению силовых ключей.
Вторая проблема — использование радиоэлементов сомнительной надёжности. Устранение этого недостатка сильно снижает вероятность возникновения поломок через 2–3 года эксплуатации аппарата. Наконец, даже начинающему радиотехнику будет вполне по силам реализовать индикацию фактического сварочного тока для возможности работы со специальными марками электродов, а также провести ряд других мелких доработок.
Улучшение теплоотвода
Первый недостаток, которым грешит подавляющее большинство недорогих инверторных аппаратов — плохая схема отвода тепла с силовых ключей и выпрямительных диодов. Начинать доработку в этом направлении лучше с увеличения интенсивности принудительного обдува. Как правило, в сварочных аппаратах устанавливают корпусные вентиляторы с питанием от служебных цепей напряжением 12 В. В «компактных» моделях принудительное воздушное охлаждение может вовсе отсутствовать, что для электротехники такого класса, безусловно, нонсенс.
Достаточно просто увеличить воздушный поток путём установки нескольких таких вентиляторов последовательно. Проблема в том, что «родной» кулер скорее всего придётся снять. Чтобы эффективно работать в последовательной сборке, вентиляторы должны иметь идентичную форму и число лопастей, а также скорость вращения. Собрать одинаковые кулеры в «стопку» крайне просто, достаточно стянуть их парой длинных болтов по диаметрально противоположным угловым отверстиям. Также не стоит беспокоиться о мощности источника служебного питания, как правило её достаточно для установки 3–4 вентиляторов.
Если внутри корпуса инвертора недостаточно места для установки вентиляторов, можно приладить снаружи один высоко. Его установка проще по той причине, что не требуется подключение к внутренним цепям, питание снимается с клемм кнопки включения. Вентилятор, разумеется, должен устанавливаться напротив вентиляционных жалюзеек, часть которых можно вырезать, чтобы снизить аэродинамическое сопротивление. Оптимальное направление потока воздуха — на вытяжку из корпуса.
Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные. Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом. Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:
- Если штатный радиатор изолирован от фланцев радиоэлементов слюдой или резиновыми прокладками, их нужно сохранить при замене.
- Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
- Если радиатор нужно подрезать, чтобы он поместился в корпус, обрезанные рёбра нужно тщательно обработать надфилем, чтобы снять все заусенцы, иначе на них будет обильно оседать пыль.
- Радиатор должен быть плотно прижат к микросхемам, поэтому предварительно на нём нужно разметить и просверлить крепёжные отверстия, возможно, потребуется нарезать резьбу в теле алюминиевой подошвы.
Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Сварочный аппарат Зайцева (выпрямитель+улучшения)
Много лет назад, когда всерьез начал заниматься техническим творчеством, понял, что без сварочного аппарата в этом деле мне не обойтись. С той поры и начал ими интересоваться. Вроде бы и не такое уж сложное устройство, а по-прежнему нет предела его совершенству.
Над ним ломают головы и специалисты, и практики: как сделать его еще проще, но в то же время и лучше.
Вот и я, смастерив для себя первый сварочный аппарат и поработав им. начал обдумывать, как улучшить его характеристики. Просмотрел кое-какую доступную литературу на эту тему, стал вникать в теорию. Со временем сделал другой аппарат, конечно же, не хуже первого, но почувствовал, что смогу сделать и лучше.
К тому же появился живой и повышенный интерес ко всему тому, что касалось процессов сварки и аппаратов для нее. Стал не только читать, но и собирать литературу, публикации на эту тему. Благодарен и признателен всем авторам статей про сварочные аппараты, которые были напечатаны в журнале «Моделист-конструктор».
Много времени провел у себя в гараже, изготавливая и испытывая разные сварочные аппараты. В итоге пришел к такой схеме «сварочника», которой и сам доволен, и не стыдно посоветовать другим.
Хочу отметить, что сварочные аппараты с выпрямителями, то есть работающие на постоянном (пульсирующем) токе, заведомо лучше «переменников» те, что работают без диодного моста. Но и «постоянники» нуждаются в доводке и настройке. Поэтому предлагаю опробованные усовершенствования.
Рис. 1. Принципиальная электрическая схема сварочного аппарата постоянного тока с регулирующими конденсаторами
Прежде всего это касается включения в схему между положительным и отрицательным проводом выпрямленного тока конденсатора С1. Конденсатор электролитический, емкостью 15000 мк, рассчитанный на напряжение 100 В. Он обеспечивает надёжный, но в то же время плавный поджиг дуги. Если же такой конденсатор нет возможности приобрести, то можно вместо него поставить конденсатор С1 = 50 мк x 160 В, но уже в цепь положительного полупериода тока, как указано на схеме.
И ещё. Будет полезным поставить в первичную цепь бумажный конденсатор типа МБГО или МБГИ емкостью 160 мк. рассчитанный на напряжение 500 В для сглаживания скачков напряжения питающей сети.
Понижающий трансформатор и дроссель могут быть различных конструкций, описания их и характеристики не раз приводились в журнале «Моделист-конструктор» (например № 11 за 1999 г.) и другой технической литературе. Поэтому их выбор остается за умельцами.
А.ЗАЙЦЕВ, г. Петровск, Саратовская обл. Моделист-конструктор 2006 №11.
Повышение продолжительности включения
Продолжительность включения в контексте сварочных инверторов более разумно называть продолжительностью нагрузки. Это та часть десятиминутного интервала, в которой инвертор непосредственно выполняет работу, оставшееся время он должен пребывать на холостом ходу и охлаждаться.
Для большинства недорогих инверторов реальная ПН составляет 40–45% при 20 °С. Замена радиаторов и устройство интенсивного обдува позволяют увеличить этот показатель до 50–60%, но это далеко не потолок. Добиться ПН порядка 70–75% можно путём замены некоторых радиоэлементов:
- Конденсаторы обвязки ключей инвертора нужно поменять на элементы той же ёмкости и типа, но рассчитанные под более высокое напряжение (600–700 В);
- Диоды и резисторы из обвязки ключей следует заменить на элементы с большей рассеиваемой мощностью.
- Выпрямительные диоды (вентили), а также MOSFET или IGBT-транзисторы можно заменить на аналогичные, но более надёжные.
О замене самих силовых ключей стоит рассказать отдельно. Для начала следует переписать маркировку на корпусе элемента и найти подробный даташит на конкретный элемент. По паспортным данным выбрать элемент для замены достаточно просто, ключевыми параметрами служат пределы частотного диапазона, рабочее напряжение, наличие встроенного диода, тип корпуса и предельный ток при 100 °С. Последний лучше рассчитать собственноручно (для высоковольтной стороны с учётом потерь на трансформаторе) и приобрести радиоэлементы с запасом предельного тока около 20%. Из производителей такого рода электроники наиболее надёжными считаются International Rectifier (IR) или STMicroelectronics. Несмотря на довольно высокую цену, крайне рекомендуется приобретать детали именно этих брендов.
Рейтинг сварочных инверторов
При сравнении наиболее качественных приборов бралось во внимание мнения авторитетных сайтов и специализированных форумов, на которых обсуждаются достоинства и недостатки продукции. В первую очередь учитывался рейтинг сварочных инверторов для дома среди сварщиков.
Инверторы-полуавтоматы для сварки
- Aurora OVERMAN 180. Характеризуются невысокой ценой и высокой надёжностью. Номинальный ток достигает 180 ампер. Потребление энергии составляет не более 4,7 кВт. В конструкции предусмотрена ручка выставления жёсткости ВАХ и ускоренная протяжка. Недостаток в отсутствии ручного режима подачи проволоки.
- Сварог EASY MIG 160 (N219). Рассчитан на использование с проволокой 0,8 мм. Имеет надёжный протяжный механизм, схема управления идеально подстраивается под входное напряжение. Недостаток в немного завышенной цене.
- Elitech ИС 190П. Имея КПД, равный 80 процентам, практически не перегревается, работая при токе 150 ампер. Минимально необходимое напряжение для работы составляет 160 вольт. Отличительная черта удобство в управлении. К недостаткам относят невозможность работать с проволокой один миллиметр и короткий рукав.
Как показывает практика, при одинаковых характеристиках затруднительно выбрать инверторный аппарат для дома или дачи.
Топ для каждой категории формировался не только по отношению цена и качество, но и по техническим характеристикам.
Инверторы ручной дуговой сварки
- FUBAG IR 200. Такое устройство обладает высоким значением тока в 200 ампер. Благодаря чему даёт возможность осуществлять резку и сварку металлов электродами до пяти миллиметров. Их особенность, в способности работать даже при напряжении в сети равным 150 В. С таким аппаратом справиться с любым видом сварки сможет даже начинающий сварщик из-за наличия следующих функций: антизалипание и форсаж ведения дуги. К недостаткам можно отнести длительность работы без перерыва, связанным с низким КПД, составляющим 40 процентов.
- Сварог ARC 205 (J96). Надёжное устройство, имеющее высокую мобильность из-за своего веса. Применяя электроды с диаметром три миллиметра, практически невозможно перегреть устройство. Может использоваться также и для сварки аргоном. Наибольший ток сварки достигает 180 ампер, что не позволяет использовать электроды диаметром более четырёх миллиметров. Имеет КПД 60 процентов. Аналогично предыдущей модели имеет следующие функции: антизалипание и атематической системы регулирования дуги. Диапазон нижнего рабочего напряжения составляет 185 вольт.
- Ресанта САИ-220. Рабочий ток достигает 220 ампер, что позволяет работать с электродами диаметром пять миллиметров. Уверенно работает при низком входном напряжении. Прибор снабжён защитой на входе, позволяющей избежать возгорания проводки. КПД достигает 70 процентов. Корпус выполнен полностью из металла. Отличное соотношение цены и качества. Из недостатков выделяют слишком лёгкое вращение рукоятки регулировки силы тока и слабо выполненную систему вентиляции.
При выборе устройства необходимо учесть не только рейтинг, но и желательно сравнить отзывы на форумах. Благодаря таким отзывам и обзорам формируется реальное представление о выбранном устройстве. Вот некоторые из них:
Купил FUBAG IR 200 для небольших работ в гараже. Хорошо поджигает дугу, удобный дисплей. Резал четвёркой в течение 20 минут, не перегрелся. Плохо, что короткие провода, но это мелочь по сравнению с его надёжностью.
Работаю профессиональным сварщиком, для себя выбрал Сварог ARC 205 (J96). Сварог — это чистейший китаец, но в работе полностью устраивает. В течение года проблем не обнаружено. Удобно, что имеет маленькие размеры.
Выбирал себе инвертор на дачу. Выбор остановил на Aurora OVERMAN 180 из-за того, что работает при просадках напряжения до 140 вольт. Через месяц использования сломался. Поменяли по гарантии, оказался заводской брак. Заменённый прибор отработал уже более года без нареканий.
Прислушавшись к советам, взял Сварог EASY MIG 160. Включив аппарат, я почувствовал себя профессионалом. Идеальная сварка алюминия, экономичный расход и при этом сам аппарат недорогой. Не понравилось, что в комплекте отсутствовал держатель для MMA, а так доволен.
Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.
Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм 2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.
Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.
Предпосылки к модернизации
Таблица требуемых технических характеристик для сварочного инвертора.
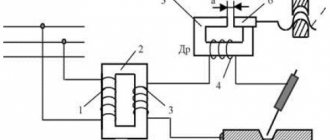
Существует несколько основных предпосылок, которые заставляют людей переходить к доработке сварочного трансформатора. Во-первых, если данный агрегат используется в том месте, где нестабильно напряжение. Он рассчитан на стабильное потребление от 220 до 400 Вольт, но этого добиться можно не всегда. В некоторых случаях напряжение питания может падать куда ниже критической отметки. К примеру, если оно опустится до 170 Вольт, то велика вероятность того, что трансформатор не будет работать, а соответственно, и инвертор. Аппараты подобного типа не предназначены для художественной сварки. Они скорее могут использоваться для работы с крупногабаритными деталями. Если нужна художественная сварка, то придется также переходить к доработке сварочного трансформатора.
Подобный аппарат даже при номинальных значениях напряжения не всегда позволяет зажечь дугу. Выходной каскад трансформатора не всегда выдает нужное высокое его значение. Если говорить о пониженных значениях, то тут может случиться беда. Именно поэтому при возникновении подобных проблем можно смело переходить к доработке.
Вся работа в данном случае сводится к установке диодного моста для выпрямления тока, что позволит получить на выходе более стабильную дугу и приведет к увеличению значения выходного напряжения трансформатора, чтобы розжиг можно было производить даже при недостаточном питании. Это очень полезные решения, которые каждый человек может реализовать самостоятельно.
Индикация сварочного тока
Даже если на инверторе установлен цифровой индикатор установки тока, он показывает не реальное его значение, а некую служебную величину, масштабированную для наглядного отображения. Отклонение от фактической величины тока может составлять до 10%, что неприемлемо при использовании специальных марок электродов и работе с тонкими деталями. Получить реальное значение сварочного тока можно путём установки амперметра.
В пределах 1 тысячи рублей обойдётся цифровой амперметр типа SM3D, его даже можно аккуратно встроить в корпус инвертора. Основная проблема в том, что для измерения столь высоких токов требуется подключение через шунт. Его стоимость находится в пределах 500–700 рублей для токов в 200–300 А. Обратите внимание, что тип шунта должен соответствовать рекомендациям производителя амперметра, как правило, это вставки на 75 мВ с собственным сопротивлением порядка 250 мкОм для предела измерения в 300 А.
Процесс выполнения работы
Функциональные возможности сварочного инвертора.
Вся работа сводится к тому, что в схему добавляется перемычка, состоящая из выпрямительного моста с фильтром низкой частоты. В результате получается выпрямительное устройство, на выходе которого при холостом ходе получается значение удвоенного напряжения. Можно более подробно рассмотреть сам процесс работы схемы с перемычкой. Сначала полуволна напряжения поступает на первый вентиль, пройдя через который, она поступает на фильтр.
В результате выпрямленное напряжение поступает на обмотку трансформатора. Происходит полная зарядка конденсатора в схеме. Далее вторая полуволна поступает на второй диод, проходя через который, она поступает на второй конденсатор. Соответственно, он тоже заряжается до максимума.
В результате получается, что по схеме напряжения от обоих элементов складываются между собой, что приводит к удвоению значения этого параметра на выходе. Именно этого и нужно было добиться, чтобы трансформатор позволял без каких-либо затруднений производить розжиг дуги. Итак, можно считать, что первая проблема полностью решена.
Схема источника питания инверторного сварочного аппарата.
Стоит еще отметить тот факт, что третий и четвертый выпрямители при отсутствии нагрузки в схеме никак не работают, то есть они не участвуют в рабочем процессе. Измененная схема выпрямительного моста позволяет сохранить стабильные показатели напряжения на выходе, в то время как стандартная принципиалка не позволяет работать с максимальным качеством дуги.
Это связано с тем, что при касании электрода рабочей поверхности происходит резкий разряд конденсатора, а это приводит к микровзрыву. В подобной ситуации не стоит рассчитывать на качественное сваривание поверхностей. Итак, модифицированный мост позволит получить на выходе действительно потрясающий результат. Он позволяет работать уже не только с толстыми металлами, но и выполнять ювелирную работу.
Как увеличить мощность аппарата дуговой сварки
Мощность оборудования для сварки не является абсолютно постоянным значением и зависит от различных факторов. На КПД сварочных установок влияет стабильность питающей сети и конкретика производственных реалий, точности настроек, умения сварщика и даже погодных условий. Мощность вообще и сварочную в частности принято считать очевидным критерием производительности – чем выше этот параметр, тем больше метров линейных швов или площадь свариваемых сечений способна обработать единица оборудования. Но самый лучший сварочный аппарат, инвертор или его предшественник, затруднительно оценить в точных цифрах мощностных характеристик. Сварка возможна в очень разнообразных условиях: с присадкой или сплавлением основным металлом; со сложной разделкой кромок или без таковой; под флюсовым слоем, защитным пузырем инертного газа или на атмосферном воздухе. Один и тот же инвертор может работать с обязательным применением специализированной оснастки, перемещения деталей и технологических операций, либо обходиться без дополнительных сложностей. Производительность при этом будет значительно варьироваться, хотя оборудование используется то же самое.
Универсальных методов увеличить мощность своего аппарата не так много, но они довольно действенны для различных случаев «сварочной жизнедеятельности». Применительно к инверторным установкам они включают:
- Увеличение сварочного тока при настройке аппарата, обычно при обратной полярности подключенного оборудования. Большой ток сварки приводит к увеличению массы расплава в единицу времени. Важно выяснить, сколько энергии уходит на глубину проплавления, а сколько приводит к растеканию металла и росту ширины швов. При малой толщине деталей необдуманный рост IСВ приводит к прожогам и подрезам, для толстых заготовок возможен непровар и другие дефекты в виде лакун и пор. Следует учитывать рекомендованную скорость проплавления при увеличении IСВ.
- Рост напряжения на дуговом факеле за счет уменьшения падения потенциала в анодной и катодной области столба. За счет увеличения напряжения в рабочей области дугового столба возрастает интенсивность плавления электродов (проволоки), что автоматически повышает производительность.
- Улучшение фокусировки посредством насадок, ограничителей, сопел и т.п. Каким бы не был опытным сварщик, дрожание факела на свариваемой поверхности неизбежно – при грамотном выборе фокусирующих устройств неэффективное рассеивание тепловой энергии удается существенно уменьшить.
- Дополнительная подготовка. Чистота и оптимальный состав инертного газа, качество и толщина флюсового слоя, прогрев свариваемых деталей, ответственное хранение и та же термическая подготовка для электродов – в росте эффективности сварки нет мелочей.
- Опыт и квалификация позволяют снизить разбрызгивание и потери на окалину, реже производить смену электродов (катушек с проволокой) и заранее рассчитывать оптимальные точки на швах для такой технологической паузы. С ростом мастерства легче дается крупнокапельный и струйный перенос расплава – а при нем скорость сварки растет одновременно с качеством наплавляемых швов и проходимых стыков.
Производительность, мощность и скорость сварки являются взаимозависимыми параметрами. Они призваны гарантировать высокое качество свариваемых стыков и швов, оптимальные режимы функционирования аппаратов для сварки и полную безопасность труда сварщиков. Эффективность сварочных процессов подчинена качеству работы, а не наоборот.
Информация предоставлена интернет-гипермаркетом Тиберис — www.tiberis.ru
- Автор: admin
- Распечатать
Оцените статью: Поделитесь с друзьями!
Измерительные приборы: G-Tech/Pro RR & APEXi RSM
Моечное автосервисное оборудование
Несколько слов о самих деталях
Схема дросселя сварочного инвертора.
Теперь стоит поговорить о том, какие детали необходимо включить в схему, чтобы на выходе получить весьма неплохой результат. Ничего сверхъестественного использоваться не будет. Все детали можно без каких-либо проблем приобрести в специализированных магазинах.
Что касается выпрямительных диодов, то лучше всего использовать модель Д161 со стандартными радиаторами охлаждения, которые на них устанавливаются. Можно составить смешанную схему, в которой будут использоваться выпрямители предыдущей марки, а также модели В200. В этой ситуации устройство получается более компактным, так как радиаторы у каждой модели имеют различные габариты. Их проще соединить с помощью специальной шпильки.
В качестве конденсаторов можно использовать практически любые модели этих элементов, но лучше перестраховать себя и установить МБГО, которые не имеют полярности.
Для стабильной работы аппарата придется подбирать емкость каждого элемента.
Для этого используется либо метод тыка, либо математика. В большинстве случаев можно обойтись 400 мкФ.
Токовый дроссель наматывается на сердечник трансформатора. Для этого должен использоваться достаточно крупный провод. В большинстве случаев можно обойтись шнурком диаметром 10 квадратных миллиметров. Мотать нужно до тех пор, пока окно не заполнится. В результате должно получиться пространство без каких-либо щелей. Между половинами сердечника стоит уложить текстолит. Он используется в качестве изолятора.
В результате получается инвертор со стабильными показателями работы дуги и со стабильным розжигом. Этого и стоило добиваться.
Преимущество работы и приобретения сварочного оборудования Miller Electric
Наша компания стремится к популяризации инновационного сварочного оборудования, которое не требует значительных вложений, как в его приобретение, так и в его дальнейшем обслуживании. По опыту наших Заказчиков, которые использует оборудования не только в условиях цеха, но и на открытых площадках, оборудование показывает исключительную живучесть и отсутствие поломок на протяжении длительной эксплуатации в самых суровых условиях. Именно поэтому мы предлагаем оборудование производства Miller Electric, которое может обеспечить качество, производительность, надежность и, как следствие всего вышеперечисленного, максимальную экономическую эффективность.
- самые совершенные технологии
- отличное качество сварных швов
- надежность и высокая производительность оборудования
- неприхотливость к условиям эксплуатации и отсутствие дополнительных затрат
- оперативная техническая поддержка по всем возникающим вопросам
Реализуя эти принципы в каждом нашем предложении или консультации мы предлагаем оптимальное решение поставленных задач для Вашего сварочного производства. Мы гарантируем безопасность, отличное качество, надежность и экономию. Купить любое сварочное оборудование и оригинальные аксессуары производства Miller Electric в Москве по доступной стоимости Вы можете в ООО «ИТС-Инжиниринг». Мы принимаем заявки на электронный адрес Получить профессиональную консультацию можно по контактному телефону +7 (495) 660-62-72. Если у Вас останутся сомнения или Вы захотите попробовать уникальные технологии на своем производстве, специалисты нашей компании всегда готовы организовать демонстрацию оборудования и подробно рассказать о его особенностях в живую!