Главная / Электроды
Назад
Время на чтение: 3 мин
0
980
Наплавочные электроды используются для укрепления либо ремонта сварных соединений, поверхностей. Процедура выполняется в форме нанесения дополнительного пласта расплавленного металла на уже существующий валик.
Такая технология улучшает физические характеристики соединения, придает добавочную надежность, улучшает внешний вид.
Операция производится специализированными наплавочными электродами. Статья рассматривает виды подобных стержней, их характерные особенности.
- Общие сведения
- Разновидности
- Применение
Технология наплавки
Как и сварка электродом углеродистых сталей, наплавка также использует расходные материалы. Однако конечной целью является не надёжность образованного соединения, а его эксплуатационные параметры:
- Твёрдость.
- Износостойкость.
- Стабилизация размеров.
- Устойчивость против коррозии.
В совокупности указанные факторы способствуют снижению затрат на обслуживание и замену изношенных деталей.
Сущность наплавки заключается в том, что на обрабатываемую поверхность в расплавленном виде наносится слой металла (или сплава), в результате чего восстанавливаются размеры детали и повышается её износостойкость.
По методу нагрева поверхности наплавку подразделяют на газовую и электрическую. К первой относят наплавку природными газами, либо ацетиленово-кислородным пламенем. Разновидностями электрической наплавки являются дуговая, импульсная, искровая, а также комбинации перечисленных способов.
УОНИ-13/НЖ/20Х13 Ток — постоянный обратной полярности (на электроде плюс)
408,96 руб. ? с НДС за 1 кг.
АНП-13 Ток — постоянный обратной полярности (на электроде плюс)
250,08 руб. ? с НДС за 1 кг.
ОЗЧ-2 Ток — постоянный обратной полярности (на электроде плюс)
1 352,28 руб. ? с НДС за 1 кг.
ОЗЧ-6 Ток — постоянный обратной полярности
1 304,52 руб. ? с НДС за 1 кг.
Основные моменты по наплавке электродами
Принцип действия метода наплавки основан на плавлении электрода под воздействием сварочной дуги, на создании одного или нескольких слоев. Сколько их будет, нужно определить, обратив внимание на свойства детали, в зависимости от предъявляемых требований.
ВАЖНО! Наплавляемый слой металла по химическим свойствам, состав электрода, должен практически полностью совпадать с характеристиками стали ремонтируемой детали. Это важно учесть при выборе марки, вида.
Хорошие качественные характеристики создаваемого сварщиком слоя достигаются в зависимости от глубины проплавления металла. Этот показатель должен быть минимальным. Это важно учесть, нужно достичь насколько возможно меньшего перемешивание наплавляемой стали с основной. Сварщик должен стараться получить минимальное остаточное напряжение и избегать деформации обрабатываемой им детали. Это требование можно выполнить, только соблюдая два предшествующих, правильно выбрав электрод и минимальным провариванием.
Важно снизить до установленных нормой значения припуска, допустимые при последующей после сварки обработки деталей, не превышать их.
Наплавлять электродом слой металла рекомендуется столько, сколько это требуется, а никак ни больше.
Чтобы исключить коробление, наплавление лучше всего производить отдельными участками, а укладку каждого последующего валика советуется начинать с противоположной стороны по отношению к предыдущему.
Только благодаря соблюдению этих простых правил достигается защита наплавляемого металла от разрушающего воздействия газов. Получается плотный, не имеющий пор, любых видов трещин и посторонних включений слой. Важно учесть и то, что поверхность ремонтируемой детали перед началом выполнения работ по наплавке необходимо тщательно очистить от масла, следов коррозии, ржавчины и любых других видов загрязнений.
Наплавочные электроды
Как и электроды для сварки углеродистых сталей, ГОСТ на которые определяет марку материала и технологию сварки, наплавочные электроды также различают по своим функциональным особенностям.
Важно! Различают электроды, с помощью которых можно производить как собственно сварку, так и наплавку (ГОСТ 9466-75), электроды, выполняющие ручную электродуговую наплавку (ГОСТ 10051-75), а также нестандартизированные электроды специального применения (например, для наплавки изношенных гравюр штампов, матриц или пуансонов).
Типы электродов, определяемые действующими госстандартами:
- Покрытые наплавочные электроды, предназначенные для наплавки низколегированных сталей: Т-590, Т-620, ОЗН-6, АНП-13
- Сварочные наплавочные электроды, используемые при обработке нержавеющих сталей: ЦН-6Л, ЦН-12М, УОНИ 13/НЖ-20Х13
- Твердосплавные наплавочные электроды, эффективные при упрочнении металлообрабатывающего инструмента: ОЗН-300М, ОЗН-400М
Особенности применения
Электроды для наплавки используются для нанесения присадочного слоя на деталь. Они позволяют получить наплав, отличающийся стойкостью к абразивному воздействию, ударным нагрузкам, и создают на изделии слой с необходимыми параметрами.
Электроды ЦНИИН-4 для наплавки.
С их помощью можно:
- придать детали исходный вид;
- привести изделие в соответствие с исходными геометрическими параметрами;
- придать новые свойства;
- повысить стойкость к износу и термическому воздействию.
Восстановить геометрию деталей можно с помощью твердосплавных стержней. Подбирая необходимые марки можно решить самый разнообразный спектр задач. Они используются для восстановления режущего инструмента, а также устройств, функционирующих под высоким давлением.
Для осуществления соединения в нижнем и наклонном положении используют электроды марки Т-620. Особенно целесообразно их применять для металлических деталей, характеризующихся быстрым износом, а также для чугунных изделий, подвергающихся ударным воздействиям.
Эта марка, в случае необходимости, может потребовать прокалки при температуре до двухсот градусов в течение трех часов. Количество слоев, которое можно создать на металле данным стержнем составляет 2, а для чугуна – 1.
ЦНИИН-4 используют для устранения дефектов литья на крестовинах. Диаметр стрежня – четыре миллиметра. Также требует прокалки, как и Т-620.
Повысить твердость изделия путем закалки можно с помощью ЦС-2. Максимальная толщина слоя, создаваемая таким стержнем, составляет четыре миллиметра. После нанесения, четверть наплава можно удалить. Используется для ремонта закаленных изделий.
ОЗШ-6 –электроды диаметром 2,5-4 миллиметра, предназначенные для соединения в нижнем положении. Используются для металлургических и станочных агрегатов.
На данный момент на рынке представлен широкий ассортимент электродов, позволяющих решать самые разнообразные задачи.
Особенности состава и структуры электродов
Различают условия работы и конечные характеристики поверхности детали после наплавки. Материал наплавочного электрода должен обладать сродством к основному металлу изделия, поскольку большая разница между размерами наплавляемых частиц и базовой макроструктурой способствует возникновению внутренних напряжений.
Поверхностный слой наплавочных электродов обычно составляют износостойкие карбиды (реже – нитриды) металлов. Эффективность покрытия находится в прямой зависимости от количества карбидообразующих элементов — хрома, молибдена, вольфрама, ванадия и железа — в сочетании с углеродом.
Устойчивые к износу карбиды образуются, когда один из этих элементов реагирует с углеродом и в результате полностью насыщается, образуя карбид, состоящий только из углерода и металла. Баланс углерода остаётся в растворе, образуя полуаустенитную матрицу, в которой твёрдые, износостойкие карбиды распределяются равномерно. Поскольку отношение износостойких карбидов к матрице сплава увеличивается, сопротивление истиранию увеличивается (а ударная вязкость – снижается).
ЦН-6Л Ток — постоянный обратной полярности (на электроде плюс)
692,16 руб. ? с НДС за 1 кг.
ЦНИИН-4 Ток — постоянный обратной полярности (на электроде плюс)
1 040,76 руб. ? с НДС за 1 кг.
МЭЗТ-590 Ток — постоянный обратной полярности (на электроде плюс)
214,20 руб. ? с НДС за 1 кг.
МЭЗТ-620 Ток — постоянный обратной полярности (на электроде плюс)
219,60 руб. ? с НДС за 1 кг.
К
атегория:
Техническое обслуживание дорожных машин
П
убликация:
Наплавка деталей специальными электродами и твердыми сплавами
Ч
итать далее:
Наплавка трубчатыми электродами с ферромарганцем
Наплавка деталей специальными электродами и твердыми сплавами
Наплавка изношенных деталей дорожных машин производится: 1) для восстановления первоначальных размеров деталей (валов, катков, звеньев, звездочек и др.); 2) для восстановления первоначальной производительности рабочих органов (ножей, щек, шнеков и др.); 3) для увеличения износостойкости и срока службы быстроизнашивающихся деталей и рабочих органов после наплавки.
Износ ножа землеройных машин происходит по передней режущей кромке (пунктир на рис. 129, а). Если нож (или зуб) имеет твердую наплавку на передней плоскости, то характер износа изменяется (пунктир на рис. 129, б) и срок службы увеличивается. Однако, если основной металл ножа имеет малую износостойкость, то износ происходит по задней плоскости ножа (рис. 129, в), наплавленная часть выступает наружу, где вследствие повышенной твердости и хрупкости может разрушиться.
Рекламные предложения на основе ваших интересов:
Рис. 129. Износ кромки ножа землеройной машины
Для устранения этого явления такой нож необходимо наплавлять в два слоя различной твердости (рис. 129, г). Слой является более износостойким, чем слой, а износостойкость последнего выше износостойкости основного металла ножа. В этом случае износ детали происходит более равномерно.
Одновременно будет происходить самозатачивание ножа (его режущая кромка будет оставаться заостренной), в результате чего повысятся производительность и износостойкость последнего.
Многие быстроизнашивающиеся детали дорожных машин имеют большой вес, но в работе у них участвует только тонкий наружный слой, вес которого часто не превышает 10—15% общего веса. Такие детали экономически целесообразно восстанавливать наплавкой изношенных поверхностей электродами и сплавами с повышенной твердостью.
Специальные электроды марок 03H-250, ОЗН-ЗОО, 03H-350, 03H-400 и У-340 применяются для получения наплавки средней твердости деталей из углеродистых и среднелегированных сталей (цифровые индексы показывают среднюю твердость третьего слоя наплавки по Бринеллю).
Заданная твердость наплавки достигается введением в наплавленный металл через покрытие одного или нескольких легирующих элементов (Mn, Cr, Si и др.). Это способствует образованию закалочных структур и упрочнению феррита. Покрытие наносится на обычную сварочную проволоку. Углерод в таких электродах не является ведущим легирующим элементом. В зависимости от марки электрода содержание углерода в наплавленном металле колеблется в пределах 0,12—0,3%.
Попытки использовать углерод как основной ведущий легирующий элемент (увеличение содержания его в наплавке более 0,3%) приводили к образованию трещин и пор в наплавленном металле.
Следует отметить, что углеродистые стали с С = 0,3—0,7% склонны к образованию закалочных структур, снижающих прочность стали, и образованию трещин при обычных методах сварки, применяемых для малоуглеродистых сталей.
Опыт применения электродов ОЗН и У-340 свидетельствует о высоком качестве электродов со шлакообразующим покрытием основного типа (мрамор, плавиковый шпат) и с марганцем, введенным в качестве ведущего легирующего элемента. Основное преимущество указанных электродов заключается в меньшей склонности к образованию трещин.
Износостойкость закаленного металла, наплавленного электродом ОЗН-ЗОО, в 1,5 раза выше, чем закаленной стали марки 40Х. Электроды ОЗН-ЗОО и 03H-250 следует рекомендовать для наплавки закаленных деталей из среднеуглеродистых сталей марок 40 и 45, из хромистых сталей марок ЗОХ, 35Х, 40Х и др. Эти электроды применимы для наплавки деталей из малоуглеродистых сталей и сталей марок 35 и 40.
Электроды ОЗН-ЗОО применяются для наплавки нижних катков гусеничных тракторов, изготовленщях из стали марки 50Г.
Хорошие результаты получают при наплавке закаленных деталей из стали марки 40Х электродами У-340.
Металл, наплавленный электродами 03H-250, хорошо обрабатывается режущими инструментами. Твердость металла, наплавленного электродом ОЗН-ЗОО и другими, может быть снижена отжигом при 850° и охлаждением вместе с печью.
При закалке наплавленный металл достигает твердости НВ 400-460.
Электродами ОЗН-ЗОО, 03H-250 и У-340 наплавляют изношенные шлицы полуосей автогрейдеров и моторных катков (рис. 130). Наплавка производится постоянным током при обратной полярности. Ток для электрода У-340 диаметром 4 мм — 135—170 а, а для электрода ОЗН диаметром 5 мм — 210—240 а. Если в составе покрытия электрода ОЗН имеется поташ, сварку можно вести на переменном токе. После наплавки производят правку полуоси, протачивание шлицевой части и фрезерование шлицев. Затем полуось нагревают до 840—860°, закаливают в масле и отпускают при 250—300°.
Электродами Т-540, Т-590 и Т-620 для получения высокой твердости наплавляют детали, изготовленные из цементируемых и закаливаемых сталей, а также детали рабочих органов дорожных машин.
Высокая твердость металла, наплавленного этими электродами, получается в результате введения в состав покрытия легирующих элементов: феррохрома, ферротитана, ферробора, карбида, бора и графита.
При применении электродов Т-590 и Т-620 благодаря большой степени легирования Сг, В и Ti наплавленный ими металл имеет структуру карбидной эвтектики на основе а-твердого раствора и большое количество первичных карбидов. Вследствие этого термическая обработка наплавленного металла дает снижение твердости, а механическая обработка возможна только абразивами.
Ввиду отсутствия первичных карбидов и сравнительно невысокой степени легирования аустенита хромбм и титаном металл, наплавленный электродом Т-540, снижает твердость при отжиге и допускает механическую обработку резанием. Твердость металла, наплавленного электродами Т-540, непосредственно после наплавки равна 35—45 HRC\ после отжига при 900—950° она снижается до 24—28 HRC, а после закалки при той же температуре и отпуске при 200—250° составляет 57—60 HRC. Этим электродом можно наплавлять изношенные зубья шестерен.
Рис. 130. Наложение швов на шлицы полуоси
Металл, наплавленный электродами Т-590 и Т-620, характеризуется повышенной, хрупкостью и склонностью к образованию трещин; поэтому при большом износе рекомендуется наплавлять только верхние рабочие слои. Нижние слои наплавляют более мягкими электродами.
Указанными электродами можно наплавлять ножи землеройных машин, щеки и валки камнедробилок, зубья ковшов экскаваторов, детали землесосов и др. Стойкость щек камнедробилок увеличивается после наплавки электродом Т-590 в 2 раза, ножей автогрейдеров и деталей землесосов — в 2—3 раза.
Железо-хромистые электроды — литые твердые сплавы (стеллиты) типа сормайта и порошкообразного сплава — сталинита. Применяя сормайт, получают хорошие результаты при наплавке небольших изношенных поверхностей цементованных и закаленных деталей.
Наплавка сормайтом производится газовой или электродуговой сваркой. Сормайт изготавливается прутками диаметром 5, 6 и 7 мм. При наплавке применяются электроды марок ЦС-1 и ЦС-2. Поверхность, наплавленная электродом ЦС-1 без термической обработки, имеет твердость 48—54 HRC, а электродом ЦС-2—39—45 HRC. Эти электроды различаются между собой тем, что слой, наплавленный электродом ЦС-1, не воспринимает .последующей термической обработки, а слой, наплавленный электродом ЦС-2, принимает закалку, после которой твердость наплавки повышается до 56—60 HRC. Этими электродами производят наплавку постоянным и переменным током при короткой дуге. При постоянном токе применяют обратную полярность и толщину наплавленного слоя не более 2,5—4,0 мм с учетом припуска на последующую механическую обработку 1,0—1,5 мм.
Зубья шестерен после обычной наварки зачищают и наплавляют тонким слоем твердого сплава сормайт. Размер зубьев после механической обработки перед наплавкой должен быть меньше номинального на величину до 1,5 мм.
Наплавка зубьев производится в ванне с водой. При наплавке торцов зубьев шестерни коробки передач автогрейдера последняя устанавливается в ванну так, чтобы наплавляемые зубья были погружены в воду на !/з—Ч* своей высоты. Пламенем газовой горелки № 2 или 3 с избытком ацетилена наплавляемый зуб разогревают до запотевания, не доводя металл до плавления. Прутком сормайта наносят флюс-буру, после чего каплями наносят сормайт до требуемых размеров зуба. После наплавки шестерню оставляют в ванне для охлаждения примерно до 100°.
При наплавке боковых поверхностей зубьев шестерню устанавливают в ванне (рис. 131) и наплавку начинают со второго зуба от поверхности воды. После наплавки зуба шестерню поворачивают так, чтобы наплавленный зуб не касался поверхности воды, и наплавляют следующий (третий) зуб. После того как наплавленный второй зуб охладится (до темно-вишневого цвета), его погружают в воду для закалки.
Таким же способом производится наплавка зубьев мартенсито- вым чугуном. Наплавку производят прутками диаметром 2—3 мм нейтральным пламенем или с небольшим избытком ацетилена. Отремонтированные зубья после этого обрабатывают абразивным кругом с зернистостью 36—46.
Профиль обработанных зубьев проверяется специальными шаблонами.
Указанный способ для восстановления профиля зуба по толщине не следует применять вследствие значительной трудоемкости этого процесса.
Сталинит — порошкообразный сплав, который расплавляется угольным или стальным электродом на постоянном токе при прямой полярности и наносится на деталь слоем 3—4 мм. В качестве флюса применяется бура.
Сталинит можно замешивать на жидком стекле и в виде пасты наносить на поверхность детали, расплавляя его т. в. ч.
Вследствие высокого содержания углерода в наплавке деталь следует медленно охлаждать. Несмотря на это, наплавленная поверхность имеет значительное количество неглубоких трещин и пор.
Для уменьшения образования трещин применяют наплавку шихты стальным электродом или заменяют порошкообразную шихту стальными электродами с обмазкой из сталинита. Сталинитом наплавляют детали рабочих органов дорожных машин (ножи, зубья, щеки и др.).
Рекламные предложения:
Читать далее: Наплавка трубчатыми электродами с ферромарганцем
К
атегория: — Техническое обслуживание дорожных машин
Главная → Справочник → Статьи → Форум
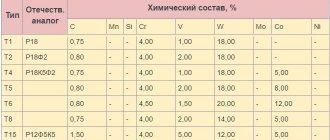
Сравнительная эффективность металла наплавочных электродов и их обозначение
В порядке убывания износостойкости в ставе наплавочных электродов присутствуют карбид вольфрама, карбид молибдена, карбид хрома, а также многокомпонентные карбиды.
Марки электродов учитывают это обстоятельство. Обычная маркировка наплавочных электродов включает в себя:
- Тип электрода;
- Наименование электрода, соответствующее требуемому ГОСТ;
- Диаметр электрода, мм;
- Особые требования к наплавляемой поверхности (опционально);
- Индекс электрода с параметрами механических свойств наплавленного слоя;
- Способ применения;
- Номер ГОСТ, по которому изготовлен электрод.
Принципы выбора наплавочных электродов
Эффективность наплавки определяется правильно выбранной конечной целью процесса – сваркой с одновременным повышением механической и/или коррозионной прочности, либо изменением характеристик исходной заготовки. Первая цель важна при обработке высоконагруженных деталей машин и конструкций, а вторая — при упрочнении инструментальной оснастки.
Важно! Все твердосплавные электроды обладают очень высоким сопротивлением сжатию, что обычно сопровождается пониженной пластичностью и прочностью на сдвиг. Такие наплавочные материалы следует использовать так, чтобы в результате ударного теплового воздействия на обрабатываемую поверхность стали там возникали сжимающие напряжения. При высокой ударопрочности после наплавки с твёрдым покрытием нанесенный слой в случае ударного воздействия на него не будет разрушаться.
Выбирая металлические электроды, стоит помнить, что наилучшими эксплуатационными характеристиками обладают те из них, которые содержат в своём составе быстрорежущие стали, аустенитные марганцевые стали, комбинированные сплавы системы « хром-кобальт-вольфрам», аустенитное железо с высоким содержанием хрома, а также сплавы никеля с хромом и бором.
Возможно, вас заинтересует
Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Электроды для наплавки Т-590 Ток — постоянный прямой полярности, переменный
577,68 руб. ?
Цена с НДС за 1 кг.
Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Электроды для наплавки Т-620 Ток — постоянный прямой полярности (на электроде минус)
626,28 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (5 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Электроды для наплавки ОЗИ-3 Ток — постоянный обратной полярности
428,52 руб. ?
Цена с НДС за 1 кг.
Ø 4 (1 кг) Ø 4 (5 кг) Ø 5 (1 кг) Ø 5 (5 кг)
Электроды для наплавки МЭЗТ-590 Ток — постоянный обратной полярности (на электроде плюс)
214,20 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Электроды для наплавки ОЗН-300М Ток—переменный, постоянный обратной полярности (на электроде плюс)
172,56 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Электроды для наплавки ОЗН-400М Ток — переменный, постоянный обратной полярности (на электроде плюс)
183,84 руб. ?
Цена с НДС за 1 кг.
Ø 4 (1 кг) Ø 4 (5.5 кг) Ø 5 (1 кг) Ø 5 (5.5 кг)
Электроды для наплавки МЭЗТ-620 Ток — постоянный обратной полярности (на электроде плюс)
219,60 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Электроды для наплавки ЦН-12М-67 Ток — постоянный обратной полярности (на электроде плюс)
943,20 руб. ?
Цена с НДС за 1 кг.
Ø 4 (1 кг) Ø 4 (4.5 кг)
Электроды для наплавки ЦНИИН-4 Ток — постоянный обратной полярности (на электроде плюс)
1 040,76 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (5 кг) Ø 5 (1 кг) Ø 5 (5 кг)
Электроды для наплавки ЦН-6Л Ток — постоянный обратной полярности (на электроде плюс)
692,16 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (4 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Электроды для наплавки АНП-13 Ток — постоянный обратной полярности (на электроде плюс)
250,08 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6.5 кг) Ø 5 (1 кг) Ø 5 (6.5 кг)
Электроды для наплавки УОНИ-13/НЖ/20Х13 Ток — постоянный обратной полярности (на электроде плюс)
408,96 руб. ?
Цена с НДС за 1 кг.
Показать еще 4 товаров