Проходной отогнутый токарный резец – специальный инструмент для обработки металлоконструкций, который прежде всего предназначен для ликвидации неровностей на наружных поверхностях различных деталей вращений, таких как цилиндрические валки и прочие элементы конической формы.
За счёт универсальных возможностей эксплуатации, такие резцы получили наибольшую популярность чем подобные инструменты прямого типа. С помощью проходных отогнутых резцов выполняют такие работы как:
- черновая и чистовая обработка наружных и внутренних плоскостей деталей;
- торцевание заготовок конического и цилиндрического типа;
- снятие фасок под определённым градусом;
- нарезка резьбы;
- устранение лишних элементов конструкции.
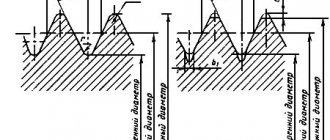
Характеристики по геометрии ГОСТ 18877 73
Основной составляющей частью резца является его головка, располагающаяся на вершине стержня инструмента, и фиксируется в резцедержателе. Головка резца имеет одну переднюю кромку и две задние (основная и вспомогательная). Передняя кромка позволяет обеспечить более качественный сход стружки с поверхности обрабатываемого изделия.
Основная работа инструмента осуществляется при помощи особой вершины в резце, которая образовывается в месте пересечения основной, вспомогательной и передней кромок. В любой модели формируется собственный угол, который позволяет произвести изделие максимально удовлетворять требованиям и условиям применения. К примеру, для процесса формирования детали ступенчатого типа используют резец с общим углом в размере 90 градусов.
Советы по выбору расточного резца
Чтобы правильно подобрать расточной резец для обработки конкретного отверстия, необходимо учесть следующие моменты:
- из какого материала должна быть изготовлена рабочая часть: здесь нужно знать, какой металл будет подвергнут обработке и какие режимы обработки;
- геометрию резца – его рабочей части: этот параметр исходит из задач обработки;
- показатель виброустойчивости и прочности тела инструмента и кромки, которая режет: основополагающее здесь – режим обработки, наличие или отсутствие охладителя;
- размер резца и его форма диктуется размером отверстия и задачами обработки;
- конструкцию и способ фиксации режущей пластины, если она съемная;
- тип отделения стружки от поверхности при обработке;
- форму и тип резцедержателя в станке.
Плюсы и минусы
Достаточно сложно определить плюсы и минусы такого изделия. Прежде всего, несомненным плюсом будет являться его универсальность в работе. Таким инструментом можно выполнять множество типов действий (черновая и чистовая отделка, формирование резьбы, торцевание различных деталей и мн. др.).
Минусом же такого инструмента является его расходность. Токарные резцы – это прежде всего расходные материалы и при эксплуатации они часто ломаются, стачиваются и приходят в негодность. Поэтому прежде, чем выполнять какие-либо токарные мероприятия следует запастись инструментами впрок.
Разновидности и классификация
Проходные отогнутые резцы можно разделить на две категории: черновые и чистовые. Черновые инструменты позволяют выполнять работы по грубой обработке изделий. Общий радиус их закругления значительно ниже, чем у резцов, применяемых для чистовых работ, но при этом такие инструменты обладают довольно хорошим уровнем устойчивости и могут более длительное время эксплуатироваться.
Чистовые приборы имеют уже меньший радиус закругления, чем черновые, что, в свою очередь, даёт возможность обработать рабочую поверхность более аккуратно и достичь необходимого эффекта. Как правило, их используют на финальном этапе изготовления небольших деталей.
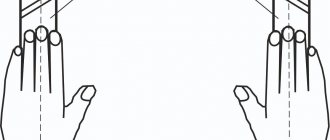
Помимо этого, различают левые и правые проходные отогнутые резцы. Данная классификация основывается на положении режущей кромки резца. Движение токарных резцов левого типа осуществляется слева направо. При этом, если такой резец положить на левую руку, то со стороны большого пальца руки будет располагаться общая режущая кромка инструмента.
Движение токарных резцов правого типа осуществляется справа налево. Такие резцы получили наибольшее распространение. А если правый резец положить в правую руку, то аналогично с ситуацией, с левым резцом общая кромка будет упираться в большой палец руки.
Также, проходные отогнутые резцы можно разделить потому, из какого материала они были изготовлены. Чаще всего такие резцы делают из материалов твёрдых сплавов, но при этом существуют и резцы из стали быстрорежущего типа.
Виды и назначение
Резцами проходными грубо обдирают заготовки из стали, сплавов и цветных металлов, а также производят чистовое точение. Ниже описаны их виды.
Прямой
Используют для резки конических и цилиндрических деталей.
Головки прямые. Если точение идет слева направо, используют проходной левый резец. При движении суппорта справа налево ставят правый резец. Хорошо подходят для черновой обдирки т. к. имеют большую жесткость.
Отогнутые
Рабочая часть изогнута в левую или правую сторону. Для обработки конических, цилиндрических, торцевых поверхностей и снятия фасок. Можно работать близко к кулачкам патрона. Универсальные, чем другие типы и чаще применяются.
Упорные
Упорными допускается резка заготовок ступеньками. Могут снимать до 5 мм. толщины металла за проход.
Часто выполняют с отгибами в рабочей части вправо или влево.
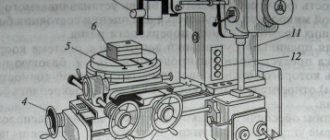
Сборные
Рабочая часть резца 1, в которую посажен штифт 3, на него надевают твердосплавную пластинку 2. Закрепляется клином 5 и винтом 4. Так она надёжно зажимается в корпусе резца.
Пластинки выпускают 3-х, 4-х, 5 и 6-гранные. Преимущества: сокращается время на обработку детали, хороший отвод стружки. Вместо заточки, делают поворот пластинки.
Пластинки дешевле целого резца. Можно ставить на одну державку по очереди пластины из разных сплавов. Оптимальны в чистовом точении.
Критерии по выбору
Несмотря на то, что токарные резцы относят к расходным элементам токарного станка, к их выбору, как и к выбору любого другого инструмента, следует подходить с ответственностью. Правильно выбранный токарный резец позволит более длительную эксплуатацию и более качественную обработку изделий. Прежде всего, стоит учесть то, какие работы будут выполняться.
Если круг работ достаточно широк, и включает в себя обработку разных типов деталей, то стоит запастись не одни типом резца, а сразу несколькими. Предпочтительнее приобрести набор резцов. Так вы будете максимально спокойны в том случае, если у вас не окажется под рукой необходимого вам резца.
Также, следует учесть размер обрабатываемой заготовки. От размера заготовки зависит и выбор размера резца. Чаще всего приобретают резец среднего размера. Они более универсальны и позволяют работать с различными изделиями, не требуя при этом замены.
Ещё одни критерием выбора должен стать материал изготовления инструмента. Когда обрабатываемое изделие выполнено из мягкого и незакаленного металла, выбирают резцы, материалом для изготовления которых служит быстрорежущая сталь.
В случае, когда обработка будет идти по жёстким материалам, использую резцы из твердосплавных материалов. Такие резцы устойчивы к вибрационным колебаниям и температурным перепадам, а длительность их службы значительно выше.
Какие есть режимы работы
Эксплуатация проходных отогнутых токарных резцов довольно проста, и в зависимости от формы обрабатываемого изделия и метода обработки может быть осуществлена в продольном или поперечном направлении. В самом начале осуществляют черновую обработку поверхности только одним инструментом, которое будет предназначено для этих целей.
Стоит отметить, что инструменты, предназначенные для черновых работ, не рекомендуется использовать на чистовых работах и наоборот. При черновых работах допускается удаление металла обрабатываемой поверхности до 5 миллиметров за несколько проходов. После черновых работ с целью соблюдения более точных метрических показателей изделия. Толщина снимаемого металла не должна при этом быть больше десятых долей миллиметра.
Резец проходной отогнутый
Инструменты этого типа можно подразделить на чистовые и черновые виды. Чистовые обладают значительно большим радиусом закругления. Это позволяет получить более точно обработанную поверхность. Их используют на конечной стадии производства и для создания относительно небольших деталей. Если нужно добиться особой гладкости и чистоты, то, как правило, применяют лопаточные резцы, которые помогают добиться лучших результатов.
Черновые применяются для грубой обработки. Радиус закругления у них ниже, но и крепость заметно выше. Они отлично подходят для тех случаев, когда требуется снимать большое количество металла с заготовки. Рабочий ресурс у них значительно выше, поэтому, с экономической точки зрения обработка двумя видами резцов выходит значительно выгоднее. Точность у них меньше, но первый этап снятия они сделают быстрее.
Помимо этого, можно еще выделить такие виды как резец проходной отогнутый правый и левый. Здесь они отличаются расположением режущей кромки, как и на многих других разновидностей данных инструментов.
Основные размеры проходных отогнутых резцов
| Высота,мм | Ширина,мм | Длина,мм |
| 16 | 10 | 110 |
| 20 | 12 | 120 |
| 25 | 16 | 140 |
| 25 | 20 | 170 |
| 32 | 25 | 170 |
| 40 | 25 | 200 |
| 40 | 32 | 240 |
| 40 | 40 | 240 |
| 50 | 40 | 240 |
| 50 | 50 | 240 |
Резец проходной отогнутый изготавливается преимущественно из твердосплавных материалов, ведь в основном заготовки состоят из жестких материалов, но также могут использоваться и инструменты из быстрорежущей стали.
Геометрия проходного отогнутого резца
Основной рабочей частью резца является его головка, которая располагается на стержне. Он вставляется в резцедержатель для последующей работы. На передней поверхности головки имеется поверхность, которая обеспечивает сход стружки. Также существует две задние кромки вспомогательная и основная. Ими называют те поверхности, которые обращены к детали, подвергающейся обработке.
Основная работа резания осуществляется главной режущей кромкой. Данная часть образуется на пересечении главной задней и передней поверхности инструмента. В конструкции предусмотрена и вспомогательная режущая кромка, образовавшаяся на пересечении вспомогательных передней и задней поверхностей. Пересечение вспомогательной и главной режущей кромки образует вершину резца. В каждой модели создается свой уникальный угол, который делает изделие более подходящим для тех или иных целей. К примеру, для обработки детали ступенчатого типа требуется резец с углом в 90 градусов.
Выбор проходного отогнутого резца
Резцы проходные токарные отогнутые выпускаются в нескольких вариантах, в которых отличаются размеры, материал резца и другие параметры. При выборе следует обращают внимание на то, с какими заготовками придется иметь дело. Если в производстве используется широкий круг деталей, то следует иметь не один резец проходной изогнутый, а целый набор для различных случаев.
Размер изделия подбирается согласно размерам заготовки. Наиболее распространенными являются средние варианты, которые не требуют замены для большинства работ с различными видами изделий. «Совет профессионалов! Частая замена резцов приводит к большой потере времени в работе и к простою оборудования, так что следует заранее определяться с наиболее оптимальными вариантами.»
Относительно материала здесь наблюдается простая тенденция, когда мягкие и незакаленные сорта металла обрабатывают резцы проходные отогнутые левые и правые, которые сделаны из быстрорежущей стали. Он более дешевые, но менее практичные, если речь идет о жестких материалах. В данном случае следует использовать резец проходной отогнутый с резцом из твердосплавных материалов. Они отлично противостоят вибрациям и температуре, которая повышается во время работы, поэтому, срок их службы намного дольше.
Режимы резания
Резец токарный проходной отогнутый используется в достаточно простых режимах работы. Им осуществляется продольные и поперечные движения, в зависимости от профиля обработки. Выбрать и заказать саморезы для металлического профиля по самой выгодной цене в Украине можно на Stream. Рекомендуется для начала сделать черновую обработку одним инструментом, предназначенным именно для этой цели, а далее сделать уже чистовой проход по практически готовой поверхности. Если в черновой обработки постепенно снимается толщина до нескольких миллиметров, то при чистовой этот показатель идет в десятых долей миллиметра за несколько проходов.
Маркировка
На примере такого инструмента, как резец проходной отогнутый Т15К6 можно рассмотреть пример маркировки. Рабочая поверхность здесь выполнена из твердосплавных материалов, которые относятся к титановольфрамовой группе. Содержание кобальта (К6) составляет 6%, а карбида титана (Т15) – 15%.