Что устанавливают правила ПБ 03-273-99?
Аттестация сварщиков на основании положений ПБ 03-273-99 (нормативы по промышленной безопасности), устанавливает уровень знаний аттестуемых, их подготовку, умение выполнять работы определенного уровня.
Для проведения аттестации, создана ассоциация Сварка НАКС. Она разрабатывает методические документы для обучения сварщиков и создает нормативы аттестации, на основании требований ПБ.
Обязанности ассоциации:
- подбор экспертов в комиссии для проведения аттестаций;
- разработка методичек;
- оказание практической помощи аттестационным центрам;
- формирование новых центров;
- консультации по различным вопросам;
- анализ опыта работы комиссий;
- обобщение международного опыта;
- разработка новых требований аттестации;
- выработка технической политики;
- координация действий и требований САСв – системы аттестации сварщиков.
Ассоциация НАКС рассматривает вопросы изменения или исключения отдельных пунктов правил или норм, которые не входят в перечень, предусмотренных в САСв.
Аттестация по ПБ 03-273-99 разрабатывает правила и определяет сроки прохождения аттестации по методикам, разработанным НАКС и созданным ею комиссиям, время подготовки и правила переаттестации.
Экзамены по ПБ 03-273-99 проводятся по правилам аттестации сварщиков и специалистов сварочного производства. Они делят исполнителей и руководителей на 4 уровня подготовки.
- Сварщик. Экзаменуется на умение качественно варить, осуществление работ по определенной технологии, включая газовую, ручную и электродуговую сварку. Владение оборудованием полуавтоматической и автоматической сварки.
- НАКС 2 уровень мастера-сварщика. Его устные и письменные указания должны выполнять рабочие. Мастер обязан владеть знаниями по методам сварки, уметь подбирать режимы работы оборудования.
- Технолог-сварщик. Специалист должен иметь высшее образование, уметь писать технологические процессы для выполнения их рабочими. Технолог контролирует сварочный процесс и качество швов.
- Инженер-сварщик проверяется на умение руководить сварочным производством, владением знаний по оборудованию и режимам сварки, знанием технологии.
Отдельно проводится аттестация рабочих по специальности сварщик ПНД. Соединение полиэтиленовых труб производится с нагревом пластика до относительно низких температур. Оборудование отличается от сварочного по металлу. Токи и напряжения, используемые в работе значительно ниже. Специалисты проходят аттестацию на умение правильно выбрать режимы и сделать качественное соединение.
Уровни аттестации НАКС
Всего существует четыре уровня аттестации:
- I уровень – выдается удостоверение аттестованного сварщика,
- II уровень – выдается удостоверение аттестованного мастера,
- III уровень – выдается удостоверение аттестованного технолога,
- IV уровень – выдается удостоверение аттестованного инженера.
Аттестация сварщиков 1 уровня необходима для:
— подготовки сварщиков, которые выполняют сварочные (электро- и газо-) работы, для дальнейшей работы в области сварочного производства;
— подготовки сварщиков по новым методам и объектам;
— проверки уровня знаний и навыков работников, выполняющих сварочные работы;
Аттестации НАКС подлежат также следующие уровни специалистов предприятия:
2 уровень — специалисты, контролирующие выполнение сварочных работ (дают указания и контролируют процесс и результат сварки). К этой категории относятся прорабы и мастера;
3 уровень — руководители подразделений, отделов, которые обеспечивают выполнение работ в области производственной сварки. Они определяют технологию сварки на предприятии, подписывают технологические карты для сварочного процесса. К этой категории относятся технологи (начальники отделов, руководители рабочих групп);
4 уровень — руководители службы сварочного производства. Ими утверждаются все документы, на основании которых производятся сварочные работы. К этой категории относятся технологи и инженера.
Специальная подготовка
Не менее чем за 3 месяца до аттестации, проводится специальная подготовка. Ее цель:
- ознакомление с процедурой аттестации;
- освоение технологических особенностей сварки;
- приемы работы по ремонту или монтажу конкретного оборудования;
- способы и новые методы контроля качества;
- требования по безопасной работе.
В процессе подготовки рабочие осваивают новый сварочный аппарат, приобретают навыки работы на нем. Руководителей знакомят с новыми технологиями, их применением при изготовлении продукции, типичной для предприятия, где они работают.
Заявками на прохождение специальной подготовки перед экзаменацией занимаются руководители предприятий, одновременно с прохождением сертификации продукции, изготавливаемой сваркой. Сами сварщики и специалисты могут подать от себя заявку и пройти переподготовку, если истекает срок действия удостоверения или на участке, где они работают, внедряют новые технологии и устанавливают современное оборудование.
Специальная подготовка проводится при переходе предприятия на изготовление другой продукции.
При желании рабочего повысить разряд, он проходит специальное обучение и приобретает практические навыки выполнения более сложных видов сварки.
Специалисты, планируя перейти на более высокую должность, например с мастера на технолога, должны сначала на курсах изучить теорию. Затем при аттестации они демонстрируют свои знания и умение их использовать.
Набор групп проводится по месту расположения предприятия или проживания специалиста, если он сам заявляет о желании пройти спецподготовку.
Магнитографический метод проверки сварочных работ.
Магнитографический метод – это метод, который основан на способности магнитного силового потока отклоняться от дефектов сварного шва. Такие магнитные силовые линии выходят на поверхность металла и создают поля рассеивания магнитного потока. Поля рассеивания фиксируются на ферромагнитной пленке, а затем анализируются специалистами. Каждый дефект имеет свое характерное изображение поля рассеивания. Контроль качества сварных работ этим методом производится воспроизводящими устройствами: намагничивающим устройством ПНУ или магнитографическим дефектоскопом МГК-1 и МДУ-2У.
Намагничивающее устройство – это электромагнит с источником постоянного напряжения (3 — 12 В). С помощью него создается магнитный силовой поток в сварном шве с последующей фиксацией на ферромагнитную пленку.
Все вышеизложенные методы контроля сварочных работ являются наиболее популярными методами проверки и дают качественную проверку сварочных работ.
После того, как произведен контроль качества сварочных работ, результаты проверок фиксируются в сварочных журналах и на сварочных схемах чертежей.
Организационная структура
САСв является самостоятельной и независимой структурой. Она подчиняется РосТехнадзору, имеет президиум и разветвленную систему. Дирекция руководит федеральными и региональными представителями, а также группами экспертов НАКС.
Вторая ветвь организации – технический совет. Он состоит из 10 комитетов по разным направлениям деятельности.
Аттестация проводится несколькими направлениями. Проверяются обязательно материалы, оборудование и применяемые технологии.
Каждое направление имеет аттестационные центры. В обязанности ветвь по аттестации персонала входит организация комиссий и переподготовкой кадров.
Общая информация
Сварщик — одна из самых востребованных рабочих профессий на данный момент. Профессиональные сварщики без труда находят работу, получают достойную оплату и дополнительные льготы за риск для здоровья.
Да, сварочное дело — это не самая простая работа. Порой приходиться трудиться в тяжелых условиях, негативно влияющих на здоровье. К тому же, у сварщиков нередко наблюдаются проблемы со зрением, несмотря на использование защитной маски.
Однако, при полном соблюдении техники безопасности и Трудового кодекса такая работа наносит минимальный вред и при этом дает стабильный заработок в любой стране. Участились случаи, когда наши соотечественники переезжают за рубеж и устраиваются там на сварочное производство.
Требования к профессиональной подготовке
Сварщики аттестуются по 3 дисциплинам:
- общеобразовательная теория;
- знания по профессии;
- практическое умение.
При наличии у рабочего среднего или высшего образования, он освобождается от общей теории. Высшее образование по сварке позволяет не сдавать теорию по практическому предмету. Знания по безопасным методам работы и пожарной безопасности сдаются всеми рабочими и специалистами регулярно.
Умение варить изделия определенной сложности проверяются комиссией в обязательном порядке на нескольких образцах разного типа.
Сварщик проходит специальный курс подготовки, чтобы знать все требования, которые могут предъявить к его умению работать. Например, допускается ли выполнять сварку полупериметра стыка при аттестации. Для рабочего, аттестованного на работу с трубопроводами, допустимо варить только половину стыка, при условии, если труба имеет диаметр более 1020 мм. При этом он частично должен захватить низ и верх, продемонстрировать свое умение работать потолок.
Если диаметр трубы 25 – 100 мм, делается минимум 2 кольцевых шва. Для соединения трубопровода до 25 мм, количество выполненных соединений 5.
Контроль качества стыков: визуальный, физическими и механическими испытаниями.
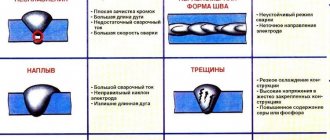
Визуальный осмотр проводится после очистки сваренного изделия от брызг и шлака. Критерием качества визуального осмотра является то, чтобы швы имели мелкочешуйчатую текстуру с выпуклой поверхностью и плавным переходом к свариваемым частям металла. Высота выпуклости сварного шва должна быть не выше 1-3 мм. При несоблюдении технологии сварки или не качественных сварочных материалах возникают дефекты сварного шва.
Визуальным контролем выявляются следующие дефекты:
- наружные трещины;
- пористость шва;
- зашлакованность шва;
- чрезмерное усилие шва;
- малое усилие шва.
Физическими испытаниями выявляются следующие дефекты:
- непровар корня, глубиной более 10%;
- непровар по сечению шва;
- боковой непровар;
- прожог;
- внутренние трещины любых размеров и направлений.
Стык с выявленным дефектом подлежит вырезке или вырубке небольшой части (непроваренной, шлаковой), если сварочный шов достаточно длинный.
Механическими испытаниями подтверждается предел прочности сварного соединения и угол загиба не менее 120 градусов – при электродуговой сварки и не менее 100 градусов – при газовой сварке. При выявлении недостатков по какому-либо испытанию проводится повторная проверка на удвоенном количестве стыков. При получении неудовлетворительных результатов сварщик отстраняется от работы и направляется на курсы повышения квалификации.
Аттестация сварщиков
Для выпускников училищ, которые только закончили обучение специальности, должна проводиться аттестация. Они сдают первичный экзамен на владение профессией и получают удостоверение. Они должны доходчиво изложить суть процесса сварки, ответить на теоретические вопросы, продемонстрировать знание предмета и умение. Через 2 – 3 года, для продления срока действия документа, порядок аттестации предусматривает периодический экзамен.
В случае, если поведение рабочего не соответствует общепринятым правилам, или руководители сомневаются в качестве его работы, сварщик может подлежать внеочередной переаттестации.
При повышении квалификации, должна проводиться дополнительная аттестация. Порядок сдачи теории и практических навыков утвержден и соответствует общей схеме. Рабочий сдает теорию и варит образец, соответствующий новому разряду. Таким образом, он подтверждает статус специалиста высоко разряда.
Все типы аттестаций содержат одинаковые требования по сдаче теории и практики.
Билет – технологическая карта, должна включать в себя:
- способ наплавки или сварки;
- наплавочные материалы;
- присадки;
- комбинации расходных материалов;
- тип оборудования;
- форма разделки кромок;
- режим сварки;
- температуры подогревов.
Все данные, заложенные в аттестационную технологическую карту должны соответствовать тем, что используются непосредственно на предприятии, где работает аттестуемый.
Начальник ОТК, член аттестационной комиссии завода АМЗ Твердохлебов В. П.: «Периодическая аттестация может быть перенесена, если например, у сварщика еще не закончилась вахта, и он находится в командировке. При изготовлении изделий с повышенными требованиями прочности, герметичности и других параметров, периодические аттестации исполнителей могут быть занесены в технологию. Например периодичность 3 месяца. Тогда все, кто работает на данной операции, не зависимо от действия удостоверения, каждые 3 месяца проходят аттестацию. Сваренные ими образцы разрезаются, проходят механические испытания и лабораторные исследования макро и микроструктуры».
Аттестация сварщиков
12.1. Общие положения
1. Настоящие Правила подготовки и аттестации сварщиков на федеральном железнодорожном транспорте (далее — Правила) определяют:
- порядок подготовки к аттестации и аттестации сварщиков второго и выше разрядов и специалистов сварочного производства, занятых выполнением сварочных работ на федеральном железнодорожном транспорте;
- порядок проведения теоретических и практических занятий;
- требования к составу аттестационных комиссий;
- требования к результатам испытаний и форме документов, оформляемых при аттестации.
Под сварочными работами понимаются как собственно сварка, так и наплавка, напыление различными способами, резка и пайка металла.
2. Аттестация сварщиков проводится в целях установления достаточности их теоретической и практической подготовки, проверки их знаний и навыков и предоставления им права выполнять работы на объектах федерального железнодорожного транспорта.
3. При аттестации сварщиков, занятых на работах по изготовлению, реконструкции, монтажу и ремонту объектов, подведомственных Госгортехнадзору России, следует руководствоваться Правилами аттестации сварщиков и специалистов сварочного производства, утвержденными Госгортехнадзором России 30 октября 1998 г. № 63.
12.2. Организация работ по аттестации сварщиков на федеральном железнодорожном транспорте
1. Аттестация сварщиков проводится аттестационными комиссиями, создаваемыми временно, на срок проведения аттестации, или постоянно действующими: на линейных предприятиях железных дорог и отделений железных дорог, на заводах по ремонту подвижного состава и других ремонтных предприятиях ОАО «РЖД»; в дорожных аттестационных центрах железных дорог и их аттестационных пунктах отделений железных дорог, в аттестационных центрах, созданных при учебных учреждениях и научно-исследовательских организациях ОАО «РЖД» (далее — организации).
2. Аттестационными комиссиями организаций осуществляется проверка теоретических знаний и практических навыков аттестуемых сварщиков в соответствии с требованиями настоящих Правил.
3. Дорожные и другие аттестационные центры и пункты создаются в соответствии с законодательством Российской Федерации и руководствуются в своей деятельности положениями об аттестационных центрах, утверждаемыми ОАО «РЖД».
4. В состав аттестационных комиссий должно включаться не менее одного аттестованного технолога-сварщика или инженера-сварщика, т. е. специалиста не ниже III уровня профессиональной подготовки в соответствии с системой аттестации сварщиков и специалистов сварочного производства (САСв), предусмотренной Правилами аттестации и специалистов сварочного производства Госгортехнадзора России от 30 октября 1998 г. №63.
5. В состав аттестационных комиссий входят.
- Председатель комиссии — главный инженер организации. При отсутствии должности главного инженера председателем комиссии назначается руководитель организации, его заместитель или главный сварщик (при наличии такой должность в организации).
- Секретарь комиссии — инженер по подготовке кадров или технолог, назначенный приказом по предприятию ответственным за сварочное производство.
- Члены комиссии: начальник технического отдела или специалист технического отдела, отвечающий за сварочные технологии; главный сварщик организации; приемщик подвижного состава (или других объектов) ОАО «РЖД»; работник ОТК; инженер по охране труда.
Кроме того, в состав аттестационной комиссии могут быть включены: мастер, руководящий сварщиками; начальник цеха или участка; представитель технического отдела соответствующей службы ЖМП дороги, ведающий вопросами сварочного производства; представитель органа пожарной безопасности.
6. Если организация не располагает необходимой производственной базой для аттестации сварщиков или не имеет в штате инженерно-технических работников по сварочному производству, то сварщиков аттестуют в любом из аттестационных центров, в организациях других отраслей экономики, где действует аналогичная система аттестации сварщиков.
7. Ответственность за соблюдение настоящих Правил налагается на руководителя или главного инженера организации.
12.3. Порядок допуска сварщиков к аттестации
1. К аттестации по всем видам сварочных работ допускаются сварщики не моложе 18 лет, имеющие свидетельство об окончании специальном учебного заведения или курсов по сварке, квалификационный разряд, соответствующий характеру работы, на право выполнения которой производится аттестация.
2. Сварщики, перешедшие на работу из других организаций, выпускники специализированных учебных заведений или курсов и имеющие удостоверение или карточку-вкладыш, выданные в соответствии с настоящими Правилами или аттестованные по правилам Госгортехнадзора, при поступлении на работу могут освобождаться от первичной аттестации, если допуск к ответственным сварочным работам не просрочен и соответствует виду работы, которую сварщик будет выполнять в данной организации.
3. Аттестация сварщиков подразделяется на первичную, дополнительную, периодическую и внеочередную.
Первичную аттестацию проходят все сварщики, вновь поступившие на работу в организацию и не имеющие допуска к сварочным работам. При этом они сдают теоретический и практический экзамены.
4. Дополнительную аттестацию проходят сварщики, прошедшие ранее первичную аттестацию, перед их допуском к сварочным работам, не указанным в их аттестационных удостоверениях, а также после перерыва свыше 6 месяцев в выполнении сварочных работ, указанных в их аттестационных удостоверениях. При дополнительной аттестации сварщики сдают теоретический и практический экзамены.
5. Периодическую аттестацию каждые 2 года проходят все сварщики в целях продления срока действия их аттестационных удостоверений на выполнение соответствующих сварочных работ. При периодической аттестации сварщики сдают теоретический и практический экзамены.
6. Внеочередную аттестацию по решению руководителя организации должны проходить сварщики перед их допуском к выполнению сварочных работ после их временного отстранения от работы за нарушение технологии сварочных работ или повторяющееся неудовлетворительное качество выполняемых ими работ, а также за нарушение правил безопасности. При внеочередной аттестации сварщики сдают теоретический и практический экзамен.
7. В случае, если сварщик имеет опыт работы по ручной сварке, то в стаж его работы при аттестации на сварку механизированными или автоматическими способами сварки разрешается засчитывать стаж работы по ручной сварке.
8. В случае, если сварщик имеет опыт работы по механизированным способам сварки, то в стаж его работы при аттестации на сварку автоматическими способами сварки разрешается насчитывать стаж работы по механизированным способам сварки.
9. Аттестуемый сварщик должен уметь выполнять сварочные работы, с соблюдением требований технологической документации и правил безопасности.
12.4. Порядок работы аттестационных комиссий организаций
1.Работа по аттестации сварщиков проводится по графику, утверждаемому руководителем организации или его заместителем.
2. Учет своевременного прохождения сварщиками переаттестации по истечении срока действия удостоверения, оформление документов для направления на комиссию осуществляется лицом, назначенным приказом руководителя организации.
3. Все члены аттестационной комиссии организации должны быть извещены о начале работы комиссии, при этом члены комиссии, работающие в данной организации, предупреждаются не менее чем за пять дней, а члены комиссии других организаций — не менее чем за десять дней до начала работы комиссии.
В случае невозможности участия в работе аттестационной комиссии организации, члены комиссии должны поставить в известность председателя не позднее чем за три дня до начала работы комиссии.
4. Аттестационная комиссия организации правомочна проводить теоретические испытания, если на заседании присутствуют: председатель комиссии, секретарь, приемщик подвижного состава (или других объектов ОАО «РЖД») или работник ОТК, инженер по охране труда. В случае отсутствия кого-либо из вышеперечисленных лиц теоретические испытания переносятся на другое время.
5. О месте и времени проведения теоретических испытаний, а также о контрольных вопросах сварщики, допущенные к аттестации, должны быть извещены членами аттестационной комиссии организации не менее чем за две недели.
6. Занятия со сварщиками по теоретической подготовке проводят специалисты, имеющие специальное среднетехническое или высшее образование по сварочному производству или специалисты, имеющие высшее техническое образование и стаж работы по сварке не менее 5 лет.
7. Допускается теоретическая подготовка сварщиков в специализированных учебных заведениях, занимающихся обучением по специальностям сварочного производства. При этом в заявке или договоре организации на теоретическое обучение сварщиков должны быть конкретно указаны:
- характер выполняемой работы;
- по каким пунктам программы теоретической подготовки настоящих Правил (раздел 7) должно быть проведено обучение сварщика.
8. Протоколы аттестационной комиссии вместе с протоколами лабораторных испытаний образцов должны храниться 3 года в техническом отделе или отделе кадров организации.
Обновлено: 22.11.2011 16:02
Карьерный рост
У сварщика может быть карьерный рост, и немаленький. Все зависит от стремлений и навыков мастера. Чем выше ваш разряд по сварке, тем лучше заработная плата и востребованнее именно ваша кандидатура.
Выпускники ПТУ, колледжей и техникумов недолго ищут работу. А все потому, что сварщики необходимы во многих отраслях. Поначалу заработок будет небольшим, но с развитием карьеры можно добиться очень хорошего финансового положения. Особенно, если работать заграницей.
Самые низкие зарплаты у сварщиков в ЖКХ, самые высокие — у мастеров на частных производствах, где требуются высококвалифицированные работники.
Для начала можно устроиться в жилищно-коммунальную службу или на стройку. Это пыльная работа, малооплачиваемая и зачастую не самая комфортная. Но со временем вы можете получить более высокую квалификацию и устроиться на современное производство.