Иногда пайка нержавеющей стали предпочтительнее сварки. Пайку применяют для тонкостенных изделий, на которые нет сильной нагрузки, и в тех случаях, когда не хотят получить коробление от нагрева.
При этом надо учитывать, что некоторые виды нержавейки требуют к себе определенного подхода с учетом их состава и технологии изготовления. К примеру, наклепанные нержавеющие сплавы при высокой температуре растрескиваются, поэтому их пайку проводят без нагрузок, предварительно проведя отжиг металла. Есть и другие тонкости.
Инвентарь
Для проведения работ нужно заранее подготовить все необходимые инструменты. Если пайка стали проводится в домашних условиях, нужен следующий инвентарь:
- Электрический паяльник. Оптимальная мощность оборудования — 100Вт. Как аналогичный вариант можно использовать ручную пропановую горелку.
- Раствор для обезжиривания рабочей поверхности.
- Флюс для пайки.
- Припой на основе олова.
- Ветошь.
Нельзя забывать про средства индивидуальной защиты — защитные очки, перчатки, костюм для работы и респиратор.
Типы припоев
Припой для пайки нержавейки считается основным расходным материалом при проведении работ. Существует две группы припоев:
- Мягкие — смеси, изготавливающиеся из свинца и олова. Эти материалы увеличивают показатели пластичности и текучести расходного материала для создания соединительного шва. Недостаток мягких составов — низкая прочность отвердевшего материала.
- Твердые — используются в мастерских и на предприятиях. Составы содержат в себе 30% технического серебра, благодаря которому соединение получается прочным и долговечным.
Приготовление флюса
Правильная пайка нержавеющей стали требует от человека грамотного выбора флюса. Связано это с тем, что устойчивые к воздействию коррозийных процессов сплавы легко повредить в процессе сварки. Чтобы не допустить ошибки при выборе покупной смеси, можно приготовить её самостоятельно. Изготовление флюса:
- Взять порцию буры и такое же количество борной кислоты.
- Перемешать компоненты между собой.
- Разбавить чистой водой.
- Мешать до образования однородной массы.
Готовый состав наносится на место спайки. После высыхания увеличивается показатель адгезии к обрабатываемой поверхности.
Самодельные флюсы не уступают покупным составам. Чтобы увеличить его эффективность, перед нанесением вещества требуется обработать металлическую поверхность наждачной бумагой или надфилем.
Нанесение флюса на трубку
Это интересно: Шлифование
Теория
Медь – один из древнейших металлов, который используется людьми для создания различных украшения, приспособлений и коммуникаций. Характеризуется высокой пластичностью и розовато-красным цветом, иногда с золотистым оттенком. В домашнем хозяйстве медь наиболее часто применяется в водопроводных трубах, в отоплении, т. к. она не поддается коррозии и устойчива к перепадам температур.
Фото — медные соединения
Существует множество видов пайки, для меди применяется капиллярная. Она позволяет максимально аккуратно и прочно соединить две части трубопровода или радиодеталей. Также это термическое воздействие делится на:
Высокотемпературная пайка характеризуется более высокой прочностью шва. Помимо этого она позволяет обеспечить соединению термоустойчивость, что очень важно для различных коммуникаций. Но при этом, этот вид работ не используется на резьбовых соединениях. Для проведения такой пайки требуется специальное оборудование – горелка с пьезоподжигом и ацетилом, пропаном.
Фото — медные элементы
Низкотемпературная используется при работе с мягкими припоями (пастями, гелями). Главное достоинство этой методики – простота и легкость проведения работ. Проводится при температуре ниже, чем 425 градусов, поэтому спайка может производиться даже паяльником. Он заключается в том, что под воздействием определенной температуре припой, нанесенный на зазор между деталью и соединяемым участком, расширяется, закрывая собой зазор.
Фото — процесс пайки
Также есть одно важное правило, которое нельзя нарушать ни в коем случае. Пайка меди и алюминия, или алюминия с латунью строго запрещена. Она выполняется для электрических проводов, например, если нужно разветвить проводку в старых домах. Это запрещено из-за разности линейного теплового расширения металлов и вероятности короткого замыкания в месте стыка.
Недостатки пайки нержавейки оловом
- Пайка уступает многим другим процессам получения неразъемного соединения по крепости, так что для ответственных конструкций ее нельзя применять;
- Из-за применения олова температурный диапазон эксплуатации деталей снижается, так как материал может расплавиться;
- Остаются сложности с поведением нержавейки в жидком состоянии.
Режимы пайки оловом
| Температура пламени горелки, градусов целься | Мощность паяльника, Вт | Время воздействия, секунды | Диаметр припоя, мм |
| 232-240 | 80-100 | 5-10 | 2-4 |
Подготовка оборудования и необходимых материалов
Пайка оловом нержавейки предполагает правильный подбор инструментов и прочего оборудования. Для этого вам понадобится:
- Паяльник или газовая горелка;
- Растворитель;
- Припой;
- Металлическая щетка;
- Флюс;
- Защитные перчатки;
- Ткань для протирки.
Паяльник желательно брать мощностью в 100 Вт, так как менее мощные модели не смогут расплавить материал.
Паяльник для пайки нержавейки
Если речь идет о соединениях больших размерах, то здесь может потребоваться и более мощный паяльник. Жало инструмента должно быть необгораемым, так как это существенно увеличивает срок его службы. Следует отметить, что возможности паяльника являются ограниченными, так как он может работать только с легкоплавными припоями. Для такой пайки лучше всего подойдут бруски чистого олова или прутки из серии ПОС.
Бруски олова для пайки нержавейки
Первый вариант хорошо подходит для посуды и прочих емкостей, так как не содержит примесей. В качестве флюса лучше всего для данной разновидности использовать ортофосфорную кислоту. Ею необходимо обрабатывать места, где будет паяться металл и тогда схватывание будет на куда более высоком уровне.
Выбор припоя и других материалов
Пайка нержавейки паяльником предполагает грамотный подбор припоя, так как от него будет зависеть качество соединения. Одной из самых популярных в данном планет является серия «ПОС». В отличие от обыкновенного олова, которое продается для пайки в виде брусков, имеет еще дополнительные вкрапления свинца, что изменяет свойства материала. Стоит обратить внимание на марки:
- ПОС50Кд18;
- ПОС-61;
- ПОС-40.
В них может содержаться не только олово, но еще и кадмий, свинец и прочие металлы. Если вам нужно паять детали, которые будут соприкасаться с пищевыми продуктами, то в материале, кроме олова, ничего лишнего не должно быть, так как остальные вещи могут оказаться вредными для здоровья. Для нержавейки сложно подобрать флюс, так как далеко не каждый тут сможет пригодиться. Здесь требуется, так называемый «активный флюс», в качестве которого выступает паяльная кислота, ортофосфорная кислота или хлористый цинк. Желательно, как только он будет нанесен на поверхность, сразу начинать процедуру, чтобы флюс не взялся пленкой.
Технология пайки нержавейки оловом
Перед тем как начнется пайка нержавейки оловом, требуется очистить от окисной пленки, которая может образовываться на поверхности металла, а также от прочих загрязнений. Это делается при помощи металлической щетки или наждачной бумаги.
Зачистка металла перед пайкой
Затем проходит процедура обезжиривания, для чего понадобится растворителем, для чего можно использовать и ацетон.Когда поверхность будет очищена можно наносить флюс, если вы не используете комбинированный припой, который уже содержит его в своем составе.
Нанесение флюса
Далее происходит разогрев при помощи горелки или жала паяльника. При использовании горелки нужно следить за уровнем кислорода, так как при его избытке металл будет окисляться. Для распознавания такого параметра, необходимо обратить внимание на цвет пламени, так как в перенасыщенном составе оно будет светло-синим. Необходимо разогреть все место соединения до такой температуры, чтобы припой мог расплавиться.
Разогрев металла
Он должен плавиться не от горелки, а от разогретого ею металла. Припой укладывается в область, где находится стык, это делается постепенно, пока не будет заполнена вся область.
«Важно!
Это следует делать, пока излишки не начнут вытекать из зазоров, тогда можно гарантировать наилучшую степень схватывания.»
Контроль качества
Для этого используется ГОСТ 19249-73. Здесь могут использоваться методы контроля с разрушением и без. Среди них выделяют такие как:
- Радиационный контроль;
- Технический осмотр;
- Радиоскопический метод;
Меры безопасности
Когда происходит пайка нержавеющей стали оловом в домашних условиях, то следует соблюдать правила электробезопасности. Главной проблемой является то, что можно обжечься при контакте с паяльником, разогретым металлом или припоем. Также следует избегать вдыхания испарений металлов.
Почему пайка может не получиться?
- Недостаточно тщательная зачистка;
- Слабый подогрев металла;
- Неправильно подобран флюс или припой;
- На спаянный материал оказывалось физическое воздействие еще до того, как он застынет.
Используемые инструменты и материалы
Пайку медных труб выполняют такими инструментами и материалами:
- Расходные материалы.
- Газовая горелка.
- Припой.
- Флюс.
- Вспомогательные принадлежности.
Расходные материалы
В качестве расходных материалов для пайки используются трубы и фитинги.
В зависимости от технологии изготовления различают медные трубы:
- отожжённые;
- неотожженные.
Отожжённые трубы после изготовления закаливают при температуре 600–700ᵒC. Дополнительная термическая обработка увеличивает эластичность меди. Отожжённые трубы имеют повышенную пластичность и хорошо гнутся. Недостатком является относительная дороговизна и сниженная прочность.
Технические характеристики отожженной медной трубы
К сведению. Пламя горелки в момент нагревания стыка должно иметь ярко-синий цвет. Бледно-голубой цвет пламени говорит о чрезмерной насыщенности газовоздушной смеси кислородом.
Медная неотожженная труба
Неотожженные трубы имеют высокую прочность и сравнительно низкую стоимость. При прокладке коммуникациях их соединяют отдельными звеньями. Фиксацию таких медных труб осуществляют с помощью специальных соединительных элементов – фитингов.
Для пайки используются медные трубы с различным диаметром и толщиной стенки. Наиболее востребованными являются диметры от 10 до 42 мм и толщина стенок 1,0–3,0 мм.
Фитингом называют соединительный элемент для стыковки звеньев. В зависимости от назначения, фитинги могут иметь различную форму и конструкцию.
Наибольшее распространение получили следующие виды фитингов:
- муфты — при соединении двух труб;
- уголки — при их повороте;
- тройники — при создании разветвлений.
Специальные фитинги для пайки сетевых медных труб называют капиллярными. Внутренняя поверхность таких фитингов покрыта оловом. При высокотемпературной пайке олово плавится и растекается по поверхности стыкуемых элементов. Затвердевший расплав надежно соединяет трубные концы.
Газовая горелка
Газовой горелкой называют ручной инструмент для нагревания материалов открытым пламенем. Газовая горелка состоит из рабочей части и баллона для хранения газа. Рабочая часть предназначена для воспламенения и горения газовоздушной смеси. В качестве рабочего газа используется пропан. Давление и скорость подачи газа регулируется газовым редуктором.
Современные модели газовых горелок снабжены пьезоэлектрическим розжигом. Подача и прекращение подачи газа регулируется специальным вентилем. При отсутствии пламени обратный клапан автоматически перекрывает подачу газа.
Температура пламени достигает 1300ᵒC.
Устройство газовой горелки
Припой
Припоем (припаем) называют металл или сплав металлов, обладающих небольшой температурой плавления и высокой текучестью в жидкокристаллическом состоянии.
В зависимости от температуры плавления припайные сплавы бывают:
- легкоплавкие (температура плавления менее 450ᵒC);
- твердосплавные (температура плавления 450ᵒC и более).
Легкоплавкие (мягкие) припои используются для пайки элементов, не испытывающих значительных нагрузок. Большое распространение эти материалы получили в радиоэлектронной промышленности. С их помощью соединяют элементы радиоаппаратуры и электронных схем. В состав мягких материалов входят металлы с низкой температурой плавления (медь, свинец, олово, висмут, сурьма, кадмий, цинк).
К сведению. Необходимая длина припайной проволоки принимается равной диаметру спаиваемых труб.
Твердые (тугоплавкие) припои применяются для соединения металлов с повышенной температурой плавления (чугун, сталь, бронза и др.). Используются в продукции массового промышленного производства. Наибольшее распространение получили медно-цинковые припаи с марками ПМЦ-42 и ПМЦ-53.
Пайку медных труб проводят с помощью оловянно-свинцового припоя различных марок. Марку определяют по процентному содержанию вспомогательных металлов. Пайку медных труб в отечественной промышленности проводят припайными сплавами типа ПОС. Такие сплавы содержат сурьму, олово и свинец.
Флюс
Флюсом называют химический состав для улучшения сцепления соединяемых элементов.
В промышленности используются два типа флюсов:
- химически активные;
- химически пассивные.
Химически активные флюсы содержат кислотосодержащие компоненты (соляная и ортофосфорная кислоты, хлористые цинк и аммоний). Прекрасно удаляют жировой налет и окислившийся слой. Обладают высокой токсичностью. В процессе длительного использования вызывают разрушение соединяемых элементов.
Химически пассивные флюсы нейтральны в агрессивных средах и менее токсичны. К ним относятся различные составы и пасты на основе канифоли. После завершения пайки требуют удаления смывающим составом или растворителем.
Вспомогательные материалы
К вспомогательным материалам относятся:
- металлическая щетка;
- бумага наждачная на тканевой основе;
- остро заточенный нож.
Металлическая щетка используется для зачистки фитингов и внутренней поверхности труб.
Наждачная бумага используется для очистки внешней поверхности стыкуемых элементов.
Нож необходим для снятия внутренних фасок соединений в местах среза.
Используемое оборудование
Для того чтобы качественно отремонтировать изделия, нужно подготовить материалы, оборудование и изучить технологию. Чтобы паять нержавейку в мастерской на дому, потребуется:
- электропаяльник мощностью 100 Вт (портативная пропановая горелка);
- флюс;
- обезжириватель (растворитель);
- абразивная бумага, проволочная щетка, надфиль;
- оловянный припой;
- ветошь;
- средства защиты: перчатки, респиратор, защитные очки или прозрачный щиток.
Портативная пропановая горелка
Кроме того, для первичного прогрева массивных заготовок может понадобиться более мощный паяльник. Ортофосфорная кислота обеспечивает высококачественную очистку поверхности и быструю свёртываемость.
Пайка листов жести
Пайка жести (тонкого листового железа) является часто встречаемым процессом в изготовлении металлической тары. Но нередко и в домашних условиях приходится скреплять листы железа между собой, собирая герметичные конструкции. Поэтому перед тем как припаять один лист к другому, необходимо подготовить все нужное.
Для процесса пайки железа с помощью олова понадобится припой с небольшой концентрацией олова, к примеру, ПОС-40, флюс, паяльник и шило.
Флюс в процессе пайки железа выполняет функции растворителя и окислителя одновременно. То есть, сразу происходит смачивание металла и защита от окислительных процессов. В качестве флюсов используют канифоль и соляную кислоту или хлористый цинк и борную кислоту.
Что касается паяльника, то для проведения качественной пайки оловом лучше выбрать электрический инструмент мощностью более 40 Вт. Старый паяльный инструмент, который нагревается от пламени огня, сегодня практически не используют даже в домашних условиях.
Зачем нужен флюс?
Это вещество обеспечит равномерное растекание припоя по поверхности зоны пайки и создаст условия для качественной адгезии материала к металлическому покрытию. Флюсы в настоящее время классифицируются по степени воздействия на следующие разновидности:
- Неактивные (нейтральные), в составе которых отсутствуют кислоты. Помимо этого, они почти не проводят электроток.
- Активные (кислотные) флюсы.
- Защитные (антикоррозийные), цель которых — защитить зону пайки готового соединения от коррозии и разрушения.
Если возникает вопрос, для чего нужен флюс для пайки, то ответить можно так: это вещество необходимо для соблюдения технологии, поскольку оно обязательно понадобится в ходе паяльных работ. Однако способ применения состава зависит от его исходного состояния:
- если флюс находится в твердом состоянии, жало паяльника необходимо сначала окунуть в реагент, а после захватить им немного припоя;
- готовую жидкую смесь придется наносить на зону пайки с помощью кисточки;
- пастообразным веществом следует обрабатывать поверхность посредством обычной палочки.
Кроме того, флюс иногда продается в специальных тюбиках.
Как паять вольфрам: особенности
Схема аргонодуговой сварки вольфрама.
Вольфрамовые изделия имеют высокую прочность, что дает возможность применять их в определенных отраслях:
- ракетостроении;
- электроламповой отрасли;
- радиотехнике.
Вольфрам может иметь чистый вид или входить в состав сплава. Этот цветной металл очень хрупок и отличается тугоплавкостью, поэтому его обработка вызывает много сложностей. В связи с этим пайка вольфрама требует своеобразного подхода.
Операция пайки делается при температуре, которая меньше температуры рекристаллизации материала. Обычно она равна 1450 градусам. Если температура намного выше, то начинает уменьшаться прочность металла. Намного легче паять вольфрамовые изделия с деталями из этого же материала. Пайка с различными материалами всегда проходит очень сложно, так как материалы имеют различные параметры линейного расширения.
Прежде чем начинать паяльные работы, поверхность вольфрамовых деталей подвергается тщательной очистке. Ее делают несколькими способами:
- механической очисткой;
- травлением в кислоте, при этом применяют азотную или фтористоводородную кислоту.
Если кислота отсутствует, ее заменяет сильно нагретый едкий натр. После очистки вольфрам протирается спиртом, можно промыть его горячей водой.
Чтобы достигнуть идеальной чистоты и высокой плотности шва, паяльные работы нужно проводить в вакууме. Существует также несколько других восстановительных сред, однако они требуют предварительного покрытия металла никелем. Таким образом получается высокое смачивание вольфрама текущим припоем.
Необходимые приспособления
Прежде чем приступать к ремонту изделия, нужно подготовить такие инструменты и материалы:
Однако перед тем как припаять нержавейку к нержавейке и, соответственно, отремонтировать деталь, следует приобрести средства защиты: полиуретановые перчатки, очки и респиратор. Кроме того, для соединения крупных изделий может потребоваться более мощный паяльник, наконечник которого должен быть несгораемым: это не только увеличит срок службы, но и повысит технические параметры инструмента. Насчет припоя следует также сказать, что для пайки пищевой посуды или других емкостей подойдут бруски олова, поскольку в них содержится меньше вредных примесей.
Это интересно: Типы и характеристики абразивных кругов
Лужение как процесс. Простой самодельный инструмент для него
Лужение само по себе — замечательный способ уберечь многие металлы, но чаще всего медь и железо, от окисления кислородом воздуха, действия кислот и щелочей. В сущности, заключается в покрытии защищаемого металла, тонким слоем другого металла лучше противостоящего окислению. Одним из наиболее употребительных для этой цели металлов служит олово, на которое воздух и влага влияют весьма мало, а слабые растительные кислоты, жиры и прочие составные части пищевых продуктов совсем не действуют. Покрывание металлической поверхности тонким слоем олова называется лужением, а сам слой олова полудой. При покрывании металла оловом весьма важно получить совершенно равномерный, плотный и прочный оловянный слой, хорошо защищающий поверхность металла от окисления.
Луди, паяй, чуди безбожно.
Но не гуляй, куда не можно.
Главней запрета в мире нет.
Уверуй в это с юных лет.
Михаил Щербаков — «Заклинанье»
Стальные луженые тазы и кастрюли канули в прошлое, однако и сегодня лужение используется для защиты железа (стали) от пищевых щелочей и кислот. Существует такой, вполне распространенный материал как «белая жесть». В сущности, под этим понятием подразумевается вообще сталь листовая, покрытая защитным металлом, будь то цинк, хром или наше олово. Жесть покрытая оловом применяется именно в пищевой промышленности, в частности, из нее, делаются консервные банки и еще некоторые предметы кухонного-пищевого назначения.
Лужение также является неотъемлемой операцией предваряющей собственно пайку. Не важно, конструктивную или для электромонтажа. Собственно, обычно, электромонтажная пайка выглядит так — зачистка поверхностей, нанесения флюса, лужение. Спаиваемые поверхности или выводы складываются, при необходимости закрепляются. На место пайки наносится флюс. Место пайки прогревается и вносится припой, либо, каплю расплавленного припоя вносят на жале паяльника, к слову, также предварительно луженого (медные жала). После растекания припоя, нагрев убирают. Дождавшись полной его кристаллизации, а затем и остывания, место пайки промывают в случае необходимости от остатков флюса (особенно тщательно при использовании кислотных флюсов) и при необходимости изолируют. Следует знать, что принудительное охлаждение места пайки, существенно снижает механические показатели шва.
В радиолюбительской практике, лужение больших плоских поверхностей встречается при изготовлении печатных плат. Лудить дорожки платы стоит от того, что сделать это на плоской поверхности, единообразно, значительно проще, чем потом, при монтаже, для каждого элемента в отдельности. То есть, время не экономится совершенно, экономия на припое также сомнительна, учитывая последующую дополнительную возню. Тем не менее есть ряд преимуществ. Печатная плата с лужеными дорожками удобна в последующей сборке независимо от времени хранения, обеспечивает надежный механический контакт («общий», через винты крепления). Лужение, также устраняет мелкие дефекты дорожек и повышает их нагрузочную способность. Правда лудить паяльником, даже с большим и плоским «жалом» не особенно удобно. Такое лужение выглядит весьма неаккуратно — наплывы, иглы и несанкционированные перемычки, неравномерный трудно контролируемый слой полуды.
Для удобного и быстрого лужения некрупных железок, тех же печатных плат, можно применить способ погружения в расплав, для чего придется изготовить небольшую ванну со сплавом «Розе», разогреваемую обычной бытовой электрической плиткой.
Температура расплава 120—140° С. Чтобы предупредить окисление и появление шлаковой пленки на поверхности расплава, его заливают слоем химически чистого глицерина толщиной 20—25 мм. Процесс лужения происходит следующим образом. Щипцами с длинными ручками захватывают печатную плату и декапируют в 5%-ном растворе соляной кислоты, затем промывают 2—3 с в проточной воде и окунают на 1—2 с в расплав «Розе». Лишний расплав с печатной платы удаляют с помощью ракеля из вакуумной резины. После этого плата готова для сборки и монтажа навесных элементов. Установка для лужения должна быть обеспечена вытяжкой. Для стабилизации температуры расплава «Розе» в ванне можно использовать любой несложный терморегулятор. В качестве датчика температуры используется термопара «хромель-копель». Точность поддержания температуры ±10° С.
Разумеется, делать такую установку, стоит при сколь ни будь значительном количестве печатных плат или других не пищевых мелочей требующих лужения. Встречал когда то подобную установку на производстве и там, она использовалась для быстрого лужения концов монтажного провода.
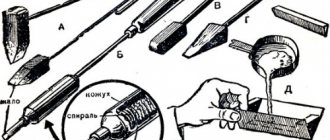
Для домашней мастерской такая установка, как правило, излишня, требует дополнительного, специально оборудованного места и изрядного количества дорогостоящего сплава «Розе». Однако же и ручное лужение вульгарным паяльником, можно несколько модернизировать, существенно улучшив результат. Потребуется лишь изготовить простейший инструмент из подручных материалов и взять паяльник несколько мощнее обычного. Суть способа, в применении капиллярного эффекта, этакого фломастера для припоя. Его запас в расплавленном, понятно, состоянии впитан в медную плетенку и при «закрашивании» расходуется значительно более экономно и равномерно, в сравнении с лужением «не вооруженным» паяльником.
Что было использовано в работе.
Инструменты
Набор инструментов для радиомонтажа. Потребуется довольно мощный (65…75 Вт) паяльник с принадлежностями. Очень удобна специальная струбцина для фиксировании печатной платы.
Материалы
Флюс, припой, медная плетенка, лучше поплотнее, лучше не луженая. Медная проволока, деревянная палочка размером, с карандаш.
Сделать такой инструмент проще простого, следует только подыскать подходящую плетенку. Обычно, это не составляет труда — мастера, это плюшкины первостатейные и скажем, остатки экранов после разделки кабелей не выбрасывают. Кроме того, подобную медную плетенку, используют как не длинные сильноточные гибкие проводники, часто для соединения или подключения в контурах заземления. Правда там она уже луженная, что в отдельных случаях может быть неудобным (применение другого припоя). Есть еще специальная тонкая медная плетенка для электромонтажа, она без лужения, ее используют для сбора излишков припоя, выпаивания элементов.
Здесь использованы экраны от силового кабеля с экранированными проводниками. Они довольно жиденькие. В руках другая, значительно более плотная плетенка. Луженая. Придется вложить, хотя бы, один кусочек в другой. Можно конечно использовать и один слой, но работать он будет несколько хуже — быстро растрепывается конец и количество впитанного припоя невелико. Распределяется он по поверхности менее равномерно. Длинна медной части лудилки около 6…7 см, при этом, 1.5…2 см, для крепления на палочке.
Отрезаем с некоторым запасом два кусочка плетенки.
Одну из них следует расширить. Для этого аккуратненько сжимаем ее к середине, с концов, при этом, диаметр ее существенно увеличивается. Окончательно расширяем заточенным карандашиком, но без фанатизма, не то, станет расплетаться.
Теперь аккуратно продергиваем второй кусочек плетенки. Можно для плотности сразу два. Затем тянем за концы наружной плетенки, она «съезжается», как термотрубка, плотно охватывая содержимое. Получаем заготовку нужной плотности. Кусачками выравниваем один край и снова расширяем его заточенным карандашиком. Теперь обе плетенки вместе.
Не глубоко, на длине, чуть более 20 мм. Это мы формируем посадочное место для ручки-палочки. К слову, теперь ее нужно сделать или подобрать. Проще всего, конечно выстругать отколов ножом или топором кусочек прямослойной доски, но это может быть и ручка от старой кисточки и, пожалуй, карандаш.
Не повредит, острым ножом, чуть отступив от края палочки организовать небольшую кольцевую выемку, чтобы наша оплетка не сползла с ручки — при работе ее придется тянуть с некоторым усилием. Затем подготовленную двухслойную плетенку нахлобучиваем на ручку и в месте выемки, приматываем нетолстой медной проволокой. «Узелок» можно закрепить крохотной капелькой припоя, но и так, как будто бы не разматывается. Осталось уточнить длину и подрезать конец — длина «свободной» части, для мягкой плетенки из тонкого провода, удобна около 5 см.
Лудим конец плетенки тем припоем, которым предполагаем работать, при этом провода на конце частично расплетаются, это допустимо. Лудится несколько сантиметров от края, середина должна быть гибкая. Если припой не обычный ПОС, имеет смысл зафиксировать этот факт фломастером на ручке.
Выводы
Инструмент довольно удобен, время сильно не экономит, но обеспечивает существенно более равномерное покрытие. Кроме печатных плат, его можно использовать для лужения деталей перед конструкционной пайкой, в ювелирном деле, при изготовлении бижутерии, комбинированных витражах Тиффани со сложной пайкой. Для массивных металлических деталей, может потребоваться дополнительный подогрев (пламенем горелки, электроплитка, утюг, фен).
Babay Mazay, 2021 г.
Как и чем лучше паять?
Процесс пайки нержавеющей стали во многом зависит от правильности выбора необходимого оборудования. При самостоятельном выполнении работ стоит приготовить:
Этого комплекта хватит для того, чтобы осуществить пайку нержавеющей стали дома или в мастерской. При работе с массивными деталями прогрев может осуществляться более мощным паяльником. Кроме того, можно совмещать в работе несколько горелок, а также применять инструмент с несколькими соплами.
Паяльником
Для работы с нержавеющей сталью понадобится паяльник с тонким необгораемым жалом. Следует также подготовить ПОС или олово в прутках толщиной 2-4 мм. Рассмотрим порядок действий.
- Зачистить поверхность металлических деталей. В зависимости от размера элементов может применяться наждачная бумага, напильник или УШМ с соответствующими дисками. Нужно убрать все пятна, следы повреждений, другие возможные дефекты.
- Выполнить обезжиривание. Оно осуществляется при помощи органических растворителей. Можно использовать ацетон или уайт-спирит.
- Нанести флюс. Его в жидком виде равномерно распределяют по поверхности нержавеющей стали. Слой должен быть тонким. Флюс не понадобится, если он уже входит в состав припоя.
- Залудить спаиваемые детали. Металлические поверхности в зоне соединения прогреваются до температуры плавления припоя, затем при помощи паяльника на них наносится припой. Он нагревается, становится текучим, покрывает нержавейку ровным слоем.
- Выполнить пайку. После лужения нержавеющая сталь уже полностью готова к пайке оловом. Достаточно просто прогреть область соединения, а затем подать в нее подготовленный припой. Важно, чтобы текучесть он приобретал не от контакта с паяльником, а от тепла заготовок.
- Завершить работу. Пайка считается выполненной правильно, если из рабочих зазоров между заготовками начинают выступать капли расплавленного металла.
По завершении работ важно дать соединению остыть, чтобы шов набрал прочность. Не рекомендуется смещать или проверять скрепленные детали на разрыв. Остатки флюса с нержавеющей стали убирают, смывая его водой. Излишки припоя можно счистить при помощи инструментов для механической обработки.
Газовой горелкой
Использование газовой горелки в домашних условиях требует соблюдения норм техники безопасности. Обязательным условием для пайки является использование негорючего экранирующего слоя на рабочей поверхности. Это может быть листовой асбест и другие материалы. Дома нужно обеспечивать тщательное проветривание помещения для пайки.
Правильно обращаться с пропановой горелкой тоже нужно уметь. В этом случае лучше использовать многокомпонентный припой, не требующий предварительного нанесения флюса. Сначала металл зачищается, обезжиривается. Затем его прогревают до того момента, пока он не станет красным. Важно контролировать цвет пламени – при опасном избытке кислорода пламя станет светло-синим.
Заготовку из нержавеющей стали прогревают, затем подносят к месту пайки брусок твердого припоя. Нужно исключить прямой контакт пламени с этой областью. Прогрев продолжают до того момента, как припой начнет выходить из стыков в месте формирования шва. После этого пайку завершают, остужают соединение, производят осмотр на наличие дефектов.
Типы нагревателей
Выбор типа нагревателя зависит от размеров и толщины запаиваемых стальных элементов. Если необходимо выполнить пайку стальной проволоки или тонких листов, то можно воспользоваться паяльником с хромоникелевым или керамическим нагревателем, подобрав соответствующую мощность, или же паяльником без нагревателя, который можно разогреть горелкой или на обычной газовой плите. Если необходимо выполнить пайку толстых листов стали, то для нагрева придется воспользоваться газовой или бензиновой горелкой. Во время работы паяльника, на жале будет образовываться окисление, которое будет снижать температуру паяльника.
Для очистки можно воспользоваться либо простой наждачной бумагой, либо специальным очистителем, например, ST-40. Если наконечник паяльника покрыть припоем, то это обеспечит более широкий диапазон теплопередачи и повысит эффективность пайки.
Типы припоев
Все припои, при помощи которых может осуществляться пайка нержавейки, делятся на две большие группы: мягкие и твердые. Одни из них подходят для посуды пищевого назначения, поскольку не содержат опасных соединений. В эту категорию входят оловянные припои без свинца в составе. Все остальные изделия можно соединять составами марки ПОС. Они довольно эффективно скрепляют детали из нержавейки технического назначения.
Листовую сталь, сплавы с медью (латунь, бронзу, чугун), другие разнородные металлы соединяют при помощи твердых многокомпонентных или серебряных припоев. Это наиболее простое решение, позволяющее получить прочное крепление элементов между собой. Чтобы лучше разобраться в особенностях каждой группы, стоит обратить внимание на популярные типы и марки составов.
Мягкие
Чистое олово и оловянно-свинцовые припои обладают определенными преимуществами при пайке нержавеющей стали. Мягкие металлы имеют малую температуру плавления, позволяют не перекаливать сплав. Процесс подготовки к пайке занимает минимум времени. Соединение получается довольно прочным, но для значительных механических нагрузок не годится.
Среди мягких припоев общего назначения выделяются составы ПОС. Они широко распространены, выпускаются в различных формах и объемах. Наиболее популярными считаются следующие варианты.
- ПОС-18. В составе присутствует 18% олова, сурьма в пределах 2,5%, среди других легирующих добавок – висмут, мышьяк, медь. Остальной объем занимает свинец.
- ПОС-30. Здесь доля олова достигает 30%, сурьмы – 1,5%.
- ПОС-40. Доля свинца не превышает 58%, олово занимает около 40%, 2% объема приходится на сурьму.
Чистое олово в прутках или проволоке применяют для пайки там, где нужно исключить контакт со свинцовыми соединениями.
Твердые
При создании соединений на ответственных, нагружаемых участках, при скреплении листового металла более эффективным решением становится использование твердых припоев. Они изготавливаются из смеси серебра, цинка и меди, в некоторых случаях в качестве добавок здесь используют также палладий, кадмий, фосфор, никель. Объемная доля благородного металла здесь варьируется от 10 до 80%, но наиболее часто применяют варианты с долей от 25 до 45%. Включение кадмия в состав в основном связано с необходимостью понижения температуры, при которой металл способен оплавляться.
Среди популярных марок таких припоев можно выделить следующие варианты:
- ПСр 25;
- ПСр 40;
- ПСр 45;
- ПСр 70.
Важно учесть, что цифра в маркировке соответствует объему серебра в составе. Чем она выше, тем ниже будет температура плавления. Например, у ПСр 10 она составляет 850 градусов по Цельсию, а у ПСр 72 – всего 779. Наличие фосфора в составе позволяет, не применяя флюсов, паять омедненные нержавеющие стали. Никель и кадмий помогают повысить текучесть припоя.
Необходимые материалы и приспособления: олово и другие
Инструменты для работы с медными трубами требуются следующие:
- труборез, ножовка по металлу или болгарка с тонким диском;
- фаскосниматель;
- труборасширитель (экспандер);
- паяльный флюс;
- припой;
- паяльник для меди,например,пропановая горелка для пайки медных труб;
- перчатки прорезиненные;
- бумажные салфетки.
Для отрезания трубы пользуются труборезами различных размеров. У образцов покрупнее большой радиус разворота, ими неудобно пользоваться в труднодоступных местах, поэтому если есть необходимость отрезать участок на готовом смонтированном водопроводе, используют маленький труборез. Отрезать трубу можно ножовкой по металлу или болгаркой с тонким диском, но более качественный срез получится только при помощи трубореза.
После того как труба отрезана, зачищают заусеницы. Это нужно для того, чтобы не было завихрения потока жидкости в системе. Когда нет препятствий, водопровод не испытывает нагрузок и работает как часы.
Перед тем как сварить медь, концы трубы полируют мелкозернистой шкуркой, которую можно приобрести в хозяйственных магазинах. Зачищают обе поверхности, готовящиеся к пайке.Иногда для этих целей используют маленькие щеточки-ершики диаметр которых Ø 22 мм, они подходят почти ко всем трубам. Для зачистки ножка ершика вставляется в шуруповерт или дрель, при помощи которых процесс осуществляется быстрее и качественнее.
На зачищенную отглаженную наружную поверхность наносят флюс – состав, препятствующий процессу окисления меди.
Совет.Удобнее использовать в работе флюс серого цвета. При нагреве он изменяет цвет, достигнув нужной для пайки температуры, становится оловянного оттенка. Визуально легко определить, когда металл нагрелся, и можно паять медь. Если флюс белого цвета, то при нанесении он сразу становится прозрачным, поэтому трудно определить момент, когда нужно подносить припой.
Перчатки для защиты рук используют прорезиненные, так как при отрезании меди и заусениц образуется много мелких металлических элементов, впивающихся в кожу как занозы.Кроме того, при зачищении дрелью поверхности, вращающаяся щетка зажевывает тряпочные перчатки.
Чтобы правильно паять медь,нужно учитывать, что с момента зачистки и нанесения флюса до пайки должно пройти не более получаса, иначе зачистку нужно повторить заново. Если флюс наносится кисточкой, на поверхности не должно оставаться щетины или волосков от нее – в противном случае соединение не будет герметичным,и после подачи воды трубопровод потечет.
Пайка газовой горелкой: ремонт чайника
Сначала необходимо тщательно зачистить наждачной бумагой зону пайки и убрать накипь возле поврежденного участка. Чтобы запаять чайник из нержавейки газовой горелкой, нужно следовать такой инструкции:
- Прогреть соединение пламенем, плавно перемещая устройство. Нагревание будет достаточным, когда припой начнет плавиться от прикасания к металлу.
- Нанести флюс (канифоль или ортофосфорную кислоту) на зону пайки.
- Наложить олово на поврежденное место, при этом нужно продолжать нагревать участок горелкой, чтобы вещество, расплавляясь, заполнило собой весь дефективный участок.
- Зашлифовать шов щеткой по металлу.
- Протереть запаянный участок спиртом для очистки его поверхности от окалин и окислов.
В ходе паяльных работ нужно следить за уровнем кислорода. Для определения этого параметра необходимо посмотреть на пламя, нормальный оттенок которого — синий. В перенасыщенном составе цвет будет бледным, что и указывает на переизбыток кислорода. Если проигнорировать это требование, велика вероятность, что нержавейка начнет окисляться.
Процесс пайки
Он заключается в выполнении последовательных операций:
- труба нарезается на отрезки необходимых размеров, которые для удобства маркируются – подача или обратка;
- с края снимается фаска;
- зачищаются края на 2 см: внешние на трубе, а также внутренние в раструбе;
- полосой по зачищенным поверхностям (внешней и внутренней) наносится флюс;
- соединение собирается: труба вставляется в раструб;
- излишки флюса снимаются бумажной салфеткой, но не полностью – оставляется кромка 1–2 мм;
- зажигается горелка, пламя подносится к месту соединения;
- поверхность нагревается 10–15 секунд до определенной температуры – флюс должен приобрести оловянный цвет;
- припой кладется сверху соединения, при нагревании он будет втянут в стык, растечется по шву, заполняя его.
Если стык соединения не был очищен от щетины или пыли,ив результате протекает паянный шов медной трубы водопровода, то восстановить герметичность можно одним из двух методов:
Полезные советы
Чтобы выполнить пайку нержавейки качественно, следует воспользоваться рекомендациями опытных специалистов.
- Мощность паяльника, который должен эффективно прогревать соединяемый металл, находится в интервале 60–100 Вт, но лучше остановить свой выбор именно на стоваттном устройстве. Для пайки габаритных деталей, например труб из нержавейки, потребуется не электрический паяльник, а газовая горелка.
- Выбирая электрический паяльник, лучше остановить свой выбор на моделях, оснащенных наконечниками, которые не обгорают.
- Наиболее экономичным и универсальным типом припоя, позволяющим получать качественные соединения изделий из нержавейки, являются оловянно-свинцовые прутки. В том случае, если паять предстоит посуду, которая будет контактировать с пищевыми продуктами или жидкостями, в качестве припоя лучше использовать чистое олово, которое не содержит в своем составе вредных примесей.
- Помещение, в котором выполняются работы по пайке, должно хорошо проветриваться.
- Выполняя пайку, следует обязательно использовать индивидуальные средства защиты, чтобы не навредить своему здоровью.
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>
Технология спаивания медных труб
После тщательной подготовки приступают к выполнению комплекса основных работ. Очередность операций по спаиванию труб из меди выглядит следующим образом:
Правильное расположение горелки при пайке медных труб своими руками
- С помощью горелки прогревают соединяемый конец трубы до момента кипения флюса. Для равномерного разогревания стыка пламя горелки перемещают в разные стороны от места стыка.
- После достаточного разогрева к месту стыка трубы с фитингом прикасаются припоем.
- Под действием капиллярных сил припой заполняет пространство стыка. Работы считаются завершенными, когда состав полностью заполнить стыковой зазор.
Внимание! Степень разогрева стыкуемых элементов определяют по характеру плавления припая. При достаточном разогреве он плавится не от пламени горелки, а за счет нагрева металла труб.
Распространенные ошибки
Процессу пайки нержавеющей стали могут помешать ошибки самого мастера, выполняющего работу. Можно выделить ряд часто встречающихся проблем.
- Низкое качество зачистки. Плохо обработанная перед началом пайки нержавеющая сталь приведет к тому, что припой просто будет скатываться с поверхности, не задерживаясь на ней. При появлении такого эффекта нужно заново выполнить механическую обработку, тщательно удаляя следы окисления с металла.
- Плохое обезжиривание. Оно также может негативно повлиять на то, как именно будет ложиться припой любого типа.
- Слабый прогрев. Если детали не удается раскалить достаточно интенсивно, паяльные составы останутся в твердой форме, не переходя в текучее состояние. Исправить ситуацию можно, увеличив силу прогрева.
- Выбор паяльника с обгораемым жалом. Его поверхность придется очищать — это помешает непрерывному прогреву металлических заготовок.
- Выбор канифоли в качестве флюса. При работе с нержавеющей сталью она совершенно бесполезна.
- Использование припоя с высоким содержанием свинца. Лучше отдать предпочтение вариантам, где выше процент олова.
- Преждевременная проверка соединения. Шов, в котором жидкий припой еще не успел схватиться, может утратить прочность. Пайку придется проводить повторно.
- Спаивание разнородных металлов без предварительного лужения. Соединить медь и нержавеющую сталь без дополнительной обработки не получится.
- Использование паяльника при соединении деталей с большой площадью соприкосновения. Флюс здесь будет слишком быстро окисляться. Нужно использовать газовую горелку, лучше с несколькими соплами.
Учитывая все эти моменты, можно произвести работы по пайке нержавеющей стали в домашних условиях без особенных затруднений.
В следующем видео рассказывается о пайке нержавеющей стали.
Пайка жести: основные моменты
Когда нужно провести пайку металлических изделий и получить качественный шов, требуется выполнить следующие технологические операции:
- очистить поверхность;
- провести обезжиривание;
- нанести флюс;
- нагреть паяльник;
- залудить место пайки;
- припаять детали из жести;
- полученную поверхность очистить бензином;
- проверить получившийся шов.
Чтобы очистить поверхность, необходимо воспользоваться соответствующим инструментом (напильник, шабер).
Чтобы обеспечить появление капиллярных сил, между деталями оставляют зазор величиной 0,3 мм. Металл заливает кромки зазора, что дает возможность получить высококачественный шов.
В некоторых случаях очень трудно очистить детали механическим путем, тогда на помощь приходит травление. Однако для работы с жестью подобное встречается очень редко.
Если на поверхности имеются жировые пятна, применяют 10% содовый раствор. Для обезжиривания в домашних условиях применяют ацетон, бензин, спирт и универсальный растворитель. Свойства этих материалов помогают получить отличную очистку.
О пайке, этом сложном физическом процессе, написано очень много научных работ. Рефераты, описывающие химию процесса, его результаты помогают лучше понять происходящие процессы и выбрать наиболее подходящий способ пайки.
Пайкой называется процесс соединения металлов посредством введенного между ними расплавленного связующего материала – припоя. Последний заполняет зазор между соединяемыми деталями и, застывая, прочно соединяется с ними, образуя неразъемное соединение.
При пайке припой нагревают до температуры, превышающей температуру его плавления, но не достигающей точки плавления металла соединяемых деталей. Становясь жидким, припой смачивает поверхности и заполняет все зазоры за счет действия капиллярных сил. Происходит растворение основного материала в припое и их взаимная диффузия. Застывая, припой прочно сцепляется с паяемыми деталями.
При пайке должно выполняться следующее температурное условие: Т1
Читать также: Кинематическая схема станка 16к20 с описанием
Для проведения ремонта любой бытовой техники, мы непосредственно сталкиваемся с такой проблемой,- как самому припаять провода? В теме Вы ознакомитесь с материалами для паяния, с паянием меди с алюминием и паянием меди с железом.
Рекомендации
Естественно, без хорошего паяльника и флюса не получится сделать надежное соединение. Однако перед тем как паять нержавейку, нужно учесть и другие моменты:
- Желательно купить паяльник с жалом, которое не обгорает: срок службы такого инструмента больше, чем у обычного приспособления. Однако его надо постоянно чистить от накипи и затачивать. Кроме этого, рекомендуется использовать паяльник с постоянным нагревом: так получится сэкономить электроэнергию.
- Паять нержавейку без флюса — плохая идея, поскольку будет постоянно появляться оксидная пленка.
- Неопытным умельцам следует немного попрактиковаться на ненужных деталях и обрезках. Нужно помнить: надежное соединение трудно отодрать, а проверить его качество можно с помощью отвертки или шила.
- Деталь, обработанную растворителем, трогать можно лишь в перчатках, поскольку небольшое пятно, оставленное на поверхности, может испортить всю работу.
- Перед тем как припаять нержавейку к нержавейке, нужно обеспечить помещение хорошей вентиляцией. Кроме того, нельзя трогать руками разогретый металл или припой, а также вдыхать токсичные испарения.
- Емкости с веществами после использования необходимо сразу закрыть плотной крышкой.
- Готовую деталь нужно очистить от флюса и паяльного состава. Пищевые емкости обрабатываются мыльным раствором и кипятятся для нейтрализации агрессивных кислот.
Какие металлы прочнее всего между собой паяются
В отличие от сварки, в пайке основным показателем качества готового изделия является не марка стали или металла, а выбор припоя, а также технологии формирования самого шва пайки. Так что тут вопрос скорее про то, на какой металл какой припой липнет лучше всего. Конечно, чем ближе по составу и плотности припой и металл, тем лучше будет адгезия. В итоге все сводится к выбору правильного припоя для каждого случая в отдельности.
А еще нужно следить, чтобы при соединении двух металлов не образовывалось электропары. Иначе соединение будет ржаветь и разрушаться от малейшей влаги. Так что тут будет уместна таблица совместимости при соединении цветных металлов между собой.
Буква «А» в таблице совместимости означает «ограниченно допустимый в атмосферных условиях».
Приведу еще несколько простых советов:
- Выбирайте более тугоплавкие припои.
- Тщательно зачищайте стыки скрепляемых деталей. Обрабатывайте наждачной бумагой не только сам шов, но и 0,5 — 2 см около стыка по поверхности металла.
- Залуживайте и запаивайте внахлест. Таким образом, вы увеличиваете общую площадь скрепления двух или нескольких деталей.
Техника безопасности при пайке стали в домашних условиях
Часто пренебрежение элементарными правилами работы с электрическими или горючими приборами приводит к потере здоровья или порче имущества.
Настоятельно рекомендую соблюдать технику безопасности при пайке:
- Держите паяльник на металлической площадке или специальном держаке, который отводит нагретое жало инструмента от плоскости стола.
- Выключайте паяльник от сети сразу после окончания работ.
- Проверяйте качество подключения газового баллона к самой горелке. Не допускайте утечек газа.
- Работайте в хорошо проветриваемом помещении.
- Не оставляйте горелку во включенном состоянии, если вы уже закончили работу.
- Уберите любые легковоспламеняющиеся вещества из рабочей зоны.
- Не хватайтесь голыми руками около нагретого шва. Вы можете получить ожог.
- Не трогайте пальцами припой, чтобы проверить прочность шва.
Соблюдая данные меры можно избежать травм, а также сохранить имущество в целостности. Паяйте с удовольствием и знанием дела!
Источник
Выбор припоя
Правильный припой для пайки нержавейки – залог качества соединения. На выбор подходящего материала оказывают влияние следующие факторы:
- состав металла;
- условия проведения работ.
В стандартных условиях пайку выполняют серебряным припоем – он обладает отличными антикоррозионными свойствами, а никель в его составе повышает прочность соединения. Визуально, соединение не будет отличаться от основной поверхности. Мастера считают серебряные составы лучшим материалом для пайки нержавейки. При этом использовать серебро без добавок запрещено. Для повышения качества соединения к нему добавляют медь или цинк.
Особенности работы с оцинкованными изделиями
Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается. Но есть в технологии свои тонкие нюансы, которые сказываются на качестве конечного результата.
Нельзя паять оцинковку припоями, в состав которых входит большое количество сурьмы. Это вещество при контакте с цинковым покрытием создает непрочный шов.
В качестве флюса лучше использовать борную кислоту и хлористый цинк. Если сами изделия уже были залужены оловом в процессе производства, тогда в качестве флюса можно применять канифоль.
Когда производится соединение оцинкованного железа (листового) и проволоки, то последнюю надо согнуть под прямым углом, чтобы увеличить площадь контакта двух изделий.
В остальном процесс проводится точно также. Кстати, неважно, проволока была изготовлена из оцинковки или обычной стали.
Есть еще несколько важных позиций, которые надо учитывать в процессе пайки оцинкованных изделий. Если для пайки железа используются припойные стержни на основе олова и свинца, то для них лучше добавлять флюс на основе хлористого цинка и хлористого аммония. Соотношение 5:1 соответственно.
Припой на основе олова и кадмия требует едкого натра в качестве флюсовой добавки.
Если между собой соединяются оцинкованные изделия из железа, в состав защитного слоя которых входит более 2% алюминия, то применяется припой на основе олова и цинка. А в качестве флюса используют соляную кислоту и вазелин (стеарин).
В независимости от того, какие детали или узлы соединяются пайкой, необходимо после окончания процесса и остывания шва промыть место стыка водой, чтобы удалить остатки флюса.